三梁四柱液压机结构图
三梁四柱液压机结构(图)
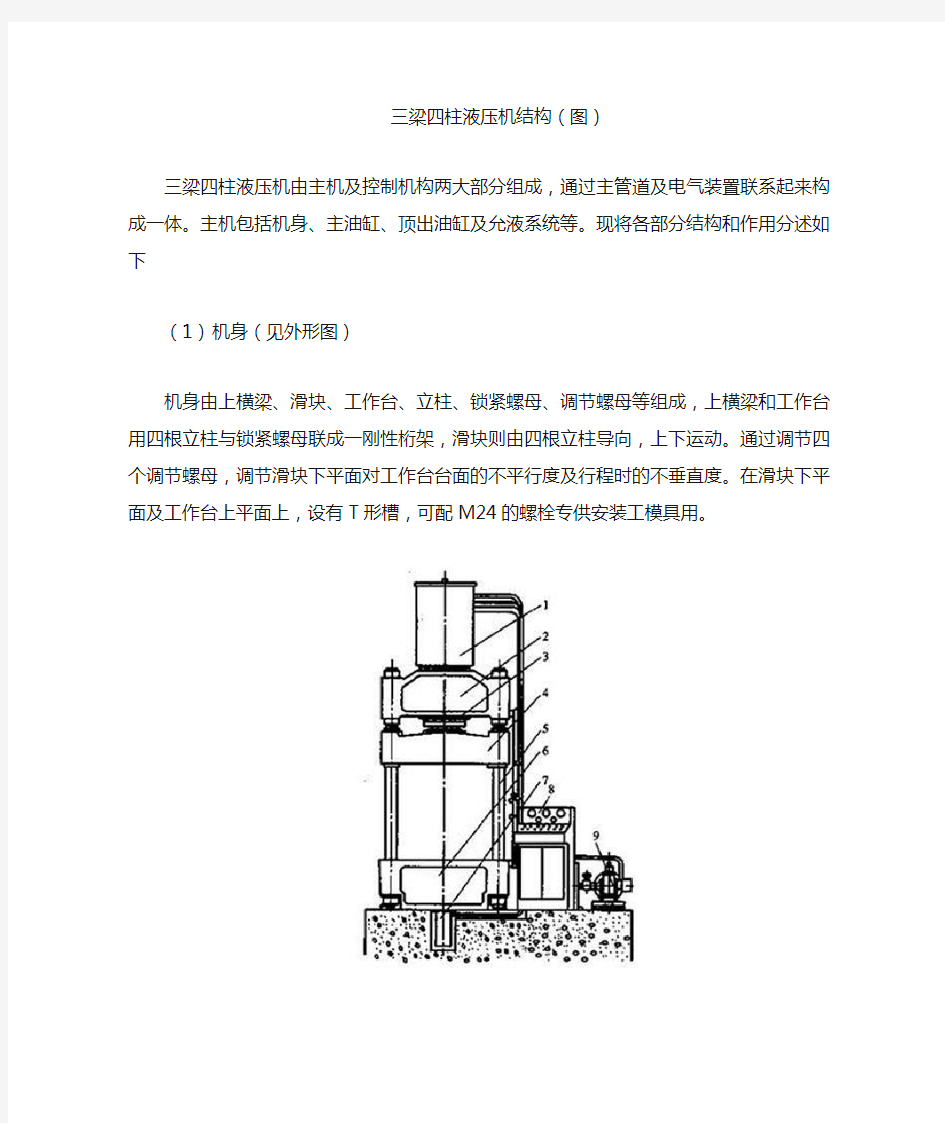
三梁四柱液压机由主机及控制机构两大部分组成,通过主管道及电气装置联系起来构成一体。主机包括机身、主油缸、顶出油缸及允液系统等。现将各部分结构和作用分述如下
(1)机身(见外形图)
机身由上横梁、滑块、工作台、立柱、锁紧螺母、调节螺母等组成,上横梁和工作台用四根立柱与锁紧螺母联成一刚性桁架,滑块则由四根立柱导向,上下运动。通过调节四个调节螺母,调节滑块下平面对工作台台面的不平行度及行程时的不垂直度。在滑块下平面及工作台上平面上,设有T形槽,可配M24的螺栓专供安装工模具用。
在工作台中央有一圆孔,顶出缸由压套紧压于圆孔内的台阶上,在上横梁中央孔内,装有主油缸。主油缸由缸口端的台阶和大螺母紧固于横梁上。滑块中央的大孔,是用来装主活塞杆的,由螺栓和螺纹法兰把滑块与主活塞杆联成一体。在滑块四立柱孔内,装有铜导套,以便于磨损后更换,在外部均装有压配式的压注油杯,用以润滑立柱——导套运动付,在孔口端均装有防尘圈,以防止污物进入运动付,保持运动的洁净。
在锁紧螺母和调节螺母上,均配有紧定螺钉的紫铜垫,机器调整好后,拧紧螺钉可防止螺母松动。
(2)主油缸
主油缸为双作用活塞式油缸,缸底为封底式整体结构,在缸体内装有活塞头,在活塞头的外圈上,装有一道向上,一道向下的进口Y形密封圈与缸壁密封;活塞头的内圈与活塞杆的密封,是由两道O形密封圈来实现,从而使缸内形成上下两个油腔。
在缸口装有导向套,以保证活塞运动时有良好的导向性能。在导向套内孔装
有一道轴用Yx形密封圈,在导向套外圆上装有两道O形密封圈,以保证缸口部分的密封性能。缸口端采用可拆卸式的卡环联接,在端部装有防尘圈,以防止污物进入油缸内,保持油液的清洁。
在主油缸的缸底上装有充液阀,以螺纹联接,并由O形密封圈密封。在缸体的上端面,装有充液筒,用螺栓坚固联接,并用耐油橡胶圈密封。
(3)顶出油缸
顶出油缸的形式和作用原理与主油缸相同。缸底采用了螺纹结构,可以拆卸。
在活塞头的外圈,只布置两道(一上一下)方向相反的孔用Yx形密封圈。
在活塞杆外伸端的端面上,设有一个螺纹孔,以供配置顶杆用。
(4)充液系统
充液系统由充液阀和充液筒两部分组成。
当滑块快速下行时,由于主油缸上腔的负压而吸开充液阀的主阀,使充液筒内的大量油液流入主缸上腔,以使滑块能顺利的快速下行。卸压时,控制油首先进入控制阀内,使其控制活塞克服弹簧力,推动卸荷阀芯下行,使主缸上腔的高压油通过卸荷阀芯与充液筒内接通,达到卸压的目的。
在充液筒上部设有长形油标,用来观察油位。充液筒旁的溢流管,把充液筒的容积分为两部分:下部油液是供滑块快速下行用的,上部容积则是容纳滑块回程时,主缸上腔排出的油液。在充液筒的侧下部,装有一闸阀,用于定期更换油液。
充液阀是用阀座上的螺纹与油缸缸底紧固联接的,并用O形密封圈密封。充液筒是由中部平面与主缸上端面相联接,并用螺栓紧固,耐油橡胶垫密封的。在筒的盖上设有通气孔,在充液筒内设有吊钩。
(5)动力机构
动力机构是由油箱。高压油泵、电动机、集成阀块等组成。它是产生和分配工作油液,使主机能完成各项预定动作的机构。
三梁四柱液压机结构图
三梁四柱液压机结构(图) 三梁四柱液压机由主机及控制机构两大部分组成,通过主管道及电气装置联系起来构成一体。主机包括机身、主油缸、顶出油缸及允液系统等。现将各部分结构和作用分述如下 (1)机身(见外形图) 机身由上横梁、滑块、工作台、立柱、锁紧螺母、调节螺母等组成,上横梁和工作台用四根立柱与锁紧螺母联成一刚性桁架,滑块则由四根立柱导向,上下运动。通过调节四个调节螺母,调节滑块下平面对工作台台面的不平行度及行程时的不垂直度。在滑块下平面及工作台上平面上,设有T形槽,可配M24的螺栓专供安装工模具用。 在工作台中央有一圆孔,顶出缸由压套紧压于圆孔内的台阶上,在上横梁中央孔内,装有主油缸。主油缸由缸口端的台阶和大螺母紧固于横梁上。滑块中央的大孔,是用来装主活塞杆的,由螺栓和螺纹法兰把滑块与主活塞杆联成一体。在滑块四立柱孔内,装有铜导套,以便于磨损后更换,在外部均装有压配式的压注油杯,用以润滑立柱——导套运动付,在孔口端均装有防尘圈,以防止污物进入运动付,保持运动的洁净。 在锁紧螺母和调节螺母上,均配有紧定螺钉的紫铜垫,机器调整好后,拧紧螺钉可防止螺母松动。 (2)主油缸 主油缸为双作用活塞式油缸,缸底为封底式整体结构,在缸体内装有活塞头,在活塞头的外圈上,装有一道向上,一道向下的进口Y形密封圈与缸壁密封;活塞头的内圈与活塞杆的密封,是由两道O形密封圈来实现,从而使缸内形成上下两个油腔。 在缸口装有导向套,以保证活塞运动时有良好的导向性能。在导向套内孔装
有一道轴用Yx形密封圈,在导向套外圆上装有两道O形密封圈,以保证缸口部分的密封性能。缸口端采用可拆卸式的卡环联接,在端部装有防尘圈,以防止污物进入油缸内,保持油液的清洁。 在主油缸的缸底上装有充液阀,以螺纹联接,并由O形密封圈密封。在缸体的上端面,装有充液筒,用螺栓坚固联接,并用耐油橡胶圈密封。 (3)顶出油缸 顶出油缸的形式和作用原理与主油缸相同。缸底采用了螺纹结构,可以拆卸。 在活塞头的外圈,只布置两道(一上一下)方向相反的孔用Yx形密封圈。 在活塞杆外伸端的端面上,设有一个螺纹孔,以供配置顶杆用。 (4)充液系统 充液系统由充液阀和充液筒两部分组成。 当滑块快速下行时,由于主油缸上腔的负压而吸开充液阀的主阀,使充液筒内的大量油液流入主缸上腔,以使滑块能顺利的快速下行。卸压时,控制油首先进入控制阀内,使其控制活塞克服弹簧力,推动卸荷阀芯下行,使主缸上腔的高压油通过卸荷阀芯与充液筒内接通,达到卸压的目的。 在充液筒上部设有长形油标,用来观察油位。充液筒旁的溢流管,把充液筒的容积分为两部分:下部油液是供滑块快速下行用的,上部容积则是容纳滑块回程时,主缸上腔排出的油液。在充液筒的侧下部,装有一闸阀,用于定期更换油液。 充液阀是用阀座上的螺纹与油缸缸底紧固联接的,并用O形密封圈密封。充液筒是由中部平面与主缸上端面相联接,并用螺栓紧固,耐油橡胶垫密封的。在筒的盖上设有通气孔,在充液筒内设有吊钩。 (5)动力机构 动力机构是由油箱。高压油泵、电动机、集成阀块等组成。它是产生和分配工作油液,使主机能完成各项预定动作的机构。
四柱液压机技术参数
四柱液压机技术参数 四柱液压机是各类铝、镁合金压铸制品的毛边冲切及整形,塑料制品的整切;也适用于塑性材料的成形如板料的落料、拉伸等、是TM106普通型的升级产品, 四柱液压机采用先进的子母缸液压回路.无论是噪音,速度, 耗电功率,均优于普通液压冲床是款高效率高速度,高出力,高环保的新一代液压冲床本机在压铸行业应用最为广泛。(欢迎来电咨询:400-6626-500) 四柱液压机特点: 1、采用四柱三板式结构,活动板与工作面平行精度高,四个精密导套使下压垂直精度高。 2、安全设计周全,双手操作,设有紧急按钮(光电保护装置需另加装)及上下寸动调模按钮; 3、工作台面配有落料槽及吹气装置,提高生产效率; 4、压力、行程、速度、保压时间、闭合高度均可按需求调整,方便操作; 5、工作台下方装有脚轮和脚杯,可轻便移动,省力高效; 四柱液压机适用范围: 各类铝、镁合金压铸制品的毛边冲切及整形,塑料制品的整切;也适用于塑性材料的成形如板料的落料、拉伸、压印等以及塑料、粉末制品的压制等多种用途。汽车和摩托车配件行业用途最广泛; 四柱液压机 适用范围:(精密压铸品切边机,精密四柱三板液压机,50吨油压冲切机,30吨快速油压机,铝镁制品切边机,五金制品冲边机,按键切割机)。本系列油压机是各类铝、镁合金压铸制品的毛边冲切及整形,塑料制品的整切;也适用于塑性材料的成形如板料的落料、拉伸等、是TM106普通型的升级产品, 采用先进的子母缸液压回路.无论是噪音,速度, 耗电功率,均优于普通液压冲床是款高效率高速度,高出力,高环保的新一代液压冲床本机在压铸行业应用最为广泛. 四柱液压机产品技术特点: 1.该系列液压机床以2-20MPA的液体压力为动力源,外接三相AC380V 50HZ或三相 AC220 60HZ交流电源. 2.该系列设备以液体作为介质来传递能量, 采用先进的子母缸液压回路,油温低,空行程速度均在150MM/秒以上, 工进速度30 MM/秒以下 3. 设备待机,滑快上下移动时噪音均不超过75分贝. 4.采用四柱三板式结构,活动板的垂直精度由四个精密导套控制,下工作面与上工作面任意点的平行精度达到0.1MM以下. 5.冲床具有废料吹气装配.并在下工作台中央开有废料落料槽. 6.冲床的冲切下止点位置一般通过压力开关,位置感应器进行控制. 7.具有自动计数功能,分手动和半自动两种控制方式,手动可将压装上模停在任意行程范围内,配有紧急回升按钮,也可加装红外线护手装置 8.压力、行程、冲切速度、吹气时间、闭合高度客户均可自行调整,方便操作; 9.液压系统内置油箱底部,外观整洁,稳重。
四柱液压机工作原理解读
四柱液压机工作原理 四柱液压机四柱液压机是油泵把液压油输送到集成插装阀块,通过各个单向阀和溢流阀把液压油分配到油缸的上腔或者下腔,在高压油的作用下,使油缸进行运动。液压机是利用液体来传递压力的设备。液体在密闭的容器中传递压力时是遵循帕斯卡定律。 四柱液压机由主机及控制机构两大部分组成。液压机主机部分包括液压缸、横梁、立柱及充液装置等。动力机构由油箱、高压泵、控制系统、电动机、压力阀、方向阀等组成。[1](二用途8 该液压机适用于可塑性材料的压制工艺。如粉末制品成型、塑料制品成型、冷(热挤压金属成型、薄板拉伸以及横压、弯压、翻透、校正等工艺。 四柱液压机具有独立的动力机构和电器系统,采用按钮集中控制,可实现调整、 手动及半自动三种操作方式。 (三特点 机器具有独立的动力机构和电气系统,采用按钮集中控制,可实现调整、手动及 半自动三种工作方式:机器的工作压力、压制速度,空载快下行和减速的行程和范围,均可根据工艺需要进行调整,并能完成顶出工艺,可带顶出工艺、拉伸工艺三种工艺方式,每种工艺又为定压,定程两种工艺动作供选择,定压成型工艺在压制后具有顶出延时及自动回程。 液压机简介 (又名:油压机利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。当然,用途也根据需要是多种多样的。如按传递压强的液体种类来分,有油压机和水压机两大类。水压机机产生的总压力较大,常用于锻造和冲压。锻造水压机又分为模锻水压机和自由锻水压机两种。模锻水压机要用模具,而自由锻水压机不用模具。我国制造的第一台万吨水压机就是自由锻造水压机。 工作原理
四柱液压机[2]的液压传动系统由动力机构、控制机构、执行机构、辅助机构和工作介质组成。动力机构通常采用油泵作为动力机构,一般为积式油泵。为了满 足执行机构运动速度的要求,选用一个油泵或多个油泵。低压(油压小于2.5用齿轮泵;中压(油压小于6.3用叶片泵;高压(油压小于32.0用柱塞泵。各种可塑性材料的压力加工和成形,如不锈钢板钢板的挤压、弯曲、拉伸及金属零件的冷压成形,同时亦可用于粉末制品、砂轮、胶木、树脂热固性制品的压制。 安全操作 1、液压机操作者必须经过培训,掌握设备性能和操作技术后,才能独立作业。 2、作业前,应先清理模具上的各种杂物,擦净液压机杆上任何污物。 3、液压机安装模具必须在断电情况下进行,禁止碰撞启动按钮、手柄和用脚踏在脚踏开关上。 4、装好上下模具对中,调整好模具间隙,不允许单边偏离中心,确认固定好后模具再试压。 5、液压机工作前首先启动设备空转5分钟,同时检查油箱油位是否足够、油泵声响是否正常、液压单元及管道、接头、活塞是否有泄露现象。深圳油压机系列引 &开动设备试压,检查压力是否达到工作压力,设备动作是否正常可靠,有无泄露现象。 7、调整工作压力,但不应超过设备额定压力的90%,试压一件工件,检验合格后再生产。 8、对于不同的液压机型材及工件,压装、校正时,应随时调整压机的工作压力和施压、保压次数与时间,并保证不损坏模具和工件。
四柱液压机说明书模板
四柱液压机说明书 1、主液压泵( 恒功率输出液压泵) , 2、齿轮泵, 3、电机, 4、滤油器, 5、7、8、22、25、溢流阀, 6、18、24、电磁换向阀, 9、21、电液压换向阀, 10、压力继电器, 11、单向阀, 12、电接触压力表, 13、19、液控单向阀, 14、液动换向阀, 15、顺序阀, 16上液压缸, 1 7、顺序阀, 20、下液压缸, 23节流器, 26、行程开关 四柱万能液压机的启动: 电磁铁全断电, 主泵卸荷。主泵( 恒功率输出) →电液换向阀9的M型中位→电液换向阀21的K型中位→T 四柱万能液压机的启动: 电磁铁全断电, 主泵卸荷。主泵( 恒功率输出) →电液换向阀9的M型中位→电液换向阀21的K型中位→T 液压缸16活塞快速下行: 2YA、5YA通电, 电液换向阀9右位工作, 道通控制油路经电磁换向阀18, 打开液控单向阀19, 接通液压
缸16下腔与液控单向阀19的通道。 进油路: 主泵( 恒功率输出) →电液换向阀9→单向阀11→液压缸16上腔回油路: 液压缸16下腔→电液换向阀9→电液换向阀21的K型中位→T 液压缸活塞依靠重力快速下行: 大气压油→吸入阀13→液压缸16上腔的负压空腔 液压缸16活塞接触工件, 开始慢速下行( 增压下行) : 液压缸活塞碰行程开关2XK使5YA断电, 切断液压缸16下腔经液控单向阀19快速回油通路, 上腔压力升高, 同时切断( 大气压油→吸入阀 13 →上液压缸16上腔) 吸油路。进油路: 主泵( 恒功率输出) →电液换向阀9→单向阀11→液压缸16上腔回油路: 液压缸16下腔→顺序阀17→电液换向阀9→电液换向阀21的K型中位→T 四柱液压机的启动保压: 液压缸16上腔压力升高达到预调压力, 电接触压力表12发出信息, 2YA断电, 液压缸16进口油路切断, (单向阀11 和吸入阀13的高密封性能确保液压缸16活塞对工件保压, 利用液压缸16上腔压力很高, 推动液动换向阀14下移, 打开外控顺序阀15, 防止控制油路使吸入阀1误动而造成液压缸16上腔卸荷) 当液压缸16上腔压力降低到低于电接触压力表12调定压力, 电接触压力表12又会使2YA通电, 动力系统又会再次向液压缸16上腔供应压力油……。主泵( 恒功率输出) 主泵→电液换向阀9的M型中位→电液换向阀21的K型中位→T, 主泵卸荷。 保压结束、液压缸16上腔卸荷后: 保压时间到位, 时间继电器发出信息, 1YA通电( 2TA断电) , 液压缸16上腔压力很高, 推动液动
四柱液压机工作原理、结构、特点
四柱液压机工作原理、结构、特点 四柱液压机工作原理,四柱液压机是一种利用油泵输送液压油的静压力来加工金属、塑料、橡胶、木材、粉末等制品的机械设备。下面随小编去了解下四柱液压机。 一、四柱液压机工作原理 四柱液压机的液压传动系统由动力机构、控制机构、执行机构、辅助机构和工作介质组成。动力机构通常采用油泵作为动力机构,一般为积式油泵。为了满足执行机构运动速度的要求,选用一个油泵或多个油泵。低压(油压小于2.5MP)用齿轮泵;中压(油压小于6.3MP)用叶片泵;高压(油压小于32.0MP)用柱塞泵。各种可塑性材料的压力加工和成形,如不锈钢板钢板的挤压、弯曲、拉伸及金属零件的冷压成形,同时亦可用于粉末制品、砂轮、胶木、树脂热固性制品的压制。 二、四柱液压机结构 按作用力的方向区分,液压机有立式和卧式两种。多数液压机为立式,挤压用液,结构压机则多用卧式。按结构型式分,液压机有双柱、四柱、八柱、焊接框架和多层钢带缠绕框架等型式,中、小型立式液压机还有用C型架式的。C型
架式液压机三面敞开,操作方便,但刚性差。冲压用的焊接框架式液压机刚性好,前后敞开但左右封闭。在上传动的立式四柱自由锻造液压机中,油缸固定在上梁中,柱塞与活动横梁刚性连接,活动横梁由立柱导向,在工作液的压强作用下上下移动。横梁上有可以前后移动的工作台。在活动横梁下和工作台面上分别安装上砧和下砧。工作力由上、下横梁和立柱组成的框架承受。采用泵-蓄能器驱动的大、中型的自由锻水压机常采用三个工作缸,以得到三级工作力。工作缸外还设有向上施加力的平衡缸和回程缸。 三、四柱液压机特点 机器具有独立的动力机构和电气系统,采用按钮集中控制,可实现调整、手动及半自动三种工作方式:机器的工作压力、压制速度,空载快下行和减速的行程和范围,均可根据工艺需要进行调整,并能完成顶出工艺,可带顶出工艺、拉伸工艺三种工艺方式,每种工艺又为定压,定程两种工艺动作供选择,定压成型工艺在压制后具有顶出延时及自动回程。 更多四柱液压机的相关资讯,请持续关注变宝网资讯中心。 本文摘自变宝网-废金属_废塑料_废纸_废品回收_再生资源B2B交易平台网站; 变宝网官网:https://www.360docs.net/doc/3214338950.html,/?cjq 买卖废品废料,再生料就上变宝网,什么废料都有!
Y32-500T四柱液压机 立式手动四柱液压机
计算机优化结构设计,三梁四柱式结构,简单、经济、实用。液压控制采用插装阀集成系统,动作可靠,使用寿命长,液压冲击小,减少了连接管路与泄漏点。独立的电气控制系统,工作可靠,动作直观,维修方便。采用按钮集中控制,具有调整,双手单次循环二种操作方式。通过操作面板选择,可实现定程,定压二种成形工艺,并具有保压延时等性能。工作压力,行程根据工艺需要在规定范围内可调。 应用范围:电机行业、汽车零配件行业、封头成型行业、电气产品行业、塑料制品行业、火车动车行业、其他。 控制方式:PLC控制、双手按钮、急停按钮、手动、自动转换模式。 可选配件:伺服系统、移动工作台、冲裁缓冲装置、安全保护装置、上置式液压系统、工业触摸屏显示、油温加热/冷却系统、模具快速夹紧机构、滑块比例调速比例调压装置、换模用浮动导轨和滚动托架、其他。 Computer optimized design, three-beam&four-column compact structure, with high performance cost ratio cartridge valve intrgrated unit equipped in dydraulic control by means of proper piping and minimum hydraulic impact design. Independent electrical control system is adopted in the press adjustment of Two-hand/single cycle operation mode at operator’s choice preset stroke forming process or preset pressure forming process can be selected on control panel; pressure holding period can be preset according to requirements storke and pressure can be adjusted within specified scope. Applications: motor industry, auto parts industry, head molding industry, electrical products industry, plastics industry, train motor car industry, other. Control: PLC control, hands button, emergency stop button, manual/automatic conversion mode.
2000kN四柱液压机液压系统工作原理
2000kN四柱液压机液压系统工作原理 作者殷洪福 2000kN四柱液压机是一台宽工作台的压力机,工作台尺寸为2000mm(左右)×1500mm(前后)。这台机的设计目标是大尺寸薄板零件的拉深、翻边、冲裁工艺。这台机的液压系统有几个特点:1.设置高压、低压两个可以根据工艺力的大小而自动切换的油源;2.上下油缸可以单独运行,也可以差动运行;3.主油缸的柱塞内包含顶出油缸,可以进行上顶出(脱模)操作。 为说明液压系统的工作原理,以设备的典型运作过程(凹模在上方、凸模在下方的反向拉深工艺过程)为例。 图示液压系统是完成一次工作循环之后的状态。下一次工作循环从系统升压开始。系统工作原理说明如下。 1.系统升压 先导式溢流阀12原处于卸荷状态,高压油源失效。低压油源仍处于供油状态。 将手动换向阀11的手柄推到位置Ⅰ,控制油路X1升压,使溢流阀12恢复正常工作状态,高压油源恢复供油,系统压力升高至设定数值。 2.滑块快速下降 将手动换向阀9的手柄拉到位置Ⅲ,支承滑块的油缸4的下腔回油路接通,滑块在自重的作用下,快速下降,直至上模(凹模)接触工件。滑块在下降过程中一方面将上油缸3的柱塞向下拉,使上油缸3内腔产生负压,造成正向打开液控单向阀(大流量的充液阀)2的趋势;另一方面压迫油缸4下腔的油,使之压力升高,压力油通过控制油路X2迫使液控单向阀2彻底打开(正反向都处于开启状态),于是,充液过程开始,油箱1内的油通过大直径油管被吸进上油缸3。与此同时,另一部分来自两个油源的油通过换向阀9进入上油缸3。
有一个问题需要说明:滑块快速下降主要靠自重作用,但是,自重作用并不可靠,如果滑块下降受阻(或许是因为滑块与立柱之间的滑动付力学异常),就可能发生下降不顺甚至卡死的现象。这种现象通常不会发生。然而,这种现象一旦发生,就会进入如“工作行程”那样的过程,滑块被上油缸3的柱塞强迫下降,系统依然正常工作。 单向节流阀13的作用是增加油缸4下腔回油路上的阻力,以求提高控制油路X2的压力,以便打开液控单向阀2。 3.滑块工作行程 滑块快速下降,直至上模接触工件,之后,滑块工作行程开始,下降阻力(包括拉深力、压边力)增加,下降速度降低,致使油缸4下腔的压力迅速降低(因为通过单向节流阀13的流量减少, 节流阀前后压力差减小),控制油路X2的压力亦随之降低,以至无力保持液控单向阀2反向开启状态,此时两个油源(低压油)继续通过换向阀9进入上油缸3,使上油缸3的压力升高,液控单向阀2关闭,充液停止。随后,上油缸3的压力迅速升高,如果此时低压油仍不足以克服工作阻力(通常是这样),那么,系统即时自动切换油源,高压油将接着进入上油缸3,升压,工作行程继续进行。 4.滑块回程 工作行程终止后,将换向阀9的手柄推到位置Ⅰ,油缸4上腔以及上油缸3的压力消失,而油缸4下腔的压力升高,通过油路X2使液控单向阀2再次反向打开,接通上油缸3的回油路,滑块被油缸4顶推上升,上油缸3的油通过大直径油管返回油箱。 滑块上升到适当高度后,将换向阀9的手柄拉回位置Ⅱ(放开手后,手柄会自动回复到位置Ⅱ),滑块停止上升,并由油缸4支承。 5.上顶出行程 上油缸3柱塞的中部装有顶出油缸。该油缸活塞由换向阀8控制顶出、退回,并由单向调速阀15调节顶出速度。 6.下油缸动作 下油缸5在本例工艺过程中的作用是压边。滑块下降之前,下油缸5处于顶出状态,即换向阀10的手柄处于位置Ⅰ,并且在滑块下降过程中(包括快速行程和工作行程),换向阀10的手柄位置始终保持不变。因此,在滑块工作行程中,下油缸5始终与上油缸3“对着干”,从而产生压边力。但由于上油缸3的截面积远大于下油缸5下腔的截面积,在相等的油压下,上油缸3向下的推力远大于下油缸5向上的顶力,以至除了克服拉深力、油缸4的阻力外,剩余推力还足以克服下油缸5的对抗力,迫使下油缸5的活塞向下退缩。在下油缸5的活塞退缩过程中,下油缸5下腔的油通过换向阀10(反向流动)、换向阀9进入上油缸3,使上油缸3获得“额外”的高压油,提高工作行程速度(提高90 %)。上下油缸如此运行称为“差动运行”。 滑块完成工作行程之后转入回程时,换向阀10的手柄位置可以保持不变,即仍处于位置Ⅰ,这时下油缸5的活塞将随着滑块上升而顶出(使工件脱出凸模),这样,下油缸5将会耗用部分压力油,从而降低滑块回程速度。为了提高滑块回程速度,应关闭下油缸5的进油路,即将换向阀10的手柄拉到回位置Ⅱ,待滑块上升到终点后,再将手柄推回到位置Ⅰ。 换向阀10的手柄位置Ⅲ是为适应其它工艺操作而设的(实施本例操作时,位置Ⅲ实为空置)。 溢流阀14用来调节下油缸5的顶出力(压边力)。实施本例操作时,如前面所述,上下油缸的运行方式为“差动运行”,此时溢流阀14的设定压力大于溢流阀12的设定压力(供油压力),这样,下油缸5下腔的油就不可能通过溢流阀14排出,而是全部进入上油缸3。当要实施拉深力较大而压边力较小的工艺操作时,就应采用“非差动运行”方式,即令溢流阀14的设定压力小于溢流
液压机机工作原理
编辑本段(一)组成 四柱液压机由主机及控制机构两大部分组成。液压机主机部分包括液压缸、横梁、立柱及充液装置等。动力机构由油箱、高压泵、控制系统、电动机、压力阀、方向阀等组成。[1] (二)用途 该液压机适用于可塑性材料的压制工艺。如粉末制品成型、塑 料制品成型、冷(热)挤压金属成型、薄板拉伸以及横压、弯压、翻透、校正等工艺。 四柱液压机具有独立的动力机构和电器系统,采用按钮集中控制,可实现调整、手动及半自动三种操作方式。 (三)特点 机器具有独立的动力机构和电气系统,采用按钮集中控制,可实现调整、手动及半自动三种工作方式:机器的工作压力、压制速度,空载快下行和减速的行程和范围,均可根据工艺需要进行调整,并能完成顶出工艺,可带顶出工艺、拉伸工艺三种工艺方式,每种工艺又为定压,定程两种工艺动作供选择,定压成型工艺在压制后具有顶出延时及自动回程。 液压机简介 (又名:油压机)利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。当然,用途也根据需要是多种多样的。如按传递压强的液体种类来分,有油压机和水压机两大类。水压机机产生的总压力较大,常用于锻造和冲压。锻造水压机又分为模锻水压机和自由锻水压机两种。模锻水压机
要用模具,而自由锻水压机不用模具。我国制造的第一台万吨水压机就是自由锻造水压机。 工作原理 四柱液压机[2]的液压传动系统由动力机构、控制机构、执行机构、辅助机构和工作介质组成。动力机构通常采用油泵作为动力机构,一般为积式油泵。为了满足执行机构运动速度的要求,选用一个油泵或多个油泵。低压(油压小于2.5MP)用齿轮泵;中压(油压小于6.3MP)用叶片泵;高压(油压小于32.0MP)用柱塞泵。各种可塑性材料的压力加工和成形,如不锈钢板钢板的挤压、弯曲、拉伸及金属零件的冷压成形,同时亦可用于粉末制品、砂轮、胶木、树脂热固性制品的压制。 安全操作 1、液压机操作者必须经过培训,掌握设备性能和操作技术后,才能独立作业。 2、作业前,应先清理模具上的各种杂物,擦净液压机杆上任何污物。 3、液压机安装模具必须在断电情况下进行,禁止碰撞启动按钮、手柄和用脚踏在脚踏开关上。 4、装好上下模具对中,调整好模具间隙,不允许单边偏离中心,确认固定好后模具再试压。 5、液压机工作前首先启动设备空转5分钟,同时检查油箱油位是否足够、油泵声响是否正常、液压单元及管道、接头、活塞是否有泄露现象。深圳油压机 TM系列引 6、开动设备试压,检查压力是否达到工作压力,设备动作是否正常可靠,有无泄露现象。 7、调整工作压力,但不应超过设备额定压力的90%,试压一件工件,检验合格后再生产。 8、对于不同的液压机型材及工件,压装、校正时,应随时调整压机的工作压力和施压、保压次数与时间,并保证不损坏模具和工件。 9、机体压板上下滑动时,严禁将手和头部伸进压板、模具工作部位。 10、严禁在施压同时,对工作进行敲击、拉伸、焊割、压弯、扭曲等作业。 11、液压机压机周边不得抽烟、焊割、动火,不得存放易燃、易爆物品。做好防火措施。 12、液压机工作完毕,应切断电源、将压机液压杆擦试干净,加好润滑油,将模具、工件清理干净,摆放整齐 维护保养
四柱三梁液压机安全操作规程(标准版)
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 四柱三梁液压机安全操作规程 (标准版) Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
四柱三梁液压机安全操作规程(标准版) 为了确保产品质量,保证人身和设备的安全,创造良好的工作环境,特制定本规程,本规程适用于本公司内所有液压机操作要求。 一、上岗条件 1、司机必须经过专业培训合格后,取得操作资格证,持证上岗。实习司机操作必须经有关部门批准,并指定专人指导监护。 2、必须熟悉《锻压设备通用操作规程》的有关规定,液压机的结构、性能、电气系统、液压动力系统工作原理,熟悉各种安全保护装置,能独立操作。 3、掌握现场机械、电气事故处理方法。 4、无妨碍本职工作的病症。 二、安全规定 1、严格执行停送电制度及交接班制度和本工种岗位责任制,坚
守岗位,上班不得睡觉,遵守本操作规程及《锻压设备通用操作规程》的有关规定。 2、液压机电气系统必须达到完好,操作按钮灵敏可靠。 3、液压机运行期间,司机不得离开操作位置。 4、作业时必须穿戴规定的劳动保护用品,上岗前必须扎紧袖口和腰带,女职工必须将辫子盘在帽子里,严禁露在外面。严禁酒后上岗,操作时必须精力集中,严禁打闹嬉戏。严禁将手伸入液压夹紧装置内。 5、液压机安装模具必须在断电情况下进行,禁止碰撞启动按钮、手柄和用脚踏在开关上。 6、机体压板上下滑动时,严禁将工作中使用的夹具、手和头部伸进压板、模具工作部位。 7、两人操作时应指定专人开机、指挥。 8、使用时不得超过设备额定压力。严禁在施工时对工件进行敲击、拉伸、焊割、压弯、扭曲等作业。 9、开机后注意压力表指针转动情况,如发现来回摆动或不动应
四柱液压机简介
四柱液压机简介 四柱液压机是一种利用油泵输送液压油的静压力来加工金 山属、塑料、橡胶、木材、粉末等制品的机械设备。它常用于压东制工艺和压制成形工艺,如:锻压、冲压、冷挤、校直、弯曲、威翻边、薄板拉深、粉末冶金、压装等等。它的原理是利用帕斯力卡定律制成的利用液体压强传动的机械,种类很多。当然,用重途也根据需要是多种多样的。如按传递压强的液体种类来分,工有油压机和水压机两大类。 机械种类 四柱液压机又名油压机,是利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。当然,用途也根据需要是多种多样的。如按传递压强的液体种类来分,有油压机和水压机两大类。水压机机产生的总压力较大,常用于锻造和冲压。锻造水压机又分为模锻水压机和自由锻水压机两种。模锻水压机要用模具,而自由
锻水压机不用模具。我国制造的第一台万吨水压机就是自由锻造水压机。四柱液压机由主机及控制机构两大部分组成。液压机主机部分包括液压缸、横梁、立柱及充液装置等。动力机构由油箱、高压泵、控制系统、电动机、压力阀、方向阀等组成。该液压机适用于可塑性材料的压制工艺。如粉末制品成型、塑料制品成型、冷(热)挤压金属成型、薄板拉伸以及横压、弯压、翻透、校正等工艺。四柱液压机具有独立的动力机构和电器系统,采用按钮集中控制,可实现调整、手动及半自动三种操作方式。 设备特点 机器具有独立的动力机构和电气系统,采用按钮集中控制,可实现调整、手动及半自动三种工作方式:机器的工作压力、压制速度,空载快下行和减速的行程和范围,均可根据工艺需要进行调整,并能完成顶出工艺,可带顶出工艺、拉伸工艺三种工艺方式,每种工艺又为定压,定程两种工艺动作供选择,定压成型工艺在压制后具有顶出延时及自动回程。 独立的动力组织和电气系统,并选用按钮集中控制,可完成调整和半自动两种操作方法。它的挪动作业台由变频控制器驱动,其电气选用世界领先的PLC可编程控制器。经过对YH25—315D“T”形挪动作业台描绘制作的立异,有利于进步该系列液压机的自动化程度,进步出产功率,下降操作人员的劳动强度。
1000kN三梁四柱液压机设计
摘要 (Ⅱ) 第一章设计课题及主要技术参数、工作原理 (3) 1.1设计课题 (3) 1.2设计参数 (5) 第二章工况分析 (6) 2.1绘制液压缸速度循环图、负载图 (6) 2.2参数 (6) 第三章确定液压缸参数 (7) 第四章液压元、辅件的选择 (10) 4.1液压元件的选择 (10) 4.2液压辅件的选择 (11) 第五章液压系统主要性能验算 (14) 5.1系统压力损失计算 (14) 5.2系统效率计算 (16) 5.3系统发热与升温计算 (17) 设计心得 (19) 参考文献 (21)
液压技术是现代制造的基础,他的广泛应用,很大程度上代替了普通成型加工,全球制造业发生了根本性变化。因此,液压技术的水准、拥有和普及程度,已经成为衡量一个国家综合国力和现代化水平的重要标志。为适合这种行势,需要大量设计一些液压机的工作系统。本次就是要设计一款四柱万能液压系统。液压技术已被世界各国列为优先发展的关键工业技术,成为当代国际间科技竞争的重点。 本书为机械类液压设计说明书,是根据液压设计手册上的设计程序及步骤编写的。本书的主要内容包括:卧式钻镗组合机床液压系统的设计课题及有关参数;工况分析;液压缸工作压力和流量的确定;液压系统图的拟定;驱动电机及液压元件的选择;液压系统主要性能的验算;设计体会;参考文献等。 编写本说明书时,力求符合设计步骤,详细说明了液压系统的设计方法,以及各种参数的具体计算方法,如压力的计算、各种工况负载的计算、液压元件的规格选取等。 关键字四柱万能液压机, 液压缸, 系统压力 Cad装配图纸例示
Abstract The liquid presses the technique is the foundation of the modern manufacturing, his extensive application, the very big degree ancestors substitutes the commonness to model to process, the global manufacturing industry took place the basic sex variety.Therefore, the liquid presses the technical level, owns and universal degree, have already become measure a national comprehensive national strength and modernization level of important marking.In order to suit this kind of line of power, need a great deal of work system that designs some liquids to press the machine.This time is to design a style four the all-powerful liquid of pillarses press the system.The liquid presses the key industry technique that the technique has already been list as by the international community to have the initiative the development, becoming the point of a science and technology competition. This book presses to design the manual for the machine liquid, pressing to design the design on the manual procedure and the step plaits to write according to the liquid of.The main contents of this book include:The lie type drills the design topic and relevant parameters that the 镗combination tool machine liquid presses the system;The work condition analysis;The liquid presses the assurance of an urn of work pressure and discharges;The liquid presses the draw-up of the system diagram;Drive the choice that the electrical engineering and liquids press the component;The liquid presses the main function of system to check to calculate;The design realize;Reference etc.. When plait write this manual, try hard for to match to design the step, elaborate on the liquid to press the design method of the system, and the concrete calculation method of various parameter, press the specification selection of the component such as the calculation, liquid of calculation, various work condition load of pressure etc.. 【Key word】four the all-powerful liquid of pillarses press the machine, the liquid presses the urn, system pressure
压力机液压系统的电气控制设计
湖南工业大学科技学院 机床电气控制技术 课程设计 资料袋 科技学院学院(系、部) 2011 ~ 2012 学年第二学期课程名称机床电气控制技术指导教师孙晓职称副教授 学生姓名周希专业班级机械设计班级 0901 学号 题目压力机液压系统的电气控制设计 成绩起止日期 2012 年月日~ 2012 年月日 目录清单
课程设计任务书 2011—2012学年第二学期 科技学院学院(系、部)机械设计制造及其自动化专业机设0901 班级课程名称:机床电气控制技术 设计题目:压力机液压系统的电气控制设计 完成期限:自 2012 年月日至 2012 年月日共 1 周 指导教师(签字): 2012年 6 月 17 日 系(教研室)主任(签字): 2012年 6 月 17 日
机床电气控制技术 设计说明书 压力机液压系统的电气控制设计起止日期:2012 年月日至2012 年月日学生姓名周希 班级机设0901 学号0912110127 成绩 指导教师(签字) 湖南工业大学科技学院(部) 2012年月日
目录 一、课程设计的内容与要求 (1) 1.1课程设计对象简介 (1) 1.2压力机结构及工作要求 (1) 1.3液压系统工作原理及控制要求 (2) 1.4课程设计的任务 (4) 二、电气控制电路设计 (5) 2.1继电器-接触器电气控制电路的设计 (5) 2.2继电器-接触器电气控制电路图分析及介绍 (5) 2.3选择电气元件 (9) 三、压力机的可编程控制器系统的设计 (10) 3.1可编程控制器控制系统设计的基本原则 (10) 3.2可编程控制器系统的设计 (10) 四、设计体会与总结 (15) 五、参考资料 (16)
四柱液压机课程设计
四柱液压机课程设计
液压与气压传动课程设计 说明书 设计题目:四拄液压机 专业:机械设计制造及自动化 班级:14机械卓越 姓名:xxx 学号:140111xx 指导教师:徐建方 常州工学院机械与车辆工程学院 2016年6月13日
前言 本设计为四柱式液压机,四柱液压机的主机主要由上梁、导柱、工作台、移动横梁、主缸、顶出缸等组成。其中主缸可完成快速下行、慢速加压、保压延时、释压换向、快速返回、原位停止的动作;顶出缸可实现向上顶出、停留、向下退回、原位停止的动作。本设计主机最大工作负载为7000000N。通过对液压缸工况分析确定液压缸负载的变化,拟定液压系统图和电磁铁动作顺序。并设计主液压缸,计算主液压缸的尺寸和流量,主缸的速度换接与安全行程限制通过行程开关来控制。根据技术要求及设计计算选择液压泵、GE系列电磁阀等液压元件。通过液压系统压力损失和温升的验算,液压系统的设计可以满足液压机顺序循环的动作要求,设计的四柱液压机能够实现塑性材料的锻压、冲压、冷挤、校直、弯曲等成型加工工艺。本液压系统选用PLC控制系统,通过泵和油缸及各种液压阀实现能量的转换,调节和输送,完成各种工艺动作的循环。液压机采用集中式布置,液压系统油源与控制调节装置置于主机之外。 该液压机结构紧凑,动作灵敏可靠,速度快,能耗小,噪音低,压力和行程可在规定的范围内任意调节,操作简单。
目录 第一章概论 (1) 第一节液压机的工作原理及其组成 (1) 第二节发展趋势 (3) 第三节液压传动的优缺点及应用 (4) 第二章液压系统的合成 (6) 第一节液压传动工作原理 (6) 第二节搭建部分回路 (9) 第三节其他考虑 (10) 第三章液压缸结构设计及液压系统工况分析 (11) 第一节液压缸基本结构设计 (11) 第二节载荷的组成和计算 (11) 第三节确定主液压缸的、顶出液压缸结构尺寸 (12) 第四节液压缸动作时的流量 (14) 第五节缸的设计计算 (14) 第四章液压元件的选择及性能验算 (26) 第一节液压元件的选择 (26) 第二节液压系统性能验算 (32) 第五章立柱结构设计 (35) 第一节立柱设计计算 (35) 第二节连结形式 (37) 第三节立柱的螺母及预紧 (39) 第四节立柱的导向装置 (40) 第五节限程套 (41) 第六章横梁参数的确定 (42) 第一节上横梁结构设计 (42) 第二节活动横梁结构设计 (42)
三梁四柱式液压机的总体设计及液压系统【标称压力2500KN】
摘要 液压机是制品成型生产中应用最广的设备之一,也是理想的成型工艺设备,特别是当液压机系统实现具有对压力、行程、速度单独调整功能后,不仅能实现对复杂工件以及不对称工件的加工,而且,废品率非常低,与机械加工系统相比,有极大的优越性。近年来,随着微电子技术、液压技术等的发展,液压机有了更进一步的发展,其高技术含量增多,众多机型已采用CNC或PC机来控制,提高了产品加工质量和生产率。 首先,本论文从总体上对液压机本体结构,及主要结构部件进行设计及必要的校核。其次,对整个液压控制系统进行初步设计,对液压机主缸主要参数进行计算,并对所得结果进行分析、验算。从而力争使液压机主缸能够满足生产工艺要求,并从整体上提高液压机的工艺水准,使液压机设计水平更上一个新的台阶。本次设计主要针对不同工艺要求下,根据液压机总体结构,主缸的推力大小及工作条件的要求来对液压缸的部件类别进行选择,同时涉及到液压缸的支撑型式及活塞与活动横梁的连接型式和导套及密封件等进行选择,力求达到提高液压机整体使用强度及寿命,同时使工艺精度符合生产要求的目的。 关键词:液压机;液压控制系统;主缸
Abstract The hydraulic brake is one of the applied broadest equipment in the productions, and also the ideal forming technological equipment. Especially when the system of hydraulic brake realized the adjustment to the press, traveling schedule and speed, the equipment not only completes the processing of the complex and asymmetrical work-pieces, and moreover the rate of its rejection is very low, comparing with the machine-finishing system, which has the enormous superiority. In the resent years, with the development of the microelectronic and hydraulic technology, the hydraulic brake has the further development, whose high-tech content is increasing, and the numerous types had controlled by the CNC or PC machine which increases the processing quality and the productivity. At first, this paper as a whole carries the design and the essential examination on the hydraulic brake. Second, it carries on the preliminary design to the entire hydraulic control system, and the computation to the main parameters of its master cylinder, then analyses the obtained results. Thus it enables the master cylinder of the hydraulic brake to satisfy the request of the product technique, and enhances its standard overall, which causes its design level on a new stair. This design is mainly in the view of different technological requests, according to the main structures of the equipment, the force sizes of the master cylinder and the request of the working conditions to choose the kinds of every part. At the same time, it involves the choices of hydraulic cylinder's support pattern and piston and active crossbeam connection pattern and guide sleeve and seal, enhancing the hydraulic press whole use intensity and the life and causing the craft precision to conform to the request goal productions. Keywords: The hydraulic brake; the hydraulic controlling system; master cylinder