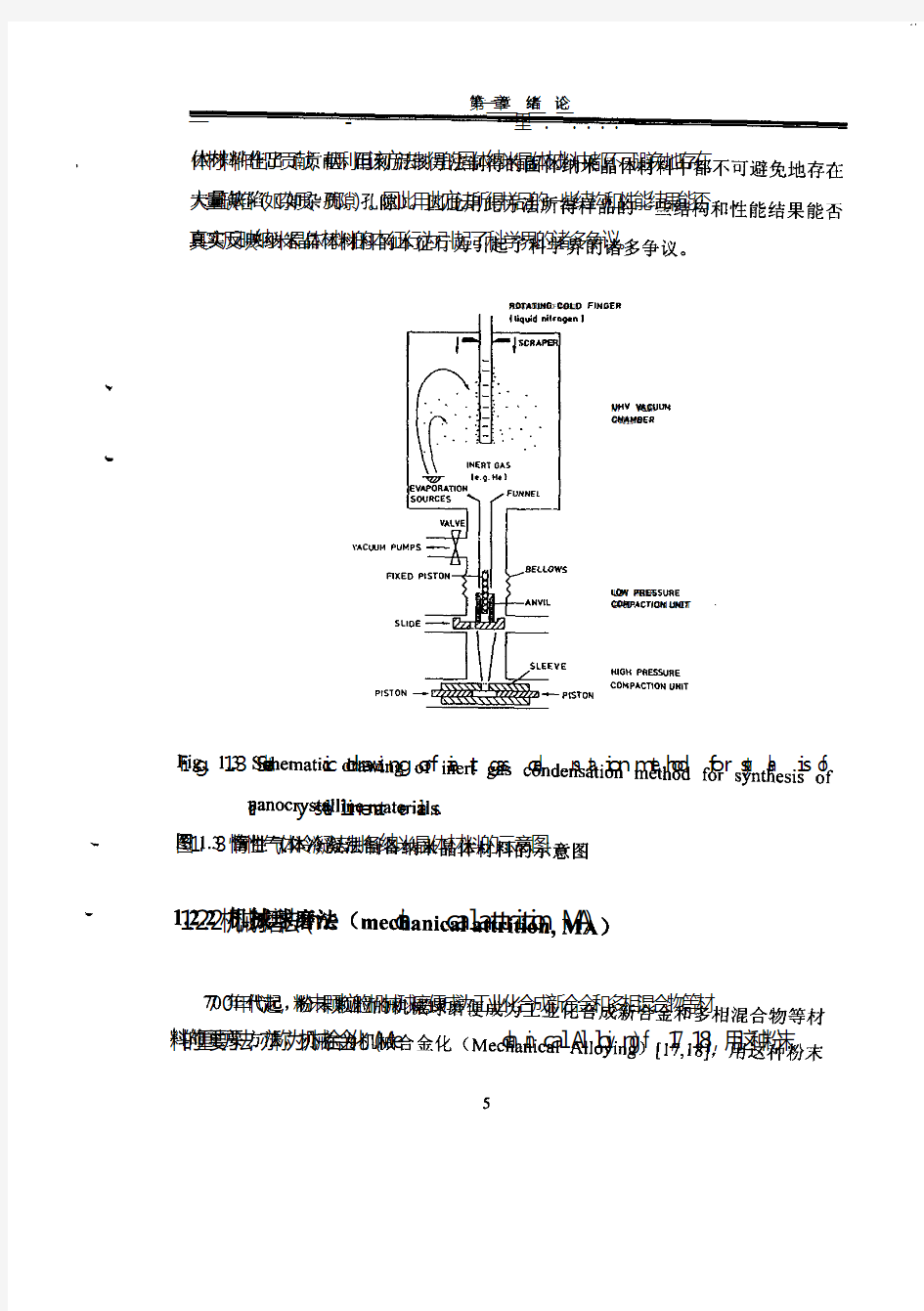
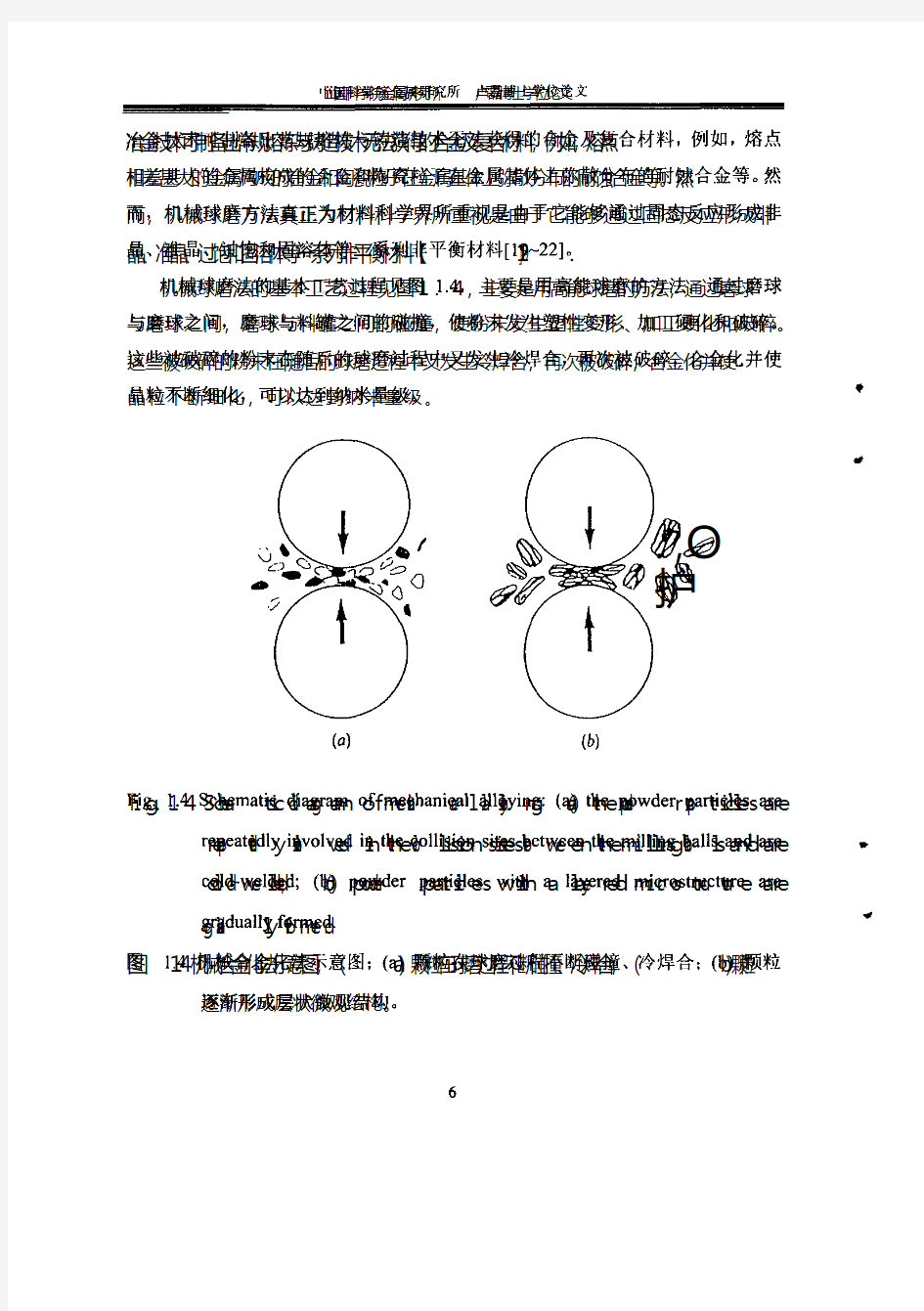
p5-7 1.2.2机械球磨法
高能球磨法在超微粉体制备中的应用
高能球磨法在超微粉制备中的应用 宗泽宇 (南京工业大学,材料化学工程国家重点实验室,210009) 摘要:简述分别通过高能球磨法制备氧化锆-硬脂酸材料, 纳米氧化亚铜材料 , 纳米 WC/MgO材料,纳米AL 2O 3 /Al复合材料的过程,总结五种材料各自的特点与生产方法。列 举了这五种材料在工业方面的优点与主要应用。 关键词:纳米;高能球磨法;制备; 应用 The Applications about High Energy Milling Zong Zeyu (17,Class 0802, Material department of science & engineering, Nanjing University of Technology ) Abstract: This paper gives a sketch of five materials by High Energy Milling: Zr02-stearci Acid , Nano-cuprous Oxide, Nano-sized WC/MgO, Nano-sized AL2O3/Al composite material,find out their characteristics and preparation. The paper Also list the main applications of this five materials in industry and their advantages. Keywords: nanoparticle; High Energy Milling ; preparation; applications 1 引言 高能球磨法一经出现,就成为制备超细材料的一种重要途径。传统上,新物质的生成、晶型转化或晶格变形都是通过高温(热能) 或化学变化来实现的。机械能直接参与或引发了化学反应是一种新思路。高能球磨法法的基本原理是利用机械能来诱发化学反应或诱导材料组织、结构和性能的变化, 以此来制备新材料。本文简述了通过高能球磨法制备五种材料的方法以及它们各自的应用与优点。 2 制备方法 高能球磨法(又称机械合金化, High Energy Milling)是一种制备合金粉末的高新技术[1],它是在高能球磨[2]作用下,利用金属粉末混合物的反复变形、断裂、焊合、原子间相互扩散或发生固态反应形成合金粉末[3]。机械合金化作为新材料的制备技术之一,特别是其在细微、超细微粉体材料的研究方面占有重要的地位,已引起材料科学界的广泛关注。本文采用高能球磨法制备氧
高能球磨法综述
高能球磨法研究进展
高能球磨法研究进展 摘要:复合材料的性能与应用和其合成所用的粉体密切相关,合成粉体的方式是提高材料特性的重要途径。高能球磨法相比于传统方法,有着反应温度低、产量大和粉体粒径分布均匀等优点,使得其在合成粉体中有重要作用。本文综述了高能球磨法(机械力化学法)在合成粉体方面的具体原理、影响因素和当前研究进展,并进一步展望这种方法在未来的发展前景。 关键字:高能球磨、机械力化学、粉体合成、纳米制备 传统上,新物质的生成、晶型转化或晶格变形都是通过高温(热能) 或化学变化来实现的。按照反应体系的状态,目前合成超细功能粉体的方法可分为固相法、液相法和气相法;若根据合成原理则可分为物理法和化学法。这些方法在粉体合成方面得到了广泛的应用,但也发现存在着各自的不足。例如,物理法可制得粒径易控的超细粒子,但所需设备昂贵;化学法成本低,条件简单,易于通过过程控制和调整粒子大小,但适用范围窄,流程长,收率低,无法工业化生产[1]。高能球磨(high-energy ball milling)又被称为机械力化学(mechanochemistry),是将物理法和化学法结合,其基本原理是晶体物质通过超细磨的过程中,机械力的作用可以启动其化学活性,使得通常需要在高温下进行反应能在较低的温度下进行。因此,高能球磨法可以合成一般化学方法和加热方法所不能得到的具有特殊的超细粉体。这种独特的性质让这种粉体制备方法制备出特殊的超细粉体,使复合材料的合成工艺水平大大提高。因此,本文综述了高能球磨法的最新发展并展望了其在未来的发展趋势。 1. 高能球磨法的原理与特点 高能球磨法是通过球磨机的转动或振动使硬球对原料进行强烈的撞击、研磨和搅拌,能明显降低反应活化能、细化晶粒、增强粉体活性、提高烧结能力、诱
4机械图样基本表示法教案
机械制图教案 §6—1 视图 课题:1、基本视图 2、向视图 3、局部视图 4、斜视图 课堂类型:新授 教学目的:讲解基本视图、向视图、局部视图、斜视图的形成、视图配置、画法、标注规定和应用场合。 教学要求:1、了解六面基本视图的名称、配置关系和三等关系 2、掌握向视图的画法 3、掌握局部视图和斜视图的画法和标注方法 教学重点:1、基本视图的配置关系和各视图之间的三等关系 2、局部视图和斜视图的画法和标注方法 教学难点:1、画六面基本视图时,对方向和位置的变化难以掌握 2、不具有封闭轮廓线的局部视图和斜视图的画法 教具:挂图:“六面基本视图的配置”、“局部视图”、“斜视图” 教学方法:向学生明确三视图是表达物体形状的基本方法,而不是唯一方法。有时,由于物体形状复杂,需要增加视图数量;有时,为了画图方便,需要采用各种辅助 视图。 教学过程: 一、复习旧课 讲评作业,复习综合运用用形体分析法和线面分析法读图的步骤。 二、引入新课题 视图是机件向投影面投影所得的图形机件的可见部分,必要时才画出其不可见部分。所以,视图主要用来表达机件的外部结构形状。 三、教学内容 国家标准GB/T17451—1998和GB/T4458.1—2002规定了视图。视图主要用来表达机件的外部结构形状。视图分为:基本视图、向视图、局部视图和斜视图。
(一)基本视图 当机件的外部结构形状在各个方向(上下、左右、前后)都不相同时,三视图往往不能清晰地把它表达出来。因此,必须加上更多的投影面,以得到更多的视图。 1、概念 为了清晰地表达机件六个方向的形状,可在H、V、W三投影面的基础上,再增加三个基本投影面。这六个基本投影面组成了一个方箱,把机件围在当中,如图6—1(a)所示。机件在每个基本投影面上的投影,都称为基本视图。图6—1(b)表示机件投影到六个投影面上后,投影面展开的方法。展开后,六个基本视图的配置关系和视图名称见图6—1(c)。按图6—1(b)所示位置在一张图纸内的基本视图,一律不注视图名称。 (a)(b)
机械制图图样表达法试题.doc
《机械制图》课程试题库 第六章机械图样的基本表示方法 一、填空题 ★1、按剖切范围分,剖视图可分为、和 三类。 *2、断面图分为:和两种。 3、同一零件各剖视图的剖面线方向间隔 *4、六个基本视图的名称 为:。 二、选择题 ★1、下列局部剖视图中,正确的画法是。 A B C D ★2、下列四组视图中,主视图均为全剖视图,其中的主视图有缺漏的线。
A B C. D *3、在半剖视图中,剖视图部分与视图部分的分界线为: A.、细点画线 B 粗实 线、 C、双点画线 4、重合剖面的轮廓线都是用 A.、细点画线绘制 B 、粗实线绘 制 C 、细点画线绘制 5、当需要表示位于剖切平面前的结构时,这些结构按假想投影的轮廓线用: A.、细点画线 B、粗实线、 C、双点画线 三、判断题 ★1、非回转体类零件的主视图一般应选择工作位置。(v ) 2、在剖视图中,切根线用细实线绘制。(x) 四、画图题
★1、用单一剖切面,将主视图画成全剖视图。(20分) 3、用单一剖切面,将主视图画成全剖视图。(20分) 4、用单一剖切面,将主视图画成全剖视图。(20分)
★4、将物体的主视图改画成剖视图。(20分)
★5、在轴的小孔及键槽处,画移出断面图。(15分) ★6、在指定位置画出断面图并标记。(10分)
7、在指定位置画出断面图并标记。(10分) 8、在轴的指定位置作剖面图(A处键槽深为4mm,C处键槽宽为8mm。) (15分) 第七章机械图样中的特殊表示法 一、填空题 ★1、内外螺纹只有当_牙型_;_公称直径_;_螺距___;__线数______;___旋向_____等五要素完全相同时,才能旋合在一起。
高能球磨法
高能球磨法 制备纳米晶Zn铁氧体 姓名:李成利 学号:1104030118 班级:无机非金属111
摘要:用高能球磨法制备了纳米晶Zn 铁氧体.通过样品的穆斯堡尔(Mossbauer )谱及RD 谱的测定,研究了纳米晶的形成过程.结果表明:球磨约3h ——Fe 2O 3即与ZnO 发生机械化学反应生成Zn 铁氧体,这种反应是通过先形成。α——Fe 203——ZnO 固溶体而进行的.制得的纳米晶铁氧体有一定的晶格崎变. 关键词:纳米晶、Zn 铁氧体、高能球磨法 Mossbauer 谱、XRD
内容:Leefslhtel等(1)在70年代后期研究了α——Fe203与Zn0混合粉体在惰性气体气氛下在普通球磨过程中的变化,发现球磨400多 小时后有ZnFe 204形成;KosmaC等(2)利用振 动式球磨机,发现在球磨的初期可以形成Zn 铁氧体,但最终得到的是非平衡态的固溶体(Fe,Zn)0.作者利用行星式高能球磨机首次合成了晶粒大小为snm的zn铁氧体纳米晶(3).本 文研究由α——Fe 203与ZnO合成纳米晶 ZnFe204的过程.
?实验方法 ?原料为(纯度高于99.5%)的α——Fe203和ZnO粉体.先将两种粉体分别过200目筛,然后以1:1的摩尔比在玛瑙研钵中混合均匀.球磨在1ooml的不锈钢球磨罐中进行,用60个直径为8mm的硬质钢球,钢球与原料的质量比20:1. 所用高能球磨机的型号为QM一1F行星式.球磨在室温下进行,球磨机转速为200r/min.当球磨达不同的预定时间后停机取少量样品进行性能测试. ?在室温下用等加速电磁驱动型Mossbauer谱仪测定不同球磨时间所得样品的Mossbuaer谱,放射源为57Co(Rh); 用25μm厚的α——Fe 203箔进行速度定标.XRD测定所用 靶为cuKa,入=1.54nm·
高能球磨与普通球磨的区别
本文摘自再生资源回收-变宝网(https://www.360docs.net/doc/369945339.html,) 高能球磨与普通球磨的区别 随着实验室球磨机的种类越来越多,如何选择合适的球磨机成了一个难题。如行星式球磨机、实验滚筒球磨机、实验搅拌球磨机……一系列实验室球磨机,了解其区别,成了快速选择合适机型的一种方法。 实验室球磨机的区别从研磨方式分有行星式、滚筒式、搅拌式等等,研磨方法有干法研磨和湿法研磨,而普通球磨和高能球磨是以磨球研磨时对物料作用所蕴含的能量高低来区分的。 目前,普通球磨与高能球磨并没有一个相关的标准。如果只以球磨时的转速来鉴定又很不准确。我们不能说同一台设备,在10r/min时是普通球磨,到100r/min时就变成了高能球磨。
用实验室球磨机中的普通球磨机和高能球磨机来进行对比一下或许更加清楚。滚筒球磨机是十分经典的普通球磨机,而行星式球磨机广泛运用于机械合金化等高能球磨法,是十分热门的高能球磨机。同一大小机型,行星式球磨机的较高转速在1000r/min以上,而滚筒球磨机转速约在100-200r/min之间,球磨时产生的能量高下立见。 你可能要问这不就是转速的区别吗?当然不是,滚筒球磨机要做到1000r/min很简单,但市场上的机型多在100-200r/min 之间,是因为滚筒球磨机受到临界转速的限制根本用不上这么高的转速,一旦转速产生的离心力超过磨球所受重力,磨球就会与球磨罐同时运动,相对静止,研磨完全失效。行星式球磨机则是多种离心力相互作用,行星式结构使得多种力得到平衡,始终能够有效研磨,将大部分能量用于球磨作用之中。 本文摘自变宝网-废金属_废塑料_废纸_废品回收_再生资源B2B交易平台网站; 变宝网官网:https://www.360docs.net/doc/369945339.html,/?cj 买卖废品废料,再生料就上变宝网,什么废料都有!
球磨
九江工贸有限公司铁石坨选矿球磨机三规一制自学考试试卷考试时间:姓名:岗位:分数:阅卷人: 一、填空题:(每题1分共30分) 1、上岗前()穿戴好劳动保护用品;班前、班中严禁() 2、作业前应认真检查作业地点的安全情况,发现严重危及人身安全的征兆时,应迅速撤出危险区,同时设置警戒和照明标志,()人员和车辆通行,并报告单位负责人。 3、设备运转时()触摸运转部位。 4、设备停机处理故障()严格落实“四牌”使用规定。 5、两米以上属于登高作业,必须系安全带,并悬挂在上方的()点上。 6、设备运转时()处理故障和擦拭清理设备。 7、吊装作业时必须设专人指挥,指挥信号协调一致,吊装作业范围下面()行走或停留。 8、在生产过程中,所有岗位人员必须与机动车辆保持一定的()距离。 9、所有检修、抢修、临时性工作必须制定安全措施,安全措施要切合工作实际有针对性,必须达到人人清楚相关内容,安全措施与()规程同等效率。 10、班中要认真遵守安全生产的有关规定,()发生事故。 11、非本岗位人员,()操作本岗设备。 12、检查确认各部地脚、联接螺丝()牢固可靠。 13、设备润滑点位按()加注润滑油。 14、接班后,()对本班发生的问题负责。 15、交本班设备()、参数变化、停机时间及原因。 16、对设备各部积矿、积油进行清理,油污擦拭干净,机体无积尘、油污,达到()。 17、检查确认安全装置是否牢固、各种仪表()。 18、严禁用()进行球磨机盘车,应用慢传盘动球磨机。 19、环境温度低于()℃时,开机前半小时启动油站加热系统。 20、球磨机停机超过()小时,在开机前必须用慢传盘车,摇散磨体内部结块物。 21、球磨台时:()t/h 。 22、磨矿浓度:一段()% ;二段()% 。 23、球磨机电流:一段()A;二段()A。 24、球磨机充填率:一段()% ;二段()% 。 25、球磨机开机顺序:空气离合器气泵→()→()→球磨机主机→空气离合器→大齿圈喷射润滑。 26、两个班组进行交接时需交接本班()及检修情况。 27、交接班时应交接本班工艺技术状况及()指标完成情况。 28、交接班时要确保记录本多种记录填写齐全完整,双方()后签字交接。 29、职工交班前要填写好()。 30、交接班时双方要在记录本上签字,未履行签字手续不准()。 二、选择题:(每题1分共30分;在括号里填写相关字母) 1、在生产过程中,()用湿手开停电气设备,电气设备发生故障必须找电工处理。 A、允许 B、可以 C、禁止 2、安全生产“三为零”指的是()为零、违规为零、事故为零。 A、隐患、 B、事故 C、疾病 3、发现有人触了电,你应立即()使其脱离电源。 A、用手去拉触电者 B、用绝缘物拨开电源 C、顺手拿物拨开电源
机械图样的基本表示法
机械图样的基本表示法 内容提要 本章讲述的视图、剖视图和断面图等是对机件的外形、内形和断面形状等画法和标注所作的基本规定。 学习本章后应达到如下要求: (1)理解并掌握视图、剖视图、断面图、局部放大图的画法和标注规定,了解各种表示法的应用。 (2)了解常用的简化画法规定。 (3)能比较恰当地综合应用各种基本表示法表达一般机械零件。(4)了解第三角画法的原理及特点,掌握第三角画法与第一角画法视图的转化。 (5)在理解和掌握各种基本表示法的同时,通过练习进一步提高学生的空间想象能力和读、绘机件的多面正投影图的能力,从而为读、绘零件图和装配图奠定较好的基础。 课题一视图 教学目的及要求 1、掌握基本视图、向视图、局部视图和斜视图的概念、画法、标 注及应用。 2、通过练习,提高分析问题解决问题的能力。 教学重点 基本视图、向视图、局部视图、斜视图的形成、视图配置、画法、标注规定和应用场合。
教学难点 1、画六面基本视图时,对方向和位置的变化难以掌握。 2、不具有封闭轮廓线的局部视图和斜视图的画法。 教学方法 讲练结合 计划学时6 教学内容及过程视图 在工程实际中机件的形状千差万别,当机件的结构和形状比较复杂时,仅用前面所介绍的三视图难以将它们的内、外结构表达清楚。为此,国家标准《机械制图》规定了机械图样的各种表达方法。本章将对其中一些主要的表达方法作简要介绍。 视图的概念 根据有关标准和规定,用正投影的方法所绘出物体的图形,称为视图。视图一般只画出机件的可见部分,必要时才画出不可见部分。 视图的分类 视图分为基本视图、向视图、局部视图和斜视图四种。 一基本视图 1基本视图的概念 机件向基本投影面投射所得的视图,称为基本视图。 2基本投影面 基本投影面就是在原有的三个投影面(V面、H面、W面)
第七章 机械图样中的特殊表示法
第七章机械图样中的特殊表示法 §7—1 螺纹及螺纹紧固件表示法 课题:1、螺纹的形成和结构要素 2、螺纹的规定画法 课堂类型:讲授 教学目的:1、介绍螺纹的形成 2、讲解螺纹的结构要素 3、讲解螺纹的规定画法 教学要求:1、零件螺纹各结构要素的术语和螺纹的基本制造过程 2、熟练掌握螺纹的规定画法 教学重点:螺纹的规定画法 教学难点:螺纹的规定画法,特别是内外螺纹的旋合画法 教具:模型:“外螺纹”、“内螺纹(可剖开)”;挂图:“螺纹结构要素”;多媒体; 教学方法:这部分内容并不难理解,困难在于其内容枯燥,多属于需要记忆的规定;再加上图形简单,要求繁琐,因此,往往调动不起学生的学习兴趣,以致思想上不够重 视。所以讲课时,应尽量采用实物对照图形的方法进行简要讲解,同时交给他们 一些有用的记忆方法。 教学过程: 一、复习旧课 简要复习机件的各种表达方法。 二、引入新课题 在各种机器设备中,经常会看到一些螺栓、螺母、螺钉等零件,起着联接的作用。这些零件的共同特点——都有螺纹。就是在日常生活中,螺纹也随处可见。 三、教学内容 螺纹是在圆柱或圆锥表面上,沿着螺旋线形成的具有相同剖面形状(如等边三角形、正方形、梯形、锯齿形……)的连续凸起和沟槽。在圆柱或圆锥外表面所形成的螺纹称为外螺纹,在圆柱或圆锥内表面所形成的螺纹称为内螺纹。用于连接的螺纹称为连接螺纹;用于传递运动或动力的螺纹称为传动螺纹。 (一)螺纹的形成和结构要素
1、螺纹的形成 各种螺纹都是根据螺旋线原理加工而成,螺纹加工大部分采用机械化批量生产。小批量、单件产品,外螺纹可采用车床加工,如图7-1所示。内螺纹可以在车床上加工,也可以先在工件上钻孔,再用丝锥攻制而成,如图7-2所所示。 图7-1 外螺纹加工图7-2 内螺纹加工 2、螺纹的结构要素 螺纹的结构(基本)要素包括牙型、直径(大径、小径、中径)、螺距和导程、线数、旋向等。 (1)牙型在通过螺纹轴线的剖面上,螺纹的轮廓形状称为螺纹牙型。常见的螺纹牙型有三角形(60°、55°)、梯形、锯齿形、矩形等。常见标准螺纹的牙型及符号如表7-1所示 (2)螺纹的直径(如图7-3所示) 大径d、D 是指与外螺纹的牙顶或内螺纹的牙底相切的假想圆柱或圆锥的直径。内螺纹的大径用大写字母表示,外螺纹的大径用小写字母表示, 小径d1、D1是指与外螺纹的牙底或内螺纹的牙顶相切的假想圆柱或圆锥的直径。 中径d2、D2是指一个假想的圆柱或圆锥直径,该圆柱或圆锥的母线通过牙型上沟槽和凸起宽度相等的地方。 公称直径代表螺纹尺寸的直径,指螺纹大径的基本尺寸。
ISO2553焊缝在图样上的符号表示方法
国际标准 ISO 2553 第三版 1992-10-01 焊缝在图样上的符号表示法
目录 1 应用范围 2 标准化引用 3 概述 4 符号 4.1 基本符号 4.2 基本符号组合 4.3 增补符号 5 符号在图样上的位置 5.1 概述 5.2 箭头线和焊缝的关系 5.3 箭头线的位置 5.4 参考线的位置 5.5 有关参考线符号的位置 6 焊缝尺寸 6.1 一般规则 6.2 显示出来的主要尺寸 7 补充信息 7.1 环状焊接 7.2 现场焊接 7.3 焊接工序说明 7.4 参考标识尾部信息的排列顺序 8 点焊和滚焊的应用举例 附件A A 符号使用举例 B 将根据ISO 25531974编制的图纸转变成ISO 25531991新系统的实例
前言 ISO国际标准化组织是一个世界范围内各国家级标准化组织ISO成员组织的联合会国际标准的制订工作通常由ISO各技术委员会完成每个成 员组织对技术委员会确定的某一主题感兴趣有权参加该委员会工作其他与ISO 协作的政府或非政府的国际组织也可参加该项工作ISO在电工技术标准化所有方面与国际电工委员会IEC紧密合作 国际标准根据ISO/IEC规程第2部分提供的原则起草 技术委员会的主要职责是制订国际标准技术委员会通过的国际标准草案散发给各成员实体表决作为国际标准的出版物要求至少75%的成员实体发表意 见投票赞成 国际标准ISO2553是由技术委员会ISO/TC 44焊接和相关程序子委员会SC7表示和词汇编制的 此第3版代替和取消了第2版ISO 25531984它进行了技术上的修 订柄包含了ISO 2553/DAD11987的内容 此国际标准的附件A和B只作参考
4机械图样基本表示法教案
4机械图样基本表示法 教案 -CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
机械制图教案 §6—1 视图 课题:1、基本视图 2、向视图 3、局部视图 4、斜视图 课堂类型:新授 教学目的:讲解基本视图、向视图、局部视图、斜视图的形成、视图配置、画法、标注规定和应用场合。 教学要求:1、了解六面基本视图的名称、配置关系和三等关系 2、掌握向视图的画法 3、掌握局部视图和斜视图的画法和标注方法 教学重点:1、基本视图的配置关系和各视图之间的三等关系 2、局部视图和斜视图的画法和标注方法 教学难点:1、画六面基本视图时,对方向和位置的变化难以掌握 2、不具有封闭轮廓线的局部视图和斜视图的画法 教具:挂图:“六面基本视图的配置”、“局部视图”、“斜视图” 教学方法:向学生明确三视图是表达物体形状的基本方法,而不是唯一方法。 有时,由于物体形状复杂,需要增加视图数量;有时,为了画图方 便,需要采用各种辅助视图。 教学过程: 一、复习旧课 讲评作业,复习综合运用用形体分析法和线面分析法读图的步骤。
二、引入新课题 视图是机件向投影面投影所得的图形机件的可见部分,必要时才画出其不可见部分。所以,视图主要用来表达机件的外部结构形状。 三、教学内容 国家标准GB/T17451—1998和GB/T4458.1—2002规定了视图。视图主要用来表达机件的外部结构形状。视图分为:基本视图、向视图、局部视图和斜视图。 (一)基本视图 当机件的外部结构形状在各个方向(上下、左右、前后)都不相同时,三视图往往不能清晰地把它表达出来。因此,必须加上更多的投影面,以得到更多的视图。 1、概念 为了清晰地表达机件六个方向的形状,可在H、V、W三投影面的基础上,再增加三个基本投影面。这六个基本投影面组成了一个方箱,把机件围在当中,如图6—1(a)所示。机件在每个基本投影面上的投影,都称为基本视图。图6—1(b)表示机件投影到六个投影面上后,投影面展开的方法。展开后,六个基本视图的配置关系和视图名称见图6—1(c)。按图6—1(b)所示位置在一张图纸内的基本视图,一律不注视图名称。
机械制图——图样的基本表示法
第六章图样的基本表示法 教学时数:2学时 课题:§6-1 视图 教学目标: 1、掌握基本视图、向视图、局部视图、斜视图的概念; 2、掌握四种视图的画法和标注规定。 教学重点: 局部视图和斜视图。 教学难点: 1、局部视图与斜视图在概念、画法和标注上的主要区别; 2、各类视图的标注(包括箭头、字母、及省略条件等)。 教学方法: 讲授为主、讲练结合。 教具: 挂图、示教板、模型 教学步骤: (复习提问) (引入新课) 前面我们已经学习了用三视图表示物体的方法。然而,在实际生产中,仅用三视图不足以完整清晰地表达出其形状和结构。本章将介绍以下几种常用的表达方法:
视图——主要用来表达机件的外形; 剖视图——主要用于表达机件的内部形状; 剖面图——主要用语表达机件的断面形状; 其它表达方法——如:局部放大图、简化画法等。(讲授新课) §6-1视图(GB/T 17451-1998) 一、基本视图 基本视图:物体向基本投影面投射所得的视图。 基本投影面:正六面体的六个面。 六个基本视图的名称和投射方向: 主视图:由前向后投射所得的视图; 俯视图:由上向下投射所得的视图; 左视图:由左向右投射所得的视图; 右视图:由右向左投射所得的视图; 仰视图:由下向上投射所得的视图;
后视图:由后向前投射所得的视图。 基本视图的配置关系: 六个基本视图之间,仍符合“长对正”、“高平齐”、“宽相等”的投影关系。 二、向视图 向视图是可自由配置的视图。在采用这种表达方式时,应在向视图的上方标注“×”(“×”为大写拉丁字母),在相应视图的附近用箭头指明投射方向,并标注相同的字母。 三、局部视图 如图6-5a所示用两个基本视图(主、俯视图)已能将零件的大部分形状表达清楚,只有圆筒左侧的凸缘部分没能表达清楚,如果再画一个完整的左视图,则显得有些重复。因此,在左视图中可以只画出凸缘部分的图形,而省去其余部分,如图6-5b所示。 这种将物体的某一部分向基本投影面投射所得的视图,称为局部视图。