疲劳裂纹的预制.

疲劳裂纹的预制
1 实验目的
为测定金属材料的平面应变断裂韧度K IC而预制疲劳裂纹
2 仪器及设备
1、程控高频疲劳机
2、镜式引伸仪
3、高度尺
4、平台
3 实验原理
由于线弹性断裂力学所研究的对象是尖锐裂纹,所以,测定K IC所用试件的裂纹尖端必须是尖锐的,这种尖锐裂纹常利用疲劳试验的方法加以制作。通常的做法是先用机械加工方法或电火花方法加工出一引发缺口,然后在疲劳试验机上加交变循环载荷预制出疲劳裂纹。因此,试件的裂纹由引发缺口和疲劳裂纹两部分组成,裂纹长度a就等于引发缺口长度a0与疲劳裂纹长度a f之和(如图7-1所示),裂纹长度a应在0.45W~0.55W(W为试件的高度)之间。为避免引发缺口根部附近材料状态的变化对裂纹尖端附近材料性质的影响,制作出合格的裂纹,要求引发缺口长度要比疲劳裂纹长度大,通常在a f ≥0.05a与a f≥1.3mm 中选较大值为疲劳裂纹长度。
图7-1 裂纹结构示意图
疲劳裂纹引发缺口共有四种形式:直通型缺口、山形缺口(如图7-2所示)、末端为圆孔的缺口以及钼丝切割的缺口。为保证顺利地预制出合格的疲劳裂纹,切口根部半径应足够小。其中,山形切口的根部半径≤0.25mm,其余切口的根部半径≤0.08 mm。
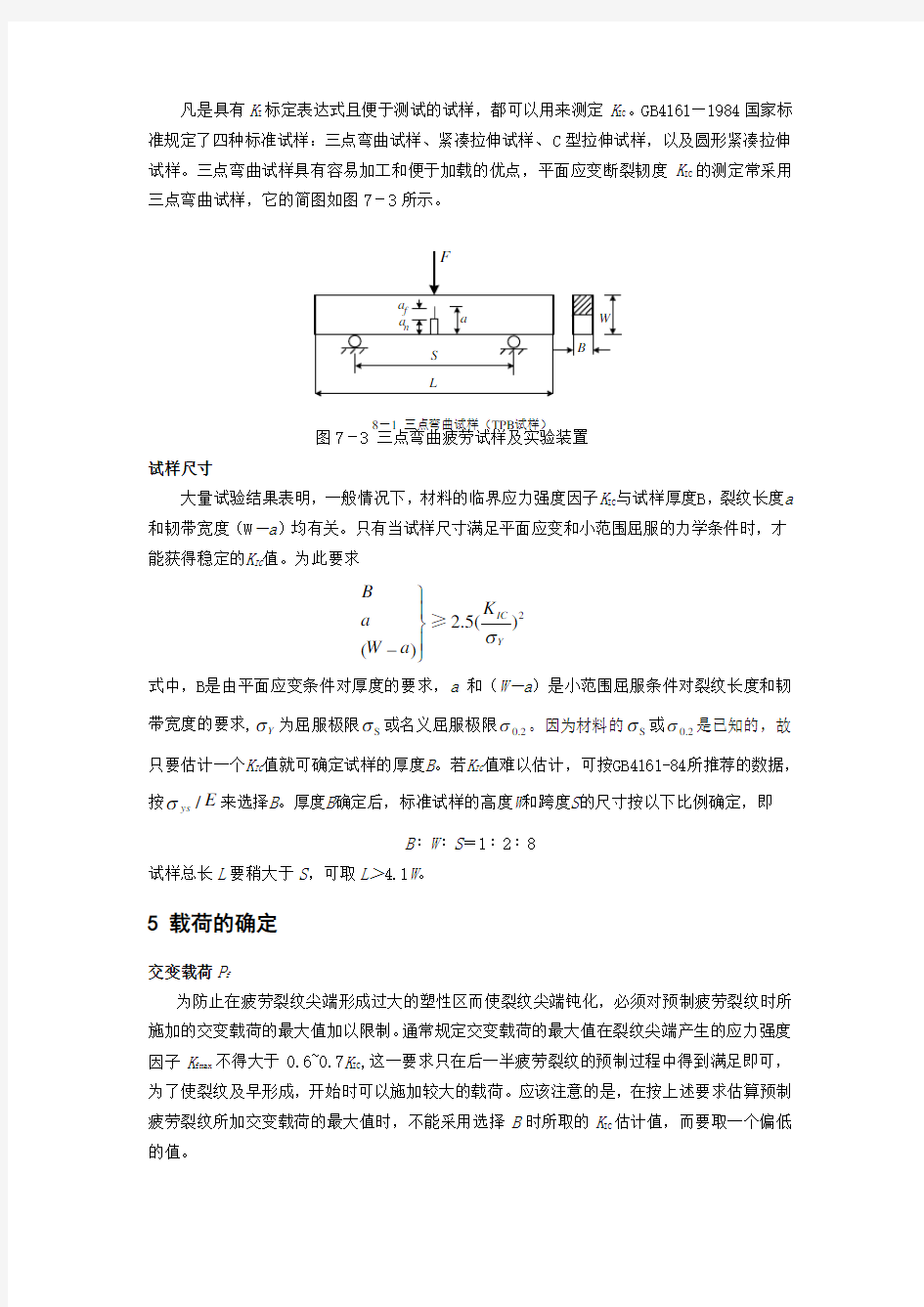
三点弯曲疲劳试样及实验装置如图7-3所示。
4 试样形状和尺寸
试件形状
凡是具有K I 标定表达式且便于测试的试样,都可以用来测定K IC 。GB4161—1984国家标准规定了四种标准试样:三点弯曲试样、紧凑拉伸试样、C 型拉伸试样,以及圆形紧凑拉伸试样。三点弯曲试样具有容易加工和便于加载的优点,平面应变断裂韧度K IC 的测定常采用三点弯曲试样,它的简图如图7-3所示。
图7-3 三点弯曲疲劳试样及实验装置
试样尺寸
大量试验结果表明,一般情况下,材料的临界应力强度因子K IC 与试样厚度B ,裂纹长度a 和韧带宽度(W -a )均有关。只有当试样尺寸满足平面应变和小范围屈服的力学条件时,才能获得稳定的K IC 值。为此要求
()B a W a ????-?≥22.5()IC Y K σ
式中,B 是由平面应变条件对厚度的要求,a 和(W -a )是小范围屈服条件对裂纹长度和韧带宽度的要求,Y σ为屈服极限S σ或名义屈服极限2.0σ。因为材料的S σ或2.0σ是已知的,故只要估计一个K IC 值就可确定试样的厚度B 。若K IC 值难以估计,可按GB4161-84所推荐的数据,按E ys /σ来选择B 。厚度B 确定后,标准试样的高度W 和跨度S 的尺寸按以下比例确定,即
B ∶W ∶S =1∶2∶8
试样总长L 要稍大于S ,可取L >4.1W 。
5 载荷的确定
交变载荷P f
为防止在疲劳裂纹尖端形成过大的塑性区而使裂纹尖端钝化,必须对预制疲劳裂纹时所施加的交变载荷的最大值加以限制。通常规定交变载荷的最大值在裂纹尖端产生的应力强度因子K fmax 不得大于0.6~0.7K IC ,这一要求只在后一半疲劳裂纹的预制过程中得到满足即可,为了使裂纹及早形成,开始时可以施加较大的载荷。应该注意的是,在按上述要求估算预制疲劳裂纹所加交变载荷的最大值时,不能采用选择B 时所取的K IC 估计值,而要取一个偏低的值。
8-1 三点弯曲试样(TPB 试样)
取预制疲劳裂纹所加交变载荷的应力比R≤0.1(R=P fmin / P fmax),按下述方法估算预制后一半疲劳裂纹所施加的交变载荷:选定K IC估计值,按K fmax= 0.6~0.7K IC计算K fmax,再将K fmax 和a/W=0.5代入试件的K I计算公式计算出对应的P,即为所加交变载荷的最大值P fmax,而交变载荷的最小值则为P fmin ≤0.1P fmax。
静载荷P l和动载荷P a
静载荷P l和动载荷P a可分别按以下两式确定
P l=P fmin+0.5×(P fmax -P fmin)
P a=0.5×(P fmax -P fmin)
6 实验步骤
1、试样外形尺寸的测量。试验前用卡尺在裂纹前缘韧带部分测量试件厚度B三次,测量
精度精确到0.1%B 或0.025mm,取其较大者,计算平均值。在切口附近测量试样宽度三次,测量精度精确到0.1%W或0.025mm,取其较大者,计算平均值。测出机制裂纹长度a0;
2、在平台上,用高度尺对试样划三条水平平行线,第一根以a0的端点为切线,然后每隔
1mm划一根线;
3、装好试样,调好跨度S,使机械切口对准S/2处;
4、按高频疲劳机操作步骤加静载荷P l;
5、启动动载荷部分,选好共振频率,5分钟后按疲劳机动载控制部分操作规定加动载荷
P a;
6、调好镜式引伸仪,使观察机制裂纹及端点划线清晰为好,仔细观察疲劳裂纹的形成。
当主裂纹形成后,减小10%P a;当疲劳裂纹扩展到1.5mm处时,立即关闭振动开关、动载开关,然后卸掉静载荷,取下试样。
7 实验结果的处理
取下试样后,认真测量表面疲劳裂纹长度a f,满足要求就准备在试样上粘贴刀口,准备下一步测K IC的工作。
8 注意事项
1、在预制裂纹过程中,操作者不得离开设备,随时观察裂纹扩展的进展情况,观察载荷有
无变化,如与预定不符,立即调整。
2、疲劳裂纹不宜过长,表面a f达到1.5mm,试样中心可能已达到2mm,如果裂纹过长,会使
载荷及扩展速率失稳,整个实验失败。
疲劳裂纹扩展.
第五章疲劳裂纹扩展 §5.1 概述 前面介绍的内容为静载荷作用下的断裂准则。构件在交变应力作用下产生的破坏为疲劳破坏,疲劳破坏的应力远比静载应力低。 一、疲劳破坏的过程 1)裂纹成核阶段 交变应力→滑移→金属的挤出和挤入→形成微裂纹的核(一般出现于零件表面)。 2)微观裂纹扩展阶段 微裂纹沿滑移面扩展,这个面是与正应力轴成45°的剪应力作用面,是许 沿滑移带的裂纹,此阶段裂纹的扩展速率是缓慢的,一般为10-5mm每循环,裂纹尺寸<0.05mm。 3)宏观裂纹扩展阶段 裂纹扩展方向与拉应力垂直,为单一裂纹扩展,裂纹尺寸从0.05mm扩展至临a,扩展速率为10-3mm每循环。 界尺寸 c 4)断裂阶段 a时,产生失稳而很快断裂。 当裂纹扩展至临界尺寸 c 工程上一般规定:①0.1mm~0.2mm裂纹为宏观裂纹;②0.2mm~0.5mm,深 0.15mm表面裂纹为宏观裂纹。 N)宏观裂纹扩展阶段对应的循环因数——裂纹扩展寿命。( p N) 以前阶段对应的循环因数——裂纹形成寿命。( i 二、高周疲劳和低周疲劳 高周疲劳:当构件所受的应力较低,疲劳裂纹在弹性区内扩展,裂纹的疲劳寿命较长。(应力疲劳) 低周疲劳:当构件所受的局部应力已超过屈服极限,形成较大的塑性区,裂纹在塑性区中扩展,裂纹的疲劳寿命较小。(应变疲劳) 工程中一般规定N ≤105为低周疲劳。 f 三、构件的疲劳设计
1、总寿命法 测定S-N曲线(S为交变应力,N为应力循环周次)。 经典的疲劳设计方法是循环应力范围(S-N)曲线法或塑性总应变法来描述导致疲劳破坏的总寿命。 在这些方法中通过控制应力幅或应变幅来获得初始无裂纹的实验室试样产生疲劳破坏所需的应力循环数和应变循环数。 N=N i +N p (N i 萌生寿命,N p 扩展寿命) 2、损伤容限法(疲劳设计的断裂力学方法) 容许构件在使用期内出现裂纹,但必须具有足够的裂纹亚临界扩展寿命,以保证在使用期内裂纹不会失稳扩展而导致构件破坏。 疲劳寿命定义为从某一裂纹尺寸扩展至临界尺寸的裂纹循环数。
材料疲劳裂纹扩展设计研究综述
材料疲劳裂纹扩展研究综述 摘要:疲劳裂纹扩展行为是现代材料研究中重要的内容之一。论述了组织结构、环境温度、腐蚀条件以及载荷应力比、频率变化对材料疲劳裂纹扩展行为的影响。总结出疲劳裂纹扩展研究的常用方法和理论模型,并讨论了“塑性钝化模型”和“裂纹闭合效应”与实际观察结果存在的矛盾温度、载荷频率和应力比是影响材料疲劳裂纹扩展行为的主要因素。发展相关理论和方法,正确认识影响机理,科学预测疲劳裂纹扩展行为一直是人们追求的目标。指出了常用理论的不足,对新的研究方法进行了论述。 关键词: 温度; 载荷频率; 应力比; 理论; 方法; 疲劳裂纹扩展 1 前言 19世纪40年代随着断裂力学的兴起,人们对于材料疲劳寿命的研究重点逐渐由不考虑裂纹的传统疲劳转向了主要考察裂纹扩展的断裂疲劳。尽量准确地估算构件的剩余疲劳寿命是人们研究材料疲劳扩展行为的一个重要目的。然而,材料的疲劳裂纹扩展研究涉及了力学、材料、机械设计与加工工艺等诸多学科,材料、载荷条件、使用环境等诸多因素都对疲劳破坏有着显著的影响,这给研究工作带来了极大困难。正因为此,虽然对于疲劳的研究取得了大量有意义的研究成果,但仍有很多问题存在着争议,很多学者还在不断的研究和探讨,力求得到更加准确的解决疲劳裂纹扩展问题的方法和理论。 经过几十年的发展,人们已经认识到断裂力学是研究结构和构件疲劳裂纹扩展有力而现实的工具。现代断裂力学理论的成就和工程实际的迫切需要,促进了疲劳断裂研究的迅速发展。如Rice的疲劳裂纹扩展力学分析(1967年) ,Elber的裂纹闭合理论(1971年) ,Wheeler 等的超载迟滞模
型(1970年) ,Hudak等关于裂纹扩展速率标准的测试方法,Sadananda和Vasudevan ( 1998年)的两参数理论等都取得了一定成果。本文将对其研究中存在问题、常用方法和理论模型、以及温度、载荷频率和应力比对疲劳裂纹扩展影响的研究成果和新近发展起来的相关理论进行介绍。 2 疲劳裂纹扩展研究现存问题 如今,人们在分析材料裂纹扩展问题时最常用到的是“塑性钝化模型”和裂纹尖端因“反向塑性区”等原因导致的“裂纹闭合效应”理论。而它们是否正确,却一直在人们的验证和争论之中。 根据现有的研究结果,有学者提出,若按照“塑性钝化模型”理论,强度高的材料应具有较低的裂纹扩展速率,但实验结果却不能证实这一预测。另外,该“模型”认为的“裂纹尖端的钝化是在拉应力达到最大值时完成的”这一观点在理论上不妥,也与实测结果不符。观察结果表明,裂纹尖端钝化是一个渐进的过程,钝化半径与外载荷大小成正比。 而疲劳裂纹在扩展过程中的“裂纹闭合效应”在什么情况下存在,能否对材料的裂纹扩展速率产生重要影响,考虑“裂纹闭合”的实验室数据能否用于工程中等问题也一直在人们的争论之中。由于“裂纹闭合效应”理论推出的结论是:“对载荷比的依赖性不是材料的内在行为,而是源于裂纹表面提前闭合后应力强度因子幅(△K) 的变化”,所以早在1984年S.Suresh等人就指出[1],“裂纹闭合”不是一个力学参数,它受构件形状、载荷、环境和裂纹长度等因素的影响。因此,除非在实际使用过程中测量构件的裂纹闭合情况,否则在实验室里做出来的试验结果不能用来预测构件中的裂纹扩展速率。1970年,Ritchie研究钢中裂纹扩展的近门槛值时发现:在真空环境下,应力比R对门槛值几乎没有影响,首度质疑了裂纹闭合的存在性和所起的作用。在前人研究的基础上,美国海军实验室的
铝合金焊接接头产生裂纹特征及产生机理分析
虽然已经应用铝及其合金焊成许多重要产品,但实际焊接生产中并不是没有困难,主要的问题有:焊缝中的气孔、焊接热裂纹、接头“等强性”等。由于铝及其合金的化学活泼性很强,表面极易形成氧化膜,且多具有难熔性质(如Al 2 O3的熔点为2050℃,MgO熔点为2500℃),加之铝及其合金导热性强,焊接时容易造成不熔合现象。由于氧化膜密度同铝的密度极其接近,所以也容易成为焊缝金属中夹杂物。同时,氧化膜(特别是有MgO存在的,不很致密的氧化膜)可以吸收较多水分而常常成为焊缝气孔的重要原因之一。此外,铝及其合金的线胀系数大,导热性又强,焊接时容易产生翘曲变形。这些也都是焊接生产中颇感困难的问题。下面,对在试验过程中产生比较严重的裂纹进行深入的分析。 1铝合金焊接接头中的裂纹及其特征 在铝合金焊接过程中,由于材料的种类、性质和焊接结构的不同,焊接接头中可以出现各种裂纹,裂纹的形态和分布特征都很复杂,根据其产生的部位可分为以下两种裂纹形式:(1)焊缝金属中的裂纹:纵向裂纹、横向裂纹、弧坑裂纹、发状或弧状裂纹、焊根裂纹和显微裂纹(尤其在多层焊时)。 (2)热影响区的裂纹:焊趾裂纹、层状裂纹和熔合线附近的显微热裂纹。按裂纹产生的温度区间分为热裂纹和冷裂纹,热裂纹是在焊接时高温下产生的,它主要是由晶界上的合金元素偏析或低熔点物质的存在所引起的。根据所焊金属的材料不同,产生热裂纹的形态、温度区间和主要原因也各有不同,热裂纹又可分为结晶裂纹、液化裂纹和多边化裂纹3类。热裂纹中主要产生结晶裂纹,它是在焊缝结晶过程中,在固相线附近,由于凝固金属的收缩,残余液体金属不足不能及时填充,在凝固收缩应力或外力的作用下发生沿晶开裂,这种裂纹主要产生在含杂质较多的碳钢、低合金钢焊缝和某些铝合金;液化裂纹是在热影响区中被加热到高温的晶界凝固时的收缩应力作用下产生的。 在试验过程中发现,当填充材料表面清理不够充分时,焊接后焊缝中仍存在较多的夹杂和少量的气孔。在三组号试验中,由于焊接填充材料为铸造组织,其中夹杂为高熔点物质,焊接后在焊缝中仍将存在;又,铸造组织比较稀疏,孔洞较多,易于吸附含结晶水的成分和油质,它们将成为焊接过程中产生气孔的因素。当焊缝在拉伸应力作用下时,这些夹杂和气孔往往成为诱发微裂纹的关键部位。通过显微镜进一步观察发现,这些夹杂和气孔诱发的微观裂纹之间有明显的相互交汇的趋势。然而,对于夹杂物在此的有害作用究竟是主要表现为应力集中源从而诱发裂纹,还是主要表现为脆性相从而诱发裂纹,尚难以判断。此外,一般认为,铝镁合金焊缝中的气孔不会对焊缝金属的拉伸强度产生重大影响,而本研究试验中却发现焊缝拉伸试样中同时存在着由夹杂和气孔诱发微裂纹的现象。气孔诱发微裂纹的现象是否只是一种居次要地位的伴生现象,还是引起焊缝拉伸强度大幅度下降的主要因素之一,亦还有待进一步的研究。 2热裂纹产生的过程 目前关于焊接热裂纹理论,国内外认为较完善的是普洛霍洛夫理论。概括地讲,该理论认为结晶裂纹的产生与否主要取决于以下3方面:脆性温度区间的大小;在此温度区间内合金所具有的延性以及在脆性温度区间金属的变形率大小。 通常人们将脆性温度区间的大小及在此温度区间内具有的延性值称为产生焊接热裂纹的冶金因素,而把脆性温度区内金属的变形率大小称为力学因素。焊接过程是一系列不平衡的工艺过程的综合,这种特征从本质上与焊接接头金属断裂的冶金因素和力学因素发生重要的联系,如焊接工艺过程与冶金过程的产物即物理的、化学的与组织上的不均匀性、熔渣与夹杂物、气体元素与处于过饱和浓度的空位等。所有这些,都是与裂纹的萌生与发展有密切联系的冶金因素。从力学因素方面看,焊接热循环特定的温度梯度与冷却速度,在一定的拘束条件下,将使焊接接头处于复杂的应力-应变状态,从而为裂纹的萌生与发展提供必要的条件。 在焊接过程中,冶金因素和力学因素的综合作用将归结为两个方面,即是强化金属联系还是弱化金属联系。如果在冷却时,焊接接头金属中正在建立强度联系,在一定刚性拘束条件下能够顺从地应变,焊缝与近缝区金属能够承受外加拘束应力与内在残余应力的作用时,裂纹就不容易产生,焊接接头的金属裂纹敏感性低,反之,当承受不住应力作用时,金属中强度联 铝合金焊接接头产生裂纹特征及产生机理分析 谢辉 (广东省第二农机厂,广东广州512219) 摘要:近40年来,由于焊接技术的进步,高效率和高性能的焊接方法得到了推广,铝及铝合金在车辆、船舶、建筑、桥梁、化工机械、低温工程和宇航工业等各种结构方面的应用在不断扩大,但国产化的铝合金和铝合金焊接材料均还存在着一定的差距。对铝合金焊接接头产生裂纹的特征及产生机理进行了分析,提出了几点防范措施。 关键词:铝合金;焊接接头;裂纹;机理 —116—
焊接热裂纹产生机理影响因素及防治措施
焊接热裂纹产生机理影响因素及防治措施 一、结晶裂纹 1、产生机理 1)、产生部位:结晶裂纹大部分都沿焊缝树枝状结晶的交界处发生和发展的,常见沿焊缝中心长度方向开裂即纵向裂纹,有时焊缝内部颁在两树枝状晶体之间。 对于低碳钢、奥氏体不锈钢、铝合金、结晶裂纹主要发生在焊缝上。 某些高强钢,含杂质较多的钢种,除发生在焊缝之处,还出现在近缝区上。 2)、分析熔池各阶段产生结晶裂纹的倾向 焊缝金属结晶过程中,晶界是个薄弱地带,由金属结晶理论可知,先结晶的金属比较纯,后结晶的金属杂质多,并集富在晶界,并且熔点较低,这些低熔点共晶物被排挤在晶界,形成一种所谓《液态薄膜》,在焊接拉应力作用下,就可能在这薄弱地带开裂,产生结晶裂纹。 产生结晶裂纹原因:①液态薄膜②拉伸应力 液态薄膜—根本原因。拉伸应力—必要条件以碳钢焊接为例,分析研究一下,在熔池结晶过程中什么阶段产生结晶裂纹的倾向最大。 如图3-77 ①液固阶段:熔池开始结晶时,液相多,固相少,液态金
属在晶粒间处于自由流动状态,有拉应力存在时,拉开后有液体随之补充,不易产生裂纹。(1区) ②固液阶段:固相多,晶粒之间相互接触,液相少,(低熔点共晶)在拉应力作用时产生微少缝隙,液态填充少,产生裂纹,这一区也称为“脆性温度区”即图3-77上a、b 之间的温度范围? ③固相阶段:完全结晶完毕,成为整体固态金属,拉应力作用时,因无液态薄膜受力均匀,不易产生裂纹。 T b—称为脆性温度区,在比区间易产生结晶裂纹,杂质较少的金属, T b小产生裂纹的可能性也小,杂质多的金属T b 大,产生裂纹的倾向也大。 3)产生结晶裂纹的条件?图3-78 如图3-78纵座标表示温度,横坐标表示由拉伸应力所产生的变形(e)和金属的塑性(P),脆性温度区的范围用T b表示上限是固液温度开始下限固相线附近,或低于固相线一段温度。 在脆性温度区内焊缝的塑性用P表示,是温度的函数,=,当在某一瞬时温度时有一个最小的塑性值(P min)PΦ ) (T (出现液态薄膜时) 受拉伸应力所产生的变形用e表示,也是温度的函数? ①如果拉伸应力所产生的变形随温度T按曲线(1)变化,
微裂纹的分形分布及损伤演化过程的分形机理考虑一弹性体包含NT条相互
微裂纹的分形分布及损伤演化过程的分形机理 考虑一弹性体包含N T条相互平行、半长为c、宽为W的椭圆型微裂纹,并承受边界应力σ(见图1)。 假设由微裂纹之间相互作用而引起的弹性能可以忽略不计,这N T个体积单元中的微裂纹是彼此独立的困。这样对应于损伤区发育初期,由这N T条裂纹构成的裂纹群所引起的自由能变化为: ΔF = N T W ( -B2 σ2
纹半长(假设为常量),c l为最大裂纹半长。以 收藏【技术类】 金属疲劳断口的宏现形状特征 (2011-1-21 13:38:36) 疲劳断口保留了整个断裂过程的所有痕迹,记录了很多断裂信息。具有明显区别于其他任何性质断裂的断口形貌特征,而这些特征又受材料性质、应力状态、应力大小及环境因素的影响,因此对疲劳断口分析是研究疲劳过程、分析疲劳失效原因的重要方法。 一个典型的疲劳断口往往由疲劳裂纹源区、疲劳裂纹扩展区和瞬时断裂区三个部分组成,具有典型的“贝壳”状或“海滩”状条纹的特征,这种特征给疲劳失效的鉴别工作带来了极大的帮助。 1、疲劳裂纹源区 疲劳裂纹源区是疲劳裂纹萌生的策源地,是疲劳破坏的起点,多处于机件的表面,源区的断口形貌多数情况下比较平坦、光亮,且呈半圆形或半椭圆形。因为裂纹在源区内的扩展速率缓慢,裂纹表面受反复挤压、摩擦次数多,所以其断口较其他两个区更为平坦,比较光亮。在整个断口上与其他两个区相比,疲劳裂纹源区所占的面积最小。 当表面承受足够高的残余压应力或材料内部存在严重的冶金缺陷时,裂纹源则向次表面或机件内部移动。有时在疲劳断口上也会出现多个裂纹源,每个源区所占面积往往比单个源区小,源区断口特征不一定都具有像单个源区那样典型的形貌。裂纹源的数目取决于材料的性质、机件的应力状态以及交变载荷状况等。通常,应力集中系数越大,名义应力越高,出现疲劳源的数目就越多,如低周疲劳断口上常有几个位于不同位置的疲劳裂纹源区。 当零件表面存在某类裂纹时,则零件无疲劳裂纹萌生期,疲劳裂纹在交变载荷作用下直接由该类裂纹根部向纵深扩展,这时断口上不再出现疲劳源区,只有裂纹扩展区和瞬时断裂区。 2、疲劳裂纹扩展区 疲劳裂纹扩展区是疲劳裂纹形成后裂纹慢速扩展形成的区域,该区是判断疲劳断裂的最重要特征区域,其基本特征是呈现贝壳花样或海滩花样,它是以疲劳源区为中心,与裂纹扩展方向相垂直的呈半圆形或扇形的弧形线,又称疲劳弧线。疲劳弧线是裂纹扩展过程中,其顶端的应力大小或状态发生变化时,在断裂面上留下的塑性变形的痕迹。 贝纹花样是由载荷变动引起的,因为机器运转时不可避免地常有启动、停歇、偶然过载等,均可留下塑性变形的痕迹一贝纹线(疲劳弧线)。贝纹线的清晰度不仅与材料的性质有关,而且与介质情况、温度条件等有关,材料的塑性好、温度高、有腐蚀介质存在时,则弧线清晰。所以,这种弧线特征总是出现在实际机件的疲劳断口中,而在实验室的试件疲劳断口中很难看到明显的贝纹线,此时疲劳断口表面由于多次反复压缩而摩擦,使该区变得光滑,呈细晶状,有时甚至光洁得像瓷质状结构。一般贝纹线常见于低应力高周疲劳断口中,而低周疲劳以及许多高强度钢、灰铸铁中观察不到此种贝纹状的推进线。 贝纹线与裂纹扩展方向垂直,它可以是绕着裂纹源向外凸起的弧线,表示裂纹沿表面扩展较慢,即材料对缺口不敏感,例如低碳钢;相反,若围绕裂纹 材料的疲劳性能一、疲劳破坏的变动应力 材料在变动载荷和应变的长期作用下,因累积损伤而引起的断裂现象,称为疲劳。变动载荷指大小或方向随着时间变化的载荷。变动载荷在单位面积上的平均值称为变动应力,分为规则周期变动应力(或称循环应力)和无规则随 1 /2; min) 2 应力; ②不对称循环:σm≠0,-1 ④波动循环:σm>σa,0 ②疲劳破坏属于低应力循环延时断裂,对于疲劳寿命的预测显得十分重要和必要; ③疲劳对缺陷(缺口、裂纹及组织)十分敏感,即对缺陷具有高度的选择性。因为缺口或裂纹会引起应力集中,加大对材料的损伤作用;组织缺陷(夹杂、疏松、白点、脱碳等)将降低材料的局部强度。二者综合更加速疲劳破坏 出现两个疲劳源。 (2)疲劳裂纹扩展区(亚临界扩展区)? 疲劳裂纹扩展区特征为断口较光滑并分布有贝纹线或裂纹扩展台阶。贝纹线是疲劳区最典型的特征,是一簇以疲劳源为圆心的平行弧线,凹侧指向疲劳源,凸侧指向裂纹扩展方向。近疲劳源区贝纹线较细密(裂纹扩展较慢),远 核用Inconel 690焊丝TIG焊微裂纹产生机理研究 霍树斌,陈佩寅,陈燕,吴伟 (哈尔滨焊接研究所,哈尔滨 150080) 摘要:针对国际上核用Inconel 690焊丝TIG焊微裂纹问题,利用扫描电镜、俄歇电子分析等方法对微裂纹断口微观组织形貌、特征点的成分进行研究。结果表明,Inconel 690焊丝TIG焊微裂纹主要是结晶裂纹,原因是由S、P在晶界偏析引起的低熔点共晶物。通过对结晶裂纹的产生机理和影响因素的系统研究,指出Inconel 690焊丝TIG焊微裂纹主要是由S、P引起的结晶裂纹,而不是只有DDC裂纹,通过定量分析S、P与裂纹关系,提出了防止微裂纹产生的条件,并制造出无微裂纹的HS690、HS690M焊丝。 关键词:Inconel 690焊丝TIG焊微裂纹S+P含量判据 HS690 HS690M 中图分类号:TG116 文献标识码:A 0 序言 镍基合金焊接微裂纹问题,尤其是核电用镍基焊接材料微裂纹问题是行业内公认的难题与顽症,主要表现为长度小于0.5mm的结晶裂纹和高温低塑性裂纹(简称DDC),如图1所示。Inconel 690焊丝的微裂纹问题尤为突出,虽然研究者众多,却没有彻底解决问题。 图1 Inconel 690焊接微裂纹 美国SMC公司至今仍在进行Inconel 690焊丝的改进,从90年代开发出FM52焊丝,2003年推出FM52M焊丝,2009年又推出FM52MSS,其研究的重点一直是如何解决焊接微裂纹问题,但他们认为焊接微裂纹是DDC。 从国内应用的情况看,除SMC和Sandivk公司的产品比较理想外,其它公司的690焊丝都存在焊接微裂纹,例如WEL-TIG-52焊丝。早期的Sannicro 68HP的微裂纹倾向比较严重,经过改进后有明显改善,但在国内某骨干企业的产品焊接中仍然存在问题。就是FM52和FM52M 焊丝在产品焊接时也不是完全没有问题,在TIG堆焊的边缘,偶尔也出现个别微裂纹,说明顽症并没有被根除。 我们从2003年开始研究Inconel 690焊丝,2006年《Inconel 690配套焊接材料和焊接工艺研究》项目通过鉴定,技术水平为国际先进,但没有彻底解决焊接微裂纹问题,经过四年的努力,终于发现了问题的本质、产生的原因和条件,并研究出了解决问题的方法。 1 试验方法 试验焊丝采用研制的所有Inconel 690焊丝,成分范围如表1所示。 疲劳裂纹扩展 不锈钢304L的疲劳裂纹扩展模拟 Feifei Fan, Sergiy Kalnaus, Yanyao Jiang (美国内华达大学机械工程学院) 摘要:一个基于最近发展的疲劳方法的实验用来预测不锈钢304L的裂纹扩展。这种疲劳方法包括两个步骤:(1)材料的弹塑性有限元分析;(2)多轴疲劳标准在基于有限元分析的可输出的拉伸实验的裂纹萌生与扩展预测中的应用。这种有限元分析具有这样的特点:能够实现在先进循环塑性理论下扑捉材料在常幅加载条件下重要的循环塑性行为。这种疲劳方法是基于这样的理论:当累计疲劳损伤达到一个特定值时材料发生局部失效,而且这种理论同样适用于裂纹的萌生与扩展。所以,一组材料特性参数同时用来做裂纹的萌生与扩展预测,而所有的材料特性参数都是由平滑试样试验产生。这种疲劳方法适用于I型紧凑试样在不同应力比和两步高低加载顺序下等幅加载的裂纹扩展。结果显示,这种疲劳方法能够合理的模拟在试验上观察到的裂纹扩展行为,包括刻痕影响、应力比的影响和加载顺序的影响。另外,这种还方法能够模拟从刻痕到早期的裂纹扩展和疲劳全寿命,而且预测的结果和试验观察的结果吻合得很好。 关键词:累计损伤;疲劳裂纹扩展;疲劳标准 1 .简介 工程承压设备经常承受到循环加载,一般说来,疲劳过程有三个阶段组成:裂纹萌生和早期裂纹扩展、稳定裂纹扩展和最后的疲劳断裂。裂纹扩展速率dN da/通常被表示为重对数图尺在应力强度因素范围上的一个功能。在常幅加载下,不同应力比时稳定的裂纹扩展结果通常服从Paris公式和其修正公式。常幅疲劳加载下不同材料的行为不同。有些材料表现为应力比的影响:在相同应力比时,裂纹扩展速率曲线一致,但是,应力比增大时,裂纹扩展速率也增大。而其他金属材料没有表现出任何应力比的影响,而且在恒幅加载其裂纹扩展速率曲线在重对数图纸上重合。 在变幅加载条件下疲劳裂纹扩展行为作为另一个课题已经研究了若干年了。过载和变幅加载的应用对疲劳裂纹扩展研究产生了重大的影响。对于大多数金属材料而言,上述加载方法的应用导致疲劳裂纹扩展速率减慢。基于线弹性断裂力学的理论,这种过渡行为经常使用应力强度因子和通过引入在稳定裂纹扩展状态下的Paris公式的修 对铆接疲劳裂纹产生机理的探讨 【摘要】自冲铆接的微裂纹会在铆接孔中产生,这主要是由于材料内部组织的不均匀性及铆接模具的结构、形状造成的。本文对接疲劳裂纹产生机理进行了探讨研究。 【关键词】自冲铆接;微裂纹;裂纹扩展;疲劳强度 0.引言 自冲铆接技术是采用一个铆钉连接两个或更多部件的方法,它实行冲铆一次完成。半空心铆钉自冲铆接工艺的铆接过程铆钉在冲头的作用下,穿透上层板料,在凹模和铆钉外形共同作用下空心铆钉尾部在下层金属中张开形成喇叭口形状。自冲铆接除了可连接上述点焊所难于连接的材料外,自冲铆接和点焊相比还具有许多点焊所不具备的优点:能连接不同材料,能和粘接复合连接,无发光,发热少,疲劳强度较高,快捷等。 1.自冲铆接疲劳破坏方式 自冲铆接的疲劳扩展最易在铆接孔处扩展,且在宏观上裂纹扩展方向垂直于载荷方向,且裂纹宏观方向通过铆接孔中心,在裂纹扩展末期的瞬断时形成剪切唇,剪切唇与载荷成大约45o,这其实是由于强度不足所致。 有的时候自冲铆接疲劳裂纹不在铆接孔发生,而有可能在铆接孔附近靠近铆钉头部的地方萌生和扩展,这主要由于铆钉在受载时会对板料有一个弯曲作用。在有的时候,比如自冲铆接和粘接复合连接时,或材料缺陷情况下,疲劳萌生和扩展还可能发生在板料的其他部位。 2.自冲铆接微裂纹的产生 铆钉可用钢材或硬铝等制作,一般经热处理来适当提高其韧、硬度,这主要取决于被铆接材料特性如强度、硬度、厚度等。被铆接的材料常有钢板、铝板或铝合金、塑料、铜或铜合金、高分子材料及复合材料等,一般其硬度不能太高,否则铆钉将难刺穿上板料,若采用更高硬度的铆钉,但这样铆钉在刺入板料和张开时易开裂,且增大了刺入力。 由于铆钉刺进板料时,板料内部强度、硬度、结构、相分布、原子结合力不均,晶粒、晶界性状不一等原因导致板料的铆钉孔孔壁有毛刺、微裂纹,这些将是导致自冲铆接失效的重要扩展源。 下面阐述裂纹不在铆接孔中产生的情况。金属中常见的有面心立方晶格、体心立方晶格、密排六方晶格等多种结构,它们具有多种滑移系和滑移方向,晶体是各向异性的。在其受力时可沿着受载最大或最弱的、抗力最小的晶面和晶向滑 S355 J2G3钢大型锻件UT指示性缺陷成因分析 某公司生产的S355 J2G3钢大型锻件UT要求越来越严格。甚至出现UT不合报废的情况。本文对出现的探伤不合格的典型锻件进行了探伤(UT、MT)—低倍—高倍—扫描电镜观察等系列检验与分析。发现探伤不合缺陷,应该是钢中微细裂纹所致。 本文认为,此类裂纹缺陷是由于锻造的宏观应力的变化可增强其钢中第二相与基体的微观应力(晶格扭曲及晶体的嵌镶碎化),从而导致第二相与基体的确定的晶面取向对应晶面发生破坏所致。采用裂纹核概念可解释锻造工艺及锻后冷却制度对此类裂纹形成的相关性。 1 S355J2G3钢锻件技术条件 1.1 S355J2G3钢化学成分见表1 表1 S355J2G3 钢化学成分/% Table 1 Chemical compositions of S355J2G3 steel /% 1.2工艺路线 电炉冶炼+LF 加热还原+VD 真空精炼→铸锭→热送→加热→锻造→热处理→探伤→检查检验→上交 1.3 UT 图2 SH2311H模块(150738)UT反射图谱 图3 缺陷示意图 注:阴影部分存在Ф2-Ф4密集缺陷,深度150-中心,工件厚度509,部分区域影响底波。2缺陷轴类锻件的解剖试验 2.1 S355J2G3合金钢锻件, 2.1.1 宏观浸蚀 该锻件低倍分析结果:中心疏松0.5、一般疏松2.0、一般点状偏析2.0。 见图4-5. 图4 横向低倍 图5 纵向低倍形貌 图5 纵向低倍 2.1.2 S355 J2G3,锻材PT、MT试验 对试片存在UT密集型指示性缺陷的部位进行磁粉及渗透检测,未发现磁痕堆积显示如图(6-1),渗透检测也未发现缺陷显示如图(6-2)。 疲劳裂纹的预制 1 实验目的 为测定金属材料的平面应变断裂韧度K IC而预制疲劳裂纹 2 仪器及设备 1、程控高频疲劳机 2、镜式引伸仪 3、高度尺 4、平台 3 实验原理 由于线弹性断裂力学所研究的对象是尖锐裂纹,所以,测定K IC所用试件的裂纹尖端必须是尖锐的,这种尖锐裂纹常利用疲劳试验的方法加以制作。通常的做法是先用机械加工方法或电火花方法加工出一引发缺口,然后在疲劳试验机上加交变循环载荷预制出疲劳裂纹。因此,试件的裂纹由引发缺口和疲劳裂纹两部分组成,裂纹长度a就等于引发缺口长度a0与疲劳裂纹长度a f之和(如图7-1所示),裂纹长度a应在0.45W~0.55W(W为试件的高度)之间。为避免引发缺口根部附近材料状态的变化对裂纹尖端附近材料性质的影响,制作出合格的裂纹,要求引发缺口长度要比疲劳裂纹长度大,通常在a f ≥0.05a与a f≥1.3mm 中选较大值为疲劳裂纹长度。 图7-1 裂纹结构示意图 疲劳裂纹引发缺口共有四种形式:直通型缺口、山形缺口(如图7-2所示)、末端为圆孔的缺口以及钼丝切割的缺口。为保证顺利地预制出合格的疲劳裂纹,切口根部半径应足够小。其中,山形切口的根部半径≤0.25mm,其余切口的根部半径≤0.08 mm。 三点弯曲疲劳试样及实验装置如图7-3所示。 4 试样形状和尺寸 试件形状 凡是具有K I 标定表达式且便于测试的试样,都可以用来测定K IC 。GB4161—1984国家标准规定了四种标准试样:三点弯曲试样、紧凑拉伸试样、C 型拉伸试样,以及圆形紧凑拉伸试样。三点弯曲试样具有容易加工和便于加载的优点,平面应变断裂韧度K IC 的测定常采用三点弯曲试样,它的简图如图7-3所示。 图7-3 三点弯曲疲劳试样及实验装置 试样尺寸 大量试验结果表明,一般情况下,材料的临界应力强度因子K IC 与试样厚度B ,裂纹长度a 和韧带宽度(W -a )均有关。只有当试样尺寸满足平面应变和小范围屈服的力学条件时,才能获得稳定的K IC 值。为此要求 ()B a W a ????-?≥22.5()IC Y K σ 式中,B 是由平面应变条件对厚度的要求,a 和(W -a )是小范围屈服条件对裂纹长度和韧带宽度的要求,Y σ为屈服极限S σ或名义屈服极限2.0σ。因为材料的S σ或2.0σ是已知的,故只要估计一个K IC 值就可确定试样的厚度B 。若K IC 值难以估计,可按GB4161-84所推荐的数据,按E ys /σ来选择B 。厚度B 确定后,标准试样的高度W 和跨度S 的尺寸按以下比例确定,即 B ∶W ∶S =1∶2∶8 试样总长L 要稍大于S ,可取L >4.1W 。 5 载荷的确定 交变载荷P f 为防止在疲劳裂纹尖端形成过大的塑性区而使裂纹尖端钝化,必须对预制疲劳裂纹时所施加的交变载荷的最大值加以限制。通常规定交变载荷的最大值在裂纹尖端产生的应力强度因子K fmax 不得大于0.6~0.7K IC ,这一要求只在后一半疲劳裂纹的预制过程中得到满足即可,为了使裂纹及早形成,开始时可以施加较大的载荷。应该注意的是,在按上述要求估算预制疲劳裂纹所加交变载荷的最大值时,不能采用选择B 时所取的K IC 估计值,而要取一个偏低的值。 8-1 三点弯曲试样(TPB 试样) 材料的疲劳性能 一、疲劳破坏的变动应力 材料在变动载荷和应变的长期作用下,因累积损伤而引起的断裂现象,称为疲劳。变动载荷指大小或方向随着时间变化的载荷。变动载荷在单位面积上的平均值称为变动应力,分为规则周期变动应力(或称循环应力)和无规则随机变动应力两种。 1、表征应力循环特征的参量有: ①最大循环应力:σmax; ②最小循环应力:σmin; ③平均应力:σm=(σmax+σmin)/2; ④应力幅σa或应力范围Δσ:Δσ=σmax-σmin,σa=Δσ/2=(σmax-σmin)/2; ⑤应力比(或称循环应力特征系数):r=σmin/σmax。 2、按平均应力和应力幅的相对大小,循环应力分为: ①对称循环:σm=(σmax+σmin)/2=0,r=-1,大多数旋转轴类零件承受此类应力; ②不对称循环:σm≠0,-1 ③脉动循环:σm=σa>0,r=0,齿轮的齿根及某些压力容器承受此类应力。σm=σa<0,r=∞,轴承承受脉动循环压应力; ④波动循环:σm>σa,0 磨削裂纹产生机理和预防措施 王明勇 (淄博矿业集团职工中专,山东淄博255120) 摘 要:磨削加工在机械制造行业中被广泛应用。经热处理淬火的碳素工具钢和渗碳淬火钢 零件,在磨削时常常出现大量较规则排列的裂纹,它直接影响零件的质量。从磨削裂纹产生机 理分析入手,分析了产生裂纹的原因,从而找到预防裂纹的方法。 关键词:磨削加工;磨削裂纹;零件材质;热处理 中图分类号:TG580.6 文献标识码:B 文章编号:167125276(2003)0420044202 Mechanism of G rinding Crackle and Its Precautionary Measures WAN G Ming2yong (The Workers Technical Secondary School of Zibo Mining Group Co.,Ltd,SD Zibo255120,China) Abstract:Grinding process has been widely used in the machinery manufacture.The parts of tool steel and car2 burization hardened steel through heat treatment has often appeared grinding cracks.It influences the quality of the parts.This article analyses the mechanism of grinding crackle and finds the precautionary method. K ey w ords:grinding process;grinding crack;part material nature;heat treatment 1 裂纹的产生机理 磨削裂纹的产生是磨削裂纹引起的,磨削时零件表面的温度可能高达820~840℃或更高。淬火钢的组织是马氏体和一定数量的残余奥氏体,处于膨胀状态(未经回火处理尤为严重)。如果将其表面快速加热至100℃左右并迅速冷却时,必然会产生收缩,这是第一次收缩。这种收缩仅发生在表面,其基体仍处于膨胀状态,从而使表面层承受拉应力而产生微裂纹,这是第一种裂纹。当温度升至300℃时,表面再次产生收缩,从而产生第二种裂纹,马氏体的膨胀收缩随着钢中含碳量的增加而增大,故碳素工具钢和渗碳淬火钢产生磨削裂纹尤为严重。 淬火钢中的残余奥氏体,在磨削时受磨削热的影响即发生分解,逐渐转变为马氏体,这种新生的马氏体集中于表面,引起零件局部体积膨胀,加大了零件表面应力,导致磨削应力集中,继续磨削则容易加速磨削裂纹的产生;此外,新生的马氏体脆性较大,磨削也容易加速磨削裂纹的产生。另一方面,在磨床上磨削工件时,对工件既有压力,又有拉力,助长了磨削裂纹的形成。如果在磨削时冷却不充分,则由于磨削而产生的热量,足以使磨削表面薄层重新奥氏体化,随后再次淬火成为淬火马氏体。因而使表面层产生附加的组织应力,再加上磨削所形成的热量使零件表面的温度升高极快,这种组织应力和热应力的叠加就可能导致磨削表面出现磨削裂纹。 2 磨削裂纹的特征 磨削裂纹与一般淬火裂纹明显不同,磨削裂纹只发生在磨削面上,深度较浅,且深度基本一致。较轻的磨削裂纹垂直于或接近垂直于磨削方向的平行线,且规则排列的条状裂纹,这是第一种裂纹。较严重的裂纹显龟甲状(封闭网络状),其深度大致为0.03~0.15mm。用酸腐蚀,裂纹明显易见。这是第二种裂纹。 3 磨削裂纹的预防措施 311 磨削工艺方面 a)磨削裂纹的产生是因为磨削热所致,所以降低磨削是解决磨削裂纹的关健。一般所采用的湿磨法,无论如何注入切削热,切削液都不可能在磨削的同时进入磨削面,因而无法降低磨削点位置 收稿日期:2003203206 ?44 ?https://www.360docs.net/doc/3b12210538.html, E2mail:ZZHD@https://www.360docs.net/doc/3b12210538.html, 《机械制造与自动化》 第26卷第10期 2007年10月 实验室研究与探索 RESE ARCH AND EXP LORATI O N I N LABORAT ORY Vol .26No .10 Oct .2007 特征构件疲劳裂纹扩展试验研究 崔洪斌1 , 曲先强1 , 吕春雷1 , 马永亮1 , 张 杰1 , 王长利 2 (1.哈尔滨工程大学船舶工程学院,哈尔滨150001;2.哈尔滨工业大学材料学院,哈尔滨150001) 摘 要:由于高强度钢在疲劳断裂过程中很难产生辉纹,给裂纹扩展的研究带来一定的困难。本文在对 接焊平板的疲劳断裂试验中,采用降载勾线法制造出“海滩状花纹”,借此对裂纹扩展过程中裂纹前缘形状和裂纹扩展速率进行分析,并与Ne wman 2Raju 公式的计算结果进行比较。关键词:疲劳断裂试验;降载勾线;裂纹扩展 中图分类号:T B302文献标识码:A 文章编号:1006-7167(2007)10-0275-03 Fa ti gue C rack Gr ow th Te sts of Typ i ca l Components CU I Hong 2bin 1 , QU X ian 2qiang 1 , LV Chun 2lei 1 , MA Yong 2liang 1 , ZHAN G J ie 1 , WAN G Chang 2li 2 (1.College of shi pbuilding engineering,Harbin Engineering University,Harbin 150001,China; 2.College of material science,Harbin I nstitute of Technol ogy,Harbin 150001,China ) Abstract:It is difficult for high strength steel t o p r oduce fatigue striati ons in the fracture p r ocess of fatigue,which brings difficulty f or the analysis of the appearance of the crack gr owth and fracture mouth analysis .A marking technique,in which the slightly s maller l oad was exerted on the s peci m ens t o p r oduce the beachmark,was adop ted in the p r ocess of fa 2tigue test .The mark was used t o define the appearance and the vel ocity of crack gr owth .The result of measure ment was compared with the calculating result using Ne wman 2Raju equati on .Key words:fatigue fracture test;marking technique;crack gr owth CLC nu m ber:T B302 D ocu m en t code:A Arti cle I D :1006-7167(2007)10-0275-03 收稿日期:2007-05-11 1 引 言 随着高强度钢在工程结构中的广泛应用,高强度钢的疲劳性能越来越受到重视。由于疲劳断裂的复杂性和随机性,疲劳断裂试验仍然是研究疲劳断裂现象的重要手段,而常见的高强度钢疲劳试验中很难产生辉纹,这给裂纹扩展前缘形状和不同阶段裂纹扩展速率的研究带来一定的困难。 针对某结构中的表面裂纹扩展问题,设计了对接焊角度平板上表面裂纹扩展试验,试验中采用降载勾 线方法[123] 制造出“海滩状花纹(beach mark )”,从而对裂纹的扩展前缘形状和扩展速率进行研究,并给出一定的结论。 2 表面裂纹扩展试验 本试验在MTS810试验机上进行。采用两块160 ×80×20的板材,经过对接焊焊接成夹角10°的带角度平板试样,经过探伤检测合格后,打磨光,在试件上的焊趾部位垂直于试件轴线用铣刀加工预制窄缺口。在试件的两端施加一定的轴向压力,使得预制缺口区 域产生压弯组合应力。由于试件不是标准试件[4] ,设计了特殊的夹具。夹具采用线切割的方式加工凹槽,并把凹槽的底部和试件的两端加工成同样曲率的圆弧,这样使得试件受力更均匀且不附加约束弯矩,同时试验过程比较安全。试验采用正弦波加载,加载频率1Hz 。用读数显微镜监测试件表面的裂纹扩展。在试件表面预制缺口与焊缝对称位置上粘贴应变片,通过应变仪来测量试件内外表面上的应力。试验装置如图1图2: 3 降载勾线法 由于看不到深度方向裂纹的扩展,对于平板上的 表面裂纹,只能对裂纹沿表面方向的扩展进行监测。而用读数显微镜观察表面裂纹时,不方便确定裂纹尖 材料的疲劳性能 一.本章的教学目的与要求 本章主要介绍材料的疲劳性能,要求学生掌握疲劳破坏的定义和特点,疲劳断口的宏观特征,金属以及非金属材料疲劳破坏的机理,各种疲劳抗力指标,例如疲劳强度,过载持久值,疲劳缺口敏感度,疲劳裂纹扩展速率以及裂纹扩展门槛值,影响材料疲劳强度的因素和热疲劳损伤的特征及其影响因素,目的是为疲劳强度设计和选用材料建立基本思路。 二.教学重点与难点 1. 疲劳破坏的一般规律(重点) 2.金属材料疲劳破坏机理(难点) 3. 疲劳抗力指标(重点) 4.影响材料及机件疲劳强度的因素(重点) 5热疲劳(难点) 三.主要外语词汇 疲劳强度:fatigue strength 断口:fracture 过载持久值:overload of lasting value 疲劳缺口敏感度:fatigue notch sensitivity 疲劳裂纹扩展速率:fatigue crack growth rate 裂纹扩展门槛值:threshold of crack propagation 热疲劳:thermal fatigue 四. 参考文献 1.张帆,周伟敏.材料性能学.上海:上海交通大学出版社,2009 2.束德林.金属力学性能.北京:机械工业出版社,1995 3.石德珂,金志浩等.材料力学性能.西安:西安交通大学出版社,1996 4.郑修麟.材料的力学性能.西安:西北工业大学出版社,1994 5.姜伟之,赵时熙等.工程材料力学性能.北京:北京航空航天大学出版社,1991 6.朱有利等.某型车辆扭力轴疲劳断裂失效分析[J]. 装甲兵工程学院学报,2010,24(5):78-81 五.授课内容金属疲劳断口的宏现形状特征
材料的疲劳性能
核用Inconel690焊丝TIG焊微裂纹产生机理研究
疲劳裂纹扩展
对铆接疲劳裂纹产生机理的探讨
大锻件内部微裂纹成因与控制
疲劳裂纹的预制.
材料的疲劳性能
磨削裂纹产生机理和预防措施
特征构件疲劳裂纹扩展试验研究
材料的疲劳性能