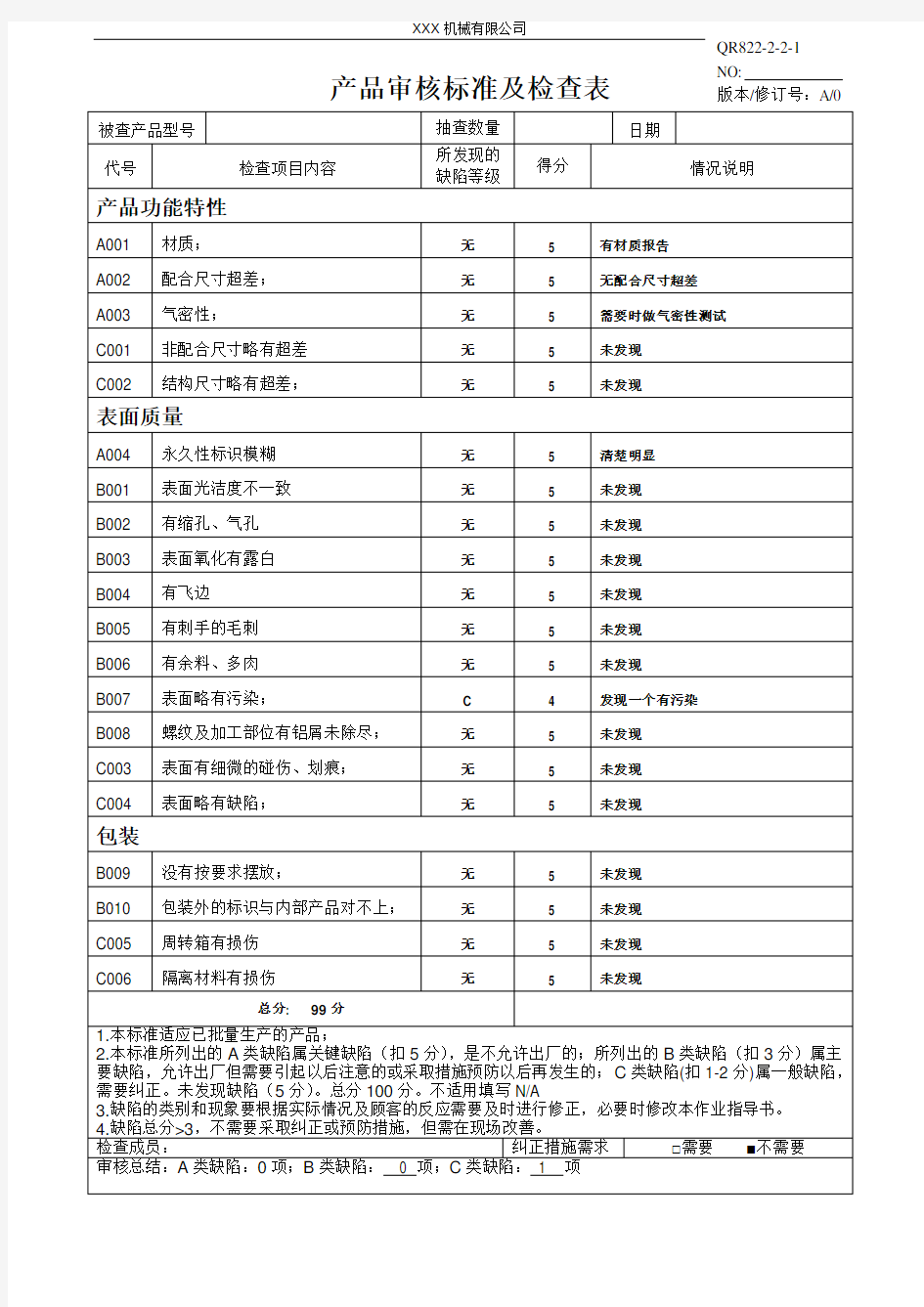
产品审核标准及检查表
产品审核程序(含表格)
产品审核程序 (IATF16949-2016) 1.0目的 通过对本公司产品的审核,按照公司技术文件(包括配方、工艺卡、检验标准等)的相关规定,以验证产品是否符合所有规定的要求,包括本公司的要求和顾客诉要求,以便及时制定纠正措施和产品质量的改进,提高产品质量水平,降低成本,提高顾客满意度。 2.0范围 产品审核适用于本公司汽车专用塑料粒子实现全过程的产品质量审核。 3.0定义 产品审核就是通过独立部门(质量部)对最近生产的产品进行随机抽查检验,判定是否与技术文件、法律法规、顾客的特殊要求相符合的审核工作。 4.0职责 4.1质量部在每年年初根据年度产品内、外部质量情况,制定《年度产品审核计划》(可与质量体系审核、制造过程审核一并制定),产品审核计划必须包括所有产品的规格类别,并经管理者代表审批后实施 4.2质量部依据年度产品审核计划,结合生产计划或库存产品,编制《产品审核计划表》。 4.3质量部根据《产品审核计划表》组织实施产品审核活动,并记录、评价、发放产品审核结果报告或《纠正预防措施表》到各责任部门。 4.4各责任部门负责对产品审核的不合格项进行原因分析,制定纠正措施,并
按照措施计划组织实施,将制定的改进措施在要求完成时间内报质量部。 4.5质量部负责对责任单位上报的改进措施的实施情况和有效性进行跟踪、验证。验证结果不合格,责任单位必须重新分析问题的根本原因和制定改进措施。 4.6质量部可以根据内、外部重大质量事故或公司领导的指示,临时组织实施产品审核。 5.0工作规定和内容 5.1产品审核项目的确定 5.1.1功能、性能:根据顾客要求、标准及其本公司的相关技术文件,确定的产品的功能性能要求的技术指标。 5.1.2尺寸:主要的外形尺寸、联接尺寸等(本公司暂时没有尺寸要求,不适用)。 5.1.3外观:产品表面技术要求(颜色、黑点、麻点、颗粒的形状等)。 5.1.4包装:包装袋/箱的质量要求,是否与技术要求相符。 5.1.5标签:内/外包装的合格证、特殊标识(如RoHS标识)、产品型号批号、生产日期等。 5.2产品审核缺陷分级规定 5.2.1严重缺陷/关键缺陷(用A表示):影响产品安全或法规要求的项目,以及关键的功能性能的指标,会导致顾客退货或索赔。 5.2.2重要缺陷/主要缺陷(用B表示):严重影响产品的主要功能性能或使用要求,会引起顾客的不满或抱怨的缺陷,顾客可能会提出投诉。 5.2.3一般缺陷/次要缺陷(用C表示):不影响产品的使用要求,一般顾客不会发现,对那些要求极高的顾客会提出抱怨。
2018产品审核检查表
宜欣塑膠(東莞)有限公司 稽核查檢表 NO.YHP201808 2018年IATF16949產品審稽查檢表 稽核人員: 閆華平、王永林稽核類型: 產品審核第 1 页共2頁項次稽核內容稽核結果說明 1 2 3 4 5 6 產品信息 抽樣日期、數量 抽樣地點 生產日期、地點 產品審核依據: ①.客戶圖紙 ②.SIP、SOP ③.PMP 產品審核項目 6-1包裝方式的適宜性 6-2原材料檢驗 6-3外觀檢驗 2018/8/3、5PCS 成品倉庫 2018/7/31 製造B棟 42# B班生產 版本:0.1版 發行日期:2017.12.13 由宜欣制訂發行文件, 客戶承認狀態 a.622#紙箱/622#A隔 板/PE袋/ b. 1箱=800PCS c.層與層之間及箱底 箱面各放1pcs隔板 材質符合圖紙要求,特 性符合客戶要求 與樣品比對目視檢驗 無色差,測色De=0.68, 符合客戶De<1.0的規 格要求。 客戶:AE廠(待出貨成品) 品名:CAP 料號:A100001200200 此包裝方式適合產品運輸過程, 可保護產品表面,達到客戶要求 PP7633 40216#顏色:比對標準色 差目視檢驗OK,外觀:無異色, 環保:OK ESR-A-012
宜欣塑膠廠 稽核查檢表 NO.YHP201808 2018年IATF16949產品審稽查檢表 稽核人員: 閆華平、王永林受稽核單位: 產品審核過程第 2 页共2頁項次稽核內容稽核結果說明目視:6-3-2表面 水口 變形度 異色點 螺絲孔 縮水 氣紋 毛邊 缺料 結構 刻字 6-4尺寸檢驗 ①13.55±0.10mm
VDA6.3----过程审核,VDA6.5产品审核,内审检查表
1前言 本标准描述了过程审核的意义及应用领域,说明了体系审核、过程审核及产品审核之间的关系,目的是在汽车及其配套工业中采用此管理手段时能达成共识。 标准中对环境保护给予了适当的考虑,这主要是针对顾客的要求。但这并不要求对是否满足所在国法规进行审核。供方往往通过其他的验证来说明是否满足所在国法规。 标准是实施内部和外部过程审核的一个,因此只列举一些典型过程的特殊要求及细节。在实际工作中,审核员要在过程专家的帮助下制订过程审核的细节。 标准的目的是在对不同的企业进行审核时,以此既定的审核提问表为过程审核的基本程序来进行审核,使其具有广泛的对比性,并减少审核的费用。 审核结果可以被第三方承认,这取决于对审核报告进行详细分析的结果。有时还需要其他资料,由第三方根据自己的尺度决定。 2 体系审核、过程审核及产品审核之间的关系 体系、过程审核及产品审核是三种审核方式。列举这三种审核方式并不说明不存在其他审核方式。 比较: 这些分别独立的审核方式在一定程度上存在共性。 第13章是过程提问与体系审核提问的对照表。 对审核方式及相关的概念、解释、定义、审核人员资格、基本原则、文献等的进一步说明见VDA6第A部分。 也可以按照本手册对各种经营过程进行审核。 3关于过程审核的规定 3.1任务 过程审核用于对质量能力进行评定,使过程能达到受控和有能力,能在各种干扰因素的影响下仍然稳定受控。 通过以下各点来达到上述目的: 3.1.1 预防 预防包括识别和指出缺陷可能性,以及采取措施防止缺陷的首次出现。 3.1.2 纠正 纠正是指对已知的缺陷进行分析,采取措施消除并避免缺陷的再次出现。 3.1.3 持续改进过程(KVP)
产品审核检查表英文版
PRODUCT AUDIT CHECKLIST
Score Score[Document number listed] 5. SMT PRINTING A. Solder Paste 5.1Is the Solder paste part number correct with Work Instruction ?1 5.2Is the solder past valid usage within date before expire ?1 5.3Does the solder paste stir corrected against Work Instruction ?1 1 5.5Does the solder thickness met requirement and is the thickness measured on each interval time commit controlled ? 1 5.6Can explain if the paste printing CPK Data out of specification, what the action taken to eliminated problem ? 5.7Is the machine identified on the Work Instruction and record quality ?1 B. Placement + Wave 5.8Are the components/ part addressed correctly on the loader against BOM or Loading component?1 1 5.9Does the failure pick and place component flag/ alarm and execution stop when abnormal condition detected ? 5.10Does the program executing appropriated to the product audit ?1 5.11Does the component feeder correct with the requirement ?1 1 5.12Does the PWB part number cross-reference to the PCBA part number and revision on BOM/Loading component? (probably part number affix on packaging] 1 5.13Does the Wave solder temperature, conveyor speed determined on the Loading component or Work Instruction ? 1 5.14Does the S/N label attached properly refer to Work Instruction, location, alignment, legible, no wrinkle or smeared ? 5.15Is it the qualification maintain? Review record pertaining qualification1 C. AOI Inspection 5.16Is the revision and controlled document provided and followed ?1 5.17Are AOI complementary methods, which include solder joint inspection, used for all reflowed parts ?1 5.18Is the AOI programmed update with customer feedback or failure ICT/FCT ?1 5.19Does the rejected board put sticker and keep separately with passed board ?1 5.20Does the AOI program cover the critical component, solder joint and other specify from customer ?1 5.21Is the Passed board stamp in a uniquely location to identify after AOI passed ?1 D. Manual Inspection 5.22Is the revision and controlled document provided and followed ?1 1 5.23Is the equipment (microscope, luxo lamp, stamp, acetone, ethanol, etc) mentioned and required at Work Instruction ? 5.24Does the Rejected park identify and separated with passed board?1 5.25Does the Critical component inspection addressed on the Work Instruction and followed ?1 5.26Is it record maintain ? Review the record pertaining quality product audit.1 6. AUTO INSERT 6.1Is the revision controlled Work Instruction displayed for operator to executed ?1 6.2Does the part appropriate with the product specification BOM/ Loading list ?1 6.3Is the Lead length; lead angle; polarity and value met the requirement ? 1 The minimum sampling taken for verification 7. COMPONENT PREPARATION & MANUAL INSERT 7.1Is the revision controlled Work Instruction displayed for operator to executed ?1 7.2Does the cutted component met the specification and tolerance requirement ? 1 (Check the minimum sampling to verify cut/ forming specification) 7.3Does the equipment/tools details and assigned as per Work Instruction?1 1 7.4Does the Machine cutting specify and standard usage for the model audit ? (The Work Instruction may requested clarifies machine) 8. MANUAL SOLDER & TOUCH UP A. Board Cut Tab 8.1Is the revision controlled/updated Work Instruction displayed for operator to executed ?1 8.2Does the result cutted good ? evidence verified if met the requirement !1 B. Manual Solder + Touch-UP 8.3Are the controlled/updated Work Instruction displayed for the operator at each assy. station ?1 8.4Is the solder Work Instructionre corrected and mentioned on the Work Instruction ?1 8.5Is the component orientation and location inserted correct ?1 1 8.6Does the Poka Yoke maintain as the one piece insert in one hand? The lots grasp components is not allowed 1 8.7Does the soldering result appearance met the standard requirement per IPC-610D ? Inspect the minimum sampling for verification solder appearance. 8.8Does the supported jig/template are valid with product ? NA for jig/template not requirement and 1 Score '0' for improper jig or template 1 8.9Does the label attached referred to Work Instruction, alignment, location ? (Take sample to verify label attached) 8.10Is the cleaning method appropriate with the requirement on Work Instruction ? 1 The cleaner liquids i.e. acetone, kester, ethanol shall determined on the Work intruction. 1 8.11Can demonstrate how to conduct the proper cleaning method, monitoring the operator when board cleaning ? Score NA if the point 8.9 not required. 8.12Does the Rejected board identified, sticker/arrow and put separately in convention ?1 1 8.13Does the board passed wrap or handle with the properly package ? (Bubble bag, anti static bag, etc.) 8.14Can demonstrate if the AOI inspected the critical component ?1 8.15Is the AOI re-programmable for ICT failure or customer complain ?1 8.16Does the AOI board pass indicate with unique stamp/code location ? 1 Neither rejected board does the sticker put on reject location ?
ISO9001内部质量审核检查表范例完整版
好好学习社区 ISO9001:2015内部质量审核检查表 受审核部门审核日期审核员 审核准则ISO9001、体系文件、适用法律法规 符合说明○”符合;“?”观察项;“△”一般不符合;“×”重大不符合※不符时记入证据、事实。 涉及条款审核内容、证据及方法审核记录审核发现范围 1.组织QMS覆盖范围和过程是否有缺失?无缺失、覆盖全面√ 2.组织QMS对标准条款是否删减?如有,所删减条款中过程确 凿没有? 无删减√ 4.1 理解组织及其环1.组织是否确定与其目标和战略方向相关并影响其实现质量管 理体系预期结果的各种外部和内部因素?是否对这些相关信息 进行监视和评审? 最高管理者应确定与本公司质量目标和战略方向相关并影响实现质量管理体系预期结果 的各种内部因素(公司的价值观、文化、知识、绩效等相关因素)和外部因素(国际、 国家、地区和当地的各种法律法规、技术、竞争、文化和社会因素等)。这些因素可以包 括需要考虑的正面和负面因素或条件。 本公司定期对这些内部和外部因素的相关信息进行监视和评审,以确保其充分和适宜。 √ 4.2 理解相关方的需求和期望1.组织是否确定了与质量管理体系有关的所有相关方?是否对 这些相关方制定相关要求并进行了监视和评审? 公司应确定: a)与质量管理体系有关的相关方; b)这些相关方的要求; 公司应对这些相关方及其要求的相关信息进行监视和评审,以便于理解和持续满足相关 方的需求和期望。 组织应考虑以下相关方: --顾客; --最终用户或受益人; --法人,股东; --银行; --外部供应商; --雇员及其他为组织工作者; √
--法律法规及监管机关; --地方社区团体; --非政府组织;。 理解相关方的需求和期望可以帮助本公司更好的建立清晰的方针和目标,做到目的明确。满足相关方的要求并争取做到更高的期望值。 表1 外部相关方及要求与期望 相关方要求与期望 法律法规及监管机关符合法律法规要求 顾客、最终用户或受益人提供的技术方案或研发的产品符合最初提出的要求 银行有能力支付银行的款项 外部供应商价格合理,结算及时,有规范的流程或手续 第三方认证服务机构满足ISO9001体系要求,持续改进质量管理体系 第三方监测机构配合监测 表2 内部相关方及要求与期望 相关方要求与期望 法人,股东合法,客户满意,成本低 雇员及其他为组织工作者清洁卫生,工作时间合理,工作强度不大、薪酬合理 4.3 确定质量管理体系的范围1.组织是否确定了质量管理体系的范围?是否对这些信息形成 了相关文件? 组织应明确质量管理体系的边界和适用性,以确定其范围。 在确定质量管理体系范围时,组织应考虑: a)各种内部和外部因素,见4.1; b)相关方的要求,见4.2; c) 组织的产品和服务。 根据本组织产品和服务特点,标准的所有条款均适用于本组织并决定全部予以实施。 本公司质量管理体系的范围为:杭州市滨江区滨康路568号物理边界区域范围内的医药 健康产品的技术开发。 √
产品审核和过程审核表格模板
2006-2007年度产品审核报告JL-G06-03 No.总0701 1审核目的 通过对产品质量的客观评价,获得出厂产品的质量信息,以确定产品的质量水平及其变化趋势,进而采取相应的措施。 2受审产品的围 公司生产的为汽车整车或汽车零部件厂配套的所有减震器产品。 3审核准则 3.1质量不合格分级评定表; 3.2产品标准和技术规; 3.3产品图纸和检验指导书等。 4审核方式 从仓库随机抽取合格样品进行观察和实测。 5产品审核情况概述 5.1根据《产品审核方法》的规定,应对目前本公司生产的所有28个品种汽车用减震器产品进行审核。审核中从成品库的合格品中抽取样品,进行检测和分析。由于其中11个品种的产品未生产或库房无存货,实际上只审核了18种产品。 5.2产品审核小组分别于2006年12月26-28日和2007年1月8-10日,分两次进行了审核。 5.3未审核的10种减震器产品,审核组将根据生产或库存情况,安排在3月中旬再进行审核。 6两次审核情况汇报 一、测试条件检查情况 在两次审核中,审核组首先对车间的产品测试/试验设备和条件进行检查,测试/试验设备和条件皆处于良好状态,未发现任何问题。 产品型号55130 4A000 -1 55218 -6V00 55614 -4A00 55225 -4A00 55217 -4A00 55216 -4A00 B11-2 80101 1 B11-2 81008 S22-2 91205 3 A11-3 33010 25 B11-2 91902 B11-2 90911 JQ H4A0 21.0 JQ H4A0 51.0 JQ H 4A500 .0 JQ H4300 1.0 JQ H 4A200 .0 JQ H2181 1.0 产品名称总成橡胶 圈缓冲 块总 成 后衬 套总 成 后簧 上 后簧 下 (二) 后簧 下 (一) 橡胶 衬套 后橡 胶衬 套 钢板 弹簧 前衬 套 橡胶 铰链 总成 右连 总成 左连 总成 吊架 总成 吊架 总成 后限 位总 成 上限 位总 成 发动 机前 支承 发动 机前 支承 软垫 质量指数U 99.6 100 98 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 标准质量指数 U S 98 98 98 98 9898989898989898989898989898 质量水平 I=U/US 1.02 1.02 1 1.02 1.02 1.02 1.02 1.02 1.021.021.021.021.021.021.021.021.021.02扣分/抽样数 5 5 5 5 55555555555555三、质量指数统计图
TS内部质量审核检查表(参考)
备注: 1.第1)部分和2)到6)列:由审核员在内核前完成,且每个顾客导向过程必须建立一个独立的检查表; 2.第1)部分:应该包括顾客导向过程中涉及的各个现场或各个部门和在审核中可能报告的相关人员;TS/SLQ4-01-025-1 内部质量体系审核检查表顾客导向过程(COP)1)::顾客要求评审
内部质量审核检查表顾客导向过程(COP)1)::过程设计 备注: 1.第1)部分和2)到6)列:由审核员在内核前完成,且每个顾客导向过程必须建立一个独立的检查表; 2.第1)部分:应该包括顾客导向过程中涉及的各个现场或各个部门和在审核中可能报告的相关人员;
备注: 1.第1)部分和2)到6)列:由审核员在内核前完成,且每个顾客导向过程必须建立一个独立的检查表; 2.第1)部分:应该包括顾客导向过程中涉及的各个现场或各个部门和在审核中可能报告的相关人员;
内部质量审核检查表顾客导向过程(COP)1):产品和过程验证确认 备注: 1.第1)部分和2)到6)列:由审核员在内核前完成,且每个顾客导向过程必须建立一个独立的检查表; 2.第1)部分:应该包括顾客导向过程中涉及的各个现场或各个部门和在审核中可能报告的相关人员;
备注: 1.第1)部分和2)到6)列:由审核员在内核前完成,且每个顾客导向过程必须建立一个独立的检查表; 2.第1)部分:应该包括顾客导向过程中涉及的各个现场或各个部门和在审核中可能报告的相关人员;
内部质量审核检查表顾客导向过程(COP)1):产品生产 备注: 1.第1)部分和2)到6)列:由审核员在内核前完成,且每个顾客导向过程必须建立一个独立的检查表; 2.第1)部分:应该包括顾客导向过程中涉及的各个现场或各个部门和在审核中可能报告的相关人员;