织疵的产生原因及消除方法
织疵的产生原因及消除方法
袜机在日常生产中,由于各种机件的磨损和损坏或动作位置的变动而影响了机器的正常运转,从而在织物上就会产生各种疵点,如:破洞、轧毛、断线头、撞断针踵、漏针、豁袜头、逃花……等。为使袜机正常编织,现将一般疵点的产生原因和消除方法分别进行叙述。
第一节破洞
在织物上线圈的断裂就称为破洞。
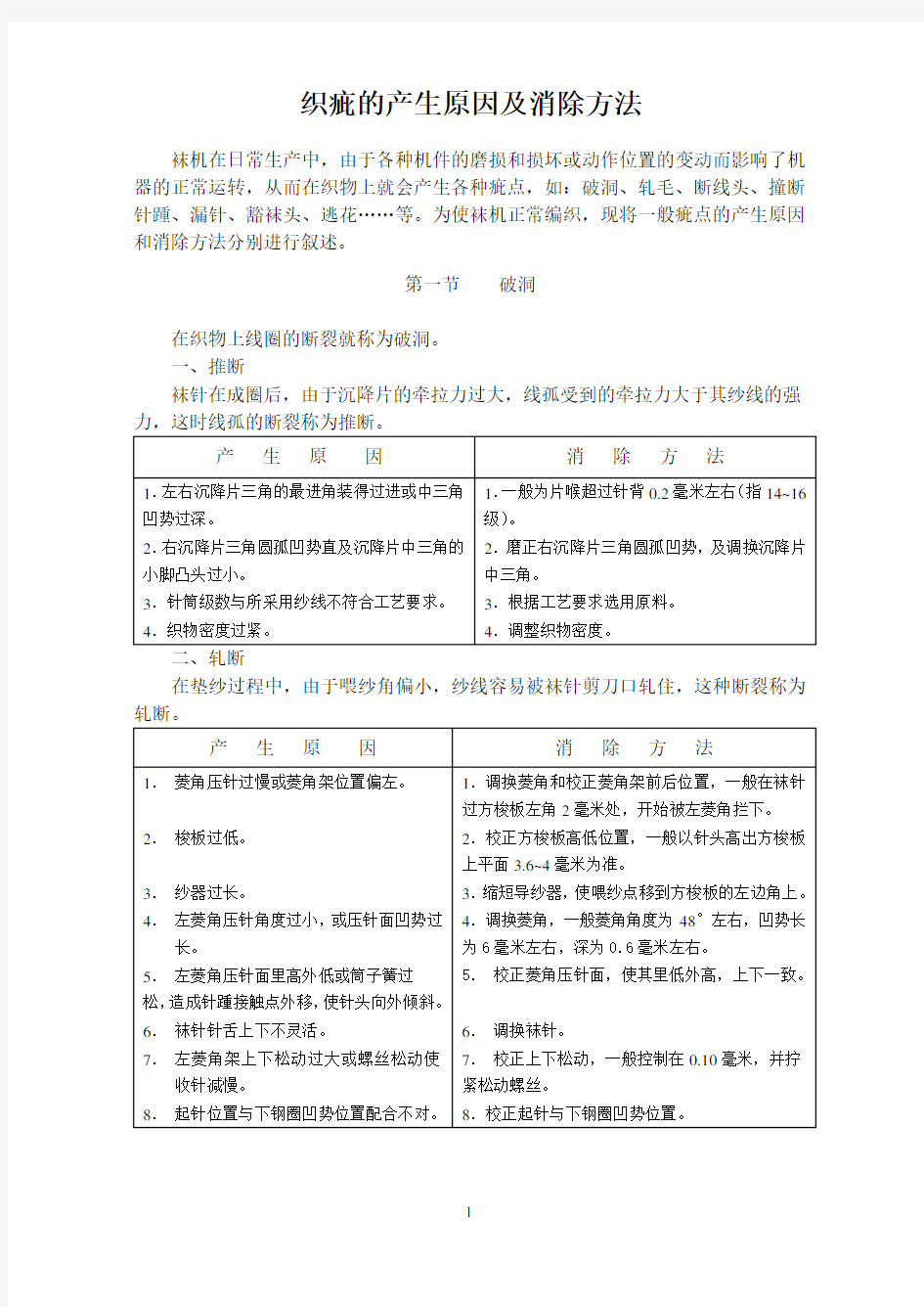
一、推断
袜针在成圈后,由于沉降片的牵拉力过大,线孤受到的牵拉力大于其纱线的强
二、轧断
在垫纱过程中,由于喂纱角偏小,纱线容易被袜针剪刀口轧住,这种断裂称为
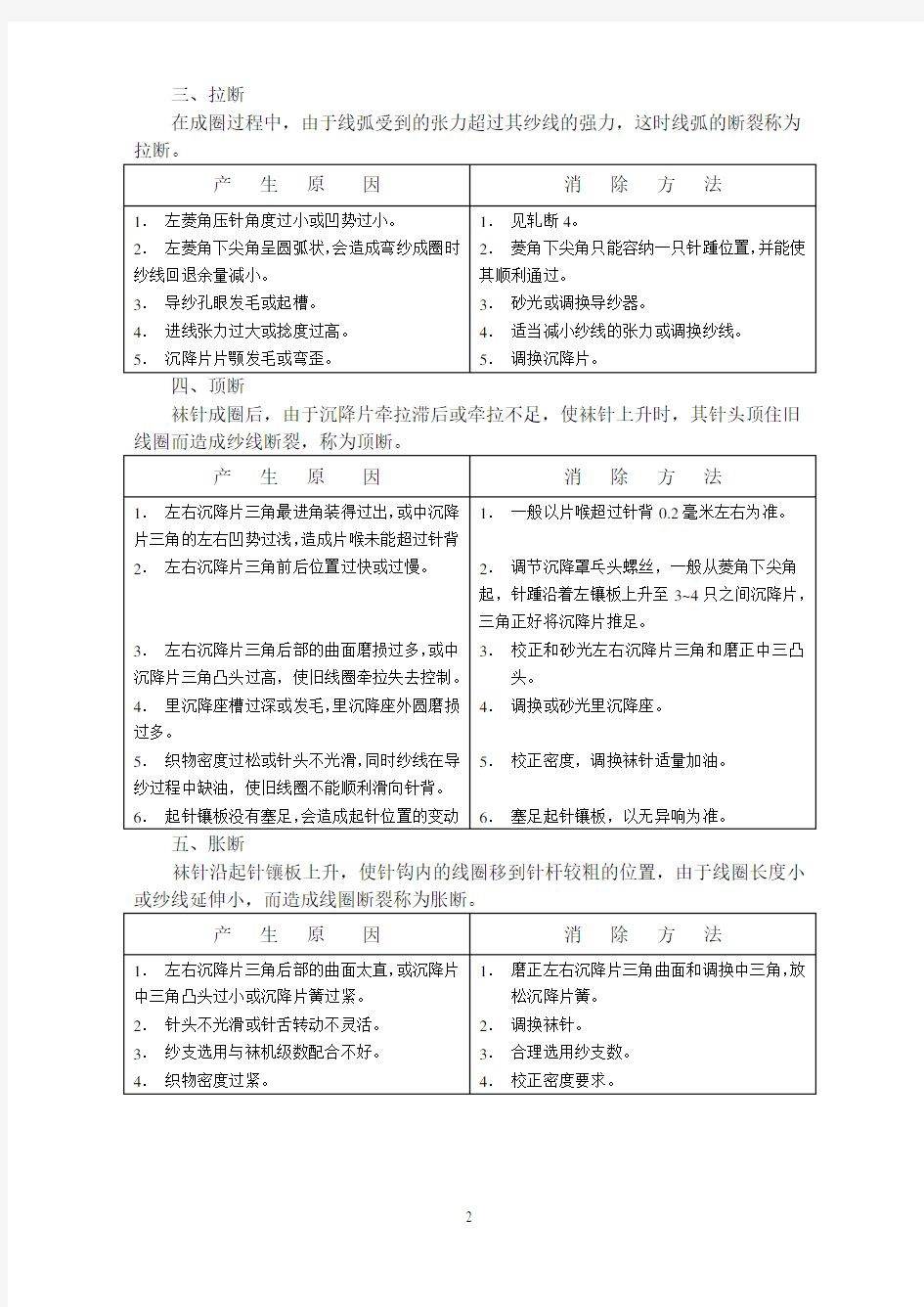
三、拉断
在成圈过程中,由于线弧受到的张力超过其纱线的强力,这时线弧的断裂称为
袜针成圈后,由于沉降片牵拉滞后或牵拉不足,使袜针上升时,其针头顶住旧
五、胀断
袜针沿起针镶板上升,使针钩内的线圈移到针杆较粗的位置,由于线圈长度小或纱线延伸小,而造成线圈断裂称为胀断。
六、缝合圈的轧碎(俗称缝头眼子轧碎)
袜头编织结束,开始编织缝合圈时,由于机件配合不良,使个别缝合圈线弧被
第二节合罗纹后编织平针时的疵点
一、罗纹口虚环以及轧碎
当罗纹口合好后,由于喂线过早,造成针钩内余线过长,在部分袜针上形成不规则的虚环,称为罗纹口虚环;这段虚环在第二转成圈时容易产生拉断,这一部位
其他的产生原因可参阅本章第一节的内容。
二、罗纹口漏针以及豁口
当罗纹合好后,开始喂纱时,由于成圈机件配合不当,使第一只长踵袜针没有及时钩到纱线而造成漏针,严重时就形成豁口,这种织疵称为罗纹口漏针以及豁口。
续表
三、罗纹口花针(吊针)
当罗纹合好后,在第一转成圈时,由于某些成圈机件配合不当,使部分袜针上的老线圈没有退圈,针钩内同时存在两根线弧,在第二转中脱圈,这种疵点,称为罗纹口花针。
第三节撞针
在袜子编织过程中,由于某些机件的磨损或机件间相对尺寸配合不好,造成袜针、提花片、底脚片及沉降片与机件撞击的现象,称为撞针。
一、在编织袜统时袜针针踵的撞断
二、在编织袜头跟时撞断长踵袜针。
三、在编织袜头跟时撞断短踵袜针。
四、菱角架进出时撞断长踵袜针。
五、底脚片片踵撞断。
六、提花片片踵及提花片齿撞断。
第四节袜身疵点
一、纵向条纹又称稀紧路。
在编织过程中,由于成圈机件磨损或配合不良在袜子正面有部分的线圈纵行,有宽于或狭于正常纵行,宽者称稀路,狭者称紧路,总称为袜子的纵向条纹或稀紧
二、织物密度不匀
在编织过程中,由于某些对密度有关的机件相互配合不当,而产生织物上密度松紧不匀现象,影响了袜子的长短。
三、织物上线圈大小不匀。
在编织过程中,由于成圈机件配合不良,在织物上出现部分线圈大小不匀的现象。
四、袜子正反面起毛
在编织过程中,由于袜针、沉降片或其他机件擦伤纱线,使织物的正反面出现
第五节袜头跟疵点
一、袜头跟密度不匀
在袜头跟编织时,由于成圈机件磨损不一或相互差异过大,而产生袜头跟织物一转松、一转紧,形成袜头跟密度松紧不匀。这种织疵又称头跟松紧花。
二、袜头跟歪角
在编织袜头跟时,两边的挑针数不等或揿针数不一造成袜头跟两边的提针线长
三、提针线轧毛
在编头跟时,由于机件配合不当或工艺不当,使提针处的线圈轧毛,生产上又称辫子轧毛。
四、提针线孔眼(俗称包针眼)
在编织袜头跟时,由于成圈机件配合不良,在袜机倒顺转的最后一针,出现老线圈重套,使此针在下转被挑起时,针杆上只有一只线圈。这样在提针线上就形成
第六节漏针
在编织过程中由于成圈机件相对位置配合不良,使部分或个别袜针勾不到纱线,在织物上形成纵行间线圈脱散。
第七节豁袜头
在倒顺转编织袜头跟时,由于某些机件发毛或互相配合不当,产生余线回退不足或影响垫纱位置,使针钩没有勾取进线,造成袜头跟的并列的漏针,称为豁袜头。
续表
第八节坏针舌和针头
一、削针头
由于成圈机件的作用面磨痕过深或走针运动方向的变化,在正常运转的条件下,发生针头断裂,俗称为削针头。
二、坏针舌
在运转过程中,由于成圈机件的作用面磨痕过深,或走针运动方向的变化,引起针舌发毛,歪斜和断裂,称为坏针舌。
第九节夹底闪色疵点
一、夹底不齐和跳浜。
在编织夹底部段时,由于添纱机件配合不衣或添纱张力过松,使夹底位置不固
二、夹底密度过紧
在编织夹底部段时,由于夹底打松部分机件配合不良,使夹底织物密度比袜面紧。
三、闪色露底
在编织添纱组织时,由于成圈机件配合不良,使地纱与添纱相对位置不稳定,在织物上形成不规则的露底现象,这种不规则的露底称闪色露底或夹底反花。
第十节编织横条织物时的疵点
一、横条调线不齐及调线位置偏歪
在编织横条织物时,由于调线机件磨损或相互配合不当,使导纱器在交替进入工作时有快有慢,产生调线处位置不齐,或调线位置偏左偏右,前者称为调线不齐,
续表
二、横条花纹错乱
在编织横条织物时,由于反链条架、反高节链条及其有关的机件,磨损过多或
第十一节缺花及多花
在编织绣花织物时,由于机件的磨损或相对位置配合不良,使花型的完全组织出现残缺或多余的花。这些织疵前者称缺花或逃花,后者称多花。产生这种疵点原因很多,一般可以按织疵情况来判定。如织疵是产生在纵条上的,一般可检查针筒、提花片、袜针、底脚片或沉降片;如产生在一个横列上,可检查选针机构;如分散
续表
第十二节断吊线和绣花露底
一、断吊线
在绣花过程中,由于机件的磨损,起毛或位置配合不良,而造成吊线断裂。这种现象称为断吊线。
消除视差的方法
消除视差的方法: 消除视差的方法是反复进行目镜和物镜调焦。直至眼睛上、下移动,读数不变为止。此时,从目镜端所见十字丝与目标的像都十分清晰。物镜调焦后,当眼睛在目镜端上下稍微移动时,有时会出现十字丝与目标有相对运动的现象,这种现象称为视差。产生视差的原因是目标通过物镜所成的像没有与十字丝平面重合。由于视差的存在会影响观测结果的准确性,所以必须加以消除。消除视差的方法是反复进行目镜和物镜调焦。直至眼睛上、下移动,读数不变为止。此时,从目镜端所见十字丝与目标的像都十分清晰。 水准仪: 水准仪(英文:level)是建立水平视线测定地面两点间高差的仪器。原理为根据水准测量原理测量地面点间高差。主要部件有望远镜、管水准器(或补偿器)、垂直轴、基座、脚螺旋。按结构分为微倾水准仪、自动安平水准仪、激光水准仪和数字水准仪(又称电子水准仪)。按精度分为精密水准仪和普通水准仪。 微倾水准仪 借助微倾螺旋获得水平视线。其管水准器分划值小、灵敏度高。望远镜与管水准器联结成一体。凭借微倾螺旋使管水准器在竖直面内微作俯仰,符合水准器居中,视线水平。
自动安平 借助自动安平补偿器获得水平视线。当望远镜视线有微量倾斜时,补偿器在重力作用下对望远镜作相对移动,从而迅速获得视线水平时的标尺读数。这种仪器较微倾水准仪工效高、精度稳定。 激光水准仪 利用激光束代替人工读数。将激光器发出的激光束导入望远镜筒内使其沿视准轴方向射出水平激光束。在水准标尺上配备能自动跟踪的光电接收靶,即可进行水准测量 数字水准仪 这是20世纪90年代发展的水准仪,集光机电、计算机和图像处理等高新技术为一体,是现代科技最新发展的结晶。
面料织疵分析DOC44(1)
面料织疵分析 由纤维原料到最后制造成成品织物,需经过纺纱、织造、印染等工程,且每种工程中,又需经过一连续多个加工过程(Process)始能完成。 在各层次的加工中,设定条件之不当,人员操作之疏忽,机械之故障等,均可能致使产品发生外观上之缺点。就理论上言之,加工之层次愈多,则发生缺点之机率亦愈高。 在织物外观所能见到之此种缺点,称谓织物瑕疵(Fabric Defect)。但亦有在胚布状态无异状,若经漂、染加工后则显着出现,此种一般多称之谓潜隐瑕疵(Latent Defect)或隐性瑕疵。 我国有一句俗语:「多作多错,少作少错,不作不错。」,此语虽在现代工作精神上不合时宜,但用在纺织多层次加工所产生之瑕疵上却甚为切合实际。 世界上少有完美之事物,纺纱工程会使原纱产生瑕疵,例如棉粒(Nep)、粗结(Slub)等;织造工程会使胚布产生瑕疵,例如并纬(Mispicks)、断经(Broken Ends)等;印染工程会使成品布产生瑕疵,例如染料点(Dye Spot)、结尾色差(Tailing or Ending)等。品质优良之成品织物,其瑕疵应为极少。 如某种成品织物之瑕疵甚多,无论是用作制衣、被服、或其它日用品及装饰品,均会影响其美观,而降低其价值。 二、织物瑕疵之外观特征与成因 由纤维至成品织物,加工之阶段可分为纺纱(Spinning),织造(Weaving),练漂、染色、印花(Scouring & Bleaching,Dyeing,Printing)与整理加工 (Finishing)四大阶段。 现以在各阶段中可能发生之瑕疵,用工厂一般通用之名称,就其外观特征与生成之原因分述于下:
布料外观疵点图解及成因分析
GTT大讲堂【148】布料外观疵点图解及成因分析-纱线疵点纱线疵点 简称“纱疵”,即织物纱线本身存在瑕疵,常见的纱疵有粗节、棉结、布开花、条干不匀、云织等等。 粗节(竹节) 外观:织物的经纱或者纬纱存在一小段比正常纱捻度少的粗节。 成因:精纺喂入粗纱时,纤维内密度不均匀,有较小密集的纤维束成纱。
布开花 现象:染色织物布面有极少纤维不上色,或者上色较浅,泛白。 成因:1.棉纤维内含有不着色的死棉纤维;2.纺纱时,一根纱线中混入了其他纤维,如棉纱混入极少的聚酯纤维,染色时没有高温染色或者使用分散性染料,使混入的纤维着色不良。 棉结 现象:布面呈现类似接头大小的(棉)纤维团,且纺入纱中。如将其拔下,纱则有可能断裂。(低等棉纺纱常有此问题。) 成因:原棉纤维中有死棉纤维团,在清花工序中没有清干净。
GTT大讲堂【149】布料外观疵点图解及成因分析-织造疵点(1)织造疵点 织疵主要指在织造过程中,由于织机故障、送纱张力问题或者油渍污染等原因造成影响布面效果的织物疵点。织疵现象多种多样,典型的常见的代表有断纱,稀密路、织造破洞、跳纱、组织错误(错综)、蛛网、纬缩、筘痕、油污纱、纬纱扭结、百足以及各种边疵等等。
1、断经 现象:织物上经纱断掉一根或者多根。 成因:经纱在织造的过程中断裂,自停装置失灵,未将经纱接好而继续织造。 2、断纬 现象:织物中的纬纱断裂,但断开的两端间距较短。
成因:1.纬纱在织造的过程中断裂,但瞬间继续织入,仅缺一小段距离。2.纬纱上有严重的粗结或者飞花,拆除时导致纬纱断裂。 3、双纬与脱纬 现象:单纬织物一个梭口内有两根纬纱织入布内。三根及以上并在一起则称之为“脱纬”。 成因:1、全幅双纬:误将两根纬纱混入一个织口;2、非全幅双纬:边剪设定不当或不够锐利,或断纬后未将纱尾消除。
常见织疵形成的原因及预防措施
泡泡布 形成原因: 1.氨纶丝未经导丝辊,从侧面进入。 2.导丝轮不转或不灵活。 3.无芯纱流入下工序未卡住。 4.氨纶丝位置不当,导致包覆不良。 预防措施: 1.定期检查芯丝位置,确保芯丝在须条中间偏左位置。 2.精心挑拣已落下的纱,避免无芯纱流入下工序。 3.加强巡回,丝轮不转及时发现,将纱卡下并维修丝轮。 条干布 形成原因: 1.牵伸部件运转不良,如皮辊损伤、偏心、跳动,罗拉粘棉结、 杂物,罗拉轴承座磨损,无下皮圈纺纱,上下皮圈损伤,罗拉偏心、弯曲、上肖失效等。 2.一头缠花严重,另一头继续纺纱(失压)。 3.导纱动程跑偏。 4.罗拉加压不良(并条、粗纱等)。 5.纱条通道不光洁,造成挂花。 竹节纱 (灰竹节) 形成原因:
1.清梳工序漏底花堆积太多,带入棉层。 2.各工序通道粘、缠、挂、堵带入(三角区、龙头,并粗、细纱 牵伸通道) 3.绒板、绒套、绒辊花带入(并条、粗纱、精梳、细纱)。 4.高空清洁积花掉入半成品或正在纺纱机内。 5.各工序清洁方法不当。 6.卡疵把关不严,疵点流入下工序。 7.清洁不彻底(例如粗纱斜坡、车面清洁不及时,巡回吹吸风吹 入,打擦板时的飞花卷入纱条等)。 8.各工序揩车不良,油飞花粘附纱条,半成品棉条、粗纱掉地, 造成污染。 三丝疵布 形成原因: 1.拣花间未拣净,后工序未卡住。 2.个别员工在工作场所梳头,清洁工具破损掉毛仍在使用。 应对措施: 1.加强员工拣色杂责任心教育,后续工序严格执行卡疵把关制度。 2.加强管理,严格要求,杜绝在工作场所梳头现象;同时,车间 定期对清洁工具检查,发现掉毛立即停止使用。 粗经、粗纬 形成原因: 1.粗纱断头、烂纱后未及时停车,飘入邻纱未处理干净。
纺织面料基本知识
纺织面料基本知识
纶)、聚丙烯腈纤维 (腈纶)、聚丙烯纤维(丙纶)、聚乙烯醇缩甲醛纤维(维 纶)、聚氯乙烯纤维(氯纶) 无机纤维:碳纤维、金属纤维、玻璃纤维 (1)常用纺织纤维的表示方法 棉纤维C,亚麻L,苎麻Ramie,桑蚕丝S,羊毛纤维W,粘胶纤维R,涤纶纤维P(T),腈纶纤维A,锦纶纤维N,丙纶纤维PP,等等。 (2)常用纺织纤维的鉴别方法 a手感目测法: 手感目测法是鉴别纤维最简单的方法。它是根据纤维的外观形态、色泽、手感及拉伸等特征来区分天然纤维、麻、丝、毛及化学纤维。 b燃烧法:鉴别纤维的一种快速简单的方法,见附表1。 c化学溶解法:根据各种纤维的化学组成不同,在各种化学溶液中的溶解性能各异的原理来鉴别纤维。这个方法可靠、准确,既可定性又可定性分析。 表1各种纤维在燃烧时的特征
1、常见纺纱方式和特点 (1)环锭纺:条子或粗纱经牵伸后的纤维条通过环锭钢丝圈旋转引入,筒管卷绕速度比钢丝圈快,棉 纱被加捻制成细纱,钢丝圈由筒管通过纱条带动绕钢领回转,进行加捻,同时钢领的摩擦使其转速略小于筒管而得到卷绕。纺纱时须条是通过钢丝圈绕在锭子上旋转,进行加捻,是现在最为普遍的一种纺纱方法。 优缺点:纱中纤维内外缠绕联接,纱线结构紧密,强力高,效率低,毛羽较多。 (2)气流纺:气流纺不用锭子,主要靠分梳辊、纺杯、假捻装置等多个部件。分梳辊用来抓取和分梳 喂入的棉条纤维,通过它的高速回转所产生的离心力可把抓取的纤维甩出。纺杯是个小小的金属杯子,根据液体压强的原理,使棉纤维进入气流杯,形成纤维流,杯子外有一根纱头,把杯子内壁的纤维引出来,并连接起来,再加上杯子带着纱尾高速旋转所产生的作用,就好像一边“喂” 棉纤维,一边加纱线搓捏,使纱线与杯子内壁的纤维连接,在纱筒的旋绕拉力下进行牵伸,连续不断地输出纱线,完成气流纺纱的过程。气流纺纺纱时,加捻须条发生断裂,通过转杯高速转动形成负压,使须条加捻。气流纺现在还只能纺比较粗的纱线,一般在30英支以下。 优缺点:纺纱速度快,产量高,成本低,纱线条干、毛羽比环锭纺纱要好。但只能加工低支纱,强力低,耐磨性不是很好。 (3)紧密纺:是在改进的新型环锭细纱机上进行纺纱的一种新型纺纱技术。主要是在环锭细纱机牵引 装置前增加了一个纤维凝聚区,基本消除了前罗拉至加捻点之间的纺纱加捻三角区。纤维须条从前罗拉前口输出后,经过异形吸风管外套网眼皮圈,通过异形管的吸风槽使须条集聚、转动,逐步从扁平带状转为圆柱体,纤维的端头均捻入纱线内,因此成纱非常紧密,称之为紧密纺。 优缺点:紧密纺纱毛羽少,强力比传统单纱高,条干不匀,粗、细节指数比普通精梳纱好。用相同它织成的布透气性好,布面平整、光洁。但价格比较高。 (4)涡流纺:是利用固定不动的涡流纺纱管,来代替高速回转的纺纱杯进行纺纱的一种新型纺纱方法。 纤维条由给棉罗拉喂入,经过刺辊开松成单纤维,借气流的作用,从输棉管道高速喂入涡流管内,风机不断地从管中抽取空气,外面的空气沿风口进入涡流管内,产生旋涡状的气流,当旋转向上的气流到达芯管时,与输棉管道进入的纤维汇合,沿涡流管内壁形成一个凝聚纤维环,稳定地围绕涡流管轴线,高速回转,将纤维加捻成纱。 优缺点:速度快、产量高、操作简单,宜做起绒产品,但适纺原料的范围仅局限于短化纤及中长纤维,强力偏低。
大物试卷
国防科技大学2014—2015学年春季学期 《 大学物理实验》考试试卷(B )卷 2、密封线左边请勿答题,密封线外不得有姓名及相关标记。 一、单选题(本大题共15小题,每小题3分,共45分。每小题只有一个选项符合要求) 1.在迈克尔逊干涉仪测量氦氖激光波长实验中,观察到的等倾干涉图样是( ) A.同心圆; B.水平直线; C.竖直直线; D.双曲线。 2.全息照相光路安排应满足:( ) A .参考光与物光的光程差越小越好;B .参考光与物光的光强比越大越好; C .参考光与物光的夹角越小越好;D .参考光与物光的夹角越大越好。 3.用牛顿环测量透镜曲率半径实验中,如果显微镜叉丝没有准确通过干涉环圆心,将使实验 结果:( ) A.偏大; B.偏小; C.不受影响; D.产生系统误差。 4.牛顿环是—种:( ) A .不等间距的衍射条纹;B .等倾干涉条纹; C .等间距的干涉条纹;D .等厚干涉条纹。 5.利用霍尔效应测量磁感应强度,这种实验方法属于( ) A .比较法; B.模拟法; C.转换测量法;D .放大法。 6.在计算铜块的密度ρ和不确定度ρ?时,计算器上分别显示为“8.35256”和“0.06532” 则结果表示正确的是( ) A. ρ=(20.083510 0.07?±)(gcm – 3); B. ρ=(8.35±0.06)(gcm – 3); C. ρ=(8.35256±0.0653)(gcm – 3); D. ρ=(8.35±0.07)(gcm – 3)。 学号: 姓名: 学院: 旅营番号: 实验分组: -- ------ --- -- - -- - - - - -- - -- - -- - -- - - - -- -- --- --- -- - -- 密 - 封 - 线 - --- --- -- - -- - -- - -- - -- - -- - -- -- -- -- - --- --- --- -- - -- - -
棉纱质量控制要点分析
棉纱质量控制要点分析 近几年我国棉环纺纱锭保持持续、快速、稳定发展.据官方统计,截至2005年底,国内纱锭数量已突破7500万枚,棉纺整体装备水平已处于21世纪初的国际先进水平,纺纱理论、工艺研究也领先于世界,最优秀的纺纱技术人员集中在中国大陆.然而,由棉纱质量引起的贸易争端却在与日俱增,因三丝、色差等造成的经济损失让业内人士一筹莫展,无所适从.棉纱质量波动的症结在哪里呢?棉纱生产总量的急剧扩张,市场竞争加剧,使棉纱始终处于买方市场;纺纱原料却成为紧缺资源,处于卖方市场,质量难以保证,市场调控又导致价格上下落差过大.织染企业生产的自动化、高速化对纱线的物理性能的要求更加严格.随着人民生活水平的提高,对服饰家纺产品的质量要求亦越来越高.棉纱是纺织纤维至织物之间的中间品,既要克服原料波动带来的质量和成本的矛盾,又要满足织染后道工序的质量要求.面对这样的市场需求,纱线的生产,必须与之适应,方能在市场占有一席之地.因织物组织结构和加工设备流程的不同,棉纱在织染生产过程中暴露出来的问题虽有各自不同的描述和侧重点,但仍可概括总 结为纱线的稳定性、异性纤维、色差、条干不匀、粗细节、棉结、毛羽和强力等八个方面.现仅就服饰家纺用针织和机织棉纱的质量控制要点做一分析,仅供大家参考. 1 稳定性 质量出现波动,最终影响织物质量的一致性,给客户交货带来麻烦.质量指标是纱线稳定的主要参考标准,纱厂依据用户提供的质量标准组织生产,并要保持批内指标稳定在用户可接受 的控制范围内.发现指标有趋势变化的征兆,要及时采取工艺技术措施或合理调整配棉成份.有的客户提不出质量要求,进行打样试织是必需的,经确认后,制定出相应的内控标准再行批量生产.切忌盲目发货,以免出现质量偏差,造成经济损失.批号不同染色时需要重新打样,给 染厂带来麻烦.棉纺企业应尽可能保持在长时期内获得来源相同、加工标准一致、性能接近的原料,以减少批号,满足大单客户的需要,以良好的服务争取到长期愉快的合作. 2 异性纤维
喷气织机主要织疵-断纬
喷气织机主要织疵-断纬 (一)机械方面 1:纱尖缠结或弯曲型断纬 在织物右侧布边的纬纱尖端处,有轻微的缠结或弯曲,形成短纬,产生停台。 A:形成原因 (1)右侧布边的边纱、绞边纱、假边纱松弛或经纱纱疵、飞花附着等原因造成开口不清。(2)主喷嘴压力太高,或安装不标准。 (3)主喷嘴喷气时间和电磁针作用时间配合不当。 (4)电磁针的高度和位置不标准。 (5)压缩空气管道漏气。 (6)辅助喷嘴压力过低,高度和角度不合适。 (7)左侧剪刀不锋利。 (8)左侧布边经纱松驰。 (9)筘面不清洁,有飞花、杂物附着。 (10)电磁阀工作不良。 B:消除方法 (1)加大经纱张力或去除纱疵、飞花附着。 (2)降低主喷嘴压力或调整主喷嘴压力位置。 (3)提前或延迟电磁针的开发时间,并将主喷嘴喷气时间提前或延迟至适当时间。 (4)按定时标准和安装规格进行检查,调整电磁针。 (5)对压缩空气管道定期进行检查。 (6)提高辅助喷嘴压力,并检查其高度和角度(根据纬纱种类而定)。 (7)左侧剪刀片务必经常保持锋利。 (8)绞边经纱在综丝和钢筘中的穿法要正确。 (9)经常保持异形筘筘面的清洁。 (10)按控制板上的测试键,如发现电磁阀停止工作,则检查电磁阀,如电磁阀工作,但连续运转时不工作;则检查编码器。 2:纬纱弯曲型断纬 纬纱呈U型弯曲是由于引纬不足、开口不良和纬纱延时到达所致。使织机产生停台或形成双稀纬疵点。
A:形成原因 (1)主喷嘴喷气时间和电磁针作用时间不当。 (2)在剪切时,纬纱从电磁针中脱出。 (3)压缩空气管道漏气。 (4)辅助喷嘴压力太低。 (5)织机开口有故障,经纱有毛羽、大结头、飞花等纱疵。 (6)开口量太小或开口时间不标准。 (7)经纱碰到辅助喷嘴尖端。 (8)经纱张力太小。 (9)主喷嘴位置不对。 B:消除方法 (1)提前或延迟电磁针的开起时间,并将主喷嘴的喷气时间提前或延迟。 (2)调整左剪刀、导纱器作用时间,以减小切断阻力;或适当提高剪切吹气压力。 (3)检查弯曲或漏气的机械阀和气管,进行调节或更换。 (4)适当提高辅助喷嘴压力。 (5)严格掌握经纱接头小于3mm的规定,除去大接头、羽毛纱和飞花附着等经纱疵点。(6)增加开口量,检查并调整开口时间。 (7)将辅助喷嘴横移0.1~0.2妈妈,并检查辅助喷嘴头端光滑情况。 (8)测量并增加经纱张力。 (9)用主喷嘴定规正确调节其位置。 3:纬纱与左侧布边经纱绞住型断纬 开口时间与纬纱飞行时间配合不当,纬纱被左侧布边的经纱绞住,织机产生停台或形成纬向织疵。 A:形成原因 (1)电磁针时间、主喷嘴喷纱时间与开口时间配合不当。 (2)左侧布边绞边纱松弛或其它边部经纱松弛。 (3)主喷嘴安装不正确。 B:消除方法 (1)延迟纬纱脱离电磁针时间和提前开口时间。
剑杆织机织疵与维修
剑杆织机织疵与维修 更新时间:2009-8-1 12:40:00 字号:[大] [中] [小] 一、开车稀路(开机后布面出现稀痕,多见于幼纱支品种和全边撑机台) (一)、93机的处理方法: 1、刹车角度不正确。 ①、断纬应刹车在305o-315o之间,刹车超过315o点动第一次可能不落爪,造成多次倒综。 ②、断经不倒综时应刹车在25o-45o之间。 ③、断经选择倒综时应刹在310o-320o之间。 2、布面过紧造成开车稀路,应适量放松布面张力。 3、送经无级变速皮带沾油打滑、磨损、应清洗或更换。 4、纬密链条过松、磨损。应调紧或更换。 5、后梁过高,应适当降低后梁高度。 6、改变倒综程式、增加倒综次数减少稀路。 7、平综时间过早,应适当推迟平综时间。 8、主马达皮带过松,须打紧皮带。 9、开机前拆一条纬纱,减少稀路。 10、主离合器间隙过大,离合打滑,开机启动速度慢。 (二)、天马机的处理方法: 1、放松布面张力,减少稀路产生。 2、调整送经小电箱的补偿量,其中断经和断纬独立分开微调;稀路时应增加补偿量。 3、驱动盒损坏——要找电工更换。 4、放松经纱,调整小电箱八项之中的第一项为50:0。 5、调整小电箱八项之中的第五项,利用小电位器调整至送经马达静止。特别是当更换驱动合、送经马达后一定要调零。 6、增加倒综的次数。
7、检查纬密齿轮配搭是否合理,选择合适的齿轮搭配。 8、主马达皮带过松,适当调紧主马达皮带。 9、离合器间隙过大,起动时反应过慢。应拆离合片至大约间隙0.3mm左右。 10、开机前拆一条纬纱。 11、对于着三盏灯后开车稀密路必须通知电工检修电器。 12、对于钢筘拍到布口梁则需在钢筘前加装钢片。 二、开车密路(开机后布面出现密痕,多见于高密度、布面抛,不收布,粗纱支品种) (一)、93机的处理方法: 1、刹车角度不正确正确,点动不落爪造成多次倒综,应重新调整,假如刹车角度经常改变应: ①、更换接近开关。 ②、更换210线路板。 ③、更换230线路板。 2、布面过松,应适当增加布面张力要偏紧。 3、改断经为不倒综,并使其刹车在25o-45o之间为佳。 4、纬密链条磨损,平面轴承51106烂。须更换。 5、断纬开车密路要抬高后梁打紧布面张力,并检查送经,卷取蜗杆轮,各关节位,支点位,接头位,磨损过大时应通知保全组更换。 6、减少织口的开口量即综框的动程。 (二)、天马机的处理方法: 1、调整送经小电箱,减少补偿量(断经和断纬要分开调整) 2、收紧布面张力,并减少织口开口量。 3、更换驱动盒和更换送经马达。 4、当有英文闪烁时必须选择合适比例的纬密齿。 三.毕加诺机的开车稀密路: 1、整布面张力,稀路时要放松,密路时要收紧。 2、打开.1菜单,选择适当的过滤值和类型使织造时张力感应阴影摆动越小越好。 3、打开.5开机卷取量纠正菜单,调整补偿量至合适的数值。
纺织面料基本知识
纺织面料基础知识 一、纺织面料的形成 所有的纺织面料都由:原料--- 纺 --- 织 --- 染 --- 整,这几个过程形成的。 纺织:先纺后织。“纺”是将原料不论是天然纤维还是人造纤维都需经过不同的程序,纺成不同的纱,之后供给织布或其他不同的行业用。“织”常见的是梭织、针织和无纺布。 1、纤维和纱线是织物的基础 (1)常用纺织纤维的分类 种子纤维:棉纤维、木棉纤维 韧皮纤维:亚麻、苎麻、黄麻 植物纤维叶子纤维:剑麻、蕉麻 果实纤维:椰子纤维 丝纤维 天然纤维动物纤维 毛发纤维 矿物纤维:石棉 纺织纤维再生纤维素纤维:粘胶纤维、铜氨纤维 再生纤维 再生蛋白质纤维:大豆纤维 醋酯纤维:二醋酯纤维、三醋酯纤维(醋酸纤维) 人造纤维 合成纤维:聚酯纤维(涤纶)、聚酰胺纤维(锦纶)、聚丙烯腈纤维 (腈纶)、聚丙烯纤维(丙纶)、聚乙烯醇缩甲醛纤维(维 纶)、聚氯乙烯纤维(氯纶) 无机纤维:碳纤维、金属纤维、玻璃纤维 (2)常用纺织纤维的表示方法 棉纤维C,亚麻L,苎麻Ramie,桑蚕丝S,羊毛纤维W,粘胶纤维R,涤纶纤维P(T),腈纶纤维A,锦纶纤维N,丙纶纤维PP,等等。 (3)常用纺织纤维的鉴别方法 a手感目测法: 手感目测法是鉴别纤维最简单的方法。它是根据纤维的外观形态、色泽、手感及拉伸等特征来区分天然纤维、麻、丝、毛及化学纤维。 b燃烧法:鉴别纤维的一种快速简单的方法,见附表1。 c化学溶解法:根据各种纤维的化学组成不同,在各种化学溶液中的溶解性能各异的原理来鉴别纤维。这个方法可靠、准确,既可定性又可定性分析。 表1各种纤维在燃烧时的特征
2、常见纺纱方式和特点 (1)环锭纺:条子或粗纱经牵伸后的纤维条通过环锭钢丝圈旋转引入,筒管卷绕速度比钢丝圈快,棉 纱被加捻制成细纱,钢丝圈由筒管通过纱条带动绕钢领回转,进行加捻,同时钢领的摩擦使其转速略小于筒管而得到卷绕。纺纱时须条是通过钢丝圈绕在锭子上旋转,进行加捻,是现在最为普遍的一种纺纱方法。 优缺点:纱中纤维内外缠绕联接,纱线结构紧密,强力高,效率低,毛羽较多。 (2)气流纺:气流纺不用锭子,主要靠分梳辊、纺杯、假捻装置等多个部件。分梳辊用来抓取和分梳 喂入的棉条纤维,通过它的高速回转所产生的离心力可把抓取的纤维甩出。纺杯是个小小的金属杯子,根据液体压强的原理,使棉纤维进入气流杯,形成纤维流,杯子外有一根纱头,把杯子内壁的纤维引出来,并连接起来,再加上杯子带着纱尾高速旋转所产生的作用,就好像一边“喂” 棉纤维,一边加纱线搓捏,使纱线与杯子内壁的纤维连接,在纱筒的旋绕拉力下进行牵伸,连续不断地输出纱线,完成气流纺纱的过程。气流纺纺纱时,加捻须条发生断裂,通过转杯高速转动形成负压,使须条加捻。气流纺现在还只能纺比较粗的纱线,一般在30英支以下。 优缺点:纺纱速度快,产量高,成本低,纱线条干、毛羽比环锭纺纱要好。但只能加工低支纱,强力低,耐磨性不是很好。 (3)紧密纺:是在改进的新型环锭细纱机上进行纺纱的一种新型纺纱技术。主要是在环锭细纱机牵引 装置前增加了一个纤维凝聚区,基本消除了前罗拉至加捻点之间的纺纱加捻三角区。纤维须条从前罗拉前口输出后,经过异形吸风管外套网眼皮圈,通过异形管的吸风槽使须条集聚、转动,逐步从扁平带状转为圆柱体,纤维的端头均捻入纱线内,因此成纱非常紧密,称之为紧密纺。 优缺点:紧密纺纱毛羽少,强力比传统单纱高,条干不匀,粗、细节指数比普通精梳纱好。用相同它织成的布透气性好,布面平整、光洁。但价格比较高。 (4)涡流纺:是利用固定不动的涡流纺纱管,来代替高速回转的纺纱杯进行纺纱的一种新型纺纱方法。 纤维条由给棉罗拉喂入,经过刺辊开松成单纤维,借气流的作用,从输棉管道高速喂入涡流管内,风机不断地从管中抽取空气,外面的空气沿风口进入涡流管内,产生旋涡状的气流,当旋转向上的气流到达芯管时,与输棉管道进入的纤维汇合,沿涡流管内壁形成一个凝聚纤维环,稳定地围绕涡流管轴线,高速回转,将纤维加捻成纱。
视差及其消除方法
视差: 是在光学实验的调整过程中,随着眼睛的晃动(观察位置稍微改变),标尺与被测物体之间产生相对移动,造成难以进行准确的实验测量的一种现象。 视差产生的原因:由于度量标尺(分划板)与被测物体(像)不共面,使得当眼睛晃动(观察位置稍微改变)时,标尺与被测物体之间会有相对移动。 消除视差的方法: 若待测像与标尺(分划板)之间有视差时,说明两者不共面,应稍稍调节像或标尺(分划板)的位置,并同时微微晃动眼睛,直到待测像与标尺之间无相对移动即无视差。 具体办法是: 在分光计目镜前上下晃动眼睛并观察:当眼睛向上移动时,若绿十字像向下移动,则说明绿十字像位置在分划板前面,因此只需将目镜略微移出来一点即可;反之,若绿十字像向上移动,则说明绿十字像位置在分划板后面,将目镜略微移进去一点即可;反复多次调节,直至像与标尺之间无相对移动即可完全消除视差。 百度解释 视差就是从有一定距离的两个点上观察同一个目标所产生的方向差异。从目标看两个点之间的夹角,叫做这两个点的视差,两点之间的距离称作基线。只要知道视差角度和基线长度,就可以计算出目标和观测者之间的距离。 分光计的光路 为了准确定位和测量,必须把像与叉丝或分划板标尺调到一个平面上,即作消视差调节。例如,用直尺直接测量长度,尺和物必须紧贴才能使测量和读数准确。 精度较高的仪表,其指针与标尺之间总会有一段小距离,应尽量在正视位置进行读数。有些表盘上安装平面镜,用以引导正确的视点位置,眼睛、指针、指针象三点一线,从而减小视差,使读数更准确。有视差时,若眼睛没有保持在中心位置,瞄准点可能会有偏差。
读数显微镜的线性测量 图中虚线为被测对象。第一步调整仪器,是仪器横丝(竖丝)与刻线间距方向平行(垂直)。 第二步进行测量。测量时用刻线左边缘和右边缘读数的平均值。转动测量鼓轮瞄准第一条刻线a 的左侧边读数得a 1,继续瞄准右侧边读数得a 2,同样瞄准第二条刻线的左右边读数得b 1和b 2,则刻线间距为2 22121a a b b D +-+= 仪器的校准与调整 1、鼓轮零刻度与分划板零位的校准与调整 (1)对鼓轮零刻线与分划板零位的校准 校准时只需旋转测微鼓轮使十字丝竖丝与毫米刻度尺零刻度线重合,读取测微鼓轮的读数≤0.2格时合格,>0.2格时则需要进行调整。
纺织概论
1:差别化纤维有哪些特殊功能? 细纤化、截面异性化、复合化。分为:异性纤维、超细纤维、复合纤维。 a:差别化纤维以改进织物服用性能为主,主要用于服装和装饰织物 b:可以用来纺丝、纺纱、纺麻、仿草 c:可以作为抗静电、高收缩、阻燃、抗起毛纤维 4:下面两类纤维,哪种更加适合与运动装,为什么?一是有芯吸作用的纤维,二是有良好吸湿作用的纤维,并举例说明这两类纤维有哪些纤维? 芯吸作用更适合做运动装 因为具有芯吸作用的纤维同时兼具吸水性和干燥性,在人出汗的时候,具有芯吸作用的纤维能迅速导走汗水,而且它的排湿比较快,是服装穿着干爽;而且具有良好吸湿作用的纤维,比如棉纤维,虽然吸湿作用较好,但排湿性不好,使人穿着有“凉爽感” 芯吸作用的有:涤纶(加入亲水性基因)、异性纤维 吸湿作用:棉纤维、毛纤维、蚕丝纤维 7、怎样区分机织物的正反面? 一般织物正面的花纹、色泽均比反面清晰美观 具有条格外观的织品和配色花纹织物,其正面花纹必然是清晰悦目的凸条及凸凹织物,正面紧密而细腻,具有条状或图案凸纹;而反面较粗糙,有较长的浮长线 起毛面料:单面起毛的面料,起毛绒的一面为正面。双面起毛的面料,则以绒毛光洁、整齐的一面为织品的正面 观察织品的布边,布边光洁、整齐的一面为织品的正面 双层、多层织物,如正反面的经纬密度不同时,则一般正面肯定有较大的密度或正面的原料较佳 纱罗织物:纹路清晰较突出的一面为正面 毛巾织物:毛圈密度大的一面为正面 印花织物:花型清晰,色泽较鲜艳的一面为正面 9 、有梭织机的织造工艺包括哪些参数? 固定工艺参数;胸梁高度、筘座摆动动程、打纬机构的偏心率、钢筘与走梭板的弧度及夹角等;可变工艺参数;梭口高度、经位置线、开口时间、投梭时间、投梭力、经纱上机张力及纬密齿轮齿数等。 10 、如何设计抗起毛起球面料? 一般从原料选择、织物结构设计及后整理三方面进行设计 纤维选择:(1)采用天然纤维和纤维素纤维。棉、麻、丝、莫代尔、粘胶等,和化纤混纺时尽量让以上纤维分布于外层 (2)采用抗起毛起球纤维。对涤纶、腈纶和棉纶进行化学改性和物理处理,适当降低其断裂强力(普通涤纶的断裂强度3.56Cn/dtex,抗起球纤维则控制在1.78cN/dtex以下)。(3)采用异形纤维,比如五叶形,八叶形,可通过喷丝板实现。 织物结构设计:(1)织物组织和紧度:织物组织和紧密度对其毛球有显著的影响,平纹组织好于斜纹好于缎纹。增加经纬密度,可减少起毛球。 (2)不同纱线交织设计:为了改善毛/涤纶织物的起毛球性能,采用不同的排列方式放置涤纶长丝和纯毛纱,经毛纬4毛4涤好于经毛纬2毛2涤,好于毛涤交织,略好于纯毛。 (3)色纱配置:红白相间色织条格织物比红色织物要好,从视觉上显得没有那么明显,起到降低起毛球的效果。 织物抗起毛起球整理:可采用生物抛光、抗起毛起球整理和有机硅柔整理等方法 (1)生物抛光(生物酶整理) 酶使纤维末端软化,通过机械作用,使其与纱线脱落 (2)抗起毛起球整理 加入水性高分子树脂,可自身交联,也可以与纤维上活性集团键合,形成耐洗、柔软、较强的网状薄膜,从而减少纤维的滑移,减少起毛倾向。 (3)有机硅柔软整理 有机硅成膜,适当提高其柔软和润滑性。 11 、如何设计吸湿透气快干面料? 一般从原料选择、织物结构设计及后整理三方面进行设计 1:纤维:选择天然纤维、多空多沟槽的高吸湿导湿异形纤维。(亲水改性、接技、涂覆、复合、异形结构、沟槽结构) 2:纱线:采用短纤维纱、空气变形纱、水溶中空纱、膨体纱、低捻纱 3:织物组织结构:织物是三维多孔结构,这些空隙是气体、水分传输的通道,是影响保暖性、透气性、吸湿导湿性能的重要因素。采用纱罗、网眼、峰巢等组织,也可以采用不同组织的针织物;也可以草采用多层导汗复合织物,充分利用毛细效应和差动效应 4:后整理:亲水整理 12、有梭织机五大运动有哪些?各运动的工艺参数如何调节?织物形成过程中的五大运动 开口:按照经纬纱交织规律,把经纱分成上下两片,形成梭口的开口运动把纬纱引入梭口的引纬运动 引纬:把引入梭口的纬纱推向织口的打纬运动卷取:把织物引离织物形成区的卷取运动 送经:把经纱从织轴上放出输入工作区的送经运动 14、一种纱线的线密度是30tex,管纱中纱线重量是300g,筒子纱是3公斤,请问,管纱中纱线的长度,筒子纱中纱线的长度? 筒子纱:L=G*1000/T=3000*1000/30=10^5 管纱:L=G*1000/Tt=300*1000/30=10^4 15、按照引纬方式,织机有哪些种类? 有梭织机和无梭织机 有梭织机是采用传统的梭子(木梭或塑料梭)引纬的织机。梭子的体积大、分量重、被往来反复投射、机器振动大、噪声高、车速慢、效率低。无梭织机的引纬方式是多种多样的·,有剑杆、喷射(喷气、喷水)、片梭、多梭口(多相)和编织等方式。 16、经位置线是指哪条线? 织机平综时,经纱从后梁经过停经片、综丝眼到织口,所经过的路线。经位置线:经纱位于综平位置时,经纱由织口至后梁所构成的一条曲折线。 17、后梁高度与经纱张力的关系及它们对织物风格的影响? 适当提高后梁位置,上下两层浆纱张力差异增大,张力小的那层经纱打纬时容易左右相对滑动。交织点,经纱曲波大,交织清晰、丰满、具有府绸风格后梁抬高过大,经纬张力增加,一层经纱张力太大,容易造成断经,另一层经纱张力太小织造时容易产生跳花疵点.后梁较低,上下层经纱张力差异小,经纱不易做横向移动,布面不丰满。 18、若要进行代加工某种梭织布料,要分析机织物样品的哪些信息? 面料的正反面鉴别、经纬向识别、面料的密度、成分、分类、功能、弹性、克量。 19、根据纤维网的加固方法不同,非织造布成形方法有哪些?干法成网法、湿法成网法、聚合物挤压法成网 8 、机织物织造前需要哪些准备工序,各工序的目的和任务是什么,所要达到的要求是什么? 答:织前准备有:络筒、整经、浆纱、穿结经和纬纱准备。络筒:任务:⑴将管纱卷绕成具有一定形状、大小、且成形良好的筒子;⑵清除纱疵、杂质,提高纱线质量; ⑶使筒子具有一定的卷绕密度和一致的卷绕张力,满足后工序的要求。 工艺要求⑴不损伤纱线的物理机械性能; ⑵筒子卷装坚固稳定,便于高速退绕; ⑶退绕的张力尽量要均匀,卷装的容量要大; ⑷结头小而牢,回丝要小; ⑸尽量减少纱疵,改变纱线外观品质。 整经:目的:将卷绕在筒子上的纱线按工艺设计要求的根数、长度、幅宽、配列等平行地卷绕在经轴或织轴上,使之形成符合织物要求的经纱系统。 要求:⑴经纱在卷绕过程中,力求张力、排列、加压三均匀。 ⑵整经根数、长度、配列、幅宽、卷绕密度应绝对符合工艺要求。⑶接头应小而牢并符合标准。 ⑷效率高,回丝少,经济效益良好。 浆纱:上浆目的:耐磨:改善纱线耐磨性。增强:增加纱线的断裂强度。保伸:保持纱线断裂伸长率。伏贴毛羽。工艺要求:浆液对经纱的被覆和浸透要有适当比例;浆液成膜性要好(薄、软、韧、光);浆液的物理和化学稳定性要好;浆料配方合理简单,调浆和退浆容易,且不污染环境; 上浆应保证工艺质量指标上浆率、回潮率,伸长率、好轴率;保证质量的前提下,尽量提高浆纱生产效率,降低成本,节约能源,以提高经济效益。 穿结经与纬纱准备:根据织物工艺设计的要求,把织轴上的全部经纱按照一定的规律穿入停经片、综丝眼和扣齿,以便织造时形成梭口,织成所需要的织物,并在经纱断头时能及
棉纱条干不匀的检测分析和应用
棉纱条干不匀的检测分析和应用 刘荣清 (上海纺织工程学会棉纺专业委员会委员,上海) 摘要:阐明棉纱条干用表观粗细和物理质量表达的不同涵义及两者关系。分析条干不匀常用检测方法及仪器和发展趋势。 论述电容式和光电式条干仪的特点和特性,指明在线检测的长处及发展方向。指出条干不匀分析必须按产品分析的 要求cv%结合波谱图、曲线图、DR值等指标组合分析。提出条干优劣应有客观的考核标准和评定依据。 关健词: 1条干不匀条干不匀率的涵义沿长度方向目测纱线或纱条就会发现其粗细是不均匀的,粗细不匀是普遍存在的,这就是条干不匀。广义的条干不匀包括各片段长度的粗细不匀,包括纱条中含有棉结杂质短绒等形成的粗细不匀;狭义的条干不匀是指纱条的短片段间的粗细不匀。纱条的条干不匀可按它表观的粗细或外径大小反映,也可用其物理意义的单位长度的质量来反映。由于纱条的截面不是理想的圆形,在三维空间外观的粗细和外径并不相同,因此以表观几何形态表示条干不匀并不稳定。用物理意义表示的条干不匀,相对地比较稳定。由于纱条捻度分布有向纱条细节集中的趋势,因而粗细处的纱条密度并不一致,造成表观形态的条干不匀,与物理意义的条干不匀并不完全一致。人们目视的条干不匀与几何形态的条干不匀是比较一致的。物理意义表达的条干不匀与实际纱条截面中纤维根数的变异相关密切,
因此前者与布面条干比较一致,后者与纺纱工艺关系密切。纱条的条干不匀常以纱条表观外径或粗细尺寸的均方差表示,或用纱条单位长度的质量的均方差表示。其均方差系数可以比较不同线密度纱条条干不匀的程度,称为条干不匀率,英文名称是Coemeitofvariation, 简称CV%。 2条干不匀检测方法的分析和比较 2.1条干不匀的黑板检测 黑板检测条干不匀是传统的经典的方法。它直接用目视检测纱线表观在黑板上形成的粗细不匀的程度、数量、阴影的深浅,对照标准样照定性评定等级(分优、一、二等),同时可观察有否规律性等特征,它具有直观、方便、快速等优点,国外也常用梯形黑板现场检测是否存在周期性不匀。周期性不匀会在黑板上形成V形图状,据此可量出周期波的波长,推断其产生的原因,非常实用。 2.2条干不匀的仪器检测 20世纪七十年代瑞士zenwegerUSTER公司首创利用纱线物理状态中质量与电容相关的原理,发明电容式条干均匀度仪,使纱条条干的检测进入仪器化、自动化的时代,并且不断创新,日益完善,目前已实现基本自动化、电脑数字化、分析系统化,趋向多功能、智能化、模块化发展。主要变化有以下几方面:(l)从开创的单纯条干不匀率检测扩展为常发性纱疵检测,波谱图分析。DR值检测,线密度对比(AF 值),锭间变异系数CV、等内容;波谱图波长分析长度从开始40m扩大至l以洲〕m以上。
纺织面料英文
织疵的英文表达大全之about fabric balling up 起球 lint ball起球 pilling 起球 ballooning 布面小圈 flaw 织疵、疵点Flying threads 布面拖纱 Float loop蛛网 Entering draft 蛛网 Excessive lift 多起 Bore 破洞 Duck eye 小洞(针织疵点) Holes 破洞、破孔 Cut across 开匹(疵布) Curling selvedge 卷边 Rolled selvedge卷边 Baggy selvedge 松边 Loose edge/ selvedge松边 Tight list/selvedge 紧边 Dog-legged selvedge 弯曲布边(由纬纱退绕张力引起) Cut listing/ selvedge 破边 Broken selvedge 破边 Ripped selvedge 破边 Torn selvedge 破边Edge end break 坏边 Pilled-in selvedge 缩边 Uneven selvedge 宽窄不匀布边 Rough selvedge 毛边 Hang pick 三角形破洞 Narrow width 布幅不足 Uneven cover 布面不匀Rowdy布面不匀 Wavy face 波浪形布面 Thick and thin places 厚薄段 Thick filling 粗经Thread out 断经 Tight end/thread紧经、急经 Tight filling/pick 紧纬、急经 Ridgy cloth 起伏不平的布 Slack selvedge 起伏不平的布边 Selvedge float 布边浮经织疵的英文表达大全之about silk Gum knots 胶着类(生丝疵点) Gummed books 丝把发硬 Gummed skeins 丝胶发硬 Double flat 双经/纬(生丝疵点) Double skeins 双片丝(生丝疵点) break-mark 灰点(绸缎疵点) broken course 断纬(丝) Cut ends 切丝 Corkscrews 螺旋类(生丝疵点) Corkscrew twist 螺旋疵(捻丝疵点) Corkscrews yarn 螺旋线(并线疵点) Hairiness 毛羽类 Heavy end 粗经 Heavy filling/pick 粗纬 Improper making of book 打把不正 Improper skein lacking 扣丝失当 Improper skein twisting 打绞不正 Irregular pick 纬疵 Irregular pile bar 长短绒档 Irregular skeins 丝绞不正 Irregular traverse 络交不正 Irregular twist streak 松紧捻档 Knots 长结 Knub 缫丝下脚,小糙疵 Loops 环结 Marriages 双丝Nap 绒毛、拉绒 Pin hole 针洞 Raised threads 浮丝 织疵的英文表达大全之others frosting 霜白疵、起霜花(印染引起) blur 剪毛不良 barring 条痕、条花 bare cloth 稀布 Broken figures 错花 Crack 稀弄 Cracked ends 筘痕 Defective lift 夹起 Darts and steels 刀线 Decating mark 布头纬向皱横 Duvet 小环结 Fag 粗粒 Facing 拖浆、罩色(印花疵点) Felter 跳花、跳纱 harness skip跳花、跳纱 Gout 飞花织入 Loom fly飞花织入Hard size 浆斑 Joining stencil mark 搭头印(手工印花疵点) Keel 红印色 Marking off 搭色 Mildew 霉、生霉 Minor defects 普通瑕疵、中类 Major defects次要瑕疵、大类 Super major defects 主要瑕疵、特大类 Mispick 错纬 Weaving under 花纹少织(多梭箱织机的换纬运动不良造成) Starch lump 浆斑 Start-up marks 开车痕 Stripy defects 条花疵点Reed mark 筘痕 Shuttle mark 局部纹路不明(主要由于开口运动或投梭失常所致) Snap/snappers 拖浆 Stain warp 渍经 Staining 斑点染色、染斑 里料: LINING 面料:FABRIC 平纹: TAFFETA 斜纹: TWILL / DRILL 缎面: SATIN / CHARMEUSE 绡: LUSTRINE 提花: JACQUARD / DOBBY 烂花: BURNT-OUT 春亚纺:PONGEE 格子: CHECK 条子: STRIPE 双层: DOUBLE – LAYER 双色: TWO – TONE 花瑶: FAILLE 高士宝: KOSHIBO 雪纺: CHIFFON 乔其: GEORGETTE 塔丝隆: TASLAN 弹力布: SPANDEX/ELASTIC/STREC/LYCRA 牛仔布: JEAN 细斜纹布:JEANETTE 牛津布: OXFORD 帆布:CAMBRIC 涤棉:P/C 涤捻:T/R 白条纺: WHITE STRIPE 黑条纺: BLACK STRIPE 空齿纺:EMPTY STRIPE 水洗绒/桃皮绒: PEACH SKIN 卡丹绒: PEACH TWILL 绉绒: PEACH MOSS 玻璃纱: ORGANDY 颜色方面: 增白: WHITE / SNOW WHITE 特黑: BLACK / JET BLACK 奶白: IVORY/ECRU/OFF WHITE/CREAM
测量学复习题
《测量学》复习题A 一、填空题 1.我国水准原点设在,其高程是(85基准)。2.测量工作的基本观测元素有、、。 3.三个标准方向是指、、。4.水准测量中,前后视距相等能消减、和对高差的影响。5.某距离往返丈量结果为99.990m和100.010m,则平均距离为,相对误差为。6.测量误差的主要来源有、、三个方面。 7. 地物符号分为、、和四种。 二、选择题 1. 地面点的空间位置是用()来表示的。 A.地理坐标; B.平面直角坐标; C.坐标和高程; D.假定坐标 2. 绝对高程的起算面是()。 A.水平面; B.大地水准面; C.假定水准面; D.参考椭球面 3.产生视差的原因是( )。 A.仪器不完善; B.物像与十字丝面未重合; C.对中不正确; D.水准器不平。 =-0.428m,则B点比A点() 4.在水准测量中,测得A、B间高差为h AB A. 不确定; B. 等高; C. 高; D.低 5.两点高程分别为12.5米和19.9米,若等高距为2米,两点间能绘()条等高线。 A.3; B.4; C.5; D.7 6.已知直线AB的坐标方位角为186°,则直线BA的坐标方位角为()。 A.93°; B.276°; C.6°; D.186° 7.坐标方位角是以()为标准方向,顺时针转到测线的夹角。 A.真子午线方向; B.磁子午线方向; C.坐标纵轴方向; D.任意方向 8.圆水准器轴与管水准器轴的几何关系为( )。
9.在水准测量中转点的作用是传递()。 A.方向; B.高程; C.距离; D.角度 10.GPS定位至少要参观到()颗卫星? A.1; B.2; C.3; D.4 三、名词解释 1.测图 2.大地水准面 3.绝对高程 4.系统误差 5.等高线 四、简答题 1、测量工作的基本原则有哪些?遵循这些原则的目的是什么? 2、单一水准路线的布设形式有几种?分别如何计算高差闭合差? 3、GPS系统有哪几部分组成?GPS接收机的作用有哪些? 4、闭合导线内业计算中已知数据、观测数据和推算数据各有哪些? 5、等高线的特性有哪些? 6、地形图有哪些基本应用? 五、计算题 1、叙述经纬仪测回法测水平角的步骤(一测回),并填算下表。 2、 如图,A、B为地面上相互通视的两点。