中频焊机资料

八、焊装线生产设备性能描述
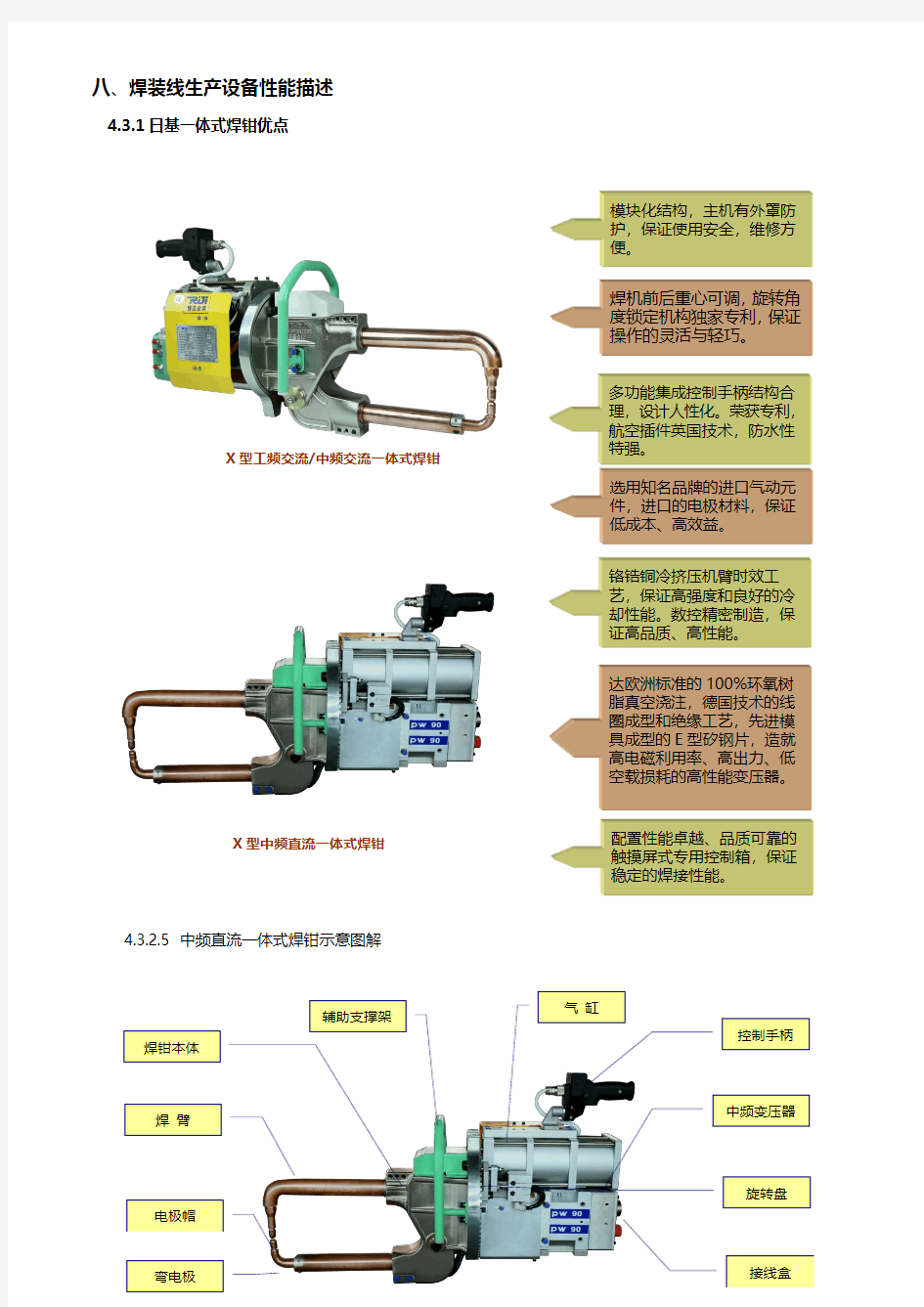
4.3.1日基一体式焊钳优点
4.3.2.5 中频直流一体式焊钳示意图解
X 型工频交流/中频交流一体式焊钳
X 型中频直流一体式焊钳
4.3.2.6 中频直流变压器主要参数
4.3.2.7 中频直流变压器主要性能
a. 变压器铁芯采用适用于中频特性的高导磁性能的铁芯;
b. 变压器内部采用高性能的绝缘材料
c. 初级线圈与次级线圈采用真空环氧浇铸工艺,具有很好的绝缘防水性能;
d. 装有多重温度报警装置,确保安全工作。
e. F 级绝缘;
f. 变压器为水冷式及环氧树脂浇注结构;
g. 变压器次级装有动作温度为80℃±5℃的热保护元件,当冷却水流量不足时,为了防止变压器过热烧毁,必须使用自动超温保护和灯光报警装置,温度异常时保证变压器线圈不被烧毁,预埋热保护开关。 h. 整流器采用优质的元件,确保输出稳定可靠。 i. 一体化焊钳具有漏电保护装置,保证工人操作安全。 4.3.2.7 一体式焊钳通用技术指标 4.3.2.7.1 温升
a. 上、下钳臂,气缸的温升<35℃。在0.3Mpa 水压、0.5Mpa 气压下,焊钳短路通以10000A 电流,焊接时间0.6s
型号:DB2-130 额定容量130KVA 最大标准负载电流20000A 负载持续率50% 初级电压500V 输出频率1000HZ 二次无负荷电压10/12.5V 空载损耗<0.8KW 绝缘等级F 匝数比50/40 冷却水流量5L/min 变压器重量15.3Kg
型号:DB2-90 额定容量90KVA
最大标准负载电流:18000A 负载持续率:50% 初级电压:500V 输出频率:1000HZ 二次无负荷电压:9.8V 空载损耗:<0.8KW 绝缘等级:F 匝数比:51
冷却水流量:5L/min 变压器重量:13.5K
的状态下,钳体不得有任何损伤。
b. 焊机电流达到16000A时,焊钳电极头不能因为散热不良而导致发蓝。
4.3.2.7.2 水路系统
a. 焊机部份进水端装有过滤器,进水、回水主管道中有相应管接头(规格ZP3/8”)和截止阀门,排污和维修方便。
b. 进水管路安装有阀。
c. 冷却水流量:水路系统在进水0.25MPa、回水0.1MPa水压的条件下,2×6L/Min。
d. 水密性:在水压0.6Mpa,进回水压力差为0.3 Mpa条件下,保压10分钟,各接头处不漏水。
e. 水管接头材质及结构尺寸:为保证水路系统长时间正常使用,材质采用铜质接头,尺寸为1/8″。
4.3.2.7.3 气路系统
a. 气路系统包括三联件(SMC公司的产品)、电磁阀(SMC公司的产品)。气阀电压为DC24V,气阀全部配消音器。
b. 气路系统密封性:气路的管接头接口规格为ZP1/8”,材料为黄铜。在1.2 Mpa的气压下,气缸和各管路接头
不漏气,气缸不窜气。焊钳每分钟闭合55-60次,活动自如。
c. 气路支管采用优质高、耐油PU管及快速接头,提供红蓝黑三种颜色的管材回以区分进气管、回气管、水管。
e. 控制线端接线采用快插接头,安装、维修方便。
f. 电磁阀及变压器外侧安装有防护栏。
4.3.2.7.4 焊臂部份
a. 焊臂材料采用高强度铬锆铜,成形工艺为空芯棒冷弯成形,导电率好。保证焊钳在标称压力工作时,钳臂的挠度<1.5:500;在0.6MPa气压作用下,两电极同心度为<0.5mm。
b. 钳臂、小钳臂、电极杆、电极头、弯电极头各锥面配合处,锥面接触面积>80%(环塞规检查)。
c. 为防止分流,电极臂表面提供涂绝缘层处于是加以防护。
d. 焊钳喉深在500mm以上时,钳臂考虑采用加强筋,以防止强度不够存在变形的产生。
c. 焊接性能好,效率高,电路、机械、结构安全可靠,
d. 焊接电极部份采用标准电极帽形式,更换方便、成本低、密封性能好。
e. 焊钳采用多功能控制手柄,具有焊接双规范选择功能和电控辅助控制功能。
4.3.2.7.5 其它部件
a. 电极帽:材料采用芬兰进口CuCrZr,电极帽采用冷挤压成型加工,硬度指标HRB88-92。
b. 电极接杆:材料采用芬兰进口CuCrZr,电极帽采用冷挤压成型加工。
c. 电缆线:电缆线选用国家标准高质量的电缆线材,外套胶管具有良好的耐热、耐压及耐磨性。焊钳尾部有弹簧
保护软管保证电缆线不受折弯,提高了电缆铜线使用的耐久性和稳定性能。
d. 旋转吊具:可做垂直和水平两个360度旋转,并能按焊钳重心进行前后调节,以保证最佳操作状态。
4-3 投标货物技术指标描述
4.3.1悬挂焊控制器图示
日基KD33G系列工频交流控制器商科SMF1系列中频直流控制器商科SVF1系列中频交流控制器(控制器主板为商科)
4.3.2焊接控制器技术性能及参数指标
4.3.2.1 焊接控制器执行的标准
a. GB15578-2008 电阻焊机的安全要求;
b. GB-T 8366-2004电阻焊设备的额定值与运行条件;
c. JB 5249-1991移动式点焊机;
d. JB-T 10110-1999 电阻焊接控制器通用技术条件;
e. JB-T 5256-1991 电焊机检查及抽样方法;
f. 国家和行业相关的技术标准规范等。
4.3.2.2控制器与焊钳的兼容性
a. 与电缆包两端都可以插拔,采用多触点航空插头。
b. 控制器电缆两端都可以插拔。
c. 预留接口兼容与软管包的连接。
d. 电气电缆:可以进行插拔的连接。
e. 冷却水管路:可以闭合波纹管以及闭合耦合的连接。
f. 空气管路:可以安全耦合以及插式螺纹套管的连接。
4.3.2.3焊接控制器的结构设计
a. 箱体配有相应容量的ELCB品牌空气开关,并配有人性化的操作手柄。
b. 可控硅采用国际流行水绝缘的模块式。
c. 箱体外设编程器插口。
d. 箱体下端设有人性化的控制面板
e. 主控电缆用内连接形式,安全防水。
f. 箱门设防水槽和密封条,门锁有人性化的操作手柄控制。焊接控制器在门上装有断路器的手动操作机构,可保证断
路器在通电状态下,焊接控制器的门不被打开。
4.3.2.4 中频、工频控制器的通用技术功能
a. 焊接控制器具有恒流/恒压控制方式可选,并具有线性递增器,有电流、电压两种递增方式。
b. 焊接控制器设有“焊接/调整/修磨”切换开关,方便调试、维护及电极修磨更换。
c. 恒流控制精度:≤±2%。
e. 具有16阶梯步进和先进的线性电流补偿控制功能。
f. 可同时监控显示当前的电网电压和焊接瞬间的电网电压、
g. 可监控实际焊接电流、焊接时间,可控硅导通比和阶梯过程。
h. 具有故障自诊断和报警功能,故障种类有:电源故障,电源电源电压过低,可控硅直通,可控硅过热,可控硅单管导通,电极粘连,数据异常,焊接电流异常,变压器过热,通流比过大、报警种类分两种:中断报警和提醒报警,提醒报警时焊机能正常工作,亦可设定为中断焊接。
i. 焊接控制器配有分励跳闸漏电流保护断路器,当漏电流超过30mA时;接地不良或接地线切断时;焊钳上的急停按钮按下时或焊接控制器主控板检测到可控硅短路或次级短路时,断路器跳闸,从而起到安全保护作用。
j. 可选择4/16套焊接规范,可控制2把焊钳,每把焊钳具有独立的8套焊接工艺参数,有A和B区两套参数区分,掉电数据自动储存十年。焊接控制器预留通讯接口,具备联网功能可以实现焊接质量的监控;焊接参数的调整;程序可通过电脑导入、导出、备份等功能。
k. 焊接电流过低时(低于所设定的下限),具有自动补焊功能。
l. 脉冲焊接方式:脉冲次数任意设定:1~99。
m. 脉冲/非脉冲启动功能。
n. 具有电流线性斜坡缓升,缓降和阶梯控制功能,多脉冲焊接控制功能。
o. 次级短路及焊钳粘连检查功能。
p. 焊接电流上、下限设定功能。
q. 自动故障检查,显示及报警功能。焊接控制器修磨点设置报警功能;可设置修磨点数,焊点数累计到设定值时,故障指示灯报警,停止焊接。
r. 编程盒采用全中文界面滚动显示,焊接程序可自由编程,并具有编程、数据检测、状态查看、程序存储和故障复位等多项功能选择。
s. 焊接控制器的按钮、指示灯、漏电断路器采用ELCB品牌。
4.3.2.6 中频直流焊接控制器
a.中频直流控制器的优势
如下图所示,中频逆变器输出电流为直流形式。所以焊接过程更加容易控制,焊接速度更快,而且焊接过程更加稳定。本机的焊接频率为1000Hz,所以相对于50hz电源来说,电流的调节过程更快更准确。如图所示:中频控制器控制的电流输出更加稳定。
b. 相对于普通的工频交流控制器,中频直流控制器有着如下的优点:
b-1. 二次焊接回路中流过的电流是直流的。因此由于深入焊接工件中不同的浸深而产生的二次回路中的感抗对焊接电流的影响大大减小。
b-2. 焊接变压器的质量大大减轻。
b-3. 电极寿命更长。
b-4. 可以焊接铝和镀锌金属等材料,焊接结果良好。
b-5. 少飞溅
b-6. 对于电流的控制提高了焊点的质量。
c. 中频直流电阻焊接系统组成
如图所示:整个焊接系统由控制器、中频变压器、工件组成。其中控制器又包含多个部分,有电源驱动、整流部分、电容板、IGBT、以及中心控制部分。
主要特点:
c-1. 输出电源频率:1KHZ,时间精度为ms 级;
c-2. 编程最多64套焊接规范;
c-3. 三段加热过程:预热、焊接、回火;其中焊接段中可以自己定义递增和递减段;
c-4. 可编程压力控制,最多可定义10个压力段;
c-5. 可编程输出I/O口:可编程3段输出,更好地与PLC、机器人等适配;
c-6. 焊点计数功能。
d. 技术参数
d-1. 输入电压:三相380V,50HZ/60HZ,电源波动+10%,-20%;
d-2. 输出电压:单相PWM 输出500V;
d-3. 输出电流:依控制器型号不同而不同,最大400A;
d-4. 冷却水:流量6L/MIN,温度≤30℃;
d-5. 工作环境温度:0~50℃;
d-6. 气阀规格:DC24V。
★天津商科中频交流电阻悬挂焊接技术简介及应用★
一、中频交流的技术特点
中频交流电阻焊机及焊接工艺方法,包含了以往工频交流电阻焊,中频次级整流电阻焊,电容储能电阻焊,低频电阻焊,直流冲击波电阻焊的焊接工艺特性。其中中频交流输出的焊接工艺,为选择电阻焊焊机及制定焊接工艺,以及通过控制正负极性比例来解决极性效应对电阻焊质量的影响,提供了与以往完全不同的一种设备及工艺方法。
二、电阻焊的技术背景
目前,电阻焊技术主要分为四大类(四个技术发展阶段):
1.工频交流电阻焊;
2.中频直流电阻焊;
3.中频交流电阻焊(天津商科首创专利技术,广泛应用于悬挂焊点焊工艺);
4.中频交直流电阻焊(天津商科首创专利技术,广泛应用于固定点凸焊工艺)。
传统的焊接设备是,一种电阻焊设备具有相对应的一种工艺和结构特性。其中任何一种设备不具备其它两种或两种以上焊机的特性;当工件结构和材质发生变化时,必须选用不同类型的电阻焊机及焊接方法才能获得合格的焊接质量,而中频交流电阻焊设备能够在一台设备上实现多种焊接工艺及方法,将储能、中频直流、中频交流功能集成一体,实现“四变量”(压力、时间、电流有效值、波形)可编程控制,拓宽了其应用范围。
三、中频交流焊机电流波形与工频焊机电流波形及中频直流焊机电流波形对比 工频交流焊接电流波形 中频交流焊接电流波形
中频直流焊接电流波形
四、相对于工频交流焊机,中频交流有如下的优点:
1. 三相交流电源输入,用电平衡;功率因数高达0.7;节能30%;节约供电变压器功率50%
2. 对相同的焊接工件,焊接时间缩短,省电;焊接稳定区加大;
3. 铝、镀锌板、高张力钢、不锈钢、镁合金、碳钢、钛各种材质均可焊接,焊接结果良好;
4. 尤其适合于三层板焊接、非常薄的材料的焊接以及精密焊接的要求;
5. 峰值电流小,焊接时无飞溅(采用脉冲技术),电极寿命增长;
6. 对电流的快速响应控制提高了焊点的质量。
五、相对于中频直流焊机,中频交流有如下的优点:
1.焊相同的工件,中频交流比中频直流节能10%(原因,中频直流变压器的整流二极管有约0.8-1.1伏 电压降,0.8-1伏电压降乘焊接电流等于整流二极管的消耗功率;0.8V*50KA=40KW ); 2.由于中频交流焊机变压器无整流二极管;变压器的故障率大大降低;用户采购成本低;
3.中频交流无极性效应,克服了焊接电极与工件相接触部位热量不平衡现象,减少其中一侧电极损耗,同时降低其中一侧表面过热引起的飞溅。
4.中频交流独有的频率可调(0-400HZ)控制技术,能改变焊接波形,进一步加大焊接稳定区,和中频直流焊机相比,更能出色完成6MM以上厚度的热轧板、酸洗板、高强钢板、热成型钢板、镀膜板的焊接。六、中频交流电阻焊接系统组成
如图所示:整个焊接系统由控制器、焊接变压器、工件组成。其中控制器又包含多个部分,有电源驱动、整流部分、电容板、IGBT、以及主控板部分。
三相交流50/60Hz电源
输入,经整流、滤波变成
平滑的直流电,以
IGBT/K1作开关器件产生
交替的电压输出,通过调
整高频(5KHz)工作的
IGBT/K2的开通脉冲宽度
实现设定的焊接电流输
出。
七、中频交流电阻焊机的技术性能:
●中频交流输出电源频率:逆变频率5KZ,焊接频率0 ~400.0Hz可编程;可编程最多64套焊接规范;
●输入电压:三相380V,50HZ/60HZ,电源波动+10%,-20%;
●输出电压:单相PWM 输出500V;
●输出电流:最大峰值电流35KA;
●冷却水:流量24L/MIN,温度≤30℃;
●工作环境温度:0~50℃;
●气阀规格:DC24V。
●三段加热过程:预热、焊接、回火;其中焊接段中可以自己定义递增和递减段。
气体保护焊机相关资料
气体保护焊机资料 分体机 保护焊机一体机 深圳佳士科技(上市公司)是全国最大的逆变焊机生厂商,焊机性能稳定,技术成熟。
一体机特点: * IGBT逆变技术,电流型控制,质量可靠,性能稳定 * 闭环反馈,恒压输出,抗网压波动能力强(±15%) * 电子电抗器控制,焊接过程稳定,飞溅小,熔池深,成型好 * 焊接电压预置,不焊接时,电压表显示预置电压大小 * 能同时观测焊接电流、焊接电压 * 返烧时间可调 * 有2T/4T选择,方便长焊作业 * 起弧慢送丝,焊后削小球,保证引弧成功率 * 送丝部份与主机分开,焊接操作范围大 * 体积小,重量轻,操作简单,经济实用 型号 单位MIG-250F NB270F 项目 电源电压V 单相380V±15% 单相380V±15% 输入电流 A 14 14 电源容量KVA 9.2 9.2 电流调节范围 A 50-250 50-270 输出电压V 14-30 14-30 额定输出电流 A 250 270 额定输出电压V 27 27 额定负载持续率% 60 40 功率因数0.85 0.85 效率% 85 85 送丝机形式分体分体 后吹时间s 1 1 焊丝盘直径mm 270 270 焊丝直径mm 0.8/1.0 0.8/1.0 主机外形尺寸mm 500×230×420 500×230×420 主机重量kg 20 20 分体机特点: * 功率器件采用IGBT辅以独特的控制,显著提高了焊机的可靠性。 * 负载持续率高,可长时间焊接。 * 闭环反馈控制,输出电压稳定,抗电网电压波动能力强(±15%)。 * 焊接电压、电流连续可调,焊接特性优良。 * 气保护焊使用独特焊接动特性控制电路,焊接电弧稳定,焊接飞溅少、成型美观,焊接效率高。 * 具有焊后消小球功能,消除焊丝端部熔滴小球,并辅以高空载、慢送丝功能,提高一次引弧成功率。 * 手弧焊电流稳定,引弧性能优异,可使用任何型号的焊条。 * 逆变频率为30KHz,显著减小了焊机的体积和重量。 * 显著减少的铜铁损,明显提高了焊机的整机效率,节能效果显著。 * 开关频率在声频以外,几乎消除了噪音污染。
【国内标准文件】IGBT逆变焊机与其他类焊机的区别
IGBT焊机 逆变与整流是两个相反的概念,整流是把交流电变换为直流电的过程,而逆变则使把直流电改变为交流电的过程,采用逆变技术的弧焊电源称为逆变焊机。逆变过程需要大功率电子开关器件,采用绝缘栅双极晶体管IGBT作为开关器件的的逆变焊机成为IGBT逆变焊机。 逆变焊机的工作过程如下:将三相或单相工频交流电整流,经滤波后得到一个较平滑的直流电,由IGBT组成的逆变电路将该直流电变为几十KHZ的交流电,经主变压器降压后,再经整流滤波获得平稳的直流输出焊接电流。 由于逆变工作频率很高,所以主变压器的铁心截面积和线圈匝数大大减少,因此,逆变焊机可以在很大程度上节省金属材料,减少外形尺寸及重量,大大减少电能损耗,更重要的是,逆变焊机能够在微妙级的时间内对输出电流进行调整,所以就能实现焊接过程所要求的理想控制过程,获得满意的焊接效果。 IGBT逆变焊机与其他类焊机的区别 一、与可控硅整流焊机的区别 1、可控硅整流焊机是将50HZ的交流电整流成直流电输出,通过改变可控硅的导通角来改变输出大小,输出波形不平滑,所以焊接效果不好,引弧及其他一些控制功能差。 IGBT焊机是将交流电整流后,经过IGBT逆变,再经中频变压器降压,经过二次整流后输出,输出波形好,通过脉宽调制控制IGBT逆变器的导通时间改变输出的大小。引弧及推力电流易于控制。 2、可控硅整流焊机体积大,较为笨重,不便于搬运和移动,而IGBT焊机由于逆变频率高达20-30KHZ,所以变压器体积小,重量轻,易于搬运。 3、逆变焊机比整流焊机省电约30%左右。 4、IGBT逆变焊机控制及主电路较为简单。加之北京时代焊机采用软开关的逆变技术,所以可靠性高,故障点少,易于维修。 二、与SCR逆变焊机的区别 1、可控硅是电流型控制元件,控制较复杂,也是半控元件,一般采用调频方式来控制;IGBT是电压型控制元件,易于控制,一般采用脉宽调制。 2、逆变频率不同:由于SCR的开关时间较长,所以频率不能太高,一般在3-5KHZ左右,而IGBT器件的开关频率较高。IGBT模块可达30KHZ左右,IGBT单管开关频率更高,达50K HZ以上。
中频点焊机原理介绍
沈阳骏瀚焊接设备有限公司系列中频直流逆变式点凸焊机 ?是目前国际先进的电阻焊产品; ?具有无可比拟的焊接稳定性; ?低运行成本: ◆三相电源平衡输入,功率因数高达95%; ◆次级回路几乎没有感应能量损失; ◆较低的焊接电流和电极压力; ◆节约能量达30%以上; ◆电极寿命提高1倍以上,减少电极修磨时间; ◆大幅度节约电力安装和水、气等辅助设施的安装成本; ?更准确、更快速、更全面地控制和分析焊接参数; ?更短的焊接时间,提高生产效率。 ?应用于大部分金属材料焊接效果会更好,特别在焊接铝,铝合金和铜等导热性高的金属效果 更好,质量更稳定可靠。 中频逆变电源与其它电源的对比 ?三种焊接电源的原理简图
单相交流焊机 ?最常见的电阻焊机型式; ?一般用可控硅移相控制。由于工作频率(50Hz)的限制,其焊接电流的最小调节周期需0.02s (即一个周波); ?每个周波都有过零区,特别在小焊接规范时,过零时间可能高达预定焊接时间的50%以上。 热量损失严重,这对于热导性良好的材料(如Al、Cu及其合金)和热强钢等的焊接是极为不利的。而在连续缝焊的情况下则会限制焊接速度的提高。 ?交流电流在通过焊接区时,由于趋表效应而出现发散现象,显然能量利用不充分。 ?电阻焊的对象大多是钢铁之类的铁磁材料,工件进入焊机的电极臂间就会引起次级回路电感 量的变化,引起焊接电流的不稳定,从而导致焊接质量的波动; ?强大的焊接电流使电极臂受到交变电磁力的干扰,从而导致电极压力的不稳定,影响焊接质 量。
电容储能焊机 ?焊接时间很短,一般只有0.003~0.006s(通常放电时间不作控制)。焊点表面氧化和变形很少; ?特别适用于厚度差别大的材料焊接; ?输出和输入完全分隔,不受外部电源变化影响,保持恒定功率输出; ?对大多数材料来说,储能焊机的焊接规范太硬了; ?设备价格比较高; ?电容器寿命相对较短。
(完整版)中频焊机资料
八、焊装线生产设备性能描述 4.3.1日基一体式焊钳优点 4.3.2.5 中频直流一体式焊钳示意图解 模块化结构,主机有外罩防护,保证使用安全,维修方便。 X 型工频交流/中频交流一体式焊钳 铬锆铜冷挤压机臂时效工艺,保证高强度和良好的冷却性能。数控精密制造,保证高品质、高性能。 选用知名品牌的进口气动元件,进口的电极材料,保证低成本、高效益。 多功能集成控制手柄结构合理,设计人性化。荣获专利,航空插件英国技术,防水性特强。 焊机前后重心可调,旋转角度锁定机构独家专利,保证操作的灵活与轻巧。 达欧洲标准的100%环氧树脂真空浇注,德国技术的线圈成型和绝缘工艺,先进模具成型的E 型矽钢片,造就高电磁利用率、高出力、低空载损耗的高性能变压器。 配置性能卓越、品质可靠的触摸屏式专用控制箱,保证稳定的焊接性能。 X 型中频直流一体式焊钳 控制手柄 中频变压器 旋转盘 接线盒 气 缸 辅助支撑架 焊钳本体 焊 臂 电极帽 弯电极
4.3.2.6 中频直流变压器主要参数 4.3.2.7 中频直流变压器主要性能 a. 变压器铁芯采用适用于中频特性的高导磁性能的铁芯; b. 变压器内部采用高性能的绝缘材料 c. 初级线圈与次级线圈采用真空环氧浇铸工艺,具有很好的绝缘防水性能; d. 装有多重温度报警装置,确保安全工作。 e. F 级绝缘; f. 变压器为水冷式及环氧树脂浇注结构; g. 变压器次级装有动作温度为80℃±5℃的热保护元件,当冷却水流量不足时,为了防止变压器过热烧毁,必须使用自动超温保护和灯光报警装置,温度异常时保证变压器线圈不被烧毁,预埋热保护开关。 h. 整流器采用优质的元件,确保输出稳定可靠。 i. 一体化焊钳具有漏电保护装置,保证工人操作安全。 4.3.2.7 一体式焊钳通用技术指标 4.3.2.7.1 温升 a. 上、下钳臂,气缸的温升<35℃。在0.3Mpa 水压、0.5Mpa 气压下,焊钳短路通以10000A 电流,焊接时间0.6s 型号:DB2-130 额定容量130KVA 最大标准负载电流20000A 负载持续率50% 初级电压500V 输出频率1000HZ 二次无负荷电压10/12.5V 空载损耗<0.8KW 绝缘等级F 匝数比50/40 冷却水流量5L/min 变压器重量15.3Kg 型号:DB2-90 额定容量90KVA 最大标准负载电流:18000A 负载持续率:50% 初级电压:500V 输出频率:1000HZ 二次无负荷电压:9.8V 空载损耗:<0.8KW 绝缘等级:F 匝数比:51 冷却水流量:5L/min 变压器重量:13.5K
逆变电阻点焊.
逆变电阻点焊设备调研报告 焊接原理:电阻焊 (resistance welding 是将被焊工件压紧于两电极之间,并施以 电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。 逆变式焊机市场发展概况 国际逆变式焊机产品发展总体概况 一、本产品国际现状分析 电焊机是现代工业重要的工艺装备,广泛应用于造船、化工、冶金、建筑、机械、汽车、轻工、电力等各工业部门,也是航天、电子、原子能等国防尖端工业中不可缺少的加工设备,目前世界各国均对电焊机产品的研制给予了足够的重视。 随着科学技术的进步,电力电子技术、材料加工技术和计算机技术的发展,极大地推动了焊接电源的发展。焊接电源从电磁控制发展到电力电子控制, 从整流电源发展到逆变电源, 逆变技术得到了突飞猛进的发展。 目前,日本、美国等工业发达国家的焊机制造厂商和中国的许多焊机制造企业几乎全部进入到逆变式焊机时代。这是因为逆变焊机对大幅度节省原材料(铜、硅钢片 ,降低制造成本,大幅度减少电耗和明显改善焊接性能等方面都有突破性的意义,是电焊机产品发展的必然,也是我国电焊机制造企业产品更新换代的必由之路。 IGBT 逆变式焊机是目前工业机型的主要产品,它从 20世纪 90年代一直到现在都在快速发展着,这一类产品是目前逆变焊机的主导产品,也是以后电焊机产品的发展方向。二、本产品主要国家和地区概况 1、美国 ①美国林肯电气公司
总部位于美国俄亥俄州克利夫兰市的林肯电气公司是一家弧焊产品设计、开发和制造的跨国性企业。其机器人焊接系统、等离子和氧乙炔切割设备、钎焊等产品在全球市场中占据主导地位。目前在全世界 20个国家拥有 36个工厂,并在160多个国家设有经销商和销售代表处。 林肯电气公司是国际焊切设备制造业先驱。进入中国后,林肯弧焊设备的足迹遍及中国石化、造船、电建、汽车制造等许多行业,为国内众多产业,提供了最可靠的质量保证。②米勒电气制造有限公司 米勒电气制造有限公司作为全球最大的焊接产品生产商— ITW 焊接集团的子公司, 专门从事焊接电源的研发生产。米勒电焊机产品系列包括:TIG 焊机、 MIG 焊机、埋弧焊机、多功能焊机、发电机驱动焊机、手弧焊机、等离子切割机、送丝机、点焊机、自动焊接系统、感应加热系统、焊枪及附件等。 米勒焊机进入中国近三十年来,产品已广泛应用于航空航天、造船、集装箱、油田、油气管道、大型钢结构、重型机械、石油化工、有色金属及不锈钢产品等工业制造或生产领域, 享有极高的声誉。 2004年, ITW 集团在华投资成立了北京米勒电气制造有限公司,不但生产米勒电焊机系列产品,还为用户提供广泛的培训服务和售后支持,更好地满足国内客户的需求。北京米勒公司已经顺利取得 ISO9001:2000和 CCC 的产品强制性认证。 2、日本 日立集团(Hitachi 在全世界拥有约一千多家公司,日立集团经营的业务涵盖了极其广泛的领域,是世界范围内罕见的、独具特色的企业集团。日立在广泛的事业领域中为社会提 供系统、产品及服务,其中包括信息通信系统、电子设备、电力/产业系统、数字媒体/家用电器、高性能材料、物流及服务、金融服务等领域。 1996年, 日本日立公司的 IGBT 逆变焊机已占 MIG/MAG焊机的 70%, 占 TIG 焊机的 95%以上, 占切割机的 100%, 除此之外, 日本松下, 大阪变压器公司的逆变式焊机都超过 50%。 3、芬兰
焊接资料大全
第1章焊接工艺评定知识 (2) 第2章金属的焊接性试验 (4) 第3章堆焊焊条使用 (8) 第4章钢制压力容器焊接工艺评定(JB4708-92) (9) 第5章钢制压力容器焊接工艺评定(JB4708-2000) (26) 第6章龙滩压力钢管焊接工艺评定计划 (39) 第7章各种附录表格 (49) 第8章压力钢管制造坡口加工作业指导书 (60) 第9章压力钢管制造纵缝焊接作业指导书 (65) 第10章压力钢管制造加劲环、阻水环焊接作业指导书 (74) 第11章焊接施工一般规定 (79) 第12章生产性焊接试验计划 (83) 第13章龙滩压力钢管安装焊接工艺 (93) 第14章压力钢管制造安装及验收规范(DL5017-93) (103) 第15章龙滩缆机轨道安装与焊接方案 (137)
第1章焊接工艺评定知识 焊接工艺评定是确保锅炉和压力容器制造质量的重要前提。我国焊接工艺评定的主要参考依据是美国焊接学会AWSD1.1-92《钢结构焊接规范》第五章“焊接评定”,该规范规定了钢结构件的焊接工艺评定通用标准。 焊接工艺评定是从焊接工艺角度,确保钢制压力容器焊接接头使用性能的重要措施。它是按照所拟订的焊接工艺(包括焊接前准备、焊接材料、设备、方法、顺序、操作的最佳选择,以及焊后处理等),根据标准所规定的焊接试件、检验试样测定焊接接头是否具备所要求的性能。经过焊接工艺评定,提出“焊接工艺评定报告”并结合实践经验制定“焊接工艺规程”,作为焊接生产的依据。 焊接工艺评定的前提是材料在选用与设计前,必须经过(或有可靠的依据)严格的焊接性试验,例如焊接裂纹试验,但这些属于试验研究与设计选材的范畴,不属于焊接工艺评定的任务,但他们是评定的前提因素,亦即工艺评定的基础。 焊接工艺评定所选用的设备、仪表与辅助机械应处于正常工作状态,钢材与所有焊接材料必须符合相应的标准,并需要由本单位技能熟练的焊接人员施焊和进行热处理,不得由外单位人员操作或进行工艺评定。 评定对接焊缝焊接工艺与角焊缝焊接工艺可以采用对接焊缝接头形式。 焊接工艺评定的主要目的在于证明某一焊接工艺能否获得力学性能
电阻焊机控制器说明书【干货】
电阻焊机控制器说明书 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 1.1电焊机的标准体系介绍 电焊机行业的标准化工作由全国电焊机标准化技术委员会(CSBTS/TC70,以下简称电焊机标委会)负责,电焊机标委会成立于1985年12月。电焊机标委会由国家标准化管理委员会(SAC)和由其委托的专业标准化主管部门领导和管理,电焊机标委会设置有秘书处,秘书处负责电焊机专业领域的标准化及国际电工委员会IEC/TC26(电焊技术委员会)以及国际标准化组织ISO/TC44/SC6(电阻焊技术委员会)在国内的技术归口工作。 电焊机标准体系按电弧焊机、辅机具(配套件、零部件)、电阻焊机(包括控制器、电极接头等部件)、特种焊机、电磁兼容、电弧焊机能效和基础标准划分。目前电焊机行业现行有效的国家标准27项,行业标准43项,见表1。 现行电焊机标准覆盖了所有电弧焊机及其关键性的辅机具;覆盖了大部分的通用电阻焊机产品;特种焊机由于使用量较小,所以仅制订了摩擦焊机标准。 表1 电焊机现行标准目录
1.1.1安全标准体系和相关标准 现共有安全标准9项,分别涉及电弧焊机、辅机具和电阻焊机。 1.1.1.1电弧焊机产品安全标准 现行电弧焊机产品安全标准为GB 15579系列标准。 GB 15579.1《弧焊设备第1部分:焊接电源》和GB 15579.6《弧焊设备第6部分:限制负载的手工金属弧焊电源》,两项标准均等同采用IEC标准,是各类电弧焊机产品生产、销售以及CCC认证依据的标准。其中GB 15579.6仅适用于额定最大焊接电流不超过160A、具有热切断装置、主要由非专业人员使用的手工电弧焊机,但不包括变频式、带遥控和旋转式电弧焊机,目前这类产品数量极少。GB 15579.1适用于除GB15579.6以外的所有电弧焊机产品。 GB 15579.10《弧焊设备第10部分:电磁兼容性(EMC)要求》等同采用IEC标准。该标准是强制性国家标准,涉及人身的电磁辐射安全,也涉及到电网及相关设备的电磁安全。 1.1.1.2电弧焊机辅机具安全标准 涉及电弧焊机辅机具的安全标准有GB 15579.11《弧焊设备第11部分:电焊钳》、GB 15579.12《弧焊设备第12部分:焊接电缆耦合装置》、GB/T 15579.5《弧焊设备第5部分:送丝装置》、GB/T 15579.7《弧焊设备第7部分:焊炬(枪)》、GB 10235《弧焊电源防触电装置》。这些标准也是CCC认证依据的标准,除GB 10235外,其他标准均等同或修改采用IEC标准。 1.1.1.3电阻焊机安全标准 GB 15578《电阻焊机的安全要求》是各类电阻焊机均必须执行的安全标准,也是CCC认证依据的标准。 1.1.2技术标准体系和相关标准
固定式中频逆变点(凸)焊机技术参数
固定式中频逆变点(凸)焊机技术参数 型号D(T) B-100 D(T) B-160 D(T) B-185 D(T) B-200 D(T) B-220 D(T) B-250 D(T) B-285 D(T) B-290 D(T) B-350 电源电压380V/50 HZ/3 380V/50 HZ/3 380V/50H Z/3 380V/50H Z/3 380V/50 HZ/3 380V/50H Z/3 380V/50 HZ/3 380V/50H Z/3 380V/50H Z/3 额定电流 (*100A) 100160185200220250285290350 初级电压1000H (V) 500 500 500 500 500 500 500 500 500 控制器型号 (PW-MF) 4008008008008001200120024002400 变压器型号90 90 160 160 160 160 250 2*160 2*250 负载率(%)202020202020202020 次级空载电压 (V) 8.9 8.9 8.9 8.9 8.9 8.9 12.5 8.9 12.5 气缸行程(mm)606080808080808080 气源压力(Mpa)0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 电极压力(kg)430430735735735735735735735 冷却水压力 (Mpa) 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3 冷却水消耗 (L/min) 152020202525253030 重量(KG)230 280 340 380 400 450 520 550 550
二氧化碳气体保护焊机工作原理资料
二氧化碳气体保护焊机工作原理
第十章二氧化碳气体保护焊机工作原理 第一节二氧化碳气体保护焊机的特点与一般要求 一、二氧化碳气体保护焊机的一般结构图 二氧化碳气体保护焊即熔化极惰性气体保护焊,指用金属熔化极作电极,惰性气体(CO2)作焊接方法,简称MIG。 相对于其它弧焊机,MIG焊机添加了送丝结构及相应的送丝控制电路,在焊接过程中实现了半自动化,不但提高了效率,也减少了损耗。焊接过程中使用廉价的CO2气体作保护,使得起弧容易,焊接成本低而效果好。而且,送丝速度、输出电压可调节,可使两者达到良好匹配,提高了焊接质量,适用于各类焊接。 MIG机的送丝方式一般有三种:推丝式、拉丝式、推拉结合式,不同的送丝方式对送丝的软管要求各不相同。对于推丝式送丝软管一般在 2.5米左右,而推拉结合式的送丝软管可达15米,为了保正送丝稳定,相应的送丝电机和送丝控制电路都要求严格。 二、MIG焊的特点 1、工作效率高:CO2的电弧穿透力强、熔深池大、焊丝熔化率高、熔敷速度快、,工 作效率比手工弧焊高1~3倍; 2、焊接成本低:CO2气体是工厂的副产品,来源广、价格低。其成本只有埋弧焊和手 工焊的40%~50%左右。 3、能耗低:相同条件下,MIG焊与手弧焊相比,前者消耗的电能约为后者的 40%~70%。 4、适用范围广:MIG焊能焊接任何位置,薄板可焊致电1mm,最厚几乎不受限制。而 且焊接薄板时,较氩气焊速度快、变形小。 5、抗锈能力强:焊缝含氩量低,抗裂性好。 6、焊后无需清渣,因是阴弧,便于监视和控制,便于实现自动化。 三、MIG焊机的一般要求 1、MIG焊机的焊接过程 ①起始时,焊丝由送丝机送出,接触工件; ②焊丝与工件短路,产生大电流,使得焊丝顶端熔化; ③焊丝与工件间形成电弧; ④焊丝送出,电弧变短; ⑤焊丝再次接触工件。如此周而复始。 2、MIG焊机的一般要求
中频逆变直流电阻焊机同其他电阻焊机之比较
中频逆变直流电阻焊机同其他电阻焊机之比较 等世界各厂提供的原材料配套,性能稳定,质量可靠。 我们致力于研究开发不同材质的焊接工艺,务求客户在焊接工艺中尽善尽美。 深圳市福威特焊机有限公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 公司一贯坚持“质量第一,用户至上,优质服务,信守合同”的宗旨,凭借着 高质量的产品,良好的信誉,优质的服务,产品畅销全国近三十多个省、市、自 治区以及远销欧美、意大利等国家。竭诚与国内外商家双赢合作,共同发展,共 创辉煌! 中频逆变点焊机 型号:FWT-20000 机器图片展示:
产品描述: ◆每分钟最高可输出焊点1500个; ◆1KHZ、2KHZ、4Khz、8kHz、10KHZ、20KHZ逆变频率,控制精度高,焊接时间可以精确到0.25毫秒或0.125毫秒; ◆LCD显示直观,触摸液晶显示屏,操作方便; ◆恒定电流、恒定电压、恒定功率、定脉宽等控制方式,适合多种材料多种产品焊接;
◆三段放电加热方式,电流缓升缓降控制; ◆设定参数上、下限电流监控; 中频逆变电阻点焊机特点: 1、电流直流输出,焊接电流为脉动直流(且波纹度小); 2、IGBT逆变频率1~8KHZ,通电时间控制周期为0.125ms,放电时间可任意调节控制; 3、可实时监控电流、电压、功率; 4、具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能;可极 大减少产品焊接不良率。 5、三段放电设定,带电流缓升缓降功能,可有效解决“飞溅”,更加保证了焊 接的稳定性。 6、电极寿命能有效延长。节能50%以上。 适用范围: 广泛应用于铜、镍、不锈刚等有色金属和电子器件、精密仪表、低压电器及轻工、家电等行业。 中频逆变直流电阻焊机同其他电阻焊机之比较 中频逆变直流电阻焊机优势 一、目前国际最先进的电阻焊产品 二、具有无可比拟的焊接稳定性; 三、低运行成本: 1.三相电源平衡输入,功率因数高达95%。 2.次级回路几乎没有感应能量损失。 3.较低的焊接电流和电极压力。 4.节约能量达33%以上。
MF系列中频逆变直流电阻焊接机
MF系列中频逆变直流电阻焊接机 MF Series Middle Frequency Inverter DC Welding Machine 设备主要特点 1.电阻焊是靠焊接电流通过工件而工件本身的电阻产生的高温热来熔合焊接的,因此可通过调整提高和改变焊接电流的频率来使焊接过程更加优化,焊接过程控制的更好,从而提高产品的焊接质量。 中频焊机就是在此原理基础上研发产生,普通交流工频焊机的频率是50HZ或者60HZ,而中频焊机的频率是1000HZ,时间控制精度高,功率因数达98%,无电磁感应涡流干扰,焊接质量相对提高很多。 2.但是并非所有工件的焊接电流最佳值都是1000HZ,有些需要更大一些的焊接频率,有些则需要小一些,我们公司在此基础上又研发出焊接电流频率可调可变的性能更优良的VF系列变频焊机。其原理是通过加有IGBT的脉冲宽度可调的“焊接控制器”及输出电压V和变压器匝数N可调的“焊接变压器”一起实现焊接频率可调。 3.然而这两种焊接都不会根据工件的细微变化自动调整焊接电流的大小,为了满足汽车,飞机等高端产品对焊接质量的更高需要,我们公司又在以上两种焊机的基础上加装了“动态电阻原理的中频自适应控制系统”, 该系统以恒流方式控制技术为基础,根据工件板厚、工件表面污垢及锈蚀程度,操作人员个体差异性等因素的细微变化及焊点的分流等情况,自动调整焊接过程中的每一个焊点的焊接电流,保证焊接质量和焊接效果的高度一致性。 4.中频电源及变频电源都是由三相电网供电,而不是传统的工频交流焊机的两相供电,不会造成电网的波动,同时对电网自身的波动,电压的突然升降,适应性也较强。电流输出更精确、更稳定,更节能、更高效。 5.特别适合焊接导电率较高的铝,铜材料,比较厚的工件,汽车,航天飞机,其他高端产品及行业的焊接。 Main Application and Characteristic 1. Resistance Welding is one kind of welding technology which melt the metal material by the resistance heating energy which is generated by the welding current passing the workpiece itself.Therefore by increase or adjusting the welding current frequency,it can change and improve the welding quality. Just basing on this theory,we develop the Middle Frequency Inverter DC Welding Machine,its welding current frequency increase to 1000HZ from common 50HZ or 60HZ. The controlling time precision is much higher, the power factor is more than 98%,without eddy current electromagnetic induction interference, the welding quality is also improved a lot. 2. While not for all the workpiece,the current optimum value is all same as 1000HZ,some need bigger welding frequency,others need less,just because
逆变式焊机操作规程
逆变式焊机操作规程 1 操作逆变式焊机前应对现场进行清理,并对焊机状态进行检查,符合逆变式焊机的运行要求和出厂说明书对环境的要求。主要检查: 1.1 焊机外壳接地应可靠; 1.2 焊机要求输入的电源电压应满足焊机性能需要, 1.3 焊机的电路连接应正确可靠,电气接头应紧固,线路无破损,符合电气安全规程的要求; 1.4 焊机上自动空气开关、电流转换开关、控制方式选择开关等,送电前应按说明书要求,放置在规定的位置上; 1.5 焊机附近有足够的空间,使通风良好,通风风扇的转动方向,应符合要求。 2 操作逆变焊机所使用的电焊软线,电焊把钳、面罩等工、器具应进行检查并符合安全操作规程的要求。 3 检查焊机符合要求后,可操作焊机进行焊接,但必须先接通风扇,并观察各表指示应正确,方可施焊。焊机运行期间,应经常检查风扇是否运行、焊机是否正常。如有异常情况或响声,应停机检查原因,不得勉强使用。对使用逆变焊机时中频变压器发生的中频啸叫声和空载时焊机内“哒、哒……哒”的响声,应与异常现象区分开。 4 常见的故障原因分析和排除方法,应按逆变焊机说明书的要求进行;对于电气原因故障,应请电工进行排除,并符合电气安全要求。 5 焊机未切断电源之前,切不可触碰焊机的导电部分;工作完毕或临时离开工作场所时,必须切断电源(一般不将焊机所带空气开关当作电源开关使用)。 6 连接焊机时,必须符合电气安全规程要求。对焊机进行维护保养和机内检查时,必须断开电源后进行。应检查机内有无紧固件松动现象;检查快速插头接触情况是否良好;检查遥控插头是否松动,遥控线是否破损,调节旋钮是否松动,面板上开关使用是否灵活等。 7 每班工作结束后,应检查焊机中电源开关是否断开,并清理现场对焊机进行例行保养,填写好设备运转记录,并按有关规定做好交接班工作。 8 操作逆变焊机的电焊工人,应遵守《电焊工操作规程》中的有关规定。 -----摘自公司《设备操作规程》
逆变电阻点焊机设备操作说明书
一﹑面板介紹﹕ 1.左氣缸運動機構﹔ 2.左焊頭夾持機構﹔ 3.焊接夾具平台﹔ 4.氣壓表用于調節壓力﹔ 5.急停開關﹕異常情況下按下此鍵即停止作業。 6.電源開關﹕用于接通與斷開電源﹔ 7顯示屏 8右氣缸運動機構﹔ 9.右焊頭夾持機構﹔ 10.啟動開關用于啟動設備點焊﹔ 11.前進﹕設備手動調節時使用﹔ 12.啟動﹕用于啟動設備點焊﹔ 13.后退﹕設備手動時節使用﹔ 14.暫停﹕作業中按下此鍵﹐設備停止﹐ 恢復時設備繼續工作。 15.顯示屏﹔ 16.-/+鍵﹕用于調整設置參數﹔ 17.READY ﹕待點焊狀態指示﹔ 18.ERROR ﹕錯誤指示燈﹔ 19.方向鍵﹕用于移動光標及翻頁﹔ 20.電源開關﹕用于接通與斷開電源﹔ 21.RESET ﹕復位鍵﹔ 22.ENTER ﹕用于參數設置后確認﹐方可保存。 二﹑操作步驟﹕ 1.接通電源﹐將操作平台與逆變電源之電源開關置于ON 狀態﹐設備通電工作(顯 示如下)﹐調整氣壓表壓力﹐順時針﹐壓力孌大﹐逆時針變小。 1 2 3 4 5 6 7 14 13 12 11 10 9 8 15 16 17 18 19 20 22 21
2.按下上圖“自動運行”圖標﹐進入如下界面 3.按下“啟動”圖標﹐機器自動進入校正零位﹐進入如下界面﹕ 4.將理線后夾具裝后焊接治具﹐再放入運動平台后﹐按下操作平台“啟動”鍵﹐進行自動焊接﹐焊接后自動返回。
4.1按主界面按下“參數設定”圖標﹐進入如下界面﹕ 4.2按下上圖中“確認”圖標﹐進入如下界面 4.3用手指按下“焊接位置手動輸入”圖標﹐進入如下界面﹕ 4.4用手指按下上圖“確定”光標機器進入下圖 用手指按下“機種代號”之方框處“”出現如下對話框﹕
中国焊机品牌汇总大全资料
焊机品牌大全 国产的品牌: 深圳品牌:日朗,火麒麟,瑞凌,佳士,微特力,马牌 广州品牌:烽火,长胜 上海品牌:沪工,通用,东升,尤耐克 山东品牌:奥太 北京品牌:时代 杭州品牌:凯尔达 济南品牌:华奥 其他品牌:华远电机,无锡洲翔,浙江肯得 市场占有率方面:日朗,瑞凌,凯尔达等品牌相对较高 进口的品牌: 林肯(做埋弧焊机比较好)米勒肯比福尼斯伊萨 沙富松下欧地利三社米加尼,EWM,OTC等等 如果是安装公司的话,用松下,三社的居多,目前来说林, 米勒,米加尼,EWM等做的比较好,但是价格相对比较高。 第二部分:焊机价格比较 国产品牌中,品质比较高端的是品牌有,日朗,奥太,时代,马牌,当然沪工,火麒麟,威特力这些也还不错, 相对比较保证。奥太,时代的价格相对比较高,如果是逆
变300A的价格都在7000以上,相对而言,日朗,瑞凌,佳士,通用,凯尔达,长胜,烽火,火麒麟等等他们的价格都差不多,逆变系列的价格在4000到5000之间。(以上价格均包括17个点的增值税和运费),如果是非国产的品牌,300A的焊机价格都在12000以上,当然以上都是逆变,电焊两用机,不带脉冲的。 第三部分:目前常用的焊机网站地址汇总 广州长胜焊机:https://www.360docs.net/doc/4716715593.html,/cs/gsjj.asp?yy=1 山东奥太:https://www.360docs.net/doc/4716715593.html,/ 深圳日朗焊机:https://www.360docs.net/doc/4716715593.html,/ 北京时代:https://www.360docs.net/doc/4716715593.html,/show.asp?uver=cn 深圳瑞凌:https://www.360docs.net/doc/4716715593.html,/main/cn/home/index.asp 济南华奥:https://www.360docs.net/doc/4716715593.html,/newEbiz1/EbizPortalFG/portal/html/index.html 广州峰火:https://www.360docs.net/doc/4716715593.html,/ 上海沪工:https://www.360docs.net/doc/4716715593.html,/ 深圳佳士:https://www.360docs.net/doc/4716715593.html,/index.asp 深圳威特力:https://www.360docs.net/doc/4716715593.html,/main.asp 上海通用:https://www.360docs.net/doc/4716715593.html,/product.asp 杭州凯尔达:https://www.360docs.net/doc/4716715593.html,/index.html 上海东升:https://www.360docs.net/doc/4716715593.html,/index.asp 上海尤耐克:https://www.360docs.net/doc/4716715593.html,/ 欧地希上海:https://www.360docs.net/doc/4716715593.html,/cn/company/index.aspx 三社:http://www.sansha.co.jp/official/chinesesite/index.html 美国林肯: https://www.360docs.net/doc/4716715593.html,/index_cn.asp 美国米勒:https://www.360docs.net/doc/4716715593.html,/ 泰达铭:https://www.360docs.net/doc/4716715593.html, 深圳火麒麟:https://www.360docs.net/doc/4716715593.html, 深圳德国马牌:https://www.360docs.net/doc/4716715593.html, 中国焊机协会行业办
(国内标准)IGBT逆变焊机与其他类焊机的区别
(国内标准)IGBT逆变焊机与其他类焊机的区别
IGBT焊机 逆变和整流是俩个相反的概念,整流是把交流电变换为直流电的过程,而逆变则使把 直流电改变为交流电的过程,采用逆变技术的弧焊电源称为逆变焊机。逆变过程需要 大功率电子开关器件,采用绝缘栅双极晶体管IGBT作为开关器件的的逆变焊机成为I GBT逆变焊机。 逆变焊机的工作过程如下:将三相或单相工频交流电整流,经滤波后得到壹个较平滑 的直流电,由IGBT组成的逆变电路将该直流电变为几十KHZ的交流电,经主变压器 降压后,再经整流滤波获得平稳的直流输出焊接电流。 由于逆变工作频率很高,所以主变压器的铁心截面积和线圈匝数大大减少,因此,逆 变焊机能够于很大程度上节省金属材料,减少外形尺寸及重量,大大减少电能损耗, 更重要的是,逆变焊机能够于微妙级的时间内对输出电流进行调整,所以就能实现焊 接过程所要求的理想控制过程,获得满意的焊接效果。 IGBT逆变焊机和其他类焊机的区别 壹、和可控硅整流焊机的区别 1、可控硅整流焊机是将50HZ的交流电整流成直流电输出,通过改变可控硅的导通角来改变输出大小,输出波形不平滑,所以焊接效果不好,引弧及其他壹些控制功能差。 IGBT焊机是将交流电整流后,经过IGBT逆变,再经中频变压器降压,经过二次整流后输出,输出波形好,通过脉宽调制控制IGBT逆变器的导通时间改变输出的大小。引弧及推力电流易于控制。 2、可控硅整流焊机体积大,较为笨重,不便于搬运和移动,而IGBT焊机由于逆变频率高达20-30KHZ,所以变压器体积小,重量轻,易于搬运。 3、逆变焊机比整流焊机省电约30%左右。
D(T)N交流点(凸)焊机说明书
D(T)N交流点(凸)焊机使用说明书 目录 一、主要用途及适用范围 (3) 二、产品适用工作条件和工作环境 (3) 三、产品的主要部件 (5) 四、系统说明 (6) 五、操作注意事项及保养 (8) 六、安全操作注意事项 (8)
一、主要用途及适用范围 点焊是将焊件搭接,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻方法。点焊广泛地应用在电子仪表、五金、家用电器的组合装配一一连接上,同是也大量的用于建筑工程、交通运输及航空航天中的冲压件、金属构件和钢筋网的焊接。 广州松合机电设备有限公司(https://www.360docs.net/doc/4716715593.html,/)生产的D(T)N系列数控式交流点焊机系垂直加压式通用点焊机,它采用较先进的微电脑控制方式,能准确地控制电流的大小和焊接时间的长短。适用于焊接低碳钢、合金结构钢、不锈钢、耐热合金、铝合金、钛合金等金属之间的焊接。 二、产品适用工作条件和工作环境 本焊机允许在下列条件下使用: 1、海拔高度不超过1000米; 2、无酸碱等腐蚀性气体或其它有害气体及易燃易爆气体的环境; 3、焊接时周围空气温度范围应在-10℃~40℃,运输与贮存过程中周围空气温度范围应在 -25℃~55℃; 4、相对湿度<90%; 5、供电品质:供电电压波动范围415±10%。不平衡≤5%,电网频率波动不得大于±2%。
三.产品的主要部件
四、系统说明
(一)、工作过程 焊接时焊工把工件放在上下电极间。按下脚踏开关,开始一个焊接过程,其包括四个阶段,即焊接前的预压阶段、通电熔接阶段、维持加压阶段与休止阶段。预压开始,电磁气阀动作,电磁阀把压缩空气接入气缸工作室上部并使其下室与大气接通,与气缸活相连的活塞杆及带上导电臂的导轨滑块即行下降,直至上电极压紧焊件为止;经过由“加压时间”预置的延后,触发可控硅,通电熔接开始,经过由“通电时间”预置的延时后,撤除可控硅的触发信号,可控硅截止,阻焊变压器初级绕组即与电源网路断开,焊机在没有焊接电流但保持电极压力的情况下进行锻压,开始维持加压阶段,其时间由“维持时间”决定,维持加压阶段结束断开电磁气阀,原来输送至工作气室上室的压缩空气即转送至下气室,上气室的压缩空气经电磁气阀排放到大气,而带有上导电臂的导轨滑块即行上升,松开工件,至此完成了一个焊接周期。 只踩动一下脚踏开关就自动地完成上述工序,得到一个焊点。若把控制器面板上的“休止时间”置于“非0”时,一直踩住脚踏开关,则焊接就会多次重复,直至将脚踏开关释放为止。两次焊接之间的间隙进时间由“休止时间”决定。 (二)、使用与维护 1、焊接的安装 本焊机可按用户需要安装于车间或试验室中,在安装焊机前,应将焊机仔细检查。当焊机经过输或长期储存后,心须仔细检查所有的螺栓及螺母有无松动。接至焊机的还有: (1)、焊机由单相交流415V/50Hz电源网路供电,因此必需用每根截面不低于表二列出的数据的电缆二根至焊机面身内可控硅安装板的接线柱上;在接到焊机的线路中并应装有熔器及脱扣开关等保护装置(熔断器熔断电流见表二)以便设备维修及保护焊机的工作安全。 表二 焊机型号DN-25 D(T)N-35 D(T)N-50 D(T)N-75 D(T)N-100 D(T)N-150 D(T)N-200
焊机资料
Ma?stab Benennung Pflichtenblatt PSI 6300.201L1 Z. Nr. Datum 12.05.03 1070084338 – 104W308 104 37800 27.08.08 PAW2/pd gez. ENG/ts 103 36858 22.03.07 PAW2/ts Z.gepr. ENG/ts ? A l l e R e c h t e b e i B O S C H R E X R O T H A G , a u c h f ür d e n F a l l v o n S c h u t z r e c h t s a n m e l d u n g e n . J e d e V e r f üg u n g s b e f u g n i s , w i e K o p i e r - u n d W e i t e r g a b e r e c h t , b e i u n s . Bosch Rexroth AG Invertersteuerung PSI 6300.201 L1 Pflichtenblatt Nr. 211 1070 084338 Ger?t zum Einbau in Geh?usewand Option Montageblech zum Aufbau auf Montageplatte 1x freier Steckplatz für Erweiterungsbaugruppe Abmessungen: B 280mm, H 463mm, T 240mm (ohne Kühlk?rper), siehe Ma?bild Schutzart: IP 20 Kühlung: Luft max. 45°C mit Bosch-Lüfterhaube (temperaturgesteuert) Umgebungstemperatur: max. 55°C Nennspannung: 400V -20% bis 480V +10%, 50/60Hz Stromversorgung: 24VDC (min. 19VDC - max. 30VDC nach EN 61131-2), 2A, alternativ Stromversorgung von Schwei?netz überspannungsschutz: MOV Nennstrom: 110A (max. thermischer Dauerstrom) Transistorschaltstrom: Siehe Belastungsdiagramm Temperaturüberwachung: Integriert Anzeige: Leuchtdioden zur Anzeige von 24VDC Versorgung, Zwischenkreisspannung, Bereit, Stromzeit und Batteriefehler Netzanschluss: U1, V1, W1, PE über Rahmenklemme 50mm2 Transformatoranschluss: U2, V2 über Rahmenklemme 50mm2
NIMAK公司中频凸、点焊机技术性能简介[1]
NIMAK公司中频凸/点焊机技术性能简介 一、中频点焊 1、中频点焊发展的原因 (1)弧焊逆变电源的成功应用必然扩大到点焊 弧焊逆变电源是70年代末期80年代初期问世的一种节能焊机,它的问世誉为焊接电源的革命。世界各国竞争相互开发换流原件诸如: ◆大功率晶体管 ◆功率场效应管MOSFET ◆晶闸管 ◆可关断晶闸管GTO ◆绝缘栅极晶闸管IGBT,它有: MOSFET的高输入阻抗,高开关速度20KH Z以上 GTO的低饱和压降 高电流密度 而且IGBT已向智能化模块方向发展,已经有: 内置功能-连接功率器件和控制电路接口以及过热、过流保护电路。 脉宽调幅PWM(pulse width modulation)控制线路-上/下电路信号的分配电路。 过载保护 过压保护等 (2)三相次级整流焊机的失败。 (3)IGBT扩大智能化模块新一代产品不断推出和快恢复整流二极管(SHOTTKY BARER DIODE)容量的增加使中频点焊的负载持续率由6%—10%—16%—现今大部分厂的20%。 注:德国BOSCH公司的EXPERT的MF焊接变压器负载持续率已达到50%,但ISO尚无统一标准。
2、中频点焊逆变器与弧焊逆变器工作状态的差别 大功率弧焊电源不能突破10KA大关,而中频点焊机200KVA (NIMAK PMP-6-2/100FM)最大焊接电流达到54KA。两者相比有以下不同点: ◆点焊没有空载过程 弧焊的负载由无穷大到0和到额定负载的波动所产生的过度过程对逆变器产生不利的影响。 ◆点焊负载过程中的焊接电阻变化比起回路阻抗可以忽略不计,而弧焊电源波动所引起Z f变化有几百倍或上千倍的变化,而且是电抗性的负载。 ◆点焊时在恒流段工作,点焊逆变器外特性曲线外拖突然截流也就是最深的负反馈频率不变,逆变器工作最稳定。 3、中频点焊机本质上包括三大部分: 一个三相整流器,一个绝缘栅极晶闸管组成的桥式逆变器通过中频焊接变压器将高压信号降至适合点焊的低压,再全波整流在二次侧产生焊接电流。一个是控制及调幅线路PWM控制器利用驱动电路给逆变器脉宽驱动信号和二次恒电流控制在ms范围之内。多功能焊接一览表编排、加压力监测及补偿功能等提高了点焊质量并扩大了不同