豆粕概述
豆粕概述
豆粕是大豆经提取油后的副产品,各类油粕中用途最广的一种。豆粕的需求,主要集中在饲养业与饲料加工业,大约85%的豆粕用于家禽和生猪的饲养。根据提取方法不同可将豆粕分为一浸豆粕和二浸豆粕:用浸提法提取豆油后得到的副产品为一浸豆粕;压榨取油后再经过浸提取油后得到的副产品称为二浸豆粕。一浸豆粕的生产工艺较为先进,蛋白质含量高,是目前国内外现货市场上流通的主要产品。
豆粕一般加工流程为:油脂厂购入大豆→去杂→破碎→加温并调整水分含量→压成片并继续调整水分→加溶剂喷淋以淬取豆油→脱溶剂→豆粕生成(去皮豆粕是先去皮后浸提)。
1.豆粕的分类及区别
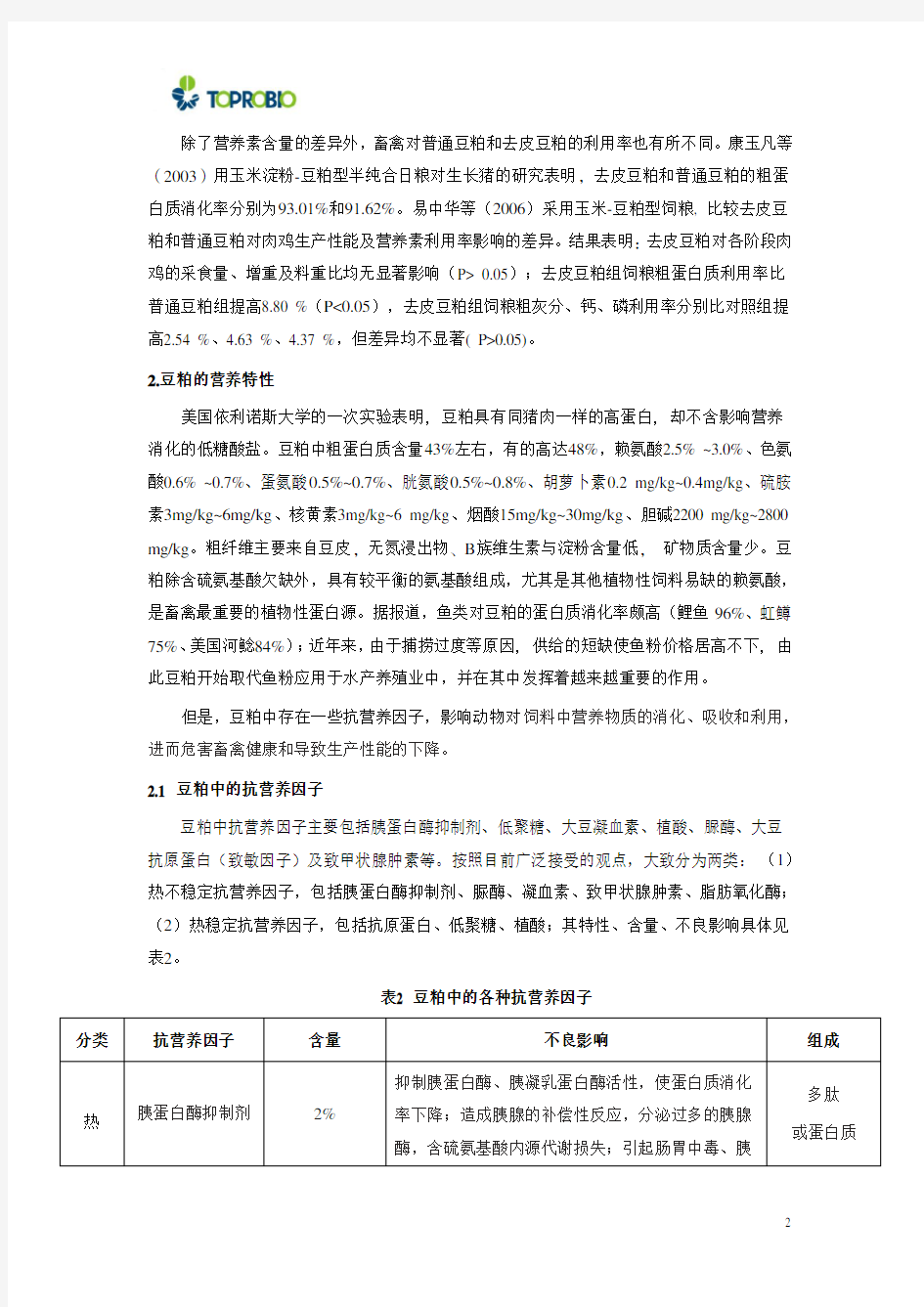
饲料用大豆粕(GB/T19541-2004)将豆粕分为普通豆粕和去皮豆粕两种,具体技术指标见表1。
表1 技术指标及质量分级
带皮大豆粕去皮大豆粕
项目
一级二级一级二级
水分/(%) ≤12.0≤13.0≤12.0≤13.0
粗蛋白质/(%) ≥44.0≥42.0≥48.0≥46.0
粗纤维/(%) ≤7.0≤3.5≤4.5
粗灰分/(%) ≤7.0≤7.0
尿素酶活性(以氨态氮计)/[mg/min·g] ≤0.3≤0.3
氢氧化钾蛋白质溶解度/(%) ≥70.0≥70.0
注:粗蛋白质、粗纤维、粗灰分三项指标均以88%或者87%干物质为基础计算与普通豆粕相比,去皮豆粕是采用先去皮后浸提的加工工艺生产而成;加工中分离出的豆皮约占大豆重量的8%,占大豆体积的10%。由于豆皮的主要组分是细胞壁或植物纤维素,很难被猪、鸡等单胃动物消化吸收,因此去皮豆粕具有粗蛋白质和氨基酸含量高、粗纤维含量低、氨基酸消化利用率高的优点。除此之外,去皮豆粕最主要的优势还在于其本身含有较高的能量和蛋白质,从而在配方中留出了更多的空间来容纳玉米,并减少价格昂贵的油脂用量。
除了营养素含量的差异外,畜禽对普通豆粕和去皮豆粕的利用率也有所不同。康玉凡等(2003)用玉米淀粉-豆粕型半纯合日粮对生长猪的研究表明,去皮豆粕和普通豆粕的粗蛋
白质消化率分别为93.01%和91.62%。易中华等(2006)采用玉米-豆粕型饲粮, 比较去皮豆
粕和普通豆粕对肉鸡生产性能及营养素利用率影响的差异。结果表明:去皮豆粕对各阶段肉
鸡的采食量、增重及料重比均无显著影响(P> 0.05);去皮豆粕组饲粮粗蛋白质利用率比
普通豆粕组提高8.80 %(P<0.05),去皮豆粕组饲粮粗灰分、钙、磷利用率分别比对照组提
高2.54 %、4.63 %、4.37 %,但差异均不显著( P>0.05)。
2.豆粕的营养特性
美国依利诺斯大学的一次实验表明, 豆粕具有同猪肉一样的高蛋白, 却不含影响营养消化的低糖酸盐。豆粕中粗蛋白质含量43%左右,有的高达48%,赖氨酸2.5% ~3.0%、色氨
酸0.6% ~0.7%、蛋氨酸0.5%~0.7%、胱氨酸0.5%~0.8%、胡萝卜素0.2 mg/kg~0.4mg/kg、硫胺
素3mg/kg~6mg/kg、核黄素3mg/kg~6 mg/kg、烟酸15mg/kg~30mg/kg、胆碱2200 mg/kg~2800
mg/kg。粗纤维主要来自豆皮,无氮浸出物、B族维生素与淀粉含量低,矿物质含量少。豆
粕除含硫氨基酸欠缺外,具有较平衡的氨基酸组成,尤其是其他植物性饲料易缺的赖氨酸,
是畜禽最重要的植物性蛋白源。据报道,鱼类对豆粕的蛋白质消化率颇高(鲤鱼96%、虹鳟
75%、美国河鲶84%);近年来,由于捕捞过度等原因, 供给的短缺使鱼粉价格居高不下, 由
此豆粕开始取代鱼粉应用于水产养殖业中,并在其中发挥着越来越重要的作用。
但是,豆粕中存在一些抗营养因子,影响动物对饲料中营养物质的消化、吸收和利用,进而危害畜禽健康和导致生产性能的下降。
2.1 豆粕中的抗营养因子
豆粕中抗营养因子主要包括胰蛋白酶抑制剂、低聚糖、大豆凝血素、植酸、脲酶、大豆抗原蛋白(致敏因子)及致甲状腺肿素等。按照目前广泛接受的观点,大致分为两类:(1)
热不稳定抗营养因子,包括胰蛋白酶抑制剂、脲酶、凝血素、致甲状腺肿素、脂肪氧化酶;
(2)热稳定抗营养因子,包括抗原蛋白、低聚糖、植酸;其特性、含量、不良影响具体见
表2。
表2 豆粕中的各种抗营养因子
分类抗营养因子含量不良影响组成
热胰蛋白酶抑制剂2%抑制胰蛋白酶、胰凝乳蛋白酶活性,使蛋白质消化
率下降;造成胰腺的补偿性反应,分泌过多的胰腺
酶,含硫氨基酸内源代谢损失;引起肠胃中毒、胰
多肽
或蛋白质
不稳定抗营养因子
脏肿大,消化吸收功能失调,出现腹泻,机体生长
受抑制
脲酶0.02~0.35U/g
本身无毒性,适当条件下被激活,分解含氮化合物,
降低蛋白氮的利用,引起肌体氨代谢障碍
酶蛋白大豆凝集素3%
与小肠壁上皮细胞表面的特异性受体结合,损坏小
肠壁粘膜结构,干扰消化酶的分泌,抑制肠道对营
养物质的消化吸收,蛋白质利用率下降,动物生长
受阻、停滞
糖蛋白致甲状腺肿素极微影响甲状腺形态,导致甲状腺肿大有机小分子脂肪氧化酶约1%
又称抗维生素因子;催化大豆中不饱和脂肪酸(亚
油酸、亚麻酸)的氧化;破坏维生素的生物学活性,
降低维生素的营养价值;形成挥发性物质,产生豆
腥味
酶蛋白
热稳定抗营养因子
抗原蛋白约30%
抗原性和致敏性,刺激免疫系统产生抗体,影响局
部体液免疫力,导致肠道过敏反应,造成肠粘膜损
害,引起消化吸收不良、腹泻和生长受阻;大豆抗
原蛋白的过敏反应是仔猪腹泻的主要原因之一
大分子蛋白
或糖蛋白低聚糖5%~6%
主要是水苏糖和棉籽糖,属于半乳糖类的非还原性
糖;不被小肠消化(动物小肠黏液中缺乏α-半乳糖
苷酶),进入大肠被肠道产气微生物利用,导致胃
肠胀气或腹痛
半乳寡糖植酸2%
大豆中60%~80%的磷以植酸态形式存在;
降低微量矿物质的营养效能,出现矿物质缺乏症;
低pH时与蛋白质络合,使蛋白质的溶解性、消化率
降低;抑制多种消化酶活性,影响蛋白质、淀粉等
营养的消化吸收;环境磷污染
肌醇六磷酸
2.2 豆粕中抗营养因子的处理方法
(1)热处理法
热处理法主要分为湿热法和干热法。湿热法包括蒸汽加热处理和蒸煮加热处理等;干热
法包括烘烤、热风喷射等;另外还有膨化处理、微波处理以及辐射处理等;其中采用专门的膨化机进行膨化处理是目前国内外比较理想的热处理方法。
热处理法仅适用于对热不稳定的抗营养因子(有些抗营养因子本质上是蛋白质,利用蛋白质的热不稳定性),如蛋白酶抑制剂因子、大豆凝集素、脲酶、致甲状腺肿素等,但对大豆抗原、植酸、低聚糖类等热稳定性好的抗营养因子无效。文献报道,当加热到120℃时,大约有93%胰蛋白酶抑制剂因子失活;当温度达到129℃时,所有的凝集素全部消失。加热时要注意选择适当的温度、时间,加热不够不能消除抗营养因子,但是,热处理过度则会破坏饲料中的氨基酸和维生素,过度加热还会引起有些氨基酸和还原性糖反应生成不溶性复合物,导致蛋白质消化率下降,从而降低饲料的营养价值。目前认为,大豆胰蛋白酶抑制剂失活75%~85%时,豆粕蛋白的营养价值最高。
(2)机械加工法
由于很多抗营养因子主要存在于作物种子的表皮层,因此可利用粉碎、去壳、脱种皮等机械加工的处理方法,大大减少其抗营养作用。此方法简单有效,但如果无法找到废弃种皮的用途,会导致饲料成本升高。
(3)化学处理法
化学处理法是在豆粕中加入化学物质,并在一定条件下反应,使抗营养因子失活或钝化。使用的化学物质包括硫酸钠、硫酸铜、硫酸亚铁、偏重亚硫酸钠和其它一些硫酸盐。有研究表明,用偏重亚硫酸钠处理豆粕,可使胰蛋白酶抑制剂活性下降44.5%;乙醇可使大豆蛋白的结构改变,在70℃~80℃条件下豆粕经65%~70%的乙醇处理后,大豆抗原蛋白的抗原性明显降低。采用乙醇溶剂萃取豆粕中的低聚糖,并进行了成年公鸡的代谢试验,结果发现经乙醇萃取后豆粕的代谢能提高了20%,氮的消化率提高了5%~50%。
化学处理法节省设备和能源,对不同的抗营养因子均有一定的效果,但是由于化学物质残留,既降低了豆粕的营养价值,又可能对动物产生毒副作用,且成本也较高,添加量受限,目前在国内应用较少。
(4)作物育种法
目前,国外采用基因工程技术已经成功培育出了低棉籽糖和水苏糖含量的大豆品种,低植酸含量的大豆品种也在选育中。通过育种途径,培育低抗营养因子或无抗营养因子的大豆品种是一种非常有效的方法。但抗营养因子是植物用于防御的物质,降低其含量可能对植物本身引起反作用,如产量、抗病能力降低,而且育种周期较长、成功率低,成本较高,目前国内研究较少。
(5)酶制剂法
酶制剂是近年来在饲料中广泛应用的一类饲料添加剂,利用外添加酶制剂法可以降低抗营养因子,提高豆粕的营养价值。
植酸酶可水解单胃动物不能吸收利用的植酸盐,释放植酸中的磷元素供动物机体利用,此外还能明显降低动物对日粮磷的需求量和粪便磷的排泄,从而减少环境污染;植酸酶是抗营养因子酶处理中应用最广泛。
胰蛋白酶抑制剂是一种多肽或简单的蛋白质,它可作为底物而被蛋白酶水解,使其结构发生改变而失活。添加胃蛋白酶可以使胰蛋白酶抑制剂失活,使其酶解为更简单的小肽;胃蛋白酶还可使抗原蛋白在一定程度上降解,形成易被动物吸收的小肽。此外,枯草杆菌蛋白酶、木瓜蛋白酶等对胰蛋白酶抑制剂也有一定的酶解作用。据报报道,在豆粕水溶液中添加蛋白酶,保持一定的pH,50℃保持2h,干燥后进行饲养试验,发现添加适当的蛋白酶制剂可以提高豆粕的真实氮消化率(TND)和真实代谢能(TME)。
有研究表明,饲料中添加水苏糖和α-半乳糖苷酶后,发现过量的水苏糖降低饲料的转化率,不利于动物的生长,而添加α-半乳糖苷酶则可以促进动物生长。这是由于单胃动物小肠粘液中缺乏α-半乳糖苷酶,水苏糖和棉籽糖不被消化而直接进入大肠中,如果水苏糖和棉籽糖含量处于一定水平,这时候它可能就将作为一种益生素,使肠道中的益生菌增殖,从而提高豆粕的营养价值。但是,也有学者认为添加α-半乳糖苷酶不能提高豆粕的消化率,对动物的生长没有影响。
在肉雏鸡日粮中添加纤维素酶,发现料肉比下降了约10%。复合酶制剂可以同时降解多种抗营养因子,最大限度地提高饲料的营养价值,但目前的研究还仅限于降解非淀粉多糖的复合酶。
采用酶制剂处理可以有效提高豆粕的营养价值。利用酶制剂预处理豆粕在荷兰已经商业化。但是,酶的本质是蛋白质,加工过程中的高温、高压等可使其活性降低或失活;此外,酶过量添加会扰乱动物正常消化机能。因此,酶制剂在品种、产量和性价比方面还有很多工作需要做。
(6)微生物发酵法
微生物发酵法是利用微生物降解抗营养因子并积累有益的代谢产物,是借鉴于大豆食品发酵的一种处理方法,大大提高了豆粕营养价值,是目前研究的热点。
目前,用于生产发酵豆粕的菌种主要有:米曲霉、乳酸菌、酵母菌、芽孢杆菌等,不同的菌种其发酵效果也不同;其一般加工流程:豆粕加水拌匀→蒸煮→接种→发酵及后熟→干燥→磨粉→包装。
发酵豆粕的营养特性:
①抗营养因子含量低或被消除豆粕抗营养因子的钝化方法包括物理、化学、生物技术脱毒等,但综合经济成本、效果、可行性等各个方面,微生物发酵脱毒技术是目前最有效的办法。通过多菌种、多温相发酵脱毒技术,可将豆粕中目前已知的多种抗原进行降解,使各种抗营养因子的含量均大幅度下降。发酵豆粕中胰蛋白酶抑制因子一般≤200TIU/g,凝血素≤6μg/ g,寡糖≤1%,脲酶活性≤0.1mg/ (g·min) ,抗营养因子植酸、伴豆球蛋白、致甲状腺肿素可有效去除,使大豆蛋白中的抗营养因子含量下降至饲用水平,抗营养因子的抗营养作用基本消除。
②蛋白多肽含量丰富众所周知,小肽是目前动物营养学研究的热点之一;具有很好的溶解性、抗凝胶形成性、低黏度等特性,在动物体内吸收快、耗能低、不易饱和,各种小肽之间的转运无竞争性抑制,转化利用率高的特点;有些小肽还作为特殊生理调节功能的物质直接影响动物健康和生长发育。研究表明,生长猪日粮中添加少量的小肽,即可显著提高猪的日增重、蛋白质利用率和饲料转化率;蛋鸡日粮中添加小肽,产蛋率、饲料转化率显著提高,蛋壳强度也有提高的趋势;此外,小肽的添加还有利于矿物质元素的吸收和利用,可以消除游离氨基酸的吸收竞争,使摄入的氨基酸更加平衡,增加氨基酸的摄入吸收量。豆粕作为一种植物蛋白原料,经多菌种混合固态厌氧发酵处理后,大豆蛋白被微生物发酵过程中产生的蛋白酶分解成小分子蛋白和小肽分子,最终产品发酵豆粕中多肽含量超过70%,2~5个氨基酸残基组成的具有特殊生理调节功能的小肽含量超过12%,有的甚至达到25%,这也是发酵豆粕被称为肽黄金的原因。由此,发酵豆粕作为具有肽营养特性的优质饲料蛋白源,有更加广泛的适用对象,不但乳猪料可用,其他年龄段的畜禽也可以用,在水产养殖中可替代50%的鱼粉。
③富含氨基酸且结构合理发酵处理过程中,微生物大量增殖,部分大豆蛋白质转化为菌体蛋白,其结果不仅提高了发酵大豆蛋白基料的蛋白质水平,而且也改变了大豆蛋白质的营养品质,这是发酵豆粕可改善动物生产性能的致关重要因素。大豆粕经发酵后蛋白质含量高于52.0%,较发酵前提高21%以上;总氨基酸含量高于48.0% ,较发酵前提高24%。由此可见,发酵豆粕中蛋白质的量与质均得到显著改进。
④蛋白质品质优良、消化率高膨化大豆/豆粕和浓缩大豆蛋白也是目前饲料厂常用d 蛋白原料。与之相比,发酵豆粕不存在膨化工艺对大豆蛋白造成的物理损伤和乙醇浸提造成的化学损伤,工艺更先进。有研究表明,发酵豆粕的蛋白质体外消化率大于95.3% ,碱溶解蛋白大于84.7%,水溶解度大于21.8%,动物吸收利用率接近90%,高于鱼粉。
⑤富含多种生物活性因子利用有益微生物生产发酵豆粕,不仅含有降解大豆蛋白产生的多种小肽,还富含微生物发酵产生的乳酸、乳糖、酶等多种生物活性物质。发酵豆粕不仅为动物提供易于利用、低抗原的大豆多肽,减少酸化剂、酶制剂的添加量,这对维护乳仔
猪的肠道健康、改善其生长性能具有积极的意义。
⑥无污染、安全可靠无论与鱼粉、血浆蛋白粉、肠膜蛋白、肉骨粉等动物源性蛋白质饲料相比,还是与膨化大豆、豆粕、棉粕及菜粕等植物类蛋白质饲料相比,发酵大豆蛋白分解的大豆多肽具有多方面的营养优势和资源优势。此外作为植物蛋白,安全无污染,能完全或部分取代幼龄动物饲料中的鱼粉、乳清粉、血浆蛋白粉;与鱼粉、血浆蛋白等动物蛋白相比,价格低、品质稳定、运输贮存禁忌少、原料来源稳定、不受产地及季节影响。
?发酵豆粕的作用机制
经过微生物发酵,发酵豆粕中富含大量有益微生物,此外发酵过程产生的代谢产物及对发酵底物的降解作用,使发酵豆粕的成分非常复杂,改善了大豆蛋白的品质。主要表现在: 发酵豆粕含多种菌,包括乳酸菌、酵母菌和芽孢杆菌,酵母菌和芽孢杆菌等好氧菌的存在为乳酸菌的生长繁殖创造了厌氧环境,乳酸菌大量繁殖产生乳酸,降低了pH值,致使发酵豆粕具有浓郁的酸香味,从而改善适口性,提高动物采食量;
益生菌和乳酸,能抑制肠道中有害菌的繁殖,保持肠道健康的微生态环境,改善动物小肠机能,甚至使得发酵大豆多肽部分替代抗生素成为可能;
微生物代谢产物如消化酶,可提高饲料的消化率。微生物代谢物中还有对动物有直接营养作用的未知生长因子、维生素等;
乳酸发酵过程使发酵产品大豆多肽(商品名:肽蛋白、肽黄金等) 具有如下特点:1)蛋白质消化率高达95%以上,极大地减少了饲料在大肠中的异常发酵,从而降低或消除营养性腹泻;2)蛋白多肽含量超过70%,提高了氨基酸与矿物质元素的吸收利用率;3)具有生物活性的小肽能显著地提高动物血液中胰岛素水平,促进淋巴细胞增生,提高动物免疫水平;4)大豆多肽产品的溶解度高、黏度低、抗凝胶形成性好等优良物理特性,使日粮中由黏性组分(如次粉、小麦麸等麦类)引起的抗营养作用消失,使得发酵豆粕部分替代饲用复合酶成为可能。
3.豆粕的质量控制
3.1 主要控制指标及测定方法
(1)感官性状
本品呈浅黄褐色或浅黄色不规则的碎片状或粗粉状,色泽一致,无发酵、霉变、结块、虫蛀及异味异臭。
(2)常规指标
水分:GB/T 6435;
粗蛋白质:GB/T 6432;
粗灰分:GB/T 6438;
粗纤维:GB/T 6434;
脲酶活性:GB/T 8622-2006;
氢氧化钾蛋白质溶解度:GB/T19541-2004,是大豆粕样品在规定的条件下,可溶于0.2%氢氧化钾溶液中的粗蛋白质含量占样品中总的粗蛋白质含量的质量百分数。
(3)真蛋白
方法一:盐析法
①试剂
硫酸铜溶液:10%,称取50.00g硫酸铜加水溶解,并稀释至500ml;
氢氧化钠溶液:2.5%,称取12.50g氢氧化钠,加水溶解,并稀释至500ml;
盐酸标准溶液:0.05mol/L;
②真蛋白测定
精确称取样品1g左右,置于250ml烧杯中,加50ml蒸馏水,于电炉上加热煮沸,加入20ml 10%硫酸铜溶液,再在搅拌下缓缓加入20ml 2.5%氢氧化钠溶液,摇匀。从电炉取下,室温放置2h;沉淀物用中速定性滤纸倾泻法过滤,并用少量70℃以上热水多次洗涤烧杯和沉淀物,直至滤液无so42-离子(用5%BaCl2溶液检验无沉淀),连沉淀物一起放入80℃干燥箱中烘至略潮,放入凯氏定氮烧瓶中,消化,测定其中的蛋白质含量(同粗蛋白质的测定),同时进行空白测定。另取0.5g样品进行粗蛋白质的测定。
方法二:测非蛋白氮(NP)法
① NP的测定
称取15g左右样品(精确到0.1mg),准确加入100ml 5% 三氯乙酸溶液,浸泡振荡2h,静置过滤,精确量取10-20ml滤液定氮(消化时可加2-3滴正辛醇作消泡剂),同时做空白实验。
② NP的计算
同粗蛋白质(CP)的计算;
③真蛋白质(TP)的计算
TP%=CP%-NP%
真蛋白质的比率=TP%/CP%*100%
(4)生熟度的简单判断
大豆饼(粕)是动物饲料中应用最为广泛的蛋白质饲料,也是营养价值最高的植物性蛋白质饲料。但生大豆中存在着蛋白酶抑制因子、大豆凝集素、大豆抗原等抗营养因子,一定的热处理可破坏这些物质。但是,在油料加工过程中若无加热处理工序或温度偏低或时间不足,所获得的饼粕过生,饼粕中这些抗营养因子未被破坏,活性较高,动物食入后,不仅消化利用率低,还会引起动物腹泻。若加热温度过高或时间过长即加工过度,则饼粕中的营养物质,特别是赖氨酸被破坏,饼粕的营养价值降低。因此,热处理程度直接影响到大豆饼粕的质量优劣,对其正确判断尤为重要。
①颜色
加工适宜的大豆饼呈黄褐色,豆粕为淡黄色或浅黄褐色。若颜色偏淡,如黄白色,有生豆味,说明热处理不够,豆饼(粕)过生;若颜色偏深,为褐色或深褐色,有焦味,则说明热处理过度。本法适于经验丰富者。
②指示剂法
原理:
大豆饼粕中的脲酶可水解尿素产生氨,使pH值增加,酚红指示剂在pH6.7-8.4
时由黄色变为红色。根据同时间内出现红色的量或呈现出红色的时间长短来判断脲酶的活性,从而判断大豆饼粕的生熟程度。
试剂:
0.1M氢氧化钠:称取4g氢氧化钠溶于蒸馏水中,并加蒸馏水稀释至1000ml。
0.05M硫酸:量取2.8毫升浓硫酸加入蒸馏水中,并加蒸馏水稀释至1000ml。
尿素-酚红混合液:称取0.14g酚红(又名苯酚红)溶于7ml 0.1M氢氧化钠和35ml 蒸馏水中;称取21g尿素(试剂级)溶于300ml 蒸馏水中;将两种溶液混匀。
酚红指示剂:称取0.1g酚红,加1.43ml 0.1M氢氧化钠溶液,在研钵中研磨使溶解,然后用蒸馏水转移至250ml容量瓶中,加蒸馏水至刻度,摇匀备用。
测定步骤:
?方法一:
取一定量(根据需要)尿素-酚红混合液于烧杯中,用的0.5M的硫酸调到呈琥珀色(pH≈1)。
取一勺通过0.02mm孔径筛的样品,放入小培养皿中铺平。加入数滴琥珀色尿素-酚红混合液,轻轻旋动培养皿以使样品均匀浸湿。静置5min,观察样品中出现红点的情况。
样品表面仅散布数粒红点,表示被测样品中脲酶“稍有活性”;
约25%的样品表面被红点覆盖,表示被测样品中脲酶“中等活性”;
约50%的样品表面被红点覆盖,表示被测样品中脲酶“活性较强”;
约75%的样品表面被红点覆盖,表示被测样品中脲酶“活性很强”;
若静置5min未出现红点,再静置25min后仍无红点出现,则表示被测饼粕热处理过度;5min内出现红点并且红点覆盖面积在25%以下的饼粕为热处理适中,红点
覆盖面积在25%以上的饼粕为热处理不足。
?方法二:
称取通过0.2mm孔径筛的样品0.2g(避免粉碎时发热),放入25ml比色管中,加入0.02g尿素,然后加入2滴酚红指示剂,再加入20ml蒸馏水,振荡15秒钟,观察并记录溶液出现粉红色的时间,并根据时间判断脲酶活性。
1min以内出现粉红色,表示被测样品中脲酶“活性极强”;
1~5min以内出现粉红色,表示被测样品中脲酶“活性强”;
5~15min以内出现粉红色,表示被测样品中脲酶“稍有活性”;
15min以后不变色,表示被测样品中脲酶“没有活性”。
5min以内出现粉红色的大豆饼粕为热处理不足;5~15min出现粉红色的大豆饼粕为加工适中;15min后仍未呈现粉红色的大豆饼粕为热处理过度。同时,作空白对
照试验,样品空白(不加尿素)及试剂空白(不加样品),只有上述空白正常时,即酚红指示剂不改变颜色,试验结果才是可靠的。
③试纸法
取尿素0.1克置于250ml三角瓶中,加入被测豆粕粉0.1克,加蒸馏水至100ml,盖上瓶塞放于45℃水中温热1h。取红色石蕊试纸一条浸入三角瓶口处,如石蕊试纸变蓝色,表示豆粕是生的,如试纸不变色,则豆粕是熟的。
3.2 豆粕的掺假检验
饲料用大豆粕(GB/T19541-2004)规定,不得掺入饲料用大豆粕以外的物质,若加人抗氧剂、防霉剂、抗结块剂等添加剂时,要具体说明加人的品种和数量。但在生产实践中,一些不法商贩为谋取暴利,将石粉、泥沙、沸石粉、玉米粒、面粉、玉米秸等物质与纯豆粕
混合后,用机器压制成片,再碾碎制成外观上与未成熟大豆非常相像的假豆粕;另有一些不法商贩把大豆粕与玉米胚芽饼混合,玉米胚芽饼是榨取玉米油的副产品,粗蛋白质含量约为玉米的2倍左右;甚至还有将玉米胚芽饼直接冒充大豆粕销售的。这种掺假豆粕由于经过特殊加工,外观与纯豆粕十分相近,只是结块偏多,豆香味很淡或无豆香味。如不仔细鉴别,易造成经济损失。现将豆粕简易鉴别方法介绍如下:
(1)外观鉴别法
外观检查是指人的用眼睛、鼻子等感觉器官对饲料的外观形状、颗粒大小、颜色、气味、质地等指标进行鉴定。大豆粕呈片状或粉状,有豆香味。纯豆粕呈不规则碎片状,浅黄色到淡褐色,色泽一致,偶有少量结块,闻有豆粕固有豆香味。如果颜色金黄、颗粒均匀、有浓烈的豆香气味的是优质豆粕。反之,如果颜色灰暗、颗粒不均、较大的结块较多而且发黑,有霉变气味的,都是劣质豆粕。有些不法分子在豆粕中掺入了沸石粉、玉米等杂质后,豆粕的颜色会变得浅淡,色泽不一,结块多。剥开后用手指捻,可见白色粉末状物,闻之稍有豆香味,掺杂量大的则无豆香味。如果把样品粉碎后,再与豆粕比较,色差更是显而易见,真品为浅黄褐色。在粉碎过程中,假豆粕粉尘大,装入玻璃容器中粉尘会粘附于瓶壁,而纯豆粕则无此现象。用牙咬嚼豆粕会感觉发粘,而咬嚼玉米会感觉脆而有粉末。
(2)外包装鉴别法
由于石粉、砂土等无机物的容重比大豆粕大得多,豆粕通常以50-60kg包装袋包装。因此,掺入了此类物质的豆粕的容重会明显增加;即与纯大豆粕相比,相同重量包装的体积变小,而相同体积包装的重量明显增重。若发现豆粕包装体积比以往小,而重量不减甚至增加;或包装体积与以往相同,而重量明显增加或每吨豆粕的袋数减少,则此豆粕中可能掺有石粉等无机物类物质,然后再采用粗灰分测定法确认。
(3)水浸鉴别法
取需检验的豆粕(饼)25克,放入盛有250ml水的玻璃杯中浸泡2h~3h,然后用木棒轻轻搅动,若掺假可以看出分层,上层为豆饼(粕),下层为泥沙。
(4)容重鉴别法
每种饲料原料都有一定的容重,如果有掺杂物,容重就会发生改变。因此,测定容重也是判断豆粕是否掺假的方法之一。具体方法为:用四分法取样,然后将样品非常轻而仔细地放入1000ml的量筒内,使之正好到1000ml刻度处,用匙子调整好容积,然后将样品从量筒内倒出,并称量。每一样品重复做3次,取其平均值为容重,单位为g/L。一般纯大豆粕容重为594.1~610.2g/L,将测得的结果与之比较,如果超出较多,说明该豆粕掺假。
(5)显微镜检查法
取待检样品和纯豆粕样品各1份,置于培养皿中,并使之分散均匀,分别放于体视显微镜下观察。在显微镜下可观察到:纯豆粕外壳的表面光滑,有光泽,并有被针刺时的印记,豆仁颗粒无光泽,不透明,呈奶油色;玉米粒皮层光滑,半透明,并带有似指甲纹路和条纹,这是玉米粒区别于豆仁的显著特点,另外玉米粒的颜色也比豆仁深,呈桔红色;如果掺有棉籽饼可见样品中散布着细短绒棉纤维,为卷曲、半透明、有光泽、白色状,又因混有少量深褐色或黑色的棉籽外壳碎片,壳厚且有韧性,所以在碎片断面有浅色和深褐色相交叠的色层。反之,则为没有掺入棉籽饼。
(6)碘酒鉴别法
取少许豆粕(饼)放在干净的瓷盘中,铺薄铺平,在其上面滴几滴碘酒,过1min,其中若有物质变成蓝黑色,说明可能掺有玉米、麸皮、稻壳等。
(7)豆粕中掺入玉米胚芽饼的鉴别
有两种方法:(1)浸泡法:取一洁净玻璃杯,取30-50g样品置于杯中,加入100ml左右的清水浸泡,待吸水澎胀后用木棒搅拌,如是玉米胚芽饼则呈粥状,而大豆粕则稍静止即可分离出水分,不呈粥状。(2)碘液变色法:取被检样品饼粕少许置于玻璃片上摊平,加碘液2-3滴,眼观或在放大镜下观察,豆粕颗粒呈棕黄色,玉米颗粒呈蓝色或蓝褐色(取碘0.5g、碘化钾lg、水l00ml溶解即成为碘液,装入深色玻璃瓶中备用;也可直接用2%的医用碘酒)。(8)豆粕中掺入粘土、石粉、贝壳粉等含碳酸钙类物质的鉴别
取豆粕样品2克放入试管中,加水高出样品约2cm,浸泡1-2min,沿管壁缓慢倒入50%硫酸溶液约3ml,观察是否发生泡沫。根据泡沫生成的程度,大致可判定掺假的比例。
(9)掺入非蛋白氮的鉴别
概略养分测定法检测的粗蛋白质是豆粕中所有含氮物质的总称,包括真蛋白质和非蛋白含氮物质两部分,后者主要包括游离氨基酸、硝酸盐、氨等。一些不法分子为谋求暴力,在豆粕中掺入尿素、双缩脲等非蛋白含氮物质,以提高其粗蛋白质含量。检测豆粕中是否掺入非蛋白含氮物,除了可检测其真蛋白(盐析法)或非蛋白含氮物(测定NP法)含量外,还可利用简单方法判断。具体方法如下:取样品20克放入小烧瓶中,加10克生大豆粉和适量水,加塞后加热15-20min,去掉塞子后如果能闻到氨气味,说明掺入尿素。
4. 结论
以单位蛋白质价格论豆粕,仍是当前国内多数采购员的做法。近年来,饲料企业的竞争越来越激烈,平均利润率在下降,如果饲料原料控制不到位,后果将不堪设想。为此,本文对饲料用豆粕的营养特性、质量控制要点、方法及简单掺假检验方法等做一综述,希望对饲料品管工作有一定指导作用。
豆粕基础及饲料企业套保(大商所)
第一部分:国内市场现状 一、豆粕现货市场格局 2003年以前,国内豆粕价格波动波澜不惊,平稳而缓慢。进入2003年后国内豆粕市场价格波动剧烈,极端时候甚至出现过当日现货报价涨跌100元/吨的惊人之举,而且呈现出急涨阴跌的特征。 原因如下: 1、油脂压榨行业格局变化 国内压榨行业2002年后迅速发展,目前已经相成8000万吨/年的压榨能力,虽然远大于3000万吨/年的实际压榨需求,但东南沿海大量大型压榨企业的运营,彻底改变了国内压榨行业主要依靠国产大豆压榨的局面,大豆压榨行业整体80%左右的原料依靠进口大豆。压榨行业的扩张,导致豆粕供应量的增加,目前已经成为豆粕净出口国,同时与CBOT市场大豆联动性增强 2、饲料需求的扩张 由于 高速发展,消费水平的提高和消费结构的转变,导致肉、蛋、奶、禽的消费量逐年增长,拉动了饲料用豆粕的需求。2000年,国内豆粕消费量仅1500万吨不到,今年预计豆粕消费量将达到2800万吨左右,年均递增10%以上。 3、饲料企业分布特点 国内饲料企业呈现集团化,分散生产的特点。在长期市场竞争中,出现了像希望、六和、正大、温氏这样的饲料企业集团。但是这四大集团的生产,却是由分散在全国各地的若干中、小饲料生产企业完成的。这些中小型生产企业对原料豆粕的采购,基本是分散、独立地进行。在与大型压榨企业豆粕定价权的较量中,明显处于弱势地位。
豆粕合约日线走势图(来源:大连商品交易所) 二、豆粕定价机制及其影响因素 1、进口成本 中国榨油用大豆主要靠进口的现实,决定了中国的榨油用大豆价格主要取决于国际市场大豆的价格,进口大豆成本很大程度上决定了下游产品尤其是豆粕的销售价格。 目前进口大豆的基本定价方式: 进口成本=CBOT大豆价格+综合基差 (运达中国港口的综合基差:包括海湾基差和海运费用) 简单地看,进口大豆成本就是CBOT大豆期货价格加上到中国的升贴水。相对于廉价的农产品,目前升贴水约占大豆进口成本的20%左右。它的变化对进口成本有重要影响。 2、压榨利润 目前的压榨企业都是根据压榨利润来调节生产节奏。当压榨利润较高时压榨企业会积极生产,从而导致后期豆粕供应增加,形成供应压力,压榨企业尽量低价销售,回笼资金。在压榨利润较低或者为负时,压榨企业消极生产甚至停机,导致后期豆粕供应量下降,短期供应紧张促使豆粕价格趋涨。而压榨利润的好转又会促使压榨企业积极生产。这个过程不断地循环往复。 2005年以来进来大豆周榨油毛利走势图(来源:大连商品交易所) 从图表来看,压榨收益(毛利)大部分时间在—50至200之间波动,高于200和低于—50的次数都不多。 其他影响因素:
豆粕营养成份及标准
豆粕营养成份及标准 [关键词]豆粕标准 植物蛋白类 植物性蛋白亦是提供饲料蛋白质的主要来源,其与鱼粉在饲料的关系中互为消长,而豆类及油实类等油脂含量丰富者,在采油后所得到的油粕类,通常蛋白质含量高,普通用来补给蛋白质,是极有用处的饲料来源。惟这些油粕类的饲料价值常视其成分、营养价,适口性、不良因子等而有差异。 豆粕 系指大豆采油过的残渣经过适度加热、干燥、粉碎者。大豆粕是鸡、猪、牛适口性良好的蛋白质源。黄豆粕之粗蛋白质含量约45%,其消化率高达 85-92%。黄豆内存在着非营养成分的urease等酵素,trypsin inhibiter,且活性很高,在生的情况下会阻碍消化率,雏鸡、子猪的发育。黄豆粕经过某种程度加热后,成长阻碍因子即失去活性,且饲料价值提高,但视其制造工程宫之加热条件面品质受到影响。其指标是使用水溶性氮素指数(NSI),ursease活性,trypsihn inhibiter含量,通常NSI 25%以下为一个指标。牛方面,加热不充分之urease活性高者不能使用于尿素配合饲料。 豆粕的自然属性 1、物理性质 颜色:浅黄色至浅褐色,颜色过深表示加热过度,太浅则表示加热不足。整批豆粕色泽应基本一致。 味道:具有烤大豆香味,没有酸败、霉败、焦化等异味,也没有生豆腥味。 质地:均匀流动性好,呈不规则碎片状、粉状或粒状,不含过量杂质。 比重:0.515?/FONT>0.65Kg/l 2、化学成份 豆粕中含蛋白质43%左右,赖氨酸2.5%~3.0%,色氨酸0.6%~0.7%,蛋氨酸0.5%~0.7%,胱氨酸 0.5%~0.8%;胡萝卜素较少,仅0.2~0.4mg/Kg,流胺素、核黄素各3~6mg/Kg,烟酸15~30mg/Kg,胆碱2200~2800mg/Kg。豆粕中较缺乏蛋氨酸,粗纤维 去皮与带皮豆粕组成比较 原蛋白 质Crude Protein Extract 以太纤 维Ether Fiber % 粗纤维 Crude % 能量 Energy (kcal/kg) 带皮豆 粕 44.0(8)0.5(10)7.0(7)2240(8)去皮豆 粕 48.5(10)1.0(7)3.0(10)2475(10) 带皮与去皮豆粕氨基酸组成比较 带皮豆粕去皮豆粕精氨酸 3.4 3.8 赖氨酸 2.9 3.2 蛋氨酸0.65 0.75 胱氨酸0.67 0.74 色氨酸0.6 0.7 组氨酸 1.1 1.3 亮氨酸 3.4 3.8 异亮氨酸 2.5 2.6 苯丙氨酸 2.2 2.7 苏氨酸 1.7 2 总价值 2.4 2.7
豆粕的质量指标以及验收指标
豆粕的质量指标以及验收指标 1主题内容与适用范围 本标准规定了饲料用大豆粕的质量指标,适用山东省明发同茂饲料有限公司所用的大豆粕(注:经预压-浸提法或浸提法提取油后的饲料用大豆粕)。 2 感官性状 浅黄色不规则碎片状,色泽一致,新鲜,有豆粕的特殊香味。无发酵、霉变、结块、虫蛀及异味异臭。不得掺入饲料用大豆粕以外的物质,若加入抗氧化剂、防霉剂等添加物时,应做相应的说明。 3 质量指标(暂行标准) 水分≤14.5% ; 粗灰分≤7.0%; 粗蛋白质≥42.0%; 65%≤蛋白质溶解度≤85% 0.03 Nmg/分钟·克≤脲酶活性≤0.3% Nmg/分钟·克 4 验收指标 感官性状,水分,粗灰分,粗蛋白,蛋白溶解度,脲酶活性。 5 卫生指标 滴滴涕(mg/kg)≤0.02 ,其余卫生指标应符合中华人民共和国《饲料卫生标准》GB 13078有关的规定。 6 检验 水分、粗蛋白质、粗纤维、粗灰分等指标按《饲料工业标准汇编》2002版执行。对公司不能检测的项目或有争议的检测结果,根据需要可送相应的检测机构进行检测。
饲料用花生粕 1主题内容与适用范围 本标准规定了饲料用花生粕的质量指标,用于明发同茂饲料公司所用的花生粕。 2 感官性状 碎屑状,色泽呈新鲜一致的黄褐色或浅褐色,无发酵、霉变、虫蛀、结块及异味异臭。不得掺入饲料用花生粕以外物质,若加入抗氧化剂,防霉剂等添加剂时,应做相应的说明。 4 质量指标 水分≤12.0% 粗蛋白质≥45.0% 粗纤维< 6.5% 粗脂肪≤2.0% 粗灰分< 8.0% 5 卫生指标 黄曲霉毒素B1(mg/kg)≤0.05,其它卫生指标应符合中华人民共和国《饲料卫生标准》GB 13078的有关规定 6 检验 水分、粗蛋白质、粗纤维、粗灰分等指标按《饲料工业标准汇编》2002版执行。对公司不能检测的项目或有争议的检测结果,根据需要可送相应的检测机构进行检测。
影响豆粕期货价格变动因素
影响豆粕期货价格变动因素 1.豆粕供给因素分析 豆粕生产和消费情况、国际市场和国内市场情况已经作了介绍,这些因素都是 影响豆粕价格的重要因素。豆粕供给方面主要由三部分组成,a、前期库存量,它是构成总产量的重要部分,前期库存量的多少体现着供应量的紧张程度,供应短缺价格上涨,供应充裕价格下降。b、当期生产量。豆粕当期产量是一个变量,它受制于大豆供应量、大豆压榨收益、生产成本等因素。c、豆粕的进口量。我国即将加入WTO,豆粕市场的国际化程度越来越高,近几年我国已经成为豆粕school)], 4 4 house building as well as more than 1000 copies of books, more than 10 kinds of collection of newspapers and magazines, fires burnt down. In 1938, the Japanese learned that the national Government established in XI Tang Tomb rotten "clip" taxes, tax officers live in 8 of Yan Dong village farmers home, troops at night, Yao was burned several houses. 1938 new morning of September 18, the Japanese team went to the countryside "sweep" from the kaiyang village line to Tung Yang Jia Qiao yan Temple wall and met Yang Jia溇 Zhou Dana (male) weeks because of long-term illness and can't work in the fields, the Japanese see his face from scratch without calluses, regard him as "Shina", thrust a knife at the scene of his death. The body was stabbed 7 times, wound 13. The same day, Trang bang village heard the Japanese come to "mop-up" are hiding, mother of 9 Zhou Guanbao Zhang Aying to drill a "dry mound", was discovered by the Japanese, a shot in the end. The same day, is 7 zhouhaijiangzhi grandfather Zhou Yingbao to escape the Japanese army,
豆粕质量
豆 粕 的 质 量 Soybean Meal Quality 作者Robert A.Swick博士 (美国大豆协会新加坡办事处) SW1--03
验室干物质数值例如一批豆粕购买时含粗蛋白48%和水分12%饲料厂的实验室对一份有代表性的样品所作分析的结果为含粗蛋白47.5%和水分13%计算方法即为47.58887 48结论是样品在分析前从空气中吸收了水分增加了重量但按购买时的干物质水 平来计算蛋白质水平是正确的 一批货的干物质总重量是极为重要的数据因为这一数据决定了所购的每一种养分的总 量饲料厂还应该在对原料称重之前对干物质含量进行测定应该对养分含量进行相应的调整 粗蛋白 可将饲料样品中的氮含量乘以系数6.25而推算粗蛋白含量该系数是根据大多数蛋白质都含16%的氮而推导出来的所以将饲料中氮的百分含量乘以10016或6.25就可算出粗蛋白的量虽然业已证明对于某些饲料来说这一换算系数并非6.25但这些饲料最终都按6.25的蛋白质系数进行饲料混合和计算就是在所有的动物饲料中采用这一系数的理由饲料业已经接受6.25为氮含量换算为粗蛋白含量换算系数 粗蛋白测定中的主要困难在于并非原料中所有的氮都来自蛋白质或氨基酸有时候会有相当大量核酸之类的非蛋白氮化合物在最终计算中被作为粗蛋白进行处理原料中可 能存在尿素之类的杂物从而增加了原料中的氮含量这样也就增加了原料中的粗蛋白 含量所以粗蛋白分析并不能真正告诉我们任何关于氨基酸含量的信息或者关于蛋白质的质和量的信息因此粗蛋白一词绝对适当的我们必须时刻牢记其来源和意义有若干种方法可用以测定原料的总氮含量最古老也是最常用的方法就是丹麦化学家Johan Kjeldahl在十九世纪中叶发明的凯氏定氮法测定时将饲料样品和一种金属催化剂铜锌硒和或汞一起在硫酸中煮沸这样样品就被完全消化其中所有的有机物 都被氧化蛋白质氨基酸和其它含氮化合物中的氮都被转化为铵离子然后将溶液冷却 在其中加入碱从而使铵转变为挥发性的氨氨从溶液中蒸馏出来又被捕捉入硼酸溶液中最后用标准盐酸溶液进行滴定以测定氨水平并以此表示氮水平最终就表示出了粗蛋白水 平样品消化不完全以及或者操作过程中发生氨气逃逸就会导致结果错误Dumas法或称燃烧法是另一种被认可的原料比如豆粕中氮含量测定法该法要采用LECO Hewlett Packard等公司生产的仪器其优点是可避免采用凯氏定氮法时会碰到的问题采用燃烧法时样品在高温环境中在氧的作用下蒸发然后以光谱法分析所产气体中 的氮这种方法非常精确但在设备上的初始投资很大由表1可见以燃烧法得出的数值常常高于用凯氏定氮法测得的数值这通常是由于采用凯氏定氮法时样品消化不完全的缘故有些环形氨基酸比如色氨酸和酪氨酸很难消化测得的读数很低建议用纯色氨酸或烟 酸作为标准来对凯氏定氮法进行标定 表1 用凯氏定氮法和Dumas燃烧法对豆粕粗蛋白含量测定的比较 样品 实验室1 实验室2 凯氏定氮法 凯氏定氮法 燃烧法 1 46. 2 45.00 46.07 2 46.0 45.88 46.56 3 45.8 45.45 46.55 4 46.0 45.71 47.13 5 46.1 46.38 46.73 平均 46.0 45.8 46.6 美国大豆协会于1998年检查了不同实验定之间的测定误差从亚洲当地的一家饲料厂获
饲料原料质量鉴定方法
饲料原料质量鉴定方法 (一)感官坚定 感官鉴定又称经验鉴定,是凭借人的五官来鉴定饲料质量的方法。要求平时注意观察各种饲料,在充分了解和掌握各种饲料的基本特征基础上,才能做到快速、准确地判断原料的质量优劣。 1.眼观(视觉) 观察饲料原料的形状、色泽、有无霉变、虫蛀、有无异物、硬块、夹杂物等。花生饼、胡麻饼、芝麻饼很容易发霉,特别是饼粕裂缝中常有黄曲霉污染。豆饼掺假的很多,有的豆饼中掺入玉米、豆皮、沙子、其他饼类等,需要把饼掰开,细心观察就会发展 2.舌舔(味觉) 通过舌舔或牙咬来检查饲料有无刺激的恶味、苦味或其他异味。如发霉的豆饼、棉籽饼、胡麻饼、芝麻饼等,若把饼外的绿霉擦去,用眼不易看出,通过舌舔和牙咬就会尝到刺激性的恶味。 3.鼻闻(嗅觉) 用鼻子来嗅闻饲料是否具有原料物质的固有气味,并确定有无霉味、氨臭味、发酵酸味、焦糊味、腐败臭味或其他异味。特别是对鱼粉、肉骨粉、蚕蛹粉、骨粉及油脂类的鉴别,要注意利用嗅觉来鉴定是否腐败变质。鉴别时应避免环境中其他气味的干扰。 4.手摸(触觉) 将饲料放在手上,用指头捻,通过感触来觉察其粒度的大小、硬度、黏稠性、有无夹杂物及水分的多少等。 (二)物理鉴定 1.筛分法 利用各种大小的筛子(如10目、20目、30目等)将原料过筛,观察饲料原料的粒度、搀杂物的种类及比例等。用这种方法能分辩出用肉眼看不出来的异物。 2.容重法 各种饲料原料都有其固有的容重,通过测量容重并与标准容重相比较,可鉴别饲料原料是否含有杂质或搀杂物。常见饲料原料的容重见下表。 常见风干饲料原料容重(g/L) 饲料原料容重饲料原料容重饲料原料容重 玉米626 大豆737~769 血粉616 去皮玉米720 脱壳大豆642 羽毛粉546 玉米粉544~576 大豆皮粉320 奶粉320 玉米芯粉400 溶剂浸提大 豆粕44% 561~609 干燥乳清粉561~737 带芯玉米粉578 溶剂浸提大 豆粕50% 657~673 乳糖730 玉米麸质粉482 棉籽粕593~641 骨粉801~961 干燥玉米酒糟400~416 棉籽饼641~721 牡蛎壳粉(小 于1cm) 849 玉米胚芽粕56 棉籽壳193 贝壳粉1600 玉米蛋白粉512~688 脱壳花生240~304 石粉1300~1550 小麦610~626 带壳花生272~384 碳酸钙201 小麦麸176~256 花生饼粕466 脱氟磷554 小麦粉609~625 干燥甜菜粕176~256 脱氟磷酸氢 钙 1200 小麦标准粗 粉 288~400 干燥柠檬粕328 双飞粉1350
国内豆粕的价格随季节变化规律的研究
国内豆粕的价格随季节变化规律的研究 李银霞陈国顺 甘肃农业大学(730070) guoshun@https://www.360docs.net/doc/4d12468956.html, 摘要:豆粕是大豆榨油后的副产品,是重要的饲料原料。豆粕行情的变化极大地影响着饲料价格和畜禽产品的消费价格。本文分析了近几年豆粕价格变化的行情规律,从而探索了未来一段时间豆粕的市场行情,为饲料企业进行采购提供了重要的依据。 关键词:豆粕行情饲料价格畜禽产品消费 目前,饲料市场上使用的植物蛋白质性原料主要有豆粕、棉粕、菜籽粕、花生粕、芝麻粕等。由于豆粕含有较高的蛋白质,粗纤维含量较低,能量也较其它粕类高;而且氨基酸含量比较平衡,因此饲料中豆粕使用量的多少成为评价饲料质量高低的主要标志。饲料企业在生产中主要使用豆粕,其它粕类用量较少。然而自2003年以来国内豆粕的价格持续上涨,对许多饲料企业的饲料配方成本造成很大的压力。近期豆粕价格持续下滑,豆粕市场动荡不安,什么原因?会降到什么程度? 1 豆粕价格走动趋势 豆粕市场按照一般性规律,在每年的第一季度,由于畜禽处于补栏阶段,饲料企业豆粕需求偏低,豆粕价格处于全年价格低点,4月份以后,畜禽养殖规模不断扩大,加至北方等地水产饲料开始增加,市场对豆粕的需求逐步的增加,价格随之上涨,在10月以后,随着国内大豆与美国大豆的上市,国内压榨商的生产进入了高潮,价格也随之回落。 但去年由于美国大豆的减产,国际大豆价格与国内大豆价格的大幅上涨带动了豆粕价格的大幅上涨,致使2004年一季度豆粕价格在历史的高位区,一季度之后随着大豆价格巨幅下跌,豆粕价格由最高的3800元/吨左右下跌到2550左右。价格变化与过去完全不同是否意味着今年的市场变化与 往年不同?我们将从下列表格中的价格变化从中找出今年价格变化的规律。 表1 2001-2004年豆粕价格与季度因素的关系 1-3月份4-6月份7-9月份10-12月份2001年↓↓↑→↓ 2002年↑→↑↑↑ 2003年→↑↑↑↑↑↑↑ 2004年↑↑↑↓↓↓↓↓ - 1 -
豆粕的生产工艺和性质
目前制作豆粉的原材料主要有以下两种[1]: 第一种是以豆粕为原料,豆粕来源主要有两种,一种是经萃取出脂肪的豆子残渣(也就是市场上标明的浸出油),此类豆粕可称为一次豆粕,还有一种是在萃取出脂肪的豆粕基础上再次提取一些其他大豆提取物后的豆粕(如提取大豆异黄酮等,市场上欣靓、天雌素等产品就是采取这种方法),姑且称其为二次豆粕,二种豆粕在检验上不好区分,除非使用非常精密的仪器。 豆粕由于需要先萃取油脂的,因此其大多选取的是脂肪含量较高的转基因大豆,经过萃取工艺后,脂肪残留量大多≤0.5%,以此为原料制作的豆粉,细度可达80目、100目、120目甚至更多(有的厂家声称能提供200目豆粉),但这种豆粉有一种特点,由于其脂肪含量很低,所以在发酵生产中,必须辅以大量的消沫剂,否则泡沫无法控制。 此外此种豆粉的初始原料大多是脂肪含量较高的转基因大豆,因此其本身蛋白质含量相对偏低,相对以非转基因大豆为原料制成的豆粉蛋白质含量就更没有优势。但目前有些产品就专门使用这种豆粉,比如有的生产厂家的阿维菌素就采用此种豆粉。 第二种是采用豆子为原料(包括非转基因中国大豆和转基因大豆),这两者原料做成的豆粉在物理、化学性质,无法区别,可能在生物性质上有所区别。 先采取压榨方法压出油脂后(也就是市场上标明的压榨油),再进行炒饼,磨粉。这种豆粉相对豆粕豆粉价格要高一些,优点有以下几点: 1、此种豆粉由于压榨法取油,可以根据客户需要调整压力,从而控制最终豆粉中的残留脂肪含量,这种豆粉与上一种豆粉的最大区别,在发酵生产使用中可以减少消沫剂的用量,因为脂肪也具有消泡功能,而且由于脂肪自然均匀地分布在豆粉中,其消泡效果相应地好于同等效果消沫剂。 基础料中使用消沫剂一方面价格昂贵,另一方面对生产菌种也有一定的毒性;即使选用植物油也会因油脂漂浮在发酵液表层,影响发酵液的溶氧水平和菌丝的呼吸。 2、如果选用非转基因中国大豆,其蛋白质含量要高于转基因大豆及及以其为原料制成的豆粕。 此外还有一些其他类型的豆粉:有的是将前两种豆粉按比例混合,有的干脆是掺假(有的掺土、有的掺玉米粉),假货的检测方法也比较简单,只要检测蛋白质含量,即知道是否掺假;后一种检测比较麻烦,但如果您要求采购高脂肪残留的豆粉,哪么只要脂肪残留量检测合格,就基本可以断定其真实性或仅仅掺和了较少量的豆粕粉;但有些产品就要求使用按比例掺和豆粉,这就另当别论了。 制作工艺 这是豆粉制作的关键,决定着的豆粉的质量及外观、颜色 豆粕豆粉: 原料如果由豆粕的话,其颜色相对偏浅一些,因为大多数豆粕原料都是比较小的片状物体,由于脂肪含量极低,极易粉碎,以此原料做豆粉的厂家,大多不再炒豆粕,或仅进行简单地温度较低的炒制,这主要因为一方面豆粕在萃取出油的过程,为了提高出油速度和出油率,已经进行过适当加热,另外由于豆粕片比较小,含水量都非常低,比较干燥,相对表面
饲料用大豆粕国家标准
饲料用大豆粕国家标准 一、主题内容与适用范围 本标准规定了饲料用大豆粕的质量指标及分级标准。 本标准适用于以大豆为原料以预压—浸提或浸提法取油后所得饲料用大豆粕。 二、引用标准 GB 5490-5539 粮食、油料及植物油检验 GB 6432-6439 饲料粗蛋白、粗脂肪、粗纤维等项测定方法 GB 8622 大豆制品中尿素酶的活性测定 三、感官性状 本品呈浅黄褐色或淡黄色不规则的碎片状,色泽一致,无发酵、霉变、结块、虫蛀及异味异嗅。 四、水分 水分含量不得超过13.0% 五、夹杂物 不得掺入饲料用大豆粕以外的物质,若加入抗氧化剂、防霉剂等添加剂时,应做相应的说明。 六、质量指标及分级标准 1.以粗蛋白质、粗纤维、粗灰分为质量控制指标,按含量分为三级,见下表。 表1 配合饲料、浓缩饲料和预混合料产量(万吨) 年份配合饲料浓缩饲料预混合料 1990 3122 50.82 21.01 1999 5600 1000 160 3.三项质量指标必须全部符合相应等级的规定。
4.二级饲料用大豆粕为中等质量标准,低于三级者为等外品。 七、脲酶活性允许指标 1.脲酶活性定义为在30?5?和pH值等于7的条件下,每分钟每克大豆粕分解尿素所释放的氨态氮的毫克数。 2.饲料用大豆粕的脲酶活性不得超过0.4。 八、检验 1.水分、粗蛋白质、粗纤维、粗灰分的检验,按照GB6432-6439的有关规定执行。 2.脲酶活性的检验按GB 8622执行。 九、卫生标准 应符合中华人民共和国有关饲料卫生标准的规定。 十、包装、运输和储存 饲料用大豆粕的包装、运输和储存,必须符合保质、保量、运输安全和分类,分级储存的要求,严防污染。 中华人民共和国农业部1998-10-11批准,1989-09-01实施。
豆粕概述
豆粕概述 豆粕是大豆经提取油后的副产品,各类油粕中用途最广的一种。豆粕的需求,主要集中在饲养业与饲料加工业,大约85%的豆粕用于家禽和生猪的饲养。根据提取方法不同可将豆粕分为一浸豆粕和二浸豆粕:用浸提法提取豆油后得到的副产品为一浸豆粕;压榨取油后再经过浸提取油后得到的副产品称为二浸豆粕。一浸豆粕的生产工艺较为先进,蛋白质含量高,是目前国内外现货市场上流通的主要产品。 豆粕一般加工流程为:油脂厂购入大豆→去杂→破碎→加温并调整水分含量→压成片并继续调整水分→加溶剂喷淋以淬取豆油→脱溶剂→豆粕生成(去皮豆粕是先去皮后浸提)。 1.豆粕的分类及区别 饲料用大豆粕(GB/T19541-2004)将豆粕分为普通豆粕和去皮豆粕两种,具体技术指标见表1。 表1 技术指标及质量分级 带皮大豆粕去皮大豆粕 项目 一级二级一级二级 水分/(%) ≤12.0≤13.0≤12.0≤13.0 粗蛋白质/(%) ≥44.0≥42.0≥48.0≥46.0 粗纤维/(%) ≤7.0≤3.5≤4.5 粗灰分/(%) ≤7.0≤7.0 尿素酶活性(以氨态氮计)/[mg/min·g] ≤0.3≤0.3 氢氧化钾蛋白质溶解度/(%) ≥70.0≥70.0 注:粗蛋白质、粗纤维、粗灰分三项指标均以88%或者87%干物质为基础计算与普通豆粕相比,去皮豆粕是采用先去皮后浸提的加工工艺生产而成;加工中分离出的豆皮约占大豆重量的8%,占大豆体积的10%。由于豆皮的主要组分是细胞壁或植物纤维素,很难被猪、鸡等单胃动物消化吸收,因此去皮豆粕具有粗蛋白质和氨基酸含量高、粗纤维含量低、氨基酸消化利用率高的优点。除此之外,去皮豆粕最主要的优势还在于其本身含有较高的能量和蛋白质,从而在配方中留出了更多的空间来容纳玉米,并减少价格昂贵的油脂用量。
目前我国豆粕的生产与消费情况
目前我国豆粕的生产与消费情况 1. 生产情况 美国、巴西、阿根廷、中国、印度、欧盟等国是世界主要的豆粕生产地区,一直以来,美国豆粕产量占全球30%以上的份额。近几年,中国压榨行业快速发展,中国豆粕的发展速度保持了约20%的年增长速度。 我国是豆粕的生产大国。2000年起,我国豆粕的年产量首次突破1,500万吨,2001年后,豆粕产量出现持续快速增长趋势。2004年豆粕产量首次超过巴西与阿根廷,仅次于美国,居世界第二位。 在国内豆粕产量迅猛发展的同时,我国豆粕生产布局也发生了根本性的转变,90年代中期以前东北三省是我国豆粕主要生产基地,产量约占全国60%以上,而到2002年以后,随着沿海地区压榨企业的快速发展,山东、江苏、广东等沿海地区已取代东北地区成为我国主要的豆粕生产基地。 豆粕总产量的变化 在90年代前期,随着国内豆油需求量的快速增长和饲料行业的快速发展,我国大豆压榨数量的增长速度也加快,豆粕产量每年都在显著增加。1990年,我国豆粕产量超过400万t,1993年的豆粕产量已超过600万t。一年后,豆粕产量登上700万t台阶。此后,由于国内油脂工业和饲料行业发展速度放慢,豆粕产量出现徘徊。直到1998年,由于大豆进口量的明显增长,我国豆粕总产量才超过800万t。至此,国内大豆加工和豆粕生产规模又进入了快速发展阶段。1999年,我国豆粕的总产量首次达到900万t的水平,较上年度增加100万t,其中黑龙江、山东、江苏的豆粕产量分别接近170万t、160万t和190万t,3省豆粕产量占全国总产量的58%。在2000年,我国豆粕生产仍呈现增长势头,产量预计将接近1250万t。 华东沿海地区豆粕产量扩张速度较快 在我国华东地区,山东、江苏等省的大豆加工能力自90年代中期以来已有了很大幅度的提高,同时该地区的豆粕产量也在快速增加。华东地区是我国主要的豆粕消费地区之一,现在这些地区也已日渐成为大豆加工和豆粕生产的主要地区。这与90年代中期以前,东北及华北地区在相关生产中居于主导地位的情况已有了根本性的变化。 导致这种变化的重要原因之一就是大豆进口的迅速增加。 在90年代中期以前,我国是大豆净出口国,因此国内的大豆主产区,即东北及华北地区是豆粕的主要生产地区。1995年以后,随着东部沿海地区大豆加工厂,尤其是合资榨油厂的兴建和加工规模的扩大,大豆进口量开始增长,并且促使我国很快转变成大豆净进口国。这些地区主要包括山东、江苏、天津及辽宁的大连和营口等地区。由于进口大豆的出油率、供货稳定性均好于国产大豆,因此东部沿海地区的大豆加工厂大都以进口大豆为原料。这样,国内大豆加工和豆粕生产的布局就随之出现了明显的变化。在90年代初期,东北及华北地区的豆粕年产量占全国总产量的70%左右,到1999年前后,已下降至50%。
豆粕品质的检测方法
豆粕品质的检测方法 一、评定指标 1、1:抗胰蛋白酶的活性:Trypsin Inhibitor Activity TIA大豆粕在0。01mol/LnaOH 浸泡1h过滤,滤液用PBPA水解.测胰蛋白酶活性TIU. 1、2:尿酶活性(Urease Activity UA)国际标准法(ISO)、PH增值法(ΔPH法)、扩 散法、酚红法。CHINA规定ΔPH《0。4 在0.02-0.2之间是优质豆粕.UA与TAI几 乎同步失活.在加热过度以前,TIA以全部失活. 1、3:蛋白质溶解度:(Protein Solubility)美国乔治大学:Dale & Araba (1987)以检 测豆粕是否加热过度.一定量的豆粕与0.2%NaOH溶液混合离心过滤,滤液凯氏测 氮.PS<70%,则加热过度,70-80%为适宜,测时其灵敏度不够,粒度影响,当粒度在 60-80目时方稳定. 1、4:有效赖氨酸:赖与精氨酸属热敏性AA,高温时Lys与还原糖发生Maillard反应. 测定法有:A染料结合法(DBL):二硝基氟苯(FDNB),三硝基磺酸(TNBS),酸性橙-12, 茚三酮发生特异性呈色反应.B 高效液相色谱法(HPLC) 1、5:蛋白质的水溶解度和氮的水溶解度:蛋的质的水溶解度(PDI)与氮的水溶解度 (NSI),二者只是与水混合后的搅拌强度不一样。PDI是8500r/min的速度搅拌 10min,NDI是120r/min搅拌30min。PDI测定豆粕的加热程度比UA和PS(NaOH) 灵敏,NSI在7-27.8%是可以接受。NSI低于10%则为加热过度。Balloun & Hgymard(1959):加热时间延长,NSI降低,加热过度,则大大降低,鸡的增重与饲 料报酬降低。 1、6考马氏亮蓝法:Kratzer(1989): 考马氏亮蓝对蛋白质考马氏亮蓝考马氏亮蓝显色 对AA不显色并与PS相关度好但考法测的实际值大大低于凯氏法测的蛋白质溶解 度。这可能与凯氏法将全部AA包括在蛋白质内的缘故。但考法较PS法测的时间短 的多,故考法更适合评价经受不同热处理时间后饲料中可溶性蛋白质的含量。 1、7:其它方法:橙黄G染色法(只能有限鉴定过分加热处理的大豆粕)、甲醛滴定法、 甲酚红染色法(每克豆粕吸收甲酚红的毫克数2-3mg为生豆粕,3.3-3.7mg为加工不 足,3.8-4mg为适当,4.3mg为加热过度)、颜色亨特色值。(Smith1981:颜色与蛋白 质有较高的相关性) 二、豆粕质量与生产性能
内外盘豆粕现货价格背离原因分析
自身供求关系是要紧矛盾———内外盘豆粕现货价格背离缘故分析 春节以来,国内豆粕价格一直跟随CBOT豆价波动。春节期间CBOT大豆要紧合约反弹了14美分,春节过后,2月底3月初国内华东地区豆粕现货市场随即较节前大涨200—250元/吨,达到2600—2650元/吨。3月份,国内华东地区豆粕现货上下振荡,月底滑落到2500元/吨左右,但这期间CBOT大豆价格在20美分区间内振荡。4月10日,CBOT5月大豆较月初下跌了约50美分,国内豆粕货价格即下滑100元/吨到2400元/吨(由于种种缘故,现货商没有做主动调整)。4月13日在CBOT大豆接着下跌的情况下,国内豆粕现货压力大量积聚,价格快速下滑
到2280元/吨,至4月18日更是下跌到了本次行情的最低点2180元/吨。随后从5月初到5月21日,CBOT7月大豆大幅反弹上涨50美分,豆粕现货也展开反弹走势。到5月中旬,价格反弹到2380—2400元/吨,但成交始终不甚理想,2400元/吨那个价格持续了近10天没能被突破。但在随后的6月份,在CBOT大豆始终振荡上行的过程中,华东地区豆粕,包括国内其他地区豆粕却走出了下跌行情。在目前CBOT大豆上涨了100美分的情况下,国内豆粕现货却下跌了160元/吨之多,目前华东地区豆粕差不多跌到了2240—2260元/吨。什么缘故6月份以后国内豆粕现货未能跟随CBOT大豆同步上涨,却走出能够讲是完全相反的行情呢? 目前的市场供求关系确实是供给大幅大于需求。且在还没有形成稳定的市场格局的情况下,各个油厂为了自己的利益,或选择低价抢占市场或选择提高给经销商的销售返利以提高经销商的销售积极性。因此在目前的豆粕市场价格,不太可能会反映出豆粕成本对其的支撑作用。缘故如下: 1.首先,一个特不简单的道理,假如讲成本对价格有绝对的支撑作用,那各行各业、各油厂都没有必要去在采购等环节中去降低成本,反过来,成本越高越好,因为价格能够卖得更高。
豆粕加工工艺
豆粕加工工艺
————————————————————————————————作者:————————————————————————————————日期:
大 豆 加 工 工 艺 流 程 图 备注: 为关键工序 为质控点 1大 7风选去皮 13浸 出 19浸出粕 20脱 溶 20干燥冷却 22去皮豆粕 22过筛 22混 合 22打 包 4风 6一次破碎 8二次破碎 9风选去皮 10豆仁 10豆 皮 11轧 胚 10豆皮仓 10皮仁 10粉 碎 20 DT 粕(100℃,30分) 22粉 碎 22成品豆粕 17二 蒸 15混合油 16一 蒸 18汽 提 18大豆毛油 10豆皮筛 10二次风选 14正己烷 21分 水 21混合汽 21冷 凝 5加热(60-70℃,20-30分钟) 12膨 化 12冷 却 2计 3筛
大豆加工工艺描述: 1、原料大豆: 榨油二厂原料豆从储存筒仓7号仓、8号仓和9号仓(通常称呼为榨油二厂工作仓)经过RE100A、RE100B、RE100C进入EL100后经过RE101运输到车间准备生产(RE为刮板、EL为斗提)。 2、计量 大豆经输送刮板RE101进入车间后,先进入计量秤WE101计量。 3、筛选 大豆出计量秤进斗提机EL101送至车间顶楼依靠重力进入大豆筛SI101。大豆筛(平面回转筛)为震动、半封闭有一定坡度的设备。当原料豆进入时大豆可以从筛子孔中穿过进入风选器AS101,而大豆中秸秆豆荚等大块杂质由大豆筛尾部滑出,使之与大豆分离。 4、风选 AS101为大豆风选设备,大豆进入AS101后其中的微小杂质如粉尘碎豆皮等吸入布袋除尘器FI101,由除尘器汇总后通过下料溜槽进入豆皮绞龙SC161,FI101同时还吸收EL101,SI101中的灰尘杂质。 经过这样几步的预处理原料豆就变的比较干净了,然后进入下一个环节原料加热过程。 5、大豆加热器 大豆加热器DR105内部通有密集的蒸汽加热管道,DR105共12层,层与层之间有通风管道与刹克龙CY105相连通,能够吸走大豆所散发出的水汽及部分脱落的豆皮,能够在短时间内将大豆加热到60-70度左右,起到软化降低水分及调质的作用。 加热后大豆主要控制水分指标,其水分比原料豆低1%左右。 6、一次破碎(自带除铁器) 热豆由计量绞龙SC105输出,经过斗提机EL107提到车间高处后经过溜槽进入第一道破碎机DE111—114 ,将大豆破碎至2瓣左右,然后进入风选器AS111—114。破碎机自身带有除铁器,可以去除物料中的金属杂质。 7、风选去皮 风选器利用豆瓣与豆皮重量不同的原理,将大豆破碎后散落的豆皮吸入刹克龙CY115、CY116,豆皮进豆皮筛。经过破碎之后的原料豆变为带有少量豆皮2瓣左右的碎豆瓣,进入下一环节二次破碎。 8、二次破碎 碎豆瓣进二次破碎机CR11-114, 将大豆破碎至4到8瓣左右,然后进入风选器CN111—114。 9、风选去皮 风选器利用豆瓣与豆皮重量不同的原理,将大豆破碎后散落的豆皮吸入刹克龙CY117,豆皮进豆皮筛。经过破碎之后的原料豆变为无豆皮4到8的碎豆瓣,可进行下一环节的扎胚。 热豆经过破碎风选之后水分也有所下降,由于此步将豆皮与豆瓣分离,大大提高了浸出效率,同时为生产高蛋白豆粕创造了条件。 10、豆皮系统(皮仁、豆皮筛选、二次风选、豆仁、豆皮粉碎、豆皮仓) 风选后的皮仁进入CY115、CY116、CY117之后通过下料溜槽进入豆皮筛SI160和SI161,豆皮筛内筛网孔径约4毫米左右,部分豆皮通过筛孔进入风选AS160,通过风选将豆皮分离,豆皮进入CY160后由一条下料溜管进入SC161豆皮绞龙,而很小的豆仁(豆皮碎豆瓣)直接进入RE120.通不过豆皮筛筛网的大块豆皮经溜管进入SC161。同时大豆除尘器FI101内灰尘等杂质也通过一条溜管进入SC161。 以上三条溜管的物料进入SC161后再进入豆皮粉碎机HG161、HG162。豆皮经过粉碎
豆粕质量与尿酶活性和蛋白质溶解度(1)
万方数据
万方数据
万方数据
万方数据
豆粕质量与尿酶活性和蛋白质溶解度(1) 作者:沈慧乐, 杨秀文, Shen Huile, Yang Xiuwen 作者单位:沈慧乐,Shen Huile(美国大豆协会), 杨秀文,Yang Xiuwen(北京奶牛研究所) 刊名: 饲料广角 英文刊名:FEED CHINA 年,卷(期):2005(16) 被引用次数:8次 本文读者也读过(10条) 1.乔自强蛋白质分解的影响因素[期刊论文]-啤酒科技2011(3) 2.康玉凡.李德发.邢建军.王燕华68个去皮和带皮豆粕的常规营养、脲酶活性及蛋白质溶解度比较研究[期刊论文]-黑龙江畜牧兽医2005(11) 3.周伟.黄小春.姚文海不同加热时间对大豆粉蛋白质溶解度影响的研究[期刊论文]-江西畜牧兽医杂志2008(2) 4.李铁军.贺建华.陈孝珊脱毒桐饼(粕)蛋白质溶解度测定的适宜条件[期刊论文]-农业现代化研究2002,23(2) 5.周兵.李树文.张宏玲.简丽.程宗佳不同膨化温度下膨化大豆中脲酶活性和蛋白质溶解度变化趋势浅析[期刊论文]-饲料广角2006(6) 6.谭宝玲.冯建文.陈丽.Tan Baoling.Feng Jianwen.Chen Li豆粕中尿素酶活性检测方法的应用推广[期刊论文]-饲料工业2007,28(9) 7.蒋爱民.郭善广.白福玉.邵晓明.王志江.何文新.何瑞奇.JIANG Aimin.GUO Shanguang.BAI Fuyu.SHAO Xiaoming .WANG Zhijiang.HE Wenxin.HE Ruiqi广式腊肠加工及贮藏过程中蛋白质降解动态研究[期刊论文]-肉类研究2008(11) 8.周妍蕾豆粕中尿素酶活性检测的意义及检测方法探讨[期刊论文]-科技创新导报2010(19) 9.左青.孙维众.戴劲松论豆粕质量鉴定方法[期刊论文]-中国油脂2002,27(2) 10.初雷.李爱科.高玉鹏.栾霞菜籽粕品质指标变化规律及相互关系研究[期刊论文]-中国油脂2009,34(11) 引证文献(8条) 1.何余勇.许赛英不同加热时间对大豆蛋白质溶解度影响的研究[期刊论文]-江西饲料 2011(5) 2.裴成江.杨正德饲料粉碎粒度研究[期刊论文]-饲料博览 2009(6) 3.周伟.黄小春.姚文海不同加热时间对大豆粉蛋白质溶解度影响的研究[期刊论文]-江西畜牧兽医杂志 2008(2) 4.刘玉兰.李燕.汪学德霉变大豆对豆粕质量的影响[期刊论文]-中国油脂 2006(12) 5.刘玉兰.汪学德对品质受损大豆加工产品质量的研究及评价[期刊论文]-中国粮油学报 2007(6) 6.刘玉兰.吴卫忠.张百川大豆膨化工艺技术对其产品质量的影响[期刊论文]-粮油加工 2007(2) 7.刘玉兰影响大豆产品质量因素的研究[学位论文]硕士 2006 8.豆洪启.秦飞.耿超.张玉良.王毅敏.安红周全脂大豆挤压膨化调质工艺的优化[期刊论文]-中国油脂 2013(4) 引用本文格式:沈慧乐.杨秀文.Shen Huile.Yang Xiuwen豆粕质量与尿酶活性和蛋白质溶解度(1)[期刊论文]-饲料广角 2005(16)
(完整word版)豆粕加工工艺
大 豆 加 工 工 艺 流 程 图 备注:为关键工序为质控点
大豆加工工艺描述: 1、原料大豆: 榨油二厂原料豆从储存筒仓7号仓、8号仓和9号仓(通常称呼为榨油二厂工作仓)经过RE100A、RE100B、RE100C进入EL100后经过RE101运输到车间准备生产(RE为刮板、EL为斗提)。 2、计量 大豆经输送刮板RE101进入车间后,先进入计量秤WE101计量。 3、筛选 大豆出计量秤进斗提机EL101送至车间顶楼依靠重力进入大豆筛SI101。大豆筛(平面回转筛)为震动、半封闭有一定坡度的设备。当原料豆进入时大豆可以从筛子孔中穿过进入风选器AS101,而大豆中秸秆豆荚等大块杂质由大豆筛尾部滑出,使之与大豆分离。 4、风选 AS101为大豆风选设备,大豆进入AS101后其中的微小杂质如粉尘碎豆皮等吸入布袋除尘器FI101,由除尘器汇总后通过下料溜槽进入豆皮绞龙SC161,FI101同时还吸收EL101,SI101中的灰尘杂质。 经过这样几步的预处理原料豆就变的比较干净了,然后进入下一个环节原料加热过程。 5、大豆加热器 大豆加热器DR105内部通有密集的蒸汽加热管道,DR105共12层,层与层之间有通风管道与刹克龙CY105相连通,能够吸走大豆所散发出的水汽及部分脱落的豆皮,能够在短时间内将大豆加热到60-70度左右,起到软化降低水分及调质的作用。 加热后大豆主要控制水分指标,其水分比原料豆低1%左右。 6、一次破碎(自带除铁器) 热豆由计量绞龙SC105输出,经过斗提机EL107提到车间高处后经过溜槽进入第一道破碎机DE111—114 ,将大豆破碎至2瓣左右,然后进入风选器AS111—114。破碎机自身带有除铁器,可以去除物料中的金属杂质。 7、风选去皮 风选器利用豆瓣与豆皮重量不同的原理,将大豆破碎后散落的豆皮吸入刹克龙CY115、CY116,豆皮进豆皮筛。经过破碎之后的原料豆变为带有少量豆皮2瓣左右的碎豆瓣,进入下一环节二次破碎。 8、二次破碎 碎豆瓣进二次破碎机CR11-114, 将大豆破碎至4到8瓣左右,然后进入风选器CN111—114。 9、风选去皮 风选器利用豆瓣与豆皮重量不同的原理,将大豆破碎后散落的豆皮吸入刹克龙CY117,豆皮进豆皮筛。经过破碎之后的原料豆变为无豆皮4到8的碎豆瓣,可进行下一环节的扎胚。 热豆经过破碎风选之后水分也有所下降,由于此步将豆皮与豆瓣分离,大大提高了浸出效率,同时为生产高蛋白豆粕创造了条件。 10、豆皮系统(皮仁、豆皮筛选、二次风选、豆仁、豆皮粉碎、豆皮仓) 风选后的皮仁进入CY115、CY116、CY117之后通过下料溜槽进入豆皮筛SI160和SI161,豆皮筛内筛网孔径约4毫米左右,部分豆皮通过筛孔进入风选AS160,通过风选将豆皮分离,豆皮进入CY160后由一条下料溜管进入SC161豆皮绞龙,而很小的豆仁(豆皮碎豆瓣)直接进入RE120.通不过豆皮筛筛网的大块豆皮经溜管进入SC161。同时大豆除尘器FI101内灰尘等杂质也通过一条溜管进入SC161。 以上三条溜管的物料进入SC161后再进入豆皮粉碎机HG161、HG162。豆皮经过粉碎
豆粕营养成份及标准
豆粕营养成份及标准 [关键词]豆粕 标准 植物蛋白类 植物性蛋白亦是提供饲料蛋白质的主要来源,其与鱼粉在饲料的关系中互为消长,而豆类及油实类等油脂含量丰富者,在采油后所得到的油粕类,通常蛋白质含量高,普通用来补给蛋白质,是极有用处的饲料来源。惟这些油粕类的饲料价值常视其成分、营养价,适口性、不良因子等而有差异。 豆粕 系指大豆采油过的残渣 经过适度加热、干燥、粉碎者。大豆粕是鸡、猪、牛适口性良好的蛋白质源。黄豆粕之粗蛋白质含量约45%,其消化率高达85-92%。黄豆内存在着非营养成分的urease trypsin inhibiter ,且活性很高,在生的情况下会阻碍消化率,雏鸡、子猪的发育。黄豆粕经过某种程度加热后,成长阻碍因子即失去活性,且饲料价值提高,但视其制造工程宫之加热条件面品质受到影响。其指标是使用水溶性氮素指数(NSI ),ursease 活性,trypsihn inhibiter 含量,通常NSI 25%以下为一个指标。牛方面,加热不充分之urease 活性高者不能使用于尿素配合饲料。 豆粕的自然属性 1、物理性质 颜色:浅黄色至浅褐色,颜色过深表示加热过度,太浅则表示加热不足。整批豆粕色泽应基本一致。 味道:具有烤大豆香味,没有酸败、霉败、焦化等异味,也没有生豆腥味。 质地:均匀流动性好,呈不规则碎片状、粉状或粒状, 不含过量杂质。 比重:0.515?/FONT>0.65Kg/l 2、化学成份 豆粕中含蛋白质43%左右,赖氨酸2.5%~3.0%,色氨酸0.6%~0.7%,蛋氨酸0.5%~0.7%,胱氨酸0.5%~0.8%;胡萝卜素较少,仅0.2~0.4mg/Kg ,流胺素、核黄素各3~6mg/Kg ,烟酸15~30mg/Kg ,胆碱2200~2800mg/Kg 。豆粕中较缺乏蛋氨酸,粗纤维 去皮与带皮豆粕组成比较 原蛋白质Crude Protein Extract 以太纤维Ether Fiber % 粗纤维Crude % 能量 Energy (kcal/kg) 带皮豆粕 44.0(8) 0.5(10) 7.0(7) 2240(8) 去皮豆 粕 48.5(10) 1.0(7) 3.0(10) 2475(10)