齿轮磨削(完整资料).doc
此文档下载后即可编辑
齿轮加工机床的效率、精度、性能等方面介绍
来源:机械专家网发布时间:2009-11-20 机械专家网
随着科学技术和经济的发展,齿轮加工业对于齿轮加工机床的性能要求不断提高,反之,齿轮加工机床制造业对于齿轮加工又具有导向作用,形成有机的联动发展。为此,一批能适应社会科技和经济发展节拍的新产品应运而生;反之,则被淘汰。这在齿轮磨床制造业中尤为突出。像瑞士马格公司(Magg)七十余年来一直以其生产的碟形双砂轮磨齿机在国际市场独显风采,作为磨齿机中最高精度的代表产品,采用展成磨削原理,及其它技术措施,可磨削出三级以上精度的齿轮。但是,马格磨齿机亦有不足之处,主要是:效率低展成磨削为点接触加上碟形砂轮自身强度、刚度限制,不能作深切或强力磨削;生产成本高所需的特殊附件多,如缺口分度板齿数须和工件齿数相匹配,工作基圆要与滚圆盘的直径一致等,工作种类愈多,所需附件愈多。为此,这家世界闻名、历史悠久的公司,于八十年代末被瑞士奥立康公司(Oerllkon)兼并。
国内曾研制出Y7032A、Y7063A、Y7160等碟形双砂轮磨齿机,其中原秦川机床厂制造的Y7032A,其主要性能均达到马格公司同类产品SD-32-X碟形双砂轮磨齿机水平,荣获国家科技进步一等奖。但是,由于高效蜗杆砂轮磨齿机制造技术的成熟应用,碟形双砂轮磨齿机的市场占有率逐年缩小。从马格公司被兼并的现实,留给人们思考的是两个字:“效率”。效率是物质能量的反映,是生命力的象征。为此,自七十年代末至今,国内外磨齿机发展趋势,一直以高效率、高精度为追求目标。
齿轮设计说明书
设计计算说明书设计题目:齿轮 学院: 专业: 班级: 学号: 姓名: 指导老师:
计算内容计算说明结果 1.计算齿轮传动 比i2根据ω=2πn,v=ωr ,求得 n=ω/2π=1.96*60=117.6r/min 由此算出i2=1500/(2.5*117.6)=5.1 传动比i2=5.1 2选择齿轮材料,并确定许用应力大丶小齿轮都采用CrMnTi,渗碳淬火,齿面硬度 HRC60.根据参考文献[1]图10-38和图10-39查出齿 轮的疲劳极限强度,确定许用应力。 σHlim 1=σHlim 2=1500MPa σFlim 1=σFlim=460MPa [σH]=0.9σHlim 1=0.9*1500=1350MPa [σF]=1.4σFlim 1=1.4*460=644MPa 材料:大丶小齿轮都采 用CrMnTi,渗碳淬火 许用应力。 σHlim1=σHlim2=1500MPa σFlim1=σFlim=460MPa [σH]=1350MPa [σF]=644MPa 3.选取设计参数取最小齿轮齿数Z1=17,则 Z2=i2Z1=5.1*17=86.7,取大齿轮齿数Z2=87 Z1=17 Z2=87 4计算齿数比U=Z2/Z1=5.1 U=5.1 5计算相对误差是 否合理由于传动比误差为|(u-i)/i|*100%=0.39%<3%~5%, 所以齿轮数选择合理 合理 6选齿宽系数Φd参考表10—11选齿宽系数Φd =0.5 (齿轮相对于轴承为对称布置) Φd =0.5
7计算系数 A m、A d 初选螺旋角β=10°, 根据表10—8,系数A m=12.4,A d=756 A m=12.4 A d=756 8计算小齿轮的功率P1和小齿轮的转 速n1取传动带的效率 η=0.95,P1=P c*0.95=28.8*0.95=27.36w n1=V/i=1500/2.5=600(r/min) P1=27.36w n1=600(r/min) 9计算小齿轮的转 矩T1T1=9550*(P1/n1) =9550*(27.36/600)=435.48(N·m) T1=435.48(N·m) 10计算当量齿数按式(10-32)计算齿轮当量齿数 Z V1=Z1/cos3β=17/cos310°=17.8 Z V2=Z2/cos3β=87/cos310°=91.1 Z V1=17.8 Z V2=91.1 11计算模数m n根据表10—10查出复合齿形系数 Y SF1=4.49,Y SF2=3.85 取载荷系数K=1.2 m n≥A m31Y KT FS1/Φd Z12[σF] =12.4*) 644 * 2 ^ 17 * 5.0 /( ) 49 .4 * 48 . 435 * 2.1( 3=3.6 按表10—1取标准值m n=4mm M n=4mm 11计算中心距a a=[m n(z1+z2)]/2cosβ =[4*(17+87)]/2*cos10°=211.2mm 取a=212mm a=212mm
齿轮的设计
齿轮的设计 变位齿轮(gear with addendum modification)简介 通过改变标准刀具对齿轮毛坯的径向位置或改变标准刀具的齿槽宽切制出的齿形为非标准渐开线齿形的齿轮。切制轮齿时,改变标准刀具对齿轮毛坯的径向位置称为径向变位。改变标准刀具的齿槽宽称为切向变位。最常用的是径向变位,切向变位一般用于圆锥齿轮的变位。 切制 加工径向变位齿轮时,齿条形刀具的中线相对被加工齿轮分度圆移动的距离称为变位量,用xm表示,x称为变位系数,m为模数。通常规定,刀具中线相对轮心移远时,x 取正值,称为正变位;刀具中线相对轮心移近时,x取负值,称为负变位。 特点 变位齿轮与标准齿轮相比,其模数、齿数、压力角均无变化;但是正变位时,齿廓曲线段离基圆较远,齿顶圆和齿根圆也相应增大,齿根高减小,齿顶高增大,分度圆齿厚与齿根圆齿厚都增大,但齿顶容易变尖;负变位时,齿廓曲线段离基圆较近,齿顶圆和齿根圆也相应减小,齿根高增大,齿顶高减小,分度圆齿厚和齿根圆齿厚都减小。传动类型 径向变位齿轮传动可分为高变位齿轮传动和角变位齿轮传动。 高变位齿轮传动又称变位零传动,其特点是两轮的变位系数x1+x2=0。因此,高变位齿轮传动的啮合角α′等于压力角α,即α′=α;节圆与分度圆重合,即r′=r;中心距a′等于标准齿轮传动的中心距a,即a′=a。但由于变位齿轮齿顶高和齿根高发生了变化,高变位齿轮传动可用于中心距等于标准中心距,而又需要提高小齿轮齿根弯曲强度和减小磨损的场合。 角变位齿轮传动的特点是x1+x2≠0,故α′≠α,r′≠r,a′≠a。与标准齿轮传动相比,其啮合角发生了变化。当x1+x2>0 时,称为正传动,此时α′>α,r′>r,a′>a。采用正传动可以提高轮齿的接触强度和弯曲强度,改善轮齿的磨损,凑配中心距,但重合度有所减小。当x1+x2<0 时,称为负传动,此时α′<α,r′
大型齿轮磨削装备的关键技术
基金项目:国家科技重大专项(2014ZX04001-191);秦川机床工具集团股份公司科研项目(科研工作令2014G-科研-035号)收稿日期:2016年1月 大型齿轮磨削装备的关键技术 郭召 秦川机床工具集团股份公司 引言 目前,我国正在大力发展海洋资源勘探装备、大型舰艇、风电、核电、高速机车、航空航天、军工、大型工程机械等新兴产业。这些行业要求齿轮传动在高速、重载、冲击多变及恶劣工况下具有高可靠性、长寿命、高传动效率和低噪音的工作性能。大型、高精度硬齿面齿轮是重型机械传动行业中关键的动力传动元件,这些行业的快速发展造成对大型齿轮磨削装备的需求扩大。 大型磨齿装备概况 传统的大型齿轮精密磨削加工多采用锥面砂轮磨齿机展成磨削,砂轮和工件齿面为点接触,工件分度运动采用蜗轮副单齿分度,加工效率低,上世纪90年代逐渐被淘汰。德国KAPP公司在20世纪80年代初,开发了应用CBN砂轮的成形磨齿机,由于CBN砂轮万能性差,制造价格昂贵,没有得到普及推广。到2 0世纪90年代末期,随着计算机技术及数控技术发展成熟,德国NILES及Pfauter、意大利Sampustensili等多家公司相继推出应用可修整普通砂轮的数控成形砂轮磨齿机。机床操作界面实现人机对话,用户仅需输入磨削齿轮参数,即可完成成形砂轮截形计算及修整,实现工件自动循环磨削。 近年来,大型数控成形磨齿机发展呈现出以下特点:机床集成了在机测量、磨削自动对刀、磨削余量自动分配、磨削状态实时监测、砂轮在机动平衡等先进技术,机床加工精度达到GB/T10095.1-20083级精度,更符合大型、精密齿轮的加工需求。主要的齿轮机床制造商均针对大型齿轮的加工提出各自的解决方案。 (1)德国KAPP-NILES 德国卡帕集团拥有ZE系列、ZP系列、ZPI系列、ZPB系列多款大型磨齿机,为用户提供大型齿轮加工方案。齿轮最大加工直径8m,最大模数 40mm。NILES磨齿机的特点是采用模块化设计,加工直径1 m齿轮的机床与加工直径8m齿轮的机床采用同一磨削功能模块,仅在机床转台和床身长度上有区分。机床基础大件采用球墨铸铁浇铸,相比传统灰铸铁,大幅提升刚性。 (2)德国霍夫勒 霍夫勒公司是德国第二家大型磨齿机制造商,开发了R APID系列、RAPID—MFM系列和RAPID—AI系列大型磨齿机,最大加工直径6m,最大模数50mm。特点在于机床床身、立柱等基础大件采用矿物铸件制造,吸振性、热稳定性性能优越。机床采用直线电机驱动,响应快,无磨损,精度保持性好。机床回转轴采用力矩电机直接驱动,尤其是在机床磨削角控制轴率先采用了力矩电机直驱技术。 (3)美国Gleason-Pfauter 格里森公司以生产螺旋伞齿轮加工设备著称,和德国Pfauter公司联合后,充分吸收Pfauter公司在大型精密滚齿机方面的丰富经验,结合自身在齿轮磨削技术方面的积累,开发了P系列大型磨齿机。双齿面无扭曲磨削工艺可减少50%的精加工时间,独特的新优化磨削(OPTIGRIND)技术可同时使用三个或更多的砂轮,以替代单片砂轮,效率、精度、表面质量兼顾。 (4)意大利桑普 意大利桑普坦斯利公司推出了HG系列大型磨齿机,将滚齿及磨齿进行复合。在一台机床上,可以实现粗、精加工。机床配备自动换刀装置,实现滚刀与砂轮的自动切换。 (5)中国秦川 国内大型磨齿装备研发起步较晚,秦川机床厂在2000年开始研制数控成形磨齿机,2004年推出第一款大型数控磨齿机YK73125,十多年来开发了YK7363、YK7380/A、YK73100、YK73125/A、YK73200、YK73400、YK75200系列大规格数控成形磨齿机,形成了系列化产品,产品销售100多台,解决了我国重型机械传动的关键动力元件加工问题, 提高了大型、高速、重载硬齿面齿轮磨削精度,实现了高速、重载、平稳、高寿命传动。 0 8工具技术
20CrMnTi齿轮端面磨削裂纹原因分析
徐州科源液压股份有限公司生产的合金钢齿轮,表层经渗碳淬火硬化后,在磨齿轮端面时发现裂纹、剥落及烧伤痕迹。根据齿轮渗碳层金相组织的显微分析,可以看出组织为马氏体、残余奥氏体和碳化物。其中,残余奥氏体含量(体积分数)约在30%,碳化物级别为3级。按照《JB/T6141.3-1992重载齿轮渗碳金相检验》标准评判,此金相组织为4级,残余奥氏体含量较高,致使磨削时组织转变量较多,表面应力较大,存在磨削裂纹潜在危险。1显微组织观察与显微硬度测试1.1显微组织分析 根据齿轮心部的显微分析,看到组织为板条状马氏体。 根据表面组织的显微分析, 可以看出磨削平面表层为一较薄的亮层,次表层为颜色较暗的回火层。再往里才过渡到低温回火处理的正常组织。组织分布说明,零件磨削过程中,表层已被加热到奥氏体温度,因未经回火,质地坚硬,难以腐蚀,故在金相试样上呈白亮层。白亮层为二次淬火形成的马氏体组织。该组织的形成是由于磨削区磨削进给量非常大或冷却不足时, 磨削区的温度非常高,达到了奥氏体化临界温度以上,随后冷却时形成了淬火马氏体组织。此时,组织变化造成体积比随之变化,产生了压应力。次表层温度虽也较高, 但在相变温度下却高于低温回火温度,故在磨削过程中继续回火转变,成为回火索氏体和回火屈氏体。该组织容易接受腐蚀, 在金相试样上呈暗黑色,受磨削热的影响,温度可达到200~500℃,致使残留奥氏体转变生成马氏体。这一转变使体积比增大,在工件内部产生相变应力,再加上砂轮磨削工件时所造成的撕裂应力,造成磨削裂纹。1.2硬度及渗碳层深度检测 切割制样,对截面试样进行硬度检测,即在垂直于磨削平面的深度上测其显微硬度。根据测量结果,表面白亮层硬度很高;次层的低硬度与回火温度相对应;往内部的低温回火过渡时,硬度却又升高,并在一定深度范围内保持一定值;直到超过渗碳层后,硬度值逐渐下降。金相法测得渗碳层深1.2~1.4mm ,符合技术要求。1.3裂纹微观形貌 磨削裂纹断面清洁而无氧化色, 呈脆性形态的断口形貌。显微观察磨削裂纹深度较浅(0.2~0.4mm )并沿晶发展,尾部较细尖,裂纹在次表层分叉。2综合分析 由上述显微组织观察结果与显微硬度测试结果的一致性可判断,此批齿轮磨削时产生了磨削裂纹和浅层剥离,属于典型的磨削开裂。 磨削裂纹是磨削拉应力超过材料断裂强度所致。砂轮的切削是利用砂轮中许多多角形的砂粒形成很多小刀,和工件接触时进行摩擦切削。切削过程中, 刀刃(砂粒)前面的金属受到挤压和撕裂,刀刃后面的金属与砂轮的剧烈摩擦使晶粒受拉和滑移,因而引起金属的弹性与塑性变形。当切削作用停止后,金属表层在弹性变形力的作用下力求恢复原位,因此出现平行磨削轨迹的拉伸应力,但磨削裂纹的形成不仅与磨削条件和工艺有关,还与材质、热处理不良等因素有密切关系。2.1磨削工艺的影响 磨削加工工艺参数对磨削烧伤和裂纹的产生具有决定性作用。磨削时,由于金属的塑性变形以及砂轮与工件的剧烈摩擦,使磨削所消耗的80%的功变成热量。大部分的热量导入工件表面,可以使表面瞬时温度达到800~1000℃,严重时甚至可使表面呈金属融化状态。这种高温势必引起工件表面层组织和性能的改变。磨削变热的特点是瞬间(约0.01s )快速升温,形成很陡的温度梯度,随即又以800~1000℃/s 的速度冷却。受热后表层金属体积膨胀,但受到内层冷金属的制约,引起塑性变形方式缓解,因此产生残余拉应力。温度越高,金属导热性越差;温度梯度越陡,则热应力越大。所以,选择合理的磨削工艺参数尤为重要。 (1)磨削深度的影响。增加磨削深度,单颗粒的切削厚度增大,同时参与切削的磨粒数也增多。因此,在磨削过程中磨削力增大、产生热量增多,导致磨削表面及表层内的温度增加,且受到回火作用的程度与深度也增加。因此,磨削深度的增加加大了工件被烧伤的程度和裂纹的形成。所以,必须严格控制磨削深度, 尤其是硬度较高的工件。(2)砂轮切削速度的影响。提高砂轮切削速度或增大 20CrMnTi 齿轮端面磨削裂纹原因分析 郁 静 (徐州科源液压股份有限公司, 徐州221116)摘要:合金钢表层经渗碳、氮化等硬化的零件,在磨加工时较易发生表面磨削损伤。磨削损伤主要指磨削 烧伤和磨削裂纹。磨削烧伤和磨削裂纹的存在,严重降低了零件的使用寿命,是不允许存在的缺陷。本文将重点讨论在实际生产过程中对该类缺陷的原因分析和排查, 并提出相应的解决措施。关键词:20CrMnTi 合金钢齿轮磨削裂纹 工艺与装备 135
齿轮磨削
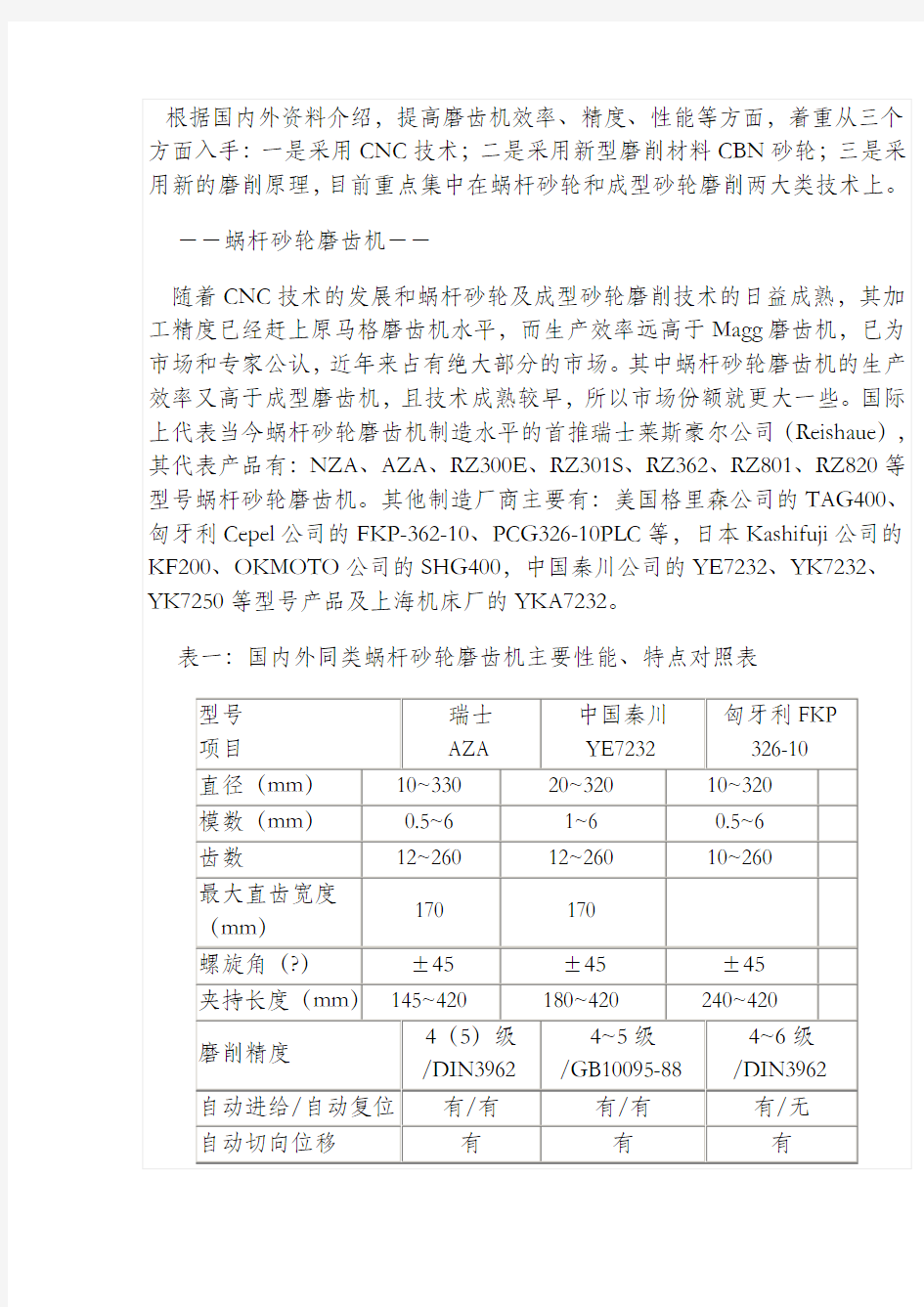
齿轮加工机床的效率、精度、性能等方面介绍 来源:机械专家网发布时间:2009-11-20 机械专家网 随着科学技术和经济的发展,齿轮加工业对于齿轮加工机床的性能要求不断提高,反之,齿轮加工机床制造业对于齿轮加工又具有导向作用,形成有机的联动发展。为此,一批能适应社会科技和经济发展节拍的新产品应运而生;反之,则被淘汰。这在齿轮磨床制造业中尤为突出。像瑞士马格公司(Magg)七十余年来一直以其生产的碟形双砂轮磨齿机在国际市场独显风采,作为磨齿机中最高精度的代表产品,采用展成磨削原理,及其它技术措施,可磨削出三级以上精度的齿轮。但是,马格磨齿机亦有不足之处,主要是:效率低展成磨削为点接触加上碟形砂轮自身强度、刚度限制,不能作深切或强力磨削;生产成本高所需的特殊附件多,如缺口分度板齿数须和工件齿数相匹配,工作基圆要与滚圆盘的直径一致等,工作种类愈多,所需附件愈多。为此,这家世界闻名、历史悠久的公司,于八十年代末被瑞士奥立康公司(Oerllkon)兼并。 国内曾研制出Y7032A、Y7063A、Y7160等碟形双砂轮磨齿机,其中原秦川机床厂制造的Y7032A,其主要性能均达到马格公司同类产品SD-32-X碟形双砂轮磨齿机水平,荣获国家科技进步一等奖。但是,由于高效蜗杆砂轮磨齿机制造技术的成熟应用,碟形双砂轮磨齿机的市场占有率逐年缩小。 从马格公司被兼并的现实,留给人们思考的是两个字:“效率”。效率是物质能量的反映,是生命力的象征。为此,自七十年代末至今,国内外磨齿机发展趋势,一直以高效率、高精度为追求目标。 根据国内外资料介绍,提高磨齿机效率、精度、性能等方面,着重从三个方面入手:一是采用CNC技术;二是采用新型磨削材料CBN砂轮;三是采用新的磨削原理,目前重点集中在蜗杆砂轮和成型砂轮磨削两大类技术上。 --蜗杆砂轮磨齿机-- 随着CNC技术的发展和蜗杆砂轮及成型砂轮磨削技术的日益成熟,其加工精度已经赶上原马格磨齿机水平,而生产效率远高于Magg磨齿机,已为市场和专家公认,近年来占有绝大部分的市场。其中蜗杆砂轮磨齿机的生产效率又高于成型磨齿机,且技术成熟较早,所以市场份额就更大一些。国际上代表当今蜗杆砂轮磨齿机制造水平的首推瑞士莱斯豪尔公司(Reishaue),其代表产品有:NZA、AZA、RZ300E、RZ301S、RZ362、RZ801、RZ820等型号蜗杆砂轮磨齿机。其他制造厂商主要有:美国格里森公司的TAG400、匈牙利Cepel公司的FKP-362-10、PCG326-10PLC等,日本Kashifuji公司的KF200、OKMOTO公司的SHG400,中国秦川公司的YE7232、YK7232、YK7250等型号产品及上海机床厂的YKA7232。 表一:国内外同类蜗杆砂轮磨齿机主要性能、特点对照表 型号瑞士中国秦川匈牙利FKP
齿轮设计实例
【例1】设计一电动机驱动的带式运输机的两级减速器高速级的直齿圆柱齿轮传动。已知传递的功率P 1=5.5kW ,小轮转速n 1=960r/min ,齿数比u =4.45。 解: 1.轮齿部分主要几何尺寸的设计与校核 ① 选定材料、齿数、齿宽系数 由表10-7选择常用的调质钢 小轮:45调质 HB 1=210~230, 大轮:45正火 HB 2=170~210, 取小轮齿数Z 1=22,则大轮齿数Z 2=uZ 1=4.45×22≈98, 对该两级减速器,取φd =1。 ②确定许用应力: 许用接触应力 N H lim H H min []Z S σσ= 许用弯曲应力 Flim ST NT F F min []Y Y S σσ= 式中 σHlim1=560MPa ,σHlim2=520MPa (图8-7(c )), σFlim1=210MPa ,σFlim2=200MPa (图8-7(c ))。 σFlim 按图8-26查取,应力修正系数Y ST =2,而最小安全系数σHlim =σFlim =1(表8-5),故 H11560 []5601σ?== MPa H21520 []5201σ?== MPa F12102 []4201σ?== MPa F22002 []4001 σ?= = MPa ③ 按齿面接触强度设计 由式 d 1 计算小轮直径。 载荷系数K =K A K V K β 取K A =1(表8-2),K V =1.15,K β=1.09(表8-3),故 K =1×1.15×1.09=1.25 小轮传递的转矩 T 1=9.55×106p /n =9.55×106×5.5/960=54713.5N ?mm 弹性变形系数Z E =189.8(表10-5)。 节点区域系数Z H =2.5。 将以上数据代入上式得
齿轮设计说明书
重庆大学本科学生课程设计零件齿轮的工艺规程设计 学生:何XX 学号:2XX 指导教师:XXX 专业:机械电子工程 重庆大学机械工程学院 二0一七年十二月
目录 重庆大学本科学生课程设计任务书 (3) 1. 序言 (4) 2. 零件分析 (4) 2.1. 零件的作用 (4) 2.2. 零件的工艺分析 (4) 3. 基准的选择 (4) 3.1. 定位方式 (4) 3.1.1. 带轴齿轮的定位方式 (4) 3.1.2. 以内孔和端面定位 (5) 3.1.3. 以外圆和端面定位 (5) 3.2. 零件的技术条件 (6) 3.2.1. 零件的表面粗糙度和加工精度 (6) 3.2.2. 各表面的位置精度(略) (6) 3.2.3. 零件表面的加工方法 (6) 4. 工艺规程的设计 (7) 4.1. 毛坯的确定 (7) 4.1.1. 确定机械加工余量 (8) 4.1.2. 确定毛坯尺寸公差 (8) 4.1.3. 确定圆角半径 (8) 4.1.4. 确定拔模斜度 (9) 4.1.5. 确定分模位置 (9) 4.1.6. 确定毛坯的热处理 (9) 4.2. 制定工艺路线(见机械加工工艺过程卡片) (9) 4.2.1. 粗铣 (9) 4.2.2. 精铣 (9) 4.2.3. 粗车 (9) 4.2.4. 粗车 (9) 4.2.5. 拉孔 (9) 4.2.6. 滚齿 (9) 4.3. 重点工序的说明(见工序卡片) (10) 5. 各工序切削用量的选择热处理工艺及工时的计算 (10) 5.1. 工序1(略) (10) 5.2. 工序2(略) (10) 5.3. 工序3(略) (10) 5.4. 工序4:见工序卡片 (10) 5.4.1. 切削用量 (10) 5.4.2. 工时的计算 (10) 6. 设计心得体会 (11)
齿轮油泵的测绘装配图的画法
齿轮油泵的测绘 装配图的画法 画装配图的过程及步骤在第二章中已作叙述,这一节从表达方案、尺寸标注和技术要求三个方面作以下 讲述。 一、确定齿轮泵装配图的表达方案 根据装配图的视图选择原则,主视图采用其工作位置,表达方案主要采用三个视图。 主视图采用外形,重点表达齿轮泵各零件的结构外形及进油口和出油口位置。对泵体底板上的安装孔,可采用局部剖视来表达。 俯视图采用沿装配轴线剖开的画法,将内部的装配关系以及零件之间的相互位置清晰地表达出来,同时也表达出齿轮的啮合情况、密封填料及压盖与泵体间的连接关系、皮带轮与轴通过键连接的情况。此外,还能表达出泵体安装底板上孔的分布情况。 左视图(或右视图)沿结合面剖切,表达齿轮啮合及齿顶圆与泵体内腔配合情况。同时还可表达出连接泵体与泵盖的螺钉分布位置和定位销的位置。对泵体上进油口和出油口的结构,可采用局部剖视来表达。
另外,还可用局部视图表达出泵体上凸台的形状。 建议用A2图幅,1:1比例绘制。图3-4为齿轮泵装配图,可参考。
图3-3 齿轮泵装配图
二、齿轮泵装配图上应注的尺寸 装配图上应考虑注出以下五类尺寸: 1、性能规格尺寸两轴线中心距±0.08 进出口螺孔尺寸 G 2、装配尺寸齿轮轴与泵体、泵盖孔φ H8/f7齿轮齿顶圆与泵体内腔φ H8/f7 齿轮轴与皮带轮孔φ H7/k6 3、外形尺寸长: 宽:两轴端距 高:通过计算或从图中量取 4、安装尺寸孔的定位尺寸:x和y 孔径4-φ 5、其它重要尺寸如齿轮轴高度、进油口高度等。 三、齿轮泵装配图上的技术要求
1、用垫片调整齿轮端面与泵盖的间隙,使其在0.10±0.15范围内; 2、装配后要求转动灵活,无异常响声; 3、各连接与密封处不应有漏油现象。 零件图的数量以及画哪几张零件图由指导教师指定。本节主要说明泵体和齿轮轴的有关测绘问题。 一、泵体的测绘 泵体是齿轮泵的主要零件,由它将齿轮轴、盖、密封结构等零件组装在一起,使它们具有正确的相互位置,从而达到所要求的运动关系和工作性能。 1、泵体的结构特点? 泵体的结构形状比较复杂,外壁有平面和不同直径的圆柱面等,内部有两个轴相互平行的孔,用于安装齿轮轴。泵体侧面有两个凸台,内有连接孔和螺孔,用于与其它零件连接。泵体与泵盖的结合面处,具有适当宽度的连接凸缘,用以保证连接件的安装和改善密封条件。 为了保证装配时的相对位置,在泵体和泵盖上有两个定位销孔,这两个销孔是泵体和泵盖安装在一起加工的,因此应注明“配作”。 2、泵体测绘的方法 应先画出泵体的零件草图,表达方案可参考装配图的表达,然后测量尺寸,填入草图中。 测量尺寸时应注意以下几个问题:
齿轮设计
微型汽车所配发动机的基本参数,其最大功率58.8KW/6000rpm ,最大转矩108Nm/4400rpm 变速器的设计。 参考一款类似车型的传动比大小,初步选定各档传动比值 传动比:一档769.322 2714431=?=i 二档915.1222725392=?= i 三档339.122 2733363=?= i 四档14=i 五档89.022 2740295=?= i 齿轮的初步参数 中心距:根据经验公式初选31max g e A i T K A η= K A 是中心距系数,乘用车8.9~9.3,商用车8.6~9.6。max e T 发动机最大转矩(Nm )1i 一档传动比,η传动效率96% 初选模数:经验公式,一档mm i T K m e m n ,31max 1η=,1m K 为模数系数,一般为0.27~0.37, max e T 发动机最大转矩,1i 变速器一档传动比,η变速器传动效率0.96 高档齿轮 mm T K m e m n ,3max =,m K 模数系数0.37~0.48 齿宽:齿轮宽度较大时,其承载能力会提高,但是当齿轮受载后,由于存在轴的挠度变形及齿轮的齿向误差等原因,使得齿轮沿齿宽方向的受力不均匀,因而选择齿宽时不宜过大。通常情况下,齿宽的确定是根据齿轮模数的相关经验公式来选取的 n c m K b = c K 齿宽系数,直齿轮取4.4~7.0;斜齿轮取7.0~8.6。为便于装配和调整,一般小齿轮宽度 再加大5~10mm ,但计算时按大齿轮宽度计算。 螺旋角:一般10°~35°,过大,轴向力大;过小, 中间轴上轴向力平衡111tan βn a F F = 222tan βn a F F = 传递的扭矩相等2211r F r F T n n == 2 1 21tan tan r r =ββ,尽量抵消轴向力 各档齿数的分配
齿轮设计实例
【例1】设计一电动机驱动的带式运输机的两级减速器高速级的直齿圆柱齿轮传动。已 知传递的功率 P i =5.5kW ,小轮转速n i =960r/min ,齿数比u=4.45。 解: 1 ?轮齿部分主要几何尺寸的设计与校核 ① 选定材料、齿数、齿宽系数 由表10-7选择常用的调质钢 小轮:45调质 大轮:45正火 取小轮齿数Z 1=22 , 对该两级减速器,取 ② 确定许用应力: 许用接触应力 许用弯曲应力 S Fmin d U 计算小轮直径。 载荷系数K = K A K V K B 取 K A =1 (表 8-2), K V =1.15, K B =1.09 (表 8-3),故 K=1X 1.15 X 1.09=1.25 小轮传递的转矩 T 1=9.55 >106 p/n=9.55 M 06 X5.5/960=54713.5N mm 弹性变形系数 Z E =189.8 (表10-5)。 节点区域系数Z H =2.5。 将以上数据代入上式得 HB 1=210 ?230 , HB 2=170 ?210 , 则大轮齿数 Z 2=U Z 1=4.45 X 2- 98 , d =1。 [H ] Z N Hlim S H min Flim Y ST Y NT F ] 式中 Hlim1 =560MPa , Flim1 =210MPa , Flim 按图 8-26查取, 8-7 (c )). (图 (图 8-7 ③ 由式 Hlim2 =520MPa Flim2=200MPa 应力修正系数 Y ST =2 ,而最小安全系数 Hlim = Flim =1 (表 8-5), 按齿面接触强度设计 H1 ] F2] 560 MPa 520 MPa 420 MPa 400 MPa d 1> 3 ------------------------------------------------ 2 2KT 1 u 1 Z E Z H 1 560 Fl ] 1 H2 ]
齿轮设计说明书
齿轮参数化建模说明书 已知参数为:齿数z=34,模数m=2,压力角α=20°,建立直齿圆柱齿轮参数化建模。参数化建模过程: 1、启动Pro/E程序后,选择【文件】/【新建】命令,在弹出的【新建】对话框中的【类型】选项组中选取【零件】选项,在【子类型】选项组中选取【实体】选项,同时取消【使用缺省模版】选项的选中状态,最后在【名称】文本框中输入gear,单击按钮后,系统弹出【新文件选项】对话框,在【模版】选项组 中选择mmns_part_solid选项,最后单击该对话框中的按钮后进入Pro/E系统的零件模块。
2、设置尺寸参数单击菜单栏【工具】在下拉菜单单击【参数】,在【参数】对话框中添加尺寸的各个参数,如下图所示
3、设置关系参数 在主菜单上依次单击“工具”→“关系”,系统弹出“关系”对话框,并在“关系”对话框内输入齿轮的分度圆直径关系、基圆直径关系、齿根圆直径关系和齿 顶圆直径关系,如下图所示: 4、绘制齿轮基本圆 (1)在工具栏内单击按钮,系统弹出“草绘”对话框。选择“FRONT”面作为草绘平面,选取“RIGHT”面作为参考平面,参考方向为向“左”,如图2-1 所示。单击【草绘】进入草绘环境。
(2)在绘图区以绘图提供的原点为圆心,绘制四个同心圆,并且标注圆的直径尺寸。在工具栏内单击按钮,完成草图的绘制,如下图所示: (3)在主菜单上依次单击“工具”→“关系”,系统弹出“关系”对话框。在
“关系”对话框中输入尺寸关系,通过该关系创建的圆即分别为分度圆、齿顶圆、齿根圆、基圆。 (4)在【关系】对话框中单击确定按钮,系统自动根据设定的参数和关系式再生模型并生成新的基本尺寸。最终生成如下图所示的标准齿轮基本圆。 5、创建齿轮轮廓线在右工具箱中单击“基准曲线”按钮打开【曲线选项】菜单,在该菜单中选择【从方程】选项,然后选取【完成】选项。 系统提示选取坐标系,在模型树窗口中选择当前的坐标系,然后在【设置坐标类型】菜单中选择【笛卡尔】选项。系统打开一个记事本编辑器。在记事本中添加如下图所示的渐开线方程式,完成后依次选取【文件】/【保存】选项保存方程式,然后关闭记事本窗口。
齿轮设计
第6章传动零件的设计计算 图6 传动示意图 6.1齿轮的设计 齿轮3、齿轮4设计计算: 1.选择齿轮类型、精度等级、材料、热处理、齿面硬度、及齿数 ①选择齿轮类型 按图6-1所示的传动方案,选用直齿圆柱齿轮传动。 ②选择精度等级 由于该扩孔钻床速度不高,选用7级精度。 ③选取齿轮材料、热处理方法及齿面硬度 齿轮选便于制造和价格便宜的材料,采用软齿面齿轮传动。由《机械设计》表10-1选择小齿轮3材料为45钢(正火),齿部高频淬火,硬度为200HBS,大齿轮4材料为45钢(正火),齿部高频淬火,硬度为180HBS,二者材料硬度差为20HBS。 ④选齿数
试选小齿轮齿数Z3=23,大齿轮齿数 Z4=i3-4*Z3=1.92×23=44.16,取Z4=45 2.按齿面接触强度设计 由《机械设计》设计计算公式10-9a 进行试算,即 []32 93132.2???? ??±?≥H E d t Z u u KT d σφ 确定各值,代入公式 ① 载荷系数选为Kt=1.2 ② 计算小齿轮3转矩 mm N mm N n P T ?=??== 35.19073055 .1495509550999 ③ 由《机械设计》表10-7选取齿轮齿宽系数 8 .0=d φ ④ 由《机械设计》表10-6选取材料弹性影响系数2 1 8.189Mpa Z E = ⑤ 由《机械设计》图10-21d 查得,MPa MPa H H 550,5804lim 3lim ==σσ ⑥ 计算齿轮应力循环次数 9 449 33101.1)1030082(13806060N 101.2)1030082(17306060N ?=??????==?=??????==h h jL n jL n 由《机械设计》图10-19选取接触疲劳寿命系数 1 ,143==NH NH K K 接触疲劳许用应力 取失效概率为1﹪接触疲劳最小安全系数S=1,由《机械设计》式10-12 计算小齿轮分度圆直径,取较小值 []mm Z u u KT H E d t d 43.865508.18992.192.28.01035.1902.132.2132.232 332 93=??? ?????=???? ??±?≥σφ 计算圆周速度 s m n d v t /3.31000 60730 43.861000 609 3=???= ?= ππ []H σ
齿轮油泵技术要求
设计报告 小组:公差第六小组 专业班级:机械制造与自动化三班 主要负责人:臧志远 图纸主负责人:李鹏远、张恩杰、宋钊、臧志远、 唐琦、李涛 二○一四年十二月 齿轮油泵的设计 摘要:本课题是依据齿轮油泵的装配图为基础进行完善设计,应用ug8.5进行了总体造型和部分零件的造型测绘及分析,以及使用Autocad2014进行了两个重要齿轮油泵组成零件的绘制,完成了齿轮油泵重要零件的设计,绘制出齿轮油泵的零件图。并对齿轮油泵材料的选择、齿轮的计算、公差配合、粗糙度及其技术条件与原则综合分析。对机械零部件的绘制进行了详细的测绘和说明。 一、前言 齿轮油泵主要用于各种机械设备中的润滑系统中输送润滑油,适用于输送粘度为5×10-6~1.5×10-3m2/s(5-1500cSt),温度在300℃以下的具有润滑性的油料。不锈钢齿轮泵,可输送无润滑性的油料、饮料、低腐蚀性的液体。配用铜齿轮可输送低内点液体,如汽油、苯等。本系列不锈钢泵除配置普通电机外,还可根据用户需要配置同规格的防爆电机。齿轮油泵适用范围在输油系统中可用作传输、增压泵;在燃油系统中可用作输送、加压、喷射的燃油泵;在一切工业领域中,均可作润滑油泵用。 齿轮油泵内在特性的提升与追求外在特性。所谓齿轮油泵的内在特性是指包括产品
性能、零部件质量、整机装配质量、外观质量等在内的产品固有特性,或者简称之为品质。而泵在实际当中所处的运行点或运行特征,我们称之为泵的外在特性或系统特性。 二、齿轮油泵UG8.5总装与三维立体造型 图1齿轮油泵总装造型图 如图1所示为本设计齿轮油泵装配完成后的外部观察图,从图中我们可以看出底部有两个通孔,用于将齿轮油泵的泵体固定在某处固定板上,左右也为两个通孔,此孔是用于连接输送管而设计,用于输送润滑油。前端为一个主动轴,用于连接动力来源。 图2齿轮油泵总装爆炸图 如图2所示为本设计齿轮油泵的总装爆炸图,从中我们可以看出一个完整的齿轮油泵是由压紧螺母、压盖、填料、螺钉、垫片、传动齿轮轴、泵盖、主动齿轮轴、泵体这九个零部件组成。 本产品设计的齿轮油泵的特点及应用: (1)结构紧凑,使用和保养方便。 (2)具有良好的自吸性,故每次开启装置前无需灌入液体。 (3)润滑是靠输送的液体而自动达到的,所以不需要另外添加润滑剂。 齿轮油泵广泛应用于石油、化工、船舶、电力、粮油、食品、医疗、建材、冶金及
齿轮设计说明书
绵阳职业技术学院 机械制造工艺学课程设计说明书 题目:设计“齿轮”零件的机械加工工艺 规程及工艺装备(年产量为4000件) 内容:1.零件图 1张 2.毛坯图 1张 3.机械加工工艺过程综合卡片 1张 4.结构设计装配图 1张 5.结构设计零件图 1张 6课程设计说明书 1张 班级:机制151 学生姓名:蒋杰蒋金男钟升夏洋薛丁山 指导教师:梁春光 2016年11月25日
一.零件的分析 (一)零件的作用 轮齿是轮缘上有齿能连续啮合传递运动和动力的机械元件。齿轮是能互相啮合的有齿的机械零件,齿轮在传动中的应用很早就出现了。19世纪末,展成切齿法的原理及利用此原理切齿的专用机床与刀具的相继出现,随着生产的发展,齿轮运转的平稳性受到重视。 齿轮的作用是能将一根轴的转动传递给另一根轴,也可以实现减速、增速、变向和换向等动作。 本课题缩小到对齿轮轴的研究,本课题中的加工精度高,因此对技术也就会随之提高,包括尺寸精度、几何形状精度、相互位置精度及表面粗糙度等。使齿轮轴起到它的作用,更好的支撑传动部件、传递扭矩和承受载荷。从而使产品更加畅销,寿命延续更长,具有长远的意义,齿轮轴机件的损坏、磨损、变形以及失去动平衡,严重时会导致相关部件的损坏。 本课题的研究主要是加工工艺的注意点和改进的方法,通过总结零件的的加工,提高所加工工件的质量,完善产品,满足要求,提高经济效益和劳动生产率 (二)零件的工艺分析
(1)齿轮零件图样的视图正确、完整,尺寸、公差及技术要求齐全。该齿轮齿面的表面粗糙度要求Ra1.6,虽然要求比较高,但对加工工艺设计无影响。 齿轮零件图 二.工艺规程设计 (一)选择毛坯 齿轮是最常用的传动件,要求具有一定的强度。该零件的材料为45钢,轮廓尺寸不大。形状亦不复杂,又屑成批生产,故毛坯可采用模锻成型。零件形状并不复杂,因此毛坯形状可以与零件的形状尽量簇近。部孔锻出。毛坯尺寸通过确定加工余量后决定。 (二)定位基准的选择 本零件是带孔的投状齿轮,孔是其没计基准(亦是装配技基准和测量基准),为避免由于基准不重合而产生的误差,应选孔为定位基准,即遵循“基准重合”的原则。具体而轩,即选Φ68K7孔及一端面作为精基推。
齿轮泵的零件图与装配图汇总
齿轮泵的零件图与装配 图汇总 TYYGROUP system office room 【TYYUA16H-TYY-TYYYUA8Q8-
齿轮泵 1、磨损内漏的齿轮泵其容积效率下降,油泵输出功率大大低于输入功率。其损耗全部转变为热能,因此会引起油泵过热。若将结合平面压紧,因工作时浮动轴套会有少量运动而造成磨损,结果使农具提升缓慢或不能提升,这样的浮动轴套必须更换或修理。 2、油泵壳体的磨损主要是浮动轴套孔的磨损(齿轮轴与轴套的正常间隙是~0.175mm,最大不得超过0.20mm)。齿轮工作受压力油的作用,齿轮尖部靠近油泵壳体,磨损泵体的低压腔部分。另一种磨损是壳体内工作面成圆周似的磨损,这种磨损主要是添加的油液不净所致,所以必须添加没有杂质的油液 3、齿轮泵内部零件磨损油泵内部零件磨损会造成内漏。其中浮动轴套与齿轮端面之间泄漏面积大,是造成内漏的主要部位。这部分漏损量占全部内漏的 50%~70%左右。磨损内漏的齿轮泵其容积效率下降,油泵输出功率大大低于输入功率。其损耗全部转变为热能,因此会引起油泵过热。若将结合平面压紧,因工作时浮动轴套会有少量运动而造成磨损,结果使农具提升缓慢或不能提升,这样的浮动轴套必须更换或修理。 齿轮泵油封磨损,胶封老化卸荷片的橡胶油封老化变质,失去弹性,对高压油腔和低压油腔失去了密封隔离作用,会产生高压油腔的油压往低压油腔,称为“内漏”,它降低了油泵的工作压力和流量。CB46齿轮泵它的正常工作压力为100~110kg/平方厘米,正常输油量是46L/min,标准的卸荷片橡胶油封是57×43。自紧油封是PG25×42×10的骨架式油封,它的损坏或年久失效,空气便从油封与主轴轴颈之间的缝隙或从进油口接盘与油泵壳体结合处被吸入油泵,经回油管进入油箱,在油箱中产生大量气泡。会造成油箱中的油液减少,发动机油底槽中油液增多现象,使农具提升缓慢或不能提升1、油泵内部零件磨损油泵内部零件磨损会造成内漏。其中浮动轴套与齿轮端面之间泄漏面积大,是造成内漏的主要部位。这部分漏损量占全部内漏的50%~70%左右。
齿轮设计知识
齿轮设计知识 1) 什么是「模数」? ★模数表示轮齿的大小。 模数是分度圆齿距与圆周率(π)之比,单位为毫米(mm)。 除模数外,表示轮齿大小的还有CP(周节:Circular pitch)与DP(径节:Diametral pitch)。 齿距是相邻两齿上相当点间的分度圆弧长。 2) 什么是「分度圆直径」? ★分度圆直径是齿轮的基准直径。 决定齿轮大小的两大要素是模数和齿数、 分度圆直径等于齿数与模数(端面)的乘积。 过去,分度圆直径被称为基准节径。最近,按ISO标准,统一称为分度圆直径。 3) 什么是「压力角」? ★齿形与分度圆交点的径向线与该点的齿形切线所夹的锐角被称为分度圆压力角。一般所说的压力角,都是指分度圆压力角。 最为普遍地使用的压力角为20°,但是,也有使用14.5°、15°、17.5°、22.5°压力角的齿轮。 4) 单头与双头蜗杆的不同是什么? ★蜗杆的螺旋齿数被称为「头数」,相当于齿轮的轮齿数。 头数越多,导程角越大。 5) 如何区分R(右旋)?L(左旋)? ★齿轮轴垂直地面平放, 轮齿向右上倾斜的是右旋齿轮、向左上倾斜的是左旋齿轮。 6) M(模数)与CP(周节)的不同是什么? ★CP(周节:Circular pitch)是在分度圆上的圆周齿距。单位与模数相同为毫米。 CP除以圆周率(π)得M(模数)。 M(模数)与CP得关系式如下所示。 M(模数)=CP/π(圆周率) 两者都是表示轮齿大小的单位。 7)什么是「齿隙」?
★一对齿轮啮合时,齿面间的间隙。 齿隙是齿轮啮合圆滑运转所必须的参数。 8) 弯曲强度与齿面强度的不同是什么? ★齿轮的强度一般应从弯曲和齿面强度的两方面考虑。 弯曲强度是传递动力的轮齿抵抗由于弯曲力的作用,轮齿在齿根部折断的强度。 齿面强度是啮合的轮齿在反复接触中,齿面的抗摩擦强度。 9) 弯曲强度和齿面强度中,以什么强度为基准选定齿轮为好? ★一般情况下,需要同时讨论弯曲和齿面的强度。 但是,在选定使用频度少的齿轮、手摇齿轮、低速啮合齿轮时,有仅以弯曲强度选定的情况。最终,应该由设计者自己决定。 10) 什么是「中心距」? ★中心距是指一对齿轮的轴间距离。 中心距的大小对齿隙产生影响。 中心距越大,齿隙也越大。 11) 正齿轮的中心距容许差,一般情况下应该取多少? ★一般取基准值的近似于0的±公差。 12) 什么是「轴交角」? ★相交轴齿轮(伞形齿轮)及交错轴齿轮(交错轴斜齿轮和蜗杆蜗轮)的二轴间所成之角度。一般为90°。 轴交角的大小是对轮齿接触及齿隙产生重要影响的要素。 13) 什么是「组装距离」? ★伞形齿轮的圆锥顶点到定位面(安装基准面)的轴向距离。 组装距离是影响轮齿接触与齿隙等的重要尺寸。 ☆小知识:在英语中,组装距离被称为 Locating distance ( Mounting distance )。 14) 「组装距离」的尺寸容许差应该取多少? ★为得到适当的齿隙及轮齿接触,应尽量使容许差接近于0。 基准尺寸(容许差近似于0)的公差,推荐使用js7~js9。 15) 什么是「零度伞形齿轮」? ★螺旋角为0°的弧齿伞形齿轮。 外形近似于直齿伞形齿轮的弧齿伞形齿轮。 其优点为: ?作用在齿轮上的力与直齿伞形齿轮相同。 ?比直齿伞形齿轮强度高、噪音低(就一般而言)。 ?因为可以进行磨齿加工=可以生产出高精度齿轮。 ☆小知识:弧齿伞形齿轮的螺旋角一般为35° 16) 怎样求出DP(径节)正齿轮的分度圆直径(DP8-15z)? ★将DP(径节)换算为模数。 M(模数)=25.4/DP(径节)=25.4/8=3.175 mm 近似分度圆直径。 da=3.175×15=47.625 mm 1英寸=25.4mm 17) 什么是「修鼓形加工」? ★沿齿宽方向修整齿形,使齿宽中央部的齿形呈适当的鼓形。
机械设计——齿轮传动(1)
第十二章 齿轮传动 1、图示为两级斜齿圆柱齿轮减速器,已知条件如图所示。试问: (1)画出轴II 和轴III 的转向。 (2)低速级斜齿轮的螺旋线方向应如何选择才能使中间轴Ⅱ上两齿轮所受的轴向力相反? (3)低速级小齿轮的螺旋角β2应取多大值,才能使轴Ⅱ上轴向力相互抵消? (4)画出各个齿轮所受轴向力。 2、今有两对斜齿圆柱齿轮传动,主动轴传递的功率P 1=13kW ,n 1=200r/min ,齿轮的法面模数m n =4mm ,齿数z 1=60均相同,仅螺旋角分别为9°与18°。试求各对齿轮传动轴向力的大小? 3、图所示为二级斜齿圆柱齿轮减速器。已知:齿轮1的螺旋线方向和轴III 的转向,齿轮2的参数m n =3mm ,z 2=57, β2 =14°;齿轮3的参数m n =5mm ,z 3=21。试求: (1)为使轴Ⅱ所受的轴向力最小,选择各齿轮的螺旋线方向,并在图上标出; (2)在图b 上标出齿轮2、3所受各分力的方向; (3)如果使轴Ⅱ的轴承不受轴向力,则齿轮3的螺旋角β3应取多大值(忽略摩擦损失)? 10、分析图中斜齿圆柱齿轮传动的小齿轮受力,忽略摩擦损失。己知:小齿轮齿数221=z ,大齿轮齿数902=z ,法向模数 mm m 2n =,中心距mm a 120=,传递功率KW P 2=,小齿轮转速m in /3201r n =,小齿轮螺旋线方向右旋。求: (1) 大齿轮螺旋角β大小和方向; 1 2 3 4
(2) 小齿轮转矩1T ; (3) 小齿轮和大齿轮受力的大小和方向,并在图上画出。 11、有一齿轮传动如图所示,已知:281=z ,702=z ,1263=z ,模数mm m 4n =,压力角ο20=α,中心距mm a 2001=, mm a 4002=,输入轴功率kW P 101=,转速m in /10001r n =,不计摩擦。 (1) 计算各轴所受的转矩; (2)分析中间齿轮的受力,在图中画出,并计算所受各力的大小。 13、图示二级直齿圆柱齿轮减速器,高速级和低速级的传动比相等,u 1=u 2=3,低速级的齿宽系数为高速级的1.3倍,齿轮材料为45钢,小齿轮均调质处理,大齿轮均正火处理,其许用应力为: 齿轮1:[ H ]1 =590MPa ;齿轮2:[ H ] 2 =490MPa ;齿轮1:[ H ] 3 =580MPa ;齿轮1:[ H ] 4 =480MPa 两级齿轮的载荷系数K 、Z E 、Z H 、Z 均相同,其中高速级已根据接触强度算得d 1=75mm ,若使两对齿轮等接触强度,试问低速级小齿轮的直径d 3应为多少? 附:[]H u u bd KT Z Z Z σσε ≤+?=1 22 11E H H 14、一对闭式直齿圆柱齿轮,已知:z 1=20,z 2=60,m =3mm ,d =1,小齿轮转速n 1=950r/min ,主从动轮的许用应力[ H 1 ]=700MPa , [ H 2 ]=650MPa ,载荷系数K=1.6,节点区域系数Z H =2.5,弹性系数Z E =189.9MPa ,重合度系数Z =0.9。按接触疲劳强度, 求该对齿轮所能传递的功率。 附:[]H u u bd KT Z Z Z σσε ≤+?=122 11E H H