面料检验步骤
主料检验步骤
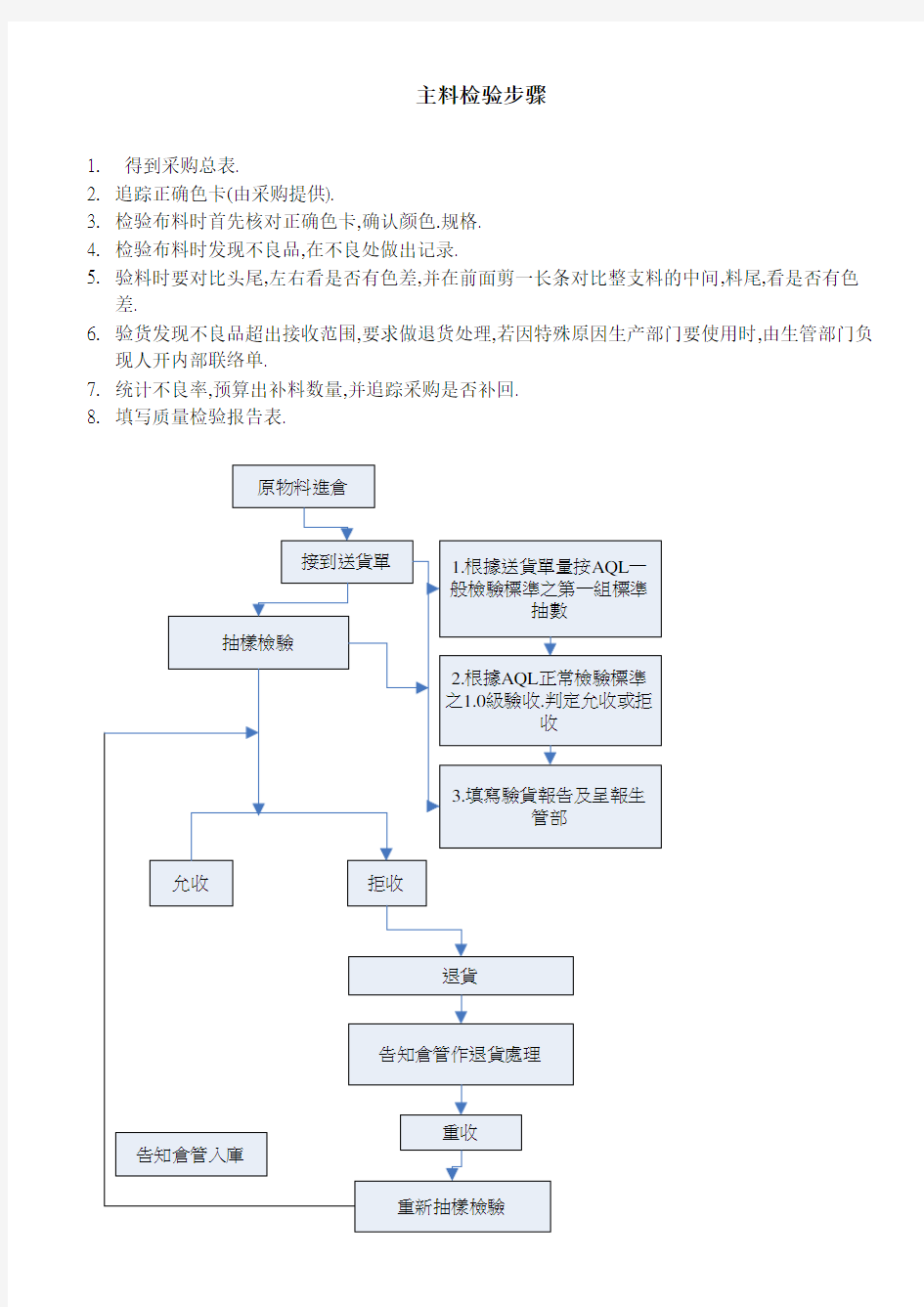
1.得到采购总表.
2.追踪正确色卡(由采购提供).
3.检验布料时首先核对正确色卡,确认颜色.规格.
4.检验布料时发现不良品,在不良处做出记录.
5.验料时要对比头尾,左右看是否有色差,并在前面剪一长条对比整支料的中间,料尾,看是否有色
差.
6.验货发现不良品超出接收范围,要求做退货处理,若因特殊原因生产部门要使用时,由生管部门负
现人开内部联络单.
7.统计不良率,预算出补料数量,并追踪采购是否补回.
8.填写质量检验报告表.
面料检验标准
1、面料常见的疵点 1.1纬档,即门幅中有明显的织造印痕,在布面呈现或深或浅的平行条纹。 1.2 松经,经长方向有一根或数根松驰的纱线,可通过拉挑等作业改善此问题,根据松经长度。 1.3 断经,经长方向缺少一根或数根不连续纱线,在布面呈现明显的稀条透光。 1.4 断纬,纬线出现一段或数段不连续的纱线。 1.5 纬斜,纬线呈歪曲状,一般可以允许在5cm左右。若影响使用可做回修处理。 1.6 蛛网(严重的破洞),即布面有严重的断经断纬交错,导致组织不清,表面破损。 1.7 小破洞,即有连续的两到三根纱断裂,造成的孔眼。根据最大长度。 1.8 色纱、飞纱,即缠绕或附着于纱线或布面上的异常纱线。基本可修补。 1.9 油丝、油迹、色印,即布面或纱线有油的痕迹或杂色的痕迹。可通过喷洗作业来消除或改善。如严重不可修补。 1.10 色花,即布面存在明显的色彩不允现象。 1.11 跑花,即花色偏离了应该的位置造成花色不协调。 1.12 脱浆,即在花色中缺少某色。 1.13 拖浆,即在花色的下方有明显的颜色拖痕(色虚)。 1.14 色点、色线,即在不应该的地方出现其他色的点或线,在布面一般呈间断的规律呈现。轻微可做喷洗作业来减轻或消除,如严重不可修补。 1.15 漏沙和网印,即同花色的颜色在没有该色的地方出现小色点或小色线,一般呈规律连续出现。基本不影响效果。 1.16 白点和塞网,即有颜色的地方出现白点或浅点。可通过点色来减轻或消除,如严重的不可修。 1.17 纱线滑移或纰裂,一般出现在纱的上面,由于受到张力而产生某个方向的滑移。 1.18 绣花的松紧线,一般会出现两根纱线的分离和结合的交错,对花型效果有一定的影响。 1.19粗纱、结点,布面出现异常的粗线。通过修剪作业来减轻或消除,如严重的不可修。 1.20 绒布掉毛。 1.21 复合面料的接头,必须作断开处理。
氨纶针织面料的工艺参数计算与分析完整版
氨纶针织面料的工艺参数计算与分析 标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
氨纶针织面料的工艺参数计算与分析 在进行纬编针织面料分析过程中,有时候遇到的是弹力面料,这样就需要对弹性(氨纶)面料的工艺参数进行分析与计算。而在氨纶针织面料生产过程中,氨纶含量是计算面料成本的关键指标。一般是在不影响成品克重与门幅以及正常编织的前提下,应该尽可能的降低氨纶含量,从而达到降低成本的目的。 一、根据面料成品门幅与克重计算氨纶含量: 如果客户只提供成品氨纶面料的幅宽(幅宽、封度、布封)与克重(单位面积的重量),就需要根据经验来选择原料,同时计算氨纶的含量。在设备调试过程中,必须在保证机器正常运转的前提下,尽可能的减少氨纶的用量。 例如:客户要求成品氨纶汗布的门幅是1600,克中是210g/m2。那么计算方法就是: 1、计算面料门幅: (1)选择原料线密度: 根据大家多年的生产实际经验,210g/m2氨纶汗布需要选用18tex(32s)棉纱与 tex (30D)氨纶裸丝进行交织,面料横向密度41眼/,才可以达到的。 (2)选择设备技术参数: 根据客户要求的门幅1600,需要选用762(30″)筒径,机号是28针/(28G),总针数是2962枚,路数90F的单面大圆机来生产。 (3)计算门幅(W): W==总针数÷横向密度*==2620÷41*== 2、计算氨纶含量: (1)线圈长度的计算:
首先需要计算原料的线圈长度(工厂里称“线长”),一般是指50或100只线圈所具有的纱线长度。根据多年的生产经验,该成品氨纶汗布中的棉纱纱长为/50针时,面料的手感、弹性和风格比较适宜。另外,棉纱的染色定型回缩率大约是3%~4%之间。根据上述数据来计算毛坯氨纶面料的线圈长度方法如下: L=Lm*(1+B)=14.5*(1+3.5%)=15/50针 式中:L--毛坯布的棉纱线圈长度,单位:/50针; Lm--成品布的棉纱线圈长度,单位:/50针; B--棉纱染色定性的回缩率,单位:%。 根据毛坯布的棉纱线圈长度,进行大圆机调试了,但需要把进纱张力控制在3~4g,氨纶进丝张力为5~7g比较适宜。大圆机调试好以后,剪下一块布,测量氨纶裸丝的线圈长度,假设是/100针。然后进行原料配比计算,得出氨纶丝的含量。 W′=tex*L*10-5=18*30*10-5= 式中:L--毛坯布的棉纱线圈长度,单位:/100针; tex--棉纱的线密度,单位:特克斯; W′--100针的棉纱重量,单位:g(克)。 W=tex*L′*10-5=**10-5= g 式中:L--氨纶丝线圈长度,单位:/100针; tex--氨纶丝的线密度,单位:特克斯; W--100针的氨纶丝重量,单位:g(克)。 氨纶汗布中的氨纶丝含量为: W
服装面料进厂检验流程
服装面料进厂检验流程 ⒈面/辅料到厂后,督促工厂最短时间内根据发货单详细盘点,并由工厂签收。若出现短码/少现象要亲自参与清点并确认。 ⒉如工厂前期未打过样品,须安排其速打出投产前样确认,并将检验结果书面通知工厂负责人和工厂技术科。特殊情况下须交至公司或客户确认,整改无误后方可投产。 ⒊校对工厂裁剪样版后方可对其进行版长确认,详细记录后的单耗确认书由工厂负责人签名确认,并通知其开裁。 ⒋根据双方确认后的单耗要与工厂共同核对面/辅料的溢缺值,并将具体数据以书面形式通知公司。如有欠料,须及时落实补料事宜并告知加工厂。如有溢余则要告知工厂大货结束后退还我司,并督促其节约使用,杜绝浪费现象。 ⒌投产初期必须每个车间、每道工序高标准地进行半成品检验,如有问题要及时反映工厂负责人和相应管理人员,并监督、协助工厂落实整改。 ⒍每个车间下机首件成品后,要对其尺寸、做工、款式、工艺进行全面细致地检验。出具检验报告书(大货生产初期/中期/末期)及整改意见,经加工厂负责人签字确认后留工厂一份,自留一份并传真公司。 ⒎每天要记录、总结工作,制定明日工作方案。根据大货交期事先列出生产计划表,每日详实记录工厂裁剪进度、投产进度、产成品情况、投产机台数量,并按生产计划表落实进度并督促工厂。生产进度要随时汇报公司。 ⒏针对客户跟单员或公司巡检到工厂所提出的制作、质量要求,要监督、协助加工厂落实到位,并及时汇报公司落实情况。 ⒐成品进入后整理车间,需随时检查实际操作工人的整烫、包装等质量,并不定期抽验包装好的成品,要做到有问题早发现、早处理。尽最大努力保证大货质量和交期。 ⒑大货包装完毕后,要将裁剪明细与装箱单进行核对,检查每色、每号是否相符。如有问题必须查明原因并及时相应解决。 ⒒加工结束后,详细清理并收回所有剩余面料、辅料。 ⒓对生产过程中各环节(包括本公司相应部门和各业务单位)的协同配合力度、出现的问题、对问题的反应处理能力以及整个定单操作情况进行总结,以书面形式报告公司主管领导。 13.在检查过程中一定要公平,真实。不能收到厂家的一点点好处,而忘了自己的职责 采购面辅料上好订单网!好订单网上下游企业栏目里聚集了很多面料辅料方面的工厂,工厂信息详尽,还配有实地工厂、设备、样品等照片,在线就可准确地了解工厂实力,无需花费大量的时间去实地考察工厂,还可直接搜索与自身订单匹配的工厂,在线询价,快速找到合适的工厂。
布料检验标准范本
1.检布流程: 1.0.1布料抽取: A. 需要品检的布料每色随机抽取卷号 B. 核对运输信息: 清楚标志布匹信息,例如: 布料规格、幅宽、码长、缸号…等 1.0.2 检布速度: 用验布机品检不良,验布机每分钟20+/-5码(每分钟18+/-5米) 1.0.3目测: A. 颜色/外观不良判断: 有无肉眼可见的色差或是布面不良 B. 布料宽度: 在布料首端,中部,尾端要测量可开裁的宽度. 同时, 检查者也要看检查布边状况.布边应平展,松紧适度,并且没有卷曲的趋势. C. 布料长度:检测并记录下每卷的长度 1.0.4 审美: 同布料确认版对比,检查手感及外观,如清洁结构.恢复性,弹力及抗皱力 1.0.5 颜色 A. 剪样本布头约布长30~40cm的样布同色卡进行对色.若来料颜色与色卡有差异,改以袋版或是客户确认的Lab Dip辅助比对颜色 B. 取样品在D65及TL84光源下对标准样,每色应进行核对. 1.0.06 标记检验结果 A. 在布边或不良处标注记号 B. 在品检工作簿上记下不良或确定点数 2.布料检验判定标准: 2.0.1 检验判定方法: 四点检验法 2.0.2 不良分类: 定义: 不良是指布料上的瑕疵会造成成品质下降及产品价值严重下滑.
2.0.3不良点数: 根据不良类型的种类和面积判定不良点数 垂直方向(沿长度) 水平方向沿宽度 不良长度点数长度点数0.1-3.0英寸(0.1-8.0厘米) 1 0.1-3.0英寸(0.1-8.0厘米) 1 3.1-6.0英寸(8.1-15.0厘米) 2 3.1-6.0英寸(8.1-15.0厘米) 2 6.1-9.0英寸(15.1-23.0厘 米) 3 6.1-9.0英寸 (15.1-23.0厘 米) 3 9.1-36.0英寸(23.1-92.0厘 米) 4 9.1-36.0英寸 (23.1-92.0厘 米) 4 备注: 1.不管单个不良的尺寸或数量四点不良的最大值都可确定 2.对连续的不良长度超过9"都可确定为4 2.0.4 不良点数计算: 完成布料检查工作页后计算品检卷中不良数及品检码数, 用此信息计算每100码或90米的平均不良点数 100码的平均不良点数= 品检不良点数 X 100 品检码数 或90米的平均不良点数= 品检不良点数 X 90 品检码数 该物货做的制成品能达到要求,此决定就是适合的。工厂应为成品品质负责任。
针织面料分析步骤精编
针织面料分析步骤精编 Document number:WTT-LKK-GBB-08921-EIGG-22986
针织面料分析步骤 当客户提供一块成品样布或样衣时,如何来确定该面料的各种工艺参数呢,下面我们就来一一为你解开谜底。首先我们要做的是,对客户提供的样布进行分析,得到相关的参数,然后经过系统的计算和经验的总结,最终便可以得到该面料的纱支、织造参数,染整指标等。 1、样布分析拿到样布后,如果样布够大,我们可以先测量其平方米克重K(g/m2),然后数出其横向密度H、纵向密度Z(按10cm为标准),测量出其纱线长度L(m/100针);如果样布不够大,那么就需要将样布剪成方形,测出其重量,然后换算成平方米克重; 2、计算纱支如果是棉型短纤,其细度一般用tex表示,即1000米纱线长的重量克数,如果是化纤长丝,则一般用D表示,即9000米纱线长的重量克数。则短纤tex=(K/H*Z*L)*1000;化纤D=(K/H*Z*L)*9000。如换算支数,可应用以下公式:棉支数=583/tex;棉涤混纺=58 7/tex。 3、机型选择通过样布我们可以分析得到该面料的三角排列及排针方式,而通过与纱支等参数的综合分析,我们可以通过经验得出其织造机型;
4、织造参数在确定机型、纱长和上机工艺后,在确定匹重和转数后,我们可以通过计算得出织机的总转数、日产量的指标。机型统一按Y 英寸G 机号 F 路数 N总针数表示。则短纤每转重量B(kg)=L*F*N*tex /108 ;长丝(kg)B= L*F*N*tex/9*108 。总转数=设定匹重/B;日产量=B*转数*60*24。 5、染整指标在得到样布的同时,我们也知道了样布的颜色,而前面通过我们的分析计算,我们也知道了样布的平方米克重。相对于染整方面来说,如果客户没有具体的要求,我们就可以按照该面料的相关国家标准来确定其相关成品指标,如果有特殊的要求,则按照客户的要求进行。同时,我们自己也可以感受面料的手感、亲水性、外观风格等外在的特性,增长自己相关的知识和 经验。 前面我们通过一系列的分析介绍,基本上可以掌握比较常规的针织面料的分析方法,从而能够做出符合客户要求的面料。而在实际情况中,我们需要本着具体情况具体分析的原则,全面掌握面料的相关信息,把握面料的每个细节,真正的做到客户满意,自己放心。
服装面料进厂检验流程
服装面料进厂检验流程-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
服装面料进厂检验流程 ⒈面/辅料到厂后,督促工厂最短时间内根据发货单详细盘点,并由工厂签收。若出现短码/少现象要亲自参与清点并确认。 ⒉如工厂前期未打过样品,须安排其速打出投产前样确认,并将检验结果书面通知工厂负责人和工厂技术科。特殊情况下须交至公司或客户确认,整改无误后方可投产。 ⒊校对工厂裁剪样版后方可对其进行版长确认,详细记录后的单耗确认书由工厂负责人签名确认,并通知其开裁。 ⒋根据双方确认后的单耗要与工厂共同核对面/辅料的溢缺值,并将具体数据以书面形式通知公司。如有欠料,须及时落实补料事宜并告知加工厂。如有溢余则要告知工厂大货结束后退还我司,并督促其节约使用,杜绝浪费现象。 ⒌投产初期必须每个车间、每道工序高标准地进行半成品检验,如有问题要及时反映工厂负责人和相应管理人员,并监督、协助工厂落实整改。 ⒍每个车间下机首件成品后,要对其尺寸、做工、款式、工艺进行全面细致地检验。出具检验报告书(大货生产初期/中期/末期)及整改意见,经加工厂负责人签字确认后留工厂一份,自留一份并传真公司。 ⒎每天要记录、总结工作,制定明日工作方案。根据大货交期事先列出生产计划表,每日详实记录工厂裁剪进度、投产进度、产成品情况、投产机台数量,并按生产计划表落实进度并督促工厂。生产进度要随时汇报公司。 ⒏针对客户跟单员或公司巡检到工厂所提出的制作、质量要求,要监督、协助加工厂落实到位,并及时汇报公司落实情况。 ⒐成品进入后整理车间,需随时检查实际操作工人的整烫、包装等质量,并不定期抽验包装好的成品,要做到有问题早发现、早处理。尽最大努力保证大货质量和交期。 ⒑大货包装完毕后,要将裁剪明细与装箱单进行核对,检查每色、每号是否相符。如有问题必须查明原因并及时相应解决。 ⒒加工结束后,详细清理并收回所有剩余面料、辅料。 ⒓对生产过程中各环节(包括本公司相应部门和各业务单位)的协同配合力度、出现的问题、对问题的反应处理能力以及整个定单操作情况进行总结,以书面形式报告公司主管领导。 13.在检查过程中一定要公平,真实。不能收到厂家的一点点好处,而忘了自己的职责
布料检验标准
【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】 布料检验标准 一、目的:为了确保采购的布料能符合公司的标准,对所购的布料要进行质量检验,以便减少面料损耗,节约生产成品 二、范围:适用于公司所有采购的针织、梭织,合成化织等布料。 三、抽样方法:一般抽验率为30%,质量要求高的品种或纺织印染厂在原料/工艺条件有大的变更时,应适当增加,对在布市买的现货要全验,数理较少的订单(1-4匹)要全验;抽样布料有问题的要加验或全验,订单数量3匹以上抽样,不够3匹的最少要全验。 四、检验项目:检验的内容包括外色装检验/物理指标/色牢度和外观疵点。 1、外色装检验: a、外色装是否完好,加外色装损坏会造成布料弄脏,下雨天运输中布料被淋湿,下雨天收到的布如有大面积淋湿的要立即退货。 b、贴纸上要注有布的种类/颜色及色号/布封/克重/重量/码长等,如没有或不全者要求供货商作出相应处理。 c、贴纸上各参数是否与订货单及送货单一致,如有差异要及时报告上级或相关部门。 2、外观疵点检验 a、采用验布机检验,在40W的日光灯3-4支光源下80CM的斜平台上检验,验布面上斜平台为45°角,灯光至布面为1-1.2M验布机验布速度:针织布每分钟12-16M,梭织布每分钟16-18M。 b、幅度在140CM以上的布料必须同两人检验,布区表面疵点检验时应作标记(疵点正面为准)并作扣分记录。 c、针织拉架布验布时要打底灯。 d、针织布每缸要剪办做缸差办,梭织布每匹做匹差办及头尾办; e、牛仔布每缸都要依各订单性质洗水,查核洗水颜色。 f、对OK办仔细查对所检验布的颜色,纤维成份,纱支及手感是否与OK办(或原办)一致,如有差异要及时报告上级或相关部门,作出相应处理。 g、外观疵点类别及疵点说明(见原标准的表格,别外补充几点) 勾纱:布面纱线被粗糙物体勾出来(常见于网布/丝绸等) 死痕:因胚布堆放时间过长而形成的细长凸起而不可修复的痕迹(常见于拉架平纹布) 爆孔:针织布断纱而形成0.5CM以下的小破洞。
针织工艺流程
针织服装的工艺流程: 纺纱→编织→验布→裁剪→缝制→整烫→检验 (一)纺纱 纺纱的目的就是使进厂的棉纱卷绕成一定结构与规格的卷装筒子,以适合针织生产之用。在纺纱过程中要消除纱线上存在的一些疵点,同时使纱线具有一定的均匀的张力,对纱线进行必要的辅助处理,如上蜡、上油等,以改善纱线的编织性能,提高生产效率与改善产品质量。 (二)编织 编织就是通过织机使纱线组织成线卷互相串套而成为织物的过程。这也就是针织服装与梭织服装的根本区别。编织方法可分为纬编与经编两大类,作为针织用衣的面料大都就是纬编织物。纬编就是将一根或数根纱线由纬向喂入针织机的工作针上,使纱线顺序地弯曲成圈,且加以串套而形成纬编针织物。用来编织这种针织物的机器称为纬编针织机。纬编对加工纱线的种类与线密度有较大的适应性,所生产的针织物的品种也甚为广泛。纬编针织物的品种繁多,既能织成各种组织的内外衣用坯布,又可编织成单件的成形与部分成形产品,同时纬编的工艺过程与机器结构比较简单,易于操作,机器的生产效率比较高,因此,纬编在针织工业中比重较大。纬编针织机的类型很多,一般都以针床数量,针床形式与用针类别等来区分。经编就是由一组或几组平行排列的纱线分别排列在织针上,同时沿纵向编织而成。用来编织这种针织物的机器称为经编针织机。一般经编织物的脱散性与延伸性比纬编织物小,其结构与外形的稳定性较好,它的用途也较广,除可生产衣用面料外,还可生产蚊帐、窗帘、花边装饰织物、医用织物等等,经编机同样也可以以针床、织针针型来进行区分。 (三)验布 由于坯布的质量直接关系到成品的质量与产量,因此裁剪前,必须根据裁剪用布配料单,核对匹数、尺寸、密度、批号、线密度就是否符合要求,在验布时对坯布按标准逐一进行检验,对影响成品质量的各类疵点,例如色花、漏针、破洞、油污等须做好标记及质量记录。 (四)裁剪 针织服装裁剪的主要工艺过程: 断料→借疵→划样→裁剪→捆扎。 借疵就是提高产品质量、节省用料的重要一环,断料过程中尽可能将坯布上的疵点借到裁耗部位或缝合处。针织面料按经向网目辅料裁剪,裁剪一般采用套裁方式,常用的有平套、互套、镶套、拼接套、剖缝套等。 针织面料在裁剪中应注意以下事项: (1)不要将有折叠痕迹处与有印花的边缘处使用在服装的明显部位。 (2)剪裁中不要使用锥孔标记,以免影响成衣的外观。 (五)缝制 我国针织工业现有缝制工艺及设备就是以中、高速平缝机(俗称“平车”)、中、高速包缝机(俗称“拷克车”)、绷缝车等缝纫机机型为主。由于针织织物就是由线圈串套组成,裁剪后的衣片边缘容易发生脱散,故应先将衣片边缘包缝(俗称“拷边”)后再用平缝机等缝制加工。平缝机与包缝机就是缝制针织时装的主要机种。在缝制过程中一般要注意掌握以下要点。 1.缝迹由于针织面料的织物具有纵向与横向的延伸性(即弹性)的特点及边缘线圈易脱散
服装厂生产流程与检验标准
服装(制衣)厂基本生产流程与检验标准 1.梭织服装制作基本工作程序 1.1 定单用规格表(款式样、批办样、产前样) 梭织服装在制作前要先填写好定单规格表,按照制作服装的不同样办,定单规格表可分为以下几种类别: 1.1.1 报价用规格表------款式样 款式样此规格表主要用于设计师看款式效果及生产的用料计算。一般情况下用同类布料打样,允许辅料代用。对生产工厂来讲,此规格表仅仅是供报价用,以便争取得到真正的定单,在运用这个表格时应注意每个项目内容与规格,因为这些内容与规格往往同成本直接相关联,任何有利于降低成本而又不改变原有服装的基本要求的方法和建议都可以采讷。所有在此规格表中变化的内容,都必须做出注释,以便下一步工作开展的时候前后对应。 1.1.2样品规格表------批办样 批办样此规格表主要用于打批办样。批办样制作前,根据提供的款式样和样品规格表中具体要求逐项进行操作,检查样品的织物组织、结构规格、测量所有的尺寸,确信各个点的尺寸在允许误差范围内。把款式样和规格表给相关的技术人员,审查各疑点难点,以便全面了解样衣的情况。原则上,打批办样用正式主料和辅料。 1.1.3大货生产规格表------产前样 产前表此规格表主要是批办样被客户批准后客户才提供的表格。只有这个产品规格表才是供工厂大货生产用。如果用以前的规格表代替,经常会发生差错,因为经过打样后,客户常更改原有的尺寸,而这个尺寸的更改又往往是不起眼的,在大批生产经营之前,还须打一次样,叫做产前样,在制作这个样衣中,所有的主料和辅料都必须用以后生产中要用的料,客户完全认可后方可大批开裁。 1.2服装生产基本工艺流程 服装生产基本工艺流程包括布料物料进厂检验、裁剪、缝制、锁眼钉扣、整烫、成衣检验、包装入库等八个工序。 1.2.1布料物料进厂检验 布料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。把好面料质量关是控制成品质量重要的一环。通过对进厂面料的检验和测定可有效地提高服装的正品率。 物料检验包括松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等。对不能符合要求的物料不予投产使用。 1.2.2技术准备 技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。 在批量生产前,首先要由技术人员做好生产前的技术准备工作。技术准备包括工艺单、样板的制定和样衣的制作三个内容。 工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。服装加工中的各道工序都应严格参照工艺单的要求进行。 样板制作要求尺寸准确,规格齐全。相关部位轮廓线准确吻合。样板上应标明服装款号、部位、规格及质量要求,并在有关拼接处加盖样板复合章。在完成工艺单和样板制定工作后,可进行小批量样衣的生产,针对客户和工艺的要求及时修正不符合点,并对工艺难点进行攻关,以便大批量流水作业顺利进行。
面料检验规定及判定标准
面料检验判定标准 第A版 受控状态 编制:_____________ 审核:________________ 批准:________________
为有效控制面料检测力度,将根据国家标准对面料质量的需求,使公司产 品达到国家指定性产品质量,公司将严格按照质量管理体系实施,经技术 /品质 管理研究决定,现按国家面料检验标准为依据,制定《面料检验判定标准》具 体条 款如下: 1、 目 的: 1.1、 规范面料检验操作程序。 1.2、 提供面料检验依据,有效控制入库面料质量。 2、 检验范围: 规定面料的外在质量及理化检测标准。 3、 工作程序和操作流程: 3.1、操作流程如下图所示: _________________ 采购部采购面料 面料仓库接收面料 ______________ 仓库外观质量检验 3.2、 检验规则: 321、 外观质量实行目视全检。 322、 面料理化需初步由供方提供,公司根据条件实行监督抽查(包含送外 检)。 J J
3.3、各种面料外观严重瑕疵种类: 3.3.1、平织布的重大瑕疵有:粗节、破洞、漏纱、显著横路、断纱、污渍 修改状态 面料检验判定标准章节号页码2/7纱、稀纱、色差等; 332、针织布的重大瑕疵有:错经、横路、漏针、直条针路、横条、粗节、破洞、脱套等; 333、印染布重大瑕疵有:脱版、色斑、色档、色差、色花、颜色污迹、色 条痕等; 3.4、各类面料理化检验种类: 341、理化要求: 3.4.1.1、面料干洗、水洗、干湿摩擦、耐汗渍等沾色、变色牢度以及日晒变色 牢度; 341.2、面料要符合服装强制性安全标准要求:A、禁用可分解芳香胺染料; B、甲醛含量; C、PH值要求; D、无异味; E、色牢度参3.4.1.1要求; 341.3、起毛起球要求; 341.4、缩率要求; 341.5、扭曲度测试; 341.6、纰裂及强度要求; 341.7、成份含量分析; 342、外观要求: 3.4.2.1、面料规格要求:幅宽、纱线细度、克重、组织结构。 342.2、色差情况; 342.3、格子是否有大小?经纬斜要求; 342.4、疵点项要求; 343、其他要求: 34.3.1、及氯漂可行性、耐酸碱程度和特殊服装耐火要求。 343.2、特殊产品符合性检测;(棉衣跑棉、羽绒钻绒情况检测) 343.3、钩纱、车缝针洞、印花面料翻色等服装生产和使用易出问题项检测
针织面料基础知识解析
针织面料基础知识解析 针织面料具有质地柔软、吸湿透气、优良的弹性与延伸性及其可生产性。针织服饰穿着舒适、贴身和体、无拘紧感、能充分体现人体曲线。现代针织面料更加丰富多彩,已经进入多功能化和高档化的发展阶段,各种肌理效应、不同功能的新型针织面料开发出来,给针织品带来前所未有的感官效果和视觉效果。 1、醋酸纤维(Acetel)针织面料醋酸纤维具有真丝一样的独特性能,纤维光泽及颜色鲜艳,悬垂性及手感优良。用其生产的针织面料手感滑爽、穿着舒适、吸湿透气、质地轻、回潮率低、不易起球、抗静电。采用醋酸纤维编织的针织乔其纱、玉米花等面料,得到消费者的偏爱。 2、莫黛尔(Modal)纤维针织面料莫黛尔(Modal)纤维是一种新型环保性纤维,它集棉的舒适性、粘胶的悬垂性、涤纶的强度、真丝的手感于一体,而且具有经过多次洗涤以后,仍然保持其柔软和光亮的色泽。针织工艺仍然将纤维与针织本身柔软蓬松、高弹舒适等特点相结合,使二者的优越性能相得益彰。在针织圆纬机(大圆机)上,采用莫黛尔和氨纶裸丝交织的单、双面针织面料,柔软滑爽、富有弹性、悬垂飘然、光泽艳丽、吸湿透气,并具有丝绸般的手感,用该种面料设计的时尚服饰,能最大限度的体现人体曲线,雕塑出女性胴体的性感和魅力,是前卫时尚族青睐的高品位针织服饰。 3、强捻精梳纱针织面料强捻的精梳纱制成的凉爽麻型的针织面料不仅具有麻纱感,而且凉爽吸湿性好特别是真丝加捻,是一种比较理想的高档针织面料,除了具有真丝的优良性能外,面料手感更丰满,而且较硬挺有身骨,尺寸稳定性好,具有较好的抗绉性,是高档职业装、休闲装的理想面料。 4、Coolmax纤维针织面料具有四沟槽的Coolmax纤维,能将人体活动时所产生的汗水迅速排至服装表层蒸发,保持肌肤清爽,令活动倍感舒适。它有着良好的导湿性,与棉纤维交织的针织面料具有良好的导湿效果,广泛的用来缝制T恤衫、运动装等。 5、再生绿色纤维Lyocel针织面料再生绿色纤维Lyocell、天丝与氨纶裸丝交织的针织平针组织(汗布)、罗纹、双罗纹(棉毛)及其变化组织的面料,质地柔软、布面平整光滑、弹性好,产品风格飘逸,具有丝绸的外观,悬垂性、透气性和水洗稳定性良好,都是设计流行性紧身时装、休闲装、运动装的理想高档面料。 6、闪光针织面料具有闪光的效果,一直是服装设计师的宠爱。在针织圆纬机(大圆机)上,采用金丝和银丝原料与其他纺织原料交织,在面料的表面具有强烈的反光闪色效应或采用镀金方法,在针织面料上出现各种图案的闪光效应,而面料的反面平整、柔软舒适,是比较好的针织服装面料。用这种针织面料设计的紧身女时装及晚礼服,会透过闪光面料耀眼、浪漫的风格,展示出针织面料光彩照人、华贵亮丽的韵味,全方位的表现针织服饰的风采,为产品开发提供了广泛的前景。
面料检验标准操作流程及检验要求完整版
面料检验标准操作流程 及检验要求 集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]
面料检验标准操作流程 及检验要求 更新日期:2018年1月16日目录 一适用范围 T180/T130/T140/Softweave染色面料、印花面料、漂白面料–诸城义昌 Cintasworkwear/cuffs/collar/waistband工装染色面料/辅料–河北常山、吴江嘉德 工装绗缝里料–文登昌大/威海华达 防护服面料Compel/Panel–韩国晓星 摇粒绒染色面料–福建祥威德 二检验流程 检验匹条核对色光核对大货总数量抽取、检验布卷取样留存各落色色样填写验货报告 三各流程操作要点 1、核查匹条: 1.1工厂提供整洁干净、光照条件好的检验区域(高于80支光)。 1.2工厂提供大货码单及每卷的真实匹条,并按不同色光分为不同落色。 1.3检验匹条数量和码单显示卷数是否相符。 1.4检验各落色之间及同落色之间的色光差异,并做适当调整,不符合标准的拒收此 卷。 1.5检验各匹条左中右色差,及匹条疵点情况,不符合标准拒收此卷或指定将此卷调 出检验。 2、核对色光: 抽取各落色有代表性的匹条,在标准灯箱及指定光源下核对色光以及手感,印花/色织提花面料除了色光还要核对花型/循环尺寸/整体风格,不符合标准的拒收。 3、核对总数量:
由工厂人员带领到库房,检查大货外包装及堆放情况,并核对总卷数。 4、抽取、检验布卷: 4.1工厂提供运行完好的验码机,配备人员协助检验所抽取的布卷。 4.2随机抽取需检验的布卷,且这些布卷需包括所有的落色,每个落色中至少要抽 查10%的数量。如果布面有争议或者不可接受的疵点率很高,检验的比例应增 加。 4.3检查布卷外包装是否符合要求,唛头是否正确完整。 4.4在验码机上检验布面疵点,同时用四分制标准评分。 4.5随机量取布头/中间/布尾的有效幅宽并做记录,和相关PDM进行核对,如果实 际幅宽超出公差范围整批面料需要重新拉幅定型返修。 4.6留取各卷的头尾匹条,检查头尾色光是否一致以及左中右色差情况。并将此匹 条与工厂所留对应匹条比较,核对匹条是否真实。再将匹条送实验室测量克 重。 5、取样测试: 检验布面时,随机抽取大货样,签字后,将此样送达指定测试机构或临沂进行内在指标测试。 6、留存各落色色样及测试报告: 供货商必须提供至STC上海代表处各落色样。落色样要有代表性,贴A4纸上,并标 明货单号、品名、日期和各落色名称。 供应商自己保留所有生产批次的内部实验室测试报告,以备后续需要查看。 7、填写验货报告: 据以上验货情况,如实填写验货报告。 四面料检验指导原则 1、色光控制 1.1由检验员在每卷布距离头端10cm处裁剪整个幅宽的布样(通常称为匹头布), 并评定边到边、边到中的色差。 1.2在检验过程中,检验员须进行边到边、边到中、头尾色光偏差的检查,色光偏差 必须在AATCC灰色分级卡4.5级内。 1.3在检验过程中,检验员须检查每染批中卷与卷之间的色光偏差以及每染批与染批 (缸与缸)之间的色光偏差。要求对大货按色光分为不同落色,且要符合以下要 求: 1.3.1各落色之间色差在4级以内。 1.3.2同落色间各匹条色差在4.5级内。 1.4允许拼接的卷内段与段间色差在4.5级内。 2、四分制评定标准 2.1在面料检验过程中,按如下的四分制评定所有疵点: 疵点在0-3”评1分 疵点在3-6”评2分 疵点在6-9”评3分 超过9”的疵点评4分 2.2一码布内疵点,无论大小和多少,罚分最高4分。 2.3所有的破洞,无论大小都罚4分。 2.4一个接缝是4分。 3、计算布面分数 根据以上评分,运用下列公式,可计算每100平方码单卷和整批货物分数
面料检验标准 布料检验标准
面料检验标准布料检验标准“四分制”与“十分制”(纺织品检测培训)布料检查一般以随机抽样形式进行,从整批来布中,任意挑选一定数量的样本,用视觉审察以决定整批的品质。布料检查包括下列几项基本要点: 布匹长度 将准备检查的布卷,逐一放在验布机上,利用米表或码表量度每匹的长度,然後将所得长度与布卷标签上长度核对,并将结果记录在验布报告 表上。 布匹封度 在查验过程中,随意在每匹布料上度取三个阔度,然後将结果记 录在验布报告表上。 纱支 由於纱支限重量成正比例,所以可以利用天秤或电子磅来检定纱线的细度。检查人员首先从批核样办中抽出一个长度的经纱,放在夭秤的一边,然後从来布中抽出同一长度的经纱,放在天秤的另一边。如果天秤保持平衡,这表示来布和批核样办的经纱支数是相同的;但如果天秤出现不平衡,这便表示两者支数存着差异。检查员可以重复以上办法来检定纬纱的细度。 经纬密度 检查人员可以利用放大镜或布镜将布料的密度放大,利用肉眼点算在一平方寸内经纱和纬纱的数目,然後将所得数目与规格或批核样办相比,便 可知道来布的密度是否合符标准。 组织结构 跟检查经纬密度一样,检查人员可以利用放大镜或布镜,观察布料的平纹、斜纹、缎纹等的组织结构是否正确。重量捡查人员可以利用电子磅来检定布料的重量,利用圆形切样器,在每匹布料不同部位,切出一百平方厘米的标准面积,然後放在测量布重电子磅上,萤幕便立即准确地显示该块布料的
重量。
颜色 检查人员可以利用对色灯箱来检定布料颜色。使用灯箱有—点必须留意,这就是不论色办或货料,每次所用光源必须一致,否则所有颜色比较都是没意 思的。 疵点 将卷庄布料松开,以一定速度,将布料拉过装有照明系统的验布台,以便检查人员能够清楚审察布料上的瑕疵,然後在另一端将滑过验布台的布料重新 卷上。 布料检定评分法 检定标准 直至现在为止,国际间还没有任何认可布料检定标准,但西欧和美国等地均有其常用制度以控制处理布料疵点,这两个是最常用的制度。 l)十分制评法 此检定标准适用於任何纤维成份、封度和组织的梭织坯布及整理布上。由於一般买家所关心的是布料因疵点所剪掉的数量及引致的投诉,并非是疵点的娜u或成因,所以此评分法只是根据疵点的大小来评核等级。评核方法是检查人员根据疵点评分标准查验每匹布料的疵点,记录在报告表上,并给处罚分数,作为布料之等级评估。疵点评分以疵点之长度分经线不同之扣分 方法。
针织面料的分类及特点
针织面料的分类及特点 针织面料具有质地柔软、吸湿透气、优良的弹性与延伸性及其可生产性。针织服饰穿着舒适、贴身和体、无拘紧感、能充分体现人体曲线。现代针织面料更加丰富多彩,已经进入多功能化和高档化的发展阶段,各种肌理效应、不同功能的新型针织面料开发出来,给针织品带来前所未有的感官效果和视觉效果。 1、醋酸纤维(Acetel)针织面料醋酸纤维具有真丝一样的独特性能,纤维光泽及颜色鲜艳,悬垂性及手感优良。用其生产的针织面料手感滑爽、穿着舒适、吸湿透气、质地轻、回潮率低、不易起球、抗静电。采用醋酸纤维编织的针织乔其纱、玉米花等面料,得到消费者的偏爱。 2、莫黛尔(Modal)纤维针织面料莫黛尔(Modal)纤维是一种新型环保性纤维,它集棉的舒适性、粘胶的悬垂性、涤纶的强度、真丝的手感于一体,而且具有经过多次洗涤以后,仍然保持其柔软和光亮的色泽。针织工艺仍然将纤维与针织本身柔软蓬松、高弹舒适等特点相结合,使二者的优越性能相得益彰。在针织圆纬机(大圆机)上,采用莫黛尔和氨纶裸丝交织的单、双面针织面料,柔软滑爽、富有弹性、悬垂飘然、光泽艳丽、吸湿透气,并具有丝绸般的手感,用该种面料设计的时尚服饰,能最大限度的体现人体曲线,雕塑出女性胴体的性感和魅力,是前卫时尚族青睐的高品位针织服饰。 3、强捻精梳纱针织面料强捻的精梳纱制成的凉爽麻型的针织面料不仅具有麻纱感,而且凉爽吸湿性好特别是真丝加捻,是一种比较理想的高档针织面料,除了具有真丝的优良性能外,面料手感更丰满,而且较硬挺有身骨,尺寸稳定性好,具有较好的抗绉性,是高档职业装、休闲装的理想面料。 4、Coolmax纤维针织面料具有四沟槽的Coolmax纤维,能将人体
服装质检部标准化检验流程.
服装质检部标准化检验流程.
1一概述 辅料检验的目的是了解到仓辅料的品质情况,判定是否符合订够要求,能否在大货中使用。 二工作内容 查验辅料的品质,数量等工作。 三检验方法及标准 按照AOL0。65进行抽样检验 AQL表格如下:
5 拉力测试 链牙啮合受力测试:完全完闭合拉链,在拉链中段垂直于链布,向相反方向各均衡施力45N、15秒. 拉锁强力测试:闭合拉链使拉链处于自锁状态,分开两带布,呈现60度角,向两边各施力45N、10秒. 下止强力测试:拉头拉至下止,完全分开拉链,拉链两边呈180度,分别向两边各均衡施力40N、15秒. 拉瓣强力测试:闭合拉瓣,拉头处于锁状,垂直于拉瓣均衡施力50N、10秒. 6 缩率测试 测试方法:取两条拉链,一条沾水浸湿后烘干后测量长度,另一条200度干烫后再测试长度计算出缩率 缩率接受范围:缩率不可超过2%. 7 验针 能顺利通过1.0MM验针卡的验针机。 8 耐腐蚀测试 测试方法:将拉链放于80度浓度3%的Nacl溶液中180秒.取出自然干燥,目测有无锈斑、蚀痕。洗水中会有其它腐蚀元素的要按大货洗水方法洗水测试。 9 其它要求 按客人要求竞用偶氮染料或其它元素如硫、铅、镍、镉等元素的得要委托第三方检测。 检验完成后出具报告表,并上报,判定是否达到订够要求,是否收货。 工字钮、撞钉的检验 检验范围: 型号尺寸、颜色、性能、表面质量、材质、有害物质 1 扣件的型号与尺寸:钮扣的型号(L)与钮扣直径的关系如下 钮扣直径(mm)=0.635L 测量方法:使用钮扣卡尺,或钮扣大小测量孔尺. 2 钮件的颜色 检验方法:对比确认样板的颜色. 3 扣件的性能 检验方法:主要是指装订好后拉力的承受。收到扣件后使用相应的模具按正确大货的位置正确装订后进行拉力测试.正确装订后固定扣件用拉力测试仪对测试扣件均衡作用90N拉力,并保持15秒.扣件的上下两部份(如扣帽和扣座)都要被测试到.如果扣件的任何部位松弛、脱落或面料破损,都视为扣件装订不合格。
面料检验要求 中文
JAG – PRODUCTION PIECE GOODS INSPECTION 检验要求 为了保证工厂的货物全部是A级品质出,所有的面料工厂在出货以前要求做100%的内部检验。在所有的生产完成以后,工厂必须按照JAG的报告标准,检验每一卷,每个色光,在检验完成以后必须提供给 JAG检验总结表格( JAG Piece Goods Inspection Summary Form). 检验完成以后,检验总结表格必须发给纽约,在QC部门确认以后安排出货。检验报告必须在出货5天前发给美国纽约. 确认后的检验报告必须提供给工厂来证明这个货是JAG确认的货。货里面必须包含QC部门要求赔偿的那一部分面料,JONES的人不会接受没有检验和确认的任何货物。 所有卷的检验必须按照美标4分制。 JAG要求每卷30分/100Y内为通过检验。出货的任何一卷如果发现超过30分/100Y 为不接受。不接受的货要求面料供应厂在不影响交期的情况下补货。,如果不良的货影响到服装的交期,面料供应商必须承担全部责任。(包括赶货,以及引起的其他的服装的问题)。平均分在18/100Y~30/100Y的货要求提供整个订单数量的2%的赔偿面料给服装工厂来赔偿服装工厂的裁减缺损。. 按照美标4分制,疵点的扣分要求如下: ? 1 分- 疵点在3”以内 ? 2 分–疵点在3”~6”之间 ? 3 分–疵点在6” ~9”之间 ? 4 分–疵点超过9” ?所有的洞都要扣4分 1Y里面的所有疵点不能超过4分 JAG要求全检的检验报告要求检验的主要疵点为: 1:Broken ends/picks 断经/断纬 2:Coarse ends/picks粗经/粗纬 3:Knots/slubs毛粒 4:White dots/color dots白点/色点 5:Oil stains/color stains/water marks油污/粘色/水渍 6:Filling bar/Dye streaks纬档 7:Hole/broken selvedge破洞/烂边 8:Thin bar/thick yarn 细纱、粗纱 9:Foreign yarn异色纱 10:Creases折痕 11:Off register pattern错花 12:Hooked yarn/abrasion修痕/摩擦痕 13:其他的疵点Others as detailed
氨纶针织面料的工艺参数计算与分析
氨纶针织面料的工艺参数计算与分析 在进行纬编针织面料分析过程中,有时候遇到的是弹力面料,这样就需要对弹性(氨纶)面料的工艺参数 进行分析与计算。而在氨纶针织面料生产过程中,氨纶含量是计算面料成本的关键指标。一般是在不影响成品克重与门幅以及正常编织的前提下,应该尽可能的降低氨纶含量,从而达到降低成本的目的。 一、根据面料成品门幅与克重计算氨纶含量: 如果客户只提供成品氨纶面料的幅宽(幅宽、封度、布封)与克重(单位面积的重量),就需要根据经验 来选择原料,同时计算氨纶的含量。在设备调试过程中,必须在保证机器正常运转的前提下,尽可能的减 少氨纶的用量。 例如:客户要求成品氨纶汗布的门幅是1600,克中是210g/m2。那么计算方法就是: 1、计算面料门幅: (1)选择原料线密度: 根据大家多年的生产实际经验,210g/m2氨纶汗布需要选用18tex(32s)棉纱与 tex(30D)氨纶裸丝进行交织,面料横向密度41眼/,才可以达到的。 (2)选择设备技术参数: 根据客户要求的门幅1600,需要选用762(30″)筒径,机号是28针/(28G),总针数是2962枚,路数90F的单面大圆机来生产。 (3)计算门幅(W): W==总针数÷横向密度*==2620÷41*== 2、计算氨纶含量: (1)线圈长度的计算: 首先需要计算原料的线圈长度(工厂里称“线长”),一般是指50或100只线圈所具有的纱线长度。根 据多年的生产经验,该成品氨纶汗布中的棉纱纱长为/50针时,面料的手感、弹性和风格比较适宜。另外,棉纱的染色定型回缩率大约是3%~4%之间。根据上述数据来计算毛坯氨纶面料的线圈长度方法如下: L=Lm*(1+B)=14.5*(1+3.5%)=15/50针 式中:L--毛坯布的棉纱线圈长度,单位:/50针; Lm--成品布的棉纱线圈长度,单位:/50针; B--棉纱染色定性的回缩率,单位:%。 根据毛坯布的棉纱线圈长度,进行大圆机调试了,但需要把进纱张力控制在3~4g,氨纶进丝张力为5~7g比较适宜。大圆机调试好以后,剪下一块布,测量氨纶裸丝的线圈长度,假设是/100针。然后进行原料配比计算,得出氨纶丝的含量。 W′=tex*L*10-5=18*30*10-5= 式中:L--毛坯布的棉纱线圈长度,单位:/100针; tex--棉纱的线密度,单位:特克斯; W′--100针的棉纱重量,单位:g(克)。 W=tex*L′*10-5=**10-5= g 式中:L--氨纶丝线圈长度,单位:/100针; tex--氨纶丝的线密度,单位:特克斯; W--100针的氨纶丝重量,单位:g(克)。 氨纶汗布中的氨纶丝含量为: W K==------ * 100% =----* 100%=%
面料检验方法大全
布料检验标准“四分制”与“十分制” 布料检查一般以随机抽样形式进行,从整批来布中,任意挑选一定数量的样本,用视觉审察以决定整批的品质。 布料检查包括下列几项基本要点: 布匹长度 将准备检查的布卷,逐一放在验布机上,利用米表或码表量度每匹的长度,然後将所得长度与布卷标签上长度核对,并将结果记录在验布报告表上。 布匹封度 在查验过程中,随意在每匹布料上度取三个阔度,然後将结果记录在验布报告表上。 纱支 由於纱支限重量成正比例,所以可以利用天秤或电子磅来检定纱线的细度。检查人员首先从批核样办中抽出一个长度的经纱,放在夭秤的一边,然後从来布中抽出同一长度的经纱,放在天秤的另一边。如果天秤保持平衡,这表示来布和批核样办的经纱支数是相同的;但如果天秤出现不平衡,这便表示两者支数存著差异。检查员可以重复以上办法来检定纬纱的细度。 经纬密度 检查人员可以利用放大镜或布镜将布料的密度放大,利用肉眼点算在一平方吋内经纱和纬纱的数目,然後将所得数目与规格或批核样办相比,便可知道来布的密度是否合符标准。 组织结构 跟检查经纬密度一样,检查人员可以利用放大镜或布镜,观察布料的平纹、斜纹、缎纹等的组织结构是否正确。 重量 捡查人员可以利用电子磅来检定布料的重量,利用圆形切样器,在每匹布料不同部位,切出一百平方厘米的标准面积,然後放在测量布重电子磅上,萤幕便立即准确地显示该块布料的重量。 颜色 检查人员可以利用对色灯箱来检定布料颜色。使用灯箱有—点必须留意,这就是不论色办或货料,每次所用光源必须一致,否则所有颜色比较都是没意思的。 疵点
将卷庄布料松开,以一定速度,将布料拉过装有照明系统的验布台,以便检查人员能够清楚审察布料上的瑕疵,然後在另一端将滑过验布台的布料重新卷上。 布料检定评分法 检定标准 直至现在为止,国际间还没有任何认可布料检定标准,但西欧和美国等地均有其常用制度以控制处理布料疵点,这两个是最常用的制度。 l)十分制评法 此检定标准适用於任何纤维成份、封度和组织的梭织坯布及整理布 上。由於一般买家所关心的是布料因疵点所剪掉的数量及引致的投 诉,并非是疵点的娜u或成因,所以此评分法只是根据疵点的大小来 评核等级。评核方法是检查人员根据疵点评分标准查验每匹布料的疵点,记录在报告表上,并给处罚分数,作为布料之等级评估。 疵点评分 以疵点之长度分经线不同之扣分方法。 经疵长度处罚分数 10-36吋10分 5-10吋5分 1-5吋3分 1吋以下1分 经疵长度处罚分数 全封度10分 5吋至半封度5分 1-5吋3分 1吋1分 除特别声明外,否则验布只限於检查布面的疵点。另外,在布边半吋 以内的疵点可以不需理会。每码布料的经疵和线疵评分总和不得超过 10分;换言之,就算疵点很多或非常严重,最高处罚分数都只是10 分。若疵点在一个很多的长度重覆地出现,在这情况下,就算处罚分 数的总和较被查验的码数小,该匹布料也应评为「次级」。 等级评估 根据检查的结果,将彷匹评估为「首级」品质或「次级」品质。如果 处罚分数的总和较被查验的妈数小,该匹布料则被评为「首级。;如 果处罚分数的总叻超过被查验的码数,该匹布料则被评为「次级」。 由於较阔布封附有疵点的机会比较大,所以当布封超过50吋,’首 级。布料的处罚分数限制可以约略放宽,但不应多於10%。 2) 四分制评法 该评分法主要应用於针织布料上,但亦可应用於梭织布料。「四分制」跟「+分制」的基本概念和模式非常相似,只不过是判罚疵点分数上