铝合金时效处理
时效处理对电子束焊接AA2219铝合金焊接后的拉伸
性能的影响
摘要:2219铝合金(铝,铜6.5%)是一个航空航天应用中最受欢迎的时间硬化合金,因为其优良的焊接特点,虽然AA2219在焊接性方面其6000和7000系列占有优势,当焊接时它容易受到薄弱的连接强度的影响。在本次研究中通过焊缝时效处理尽量提高焊接接头强度。本文介绍时效处理对焊接电子束拉伸性能AA2219铝合金焊接的影响。对接接头的平面制作,采用100千伏容量的电子束焊(电子束)机,焊缝在焊后给予人工时效处理。拉伸试验用100千牛进行,机电控制采用普遍试验机。焊后时效处理对提高焊缝金属的硬度和拉伸性能有益。这主要是由于从焊缝金属的微观结构看,在焊缝金属区域的CuAl2析出物总体分布在焊后时效接头与焊接接头相比其影响是显而易见的。
关键词:AA2219铝合金;电子束焊接;人工时效;拉伸性能
1简介
2219铝合金(铝,铜6.5%)是一个航空航天应用领域最受欢迎的时效硬化合金,因为它具有优良的可焊性。其他属于6000(铝硅镁)和7000(铝锌镁)系列的时效硬化合金容易产生凝固裂纹,而且必须使用不可热处理焊剂焊接。AA2219基本上铝铜锰三元合金。AA2219是低温液体火箭燃料箱的建造最广泛的使用材料并具有好了独特的综合性能,如:可焊性,高强度重量比和优越的低温性能。
AA 2219铝合金首选的焊接工艺为GMAW焊和钨极气体电弧焊(氩弧焊),相比较更容易成型和更好的经济适用性。而且,等离子弧焊接以极高的极性电极和高焊接电流使铝组件被加入了一个良好的经济焊缝的质量。在几个不同的领域,对铝合金的使用逐渐增加。如压力容器,构造柱和运输系统就必须用多道焊进行焊接。在多道焊接下,它的焊缝特点和机械性评测就不能用单道焊缝的方法进行观测。
在与氩弧焊和气体保护焊弧相比较,电子束的特点是高功率密度大,从而允许单方面通过且对平面接焊厚度约8毫米的物体焊接速度可达1米以上/分钟。据了解,电子束焊接的铝合金焊缝较其它焊接呈现出较好的机械性能和用力学性能,文献报道结果表明,在电子束焊接和GTA或变极性等离子弧焊接为100 MPa
时,特别是在试件较厚的部分,拉伸强度在数值上存在很大差异。
相较于6000和7000系列合金AA2219合金更易焊接,但它也影响焊接接头的强度。在T87条件下,接头的强度只有约母材的40%,这都是自动生成的焊接,就像那些用匹配的填充物2319,其中包含略钛和锆含量较高。能量的损失是由于熔化和快速重凝,使得所有的加强沉淀溶解,材料为作为一个良好的溶质偏析及大型铸造材料柱状晶粒。
因此,在这次调查中试图向AA2219铝合金电子束焊接后通过简单的焊后人工时效处理提高接拉伸性能。电子束焊接AA2219铝合金后人工时效处理影响拉伸性能的影响报道。
2实验工作
基本金属(母材)在本次调查采用了轧对AA2219铝合金板,用钢锯切割分割为所需大小(300 ×150 ×12毫米)后打磨。它的化学成分和金属力学性能列于表1和2。水平对接配置准备制作电子束焊接接头。在接头制作中,采用电子束焊(电子束)机(泰克米特,法国)8千瓦。表3给出焊接条件和工艺参数,被用来制作过程由电子束焊接的接头。
表格一母材化学成分(%)
Cu Mn Fe Zr V Si Ti Zn Al
6.33 0.34 0.13 0.12 0.07 0.06 0.04 0.02 Bal
表格二母材金属的机械性能
屈服强度(MPa) 极限拉伸强度(MPa) 伸长(%) 减少截面积(%) 维氏硬度(V) 392 475 15 10 140
表格三电子束焊接工艺条件和参数
电流50mA
电压50KV
速度15mm/s
焊枪工作距离298 mm
真空电子束10?4 bar
大部分可加热的合金,热影响区的部分是退化到这样的程度,力学性能只有通过应用改进后热处理全焊接(固溶+时效)。铝铜合金接头性能得到改善的一个简单的沉淀(老化)处理,焊后的整个焊缝区硬化。为了研究时效处理对焊缝拉伸性能的影响,焊接接头两组分别为,(1)焊后自然接头及(2)人工处理接头。
作为焊后自然接头,无焊后热处理于,对它的机械和冶金性能立即进行了评价(在一个星期内)。人工处理的接头,让接头在175 ℃的电炉中保持12个小时,在炉温度下以100℃/小时冷却,直到被冷却到室温。
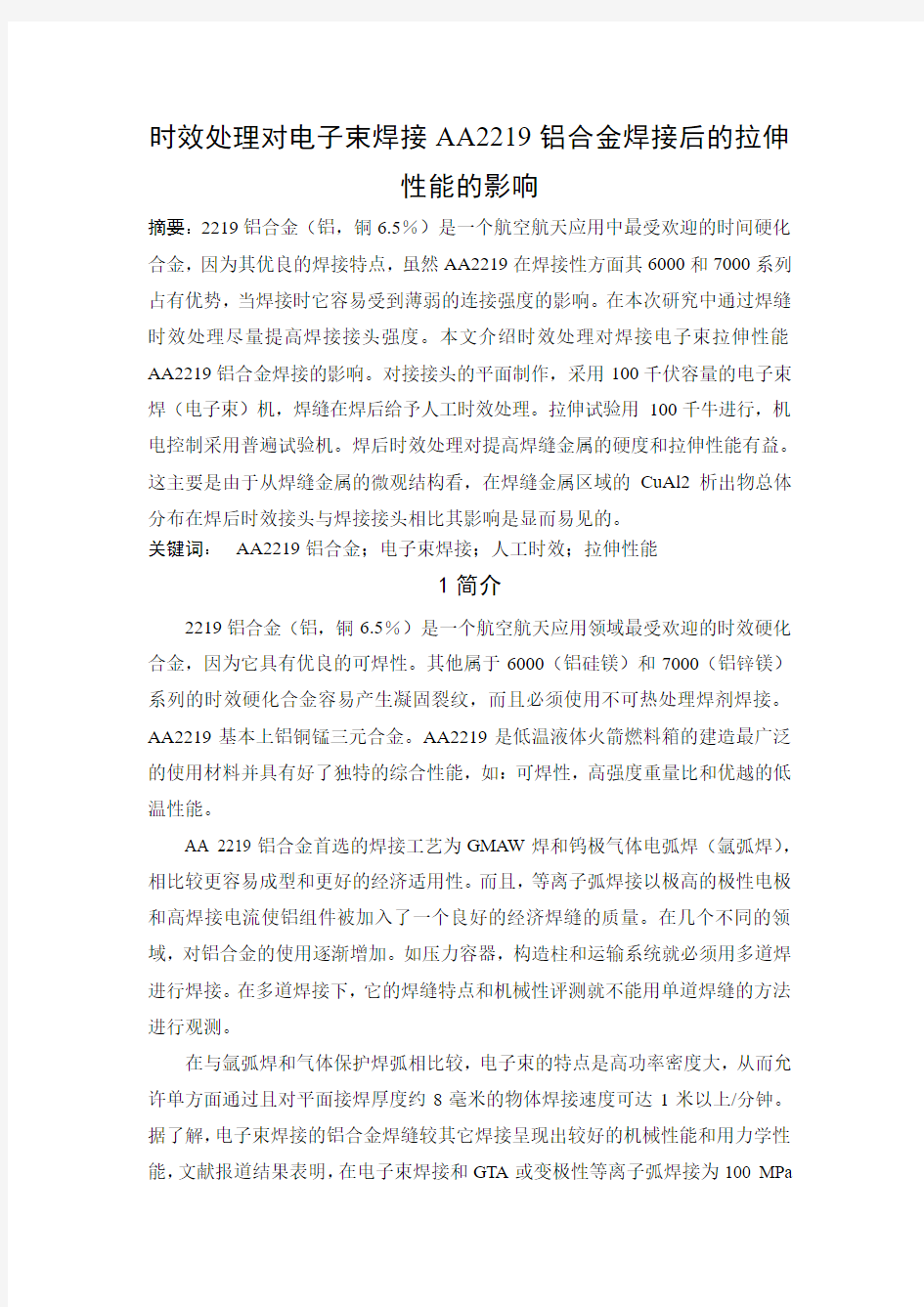
焊接接头被用钢锯剪切和用液压控制自动加工车床加工出所需的尺寸。横向拉伸试样准备如图1所示,为了获得拉伸接头性能。美国ASTM E8M - 90A型准则根据了准备试样的情况。光滑(无缺口)拉伸标本(图1a)准备横向评价接头的拉伸性能如屈服强度,抗拉强度,伸长率和百分比百分比减少截面积。缺口拉伸试样图1b)准备缺口拉伸强度评价和缺口强度比。
微观结构进行了检查使用光光学显微镜(VERSAMET - 3)注册成立用图像分析软件(Clemex -视力)。该金相检验的标本,切片从焊缝金属联合组成所需要的大小,热影响区,母材区。随后,他们被用砂纸打磨的不同等级。最后的抛光是利用钻石化合物(1微米颗粒大小)在光盘抛光机。标本被蚀刻Keller的试剂揭示微观结构。被测拉伸断口标本进行了分析用扫描电子显微镜(厂商:日本电子,日本;型号:5610LV)。样品保存用氧化物涂层防油。之前根据扫描电镜检查,超声清洗的标本用四氯化碳和丙酮。
a拉伸缺口(平滑)
b拉伸缺口试样
图一拉伸试样尺寸(所有尺寸以毫米)
3 结果
3.1 拉伸性能
通过横向拉伸性能,如屈服强度,抗拉强度,断裂伸长率,横截面面积减少的百分比,对2219铝合金电子束焊接接头性能进行评测。在每个情况下,三个样本进行了测试和三个结果的平均值计算,他们列于表4。
表四AA2219铝合金电子束焊接横向拉伸性能
接头类型屈服强度
(MP) 抗拉强度
(MP)
伸长(%)横截面面
积减少
(%)
缺口拉伸
强度
(MPa)
切口强度
比率
(NSR)
接头效率
(%)
BM 397 472 16.2 11.2 440 0.93
385 484 14.8 9.6 448 0.92
394 469 14.0 9.2 438 0.93
392 475 15 10 442 0.93
AW 225 245 10.8 6.6 215 0.88 52 216 235 10.2 6.1 210 0.89 49
219 234 10.8 5.8 202 0.86 50
220(?43%) 238(?
49%)
10.6 (?
29%)
6.2 (?
37%)
209 (?
52%)
0.88 (?
5%)
50.3
AA 238 266 11.9 6.9 160 0.60 56 232 257 11.1 6.4 155 0.60 53
229 263 11.8 6.5 144 0.55 56
233 (?40%) 262 (?
44%)
11.6 (?
22%)
6.6 (?
33%)
153 (?
65%)
0.58 (?
37%)
55
从这些数值中得出母材的变化,焊接母材的屈服强度和拉伸强度分别为392 MPa和475 MPa,但是,焊接接头的屈服强度和拉伸强度焊接接头分别为220 MPa 和238 MPa这表明,电子束焊接大约对强度值有一个40-45%的减少。AA接头的屈服强度和拉伸强度分别为233 MPa和262屈服强度和拉伸强度MPa,接头强度的改善大约有10%。焊接母材的伸长率和减少截面积分别为15%和10%。但AW的伸长率减少6.23%这表明,AA2219铝合金电子束焊接延展性减少约30%是由于
母材的缺口拉伸强度(NTS)442兆帕。但是,AW的缺口拉伸强度为209兆帕。这表明,因为电子束焊接母材的缺口拉伸强度减少大约50%。电子束焊使AA 的缺口拉伸强度达到153 MPa,这另一个缺口拉伸参数低。,切口强度低于焊接和热处理的铝合金2219接头。这表明,AA2219合金缺口敏感,都是脆性材料
的缺口。NSR预计为焊接母材为0.93,但它是作为焊接接头0.88。联合效率是一个比之间的焊接接头拉伸强度和拉伸强度母材的焊接的。时效处理对AA2219铝合金AW接头的影响仅仅是50%,因为拉伸强度为焊接接头及焊接的母材分别为238 MPa和475 MPa时。可看到AA接头10%的增幅。
3.2硬度
焊缝截面硬度已用维氏显微硬度测试仪测量完成其值列于表5。母材的硬度(为焊接母材)在其初始T4状态VHN接约为140。但是,焊接接头的硬度为90 VHN,从而表明由于焊接热度的影响减少了50 VHN。AA接头的硬度为101 VHN,这比焊接接头大10VHN。类似的趋势也已观察到热影响区和BM地区。由于重结晶颗粒极细在该地区形成,热影响区硬度较WM高。
表格五维氏的硬度值(加载0.05 kg)
接头类型焊缝热影响区母材
AW 90(?35%) 105(25%) 125(?10%)
AA 101(?28%) 115(?18%) 135(?3.5%)
3.3组织
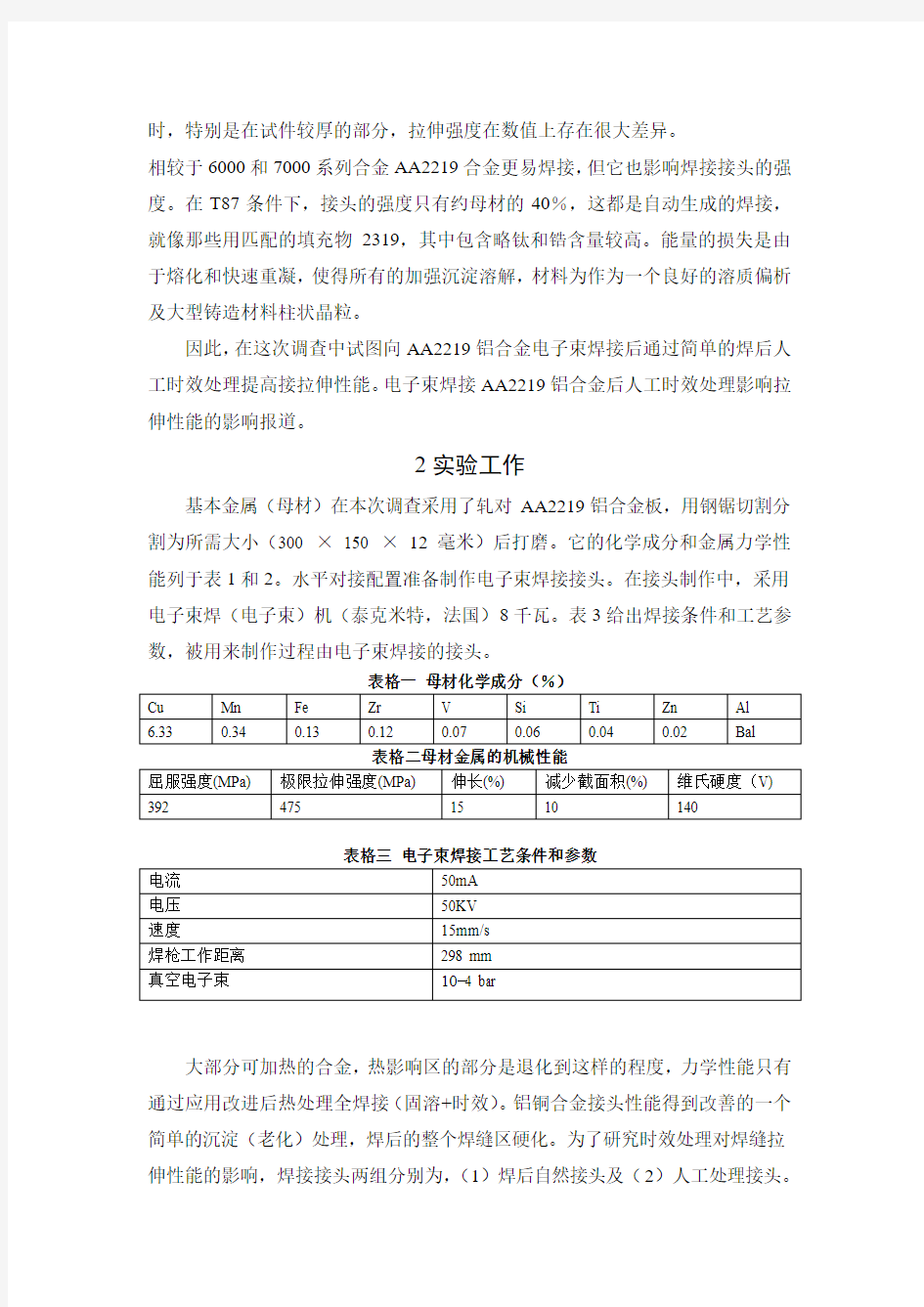
对所有不同的接头组织进行显微镜观察并拍照如图2,3,4。图2是电子束焊接AA2219铝合金焊缝金属的微观结构显示,接头和焊缝区的各种晶粒基本相同,这表明时效处理对焊缝晶粒距离没多大改变。然而,因焊后热处理有一个明显的在沉淀物(黑色颗粒物)的变化,依靠固溶处理和时效处理,铝铜合金形成沉淀物CuAl2,在AA接头,沉淀物陆续在晶界聚集(图2a)。在AA接头由于人工时效处理,析出物分布在晶界形成网状物(图2b)。
一般来说,相比熔焊工艺,电子束焊接过程中产生的一个非常狭窄的热影响区(HAZ)。虽然热影响区很窄,它包含两个不同的区域,即,细晶热影响区(FGHAZ)和粗晶热影响区(粗晶区)。图3描述了细晶HAZ的融合和图4显示细晶HAZ和粗晶HAZ的相交区间。温度熔合区附近金属晶粒的增长没有因快速冷却而改变,晶粒在该地区更精细树枝晶的增长主要出现在热影响区(HAZ)的另一端。该区域,呈现球状晶相,被认定为粗晶区。
a AW接头
b AA接头
图2光学显微镜下的焊缝
a AW接头 a AW接头
b AA接头 b AA接头
图3粗晶热影响区图4 细晶热影响区
3.4断口
对AA2219铝合金电子束焊接拉伸试样的断口进行了电镜扫描揭示了断口形貌。无缺口和断口缺口拉伸试件如图5和图6分别显示。图5中的断口显示出,在拉伸载荷下的试样缺口没有韧性。在弹性测试中,一般空洞形成之前,缩颈。
相反,如果一个颈部形成较早,无效形成变得更为突出。AW接头的粗晶区如图5a,细晶区的AA接头如图5b。AA接头的晶相比AW晶相显示出更高的延伸韧性。即使这样,从断口形貌看,韧性材料(铝合金)缺口表现为脆性材料这显然是显而易见的。
a AW接头
b AA接头
图5 断口光滑(无缺口)拉伸试样
4讨论
从实验结果很明显的得出,AA2219铝合金电子束焊接的横向拉伸性能已被
大大减少了。焊后时效处理,有助于提高铝合金AA2219电子束焊接的拉伸性能。即使是简单的时效处理,也能在一定程度上改善电子束焊接AA2219铝合金的拉伸性能。拉伸试样的最失败的焊缝区它表明,焊缝区比其他地区弱,这也是明显的硬度测量(显示焊接区域低硬度比其他地区)。
在电子束焊接中,CuAl2晶体的大小和分布对拉伸性能和硬度起到很大的作用。从微观结构分析,这是观察到焊缝金属总是很容易组成等轴晶。目前没有任何证据发现产生树枝状结晶。这主要是由于电子束焊接的非常高冷却速度造成。细小均匀分布CuAl2晶粒析出的是由于高强度母材(AA2219)造成。焊接过程中,这些晶体就析出了的,焊缝应该有这种物质[8]。然而,由于对高冷却焊接涉及的不是物质都得到扩散,其中少数物质的析出如整个矩阵图6a所示析出。甲晶体必须由铜,铝组成,因为没有填料合金使用了所以没有可能形成其他沉淀物。然而,这些形态的晶体并不像已知的任何铝铜晶体析出,如GP区,θ'和θ"。GP区是众所周知的形式沿{1000}晶面析出的,被认为是由两铜原子中由三个Al原子分离。θ'是CuAl2相[9] semicoherent板。上述的圆形颗粒可不是金属焊接所造成的。大卫和维特克认为,这一可能性是,这些沉淀物在焊缝金属中的析出是由于快速熔化和凝固,而完全溶解的沉淀物则不能发生。
它也期待有溶解析出的CuAl2完全,由于自然老化或由于其余焊接焊后热处理是完整的。这是早期表现出的特征,因为观察到电子束焊接后的晶相颗粒圆润。因此,它也有可能是在电子束焊接金属颗粒的沉淀物(图6a)他们已经完全融化在焊接过程,可导致焊缝金属的自然老化。
a AW接头
b AA接头
图5 缺口拉伸试样的断口
在电子束焊接,焊缝快速升温的原因使热影响区区域达到溶液的温度。此外,电子束焊接过程是一个很快的过程,因此,在冷却过程中的冷却速度高(快冷却)。因此,AW接头的条件类似的AS -溶液处理(ST)的条件。在固溶处理的情况下,该材料是直接淬火从溶液温度为冷水澡保留溶解在铝铜矩阵本身。但在如焊接条件下,接头不淬火冷焊后立即用水,相反,他们被允许冷却至室温。因此,它也有可能在电子束焊接金属颗粒的沉淀物可能在焊缝中自然老化,他们已经完全融化在焊接过程。在AA接头中,由于长时间加热(将近12小时)沉淀颗粒生长和变得粗糙,出现连续沿晶界(图6b)。早先的研究]结果表明,高强度的原因之一电子束焊接金属的铜均匀分布矩阵。这可能是原因和改进接头拉伸性能和硬度的特性。
5结论
在这文章中,焊后时效处理对电子束(EB)焊接AA2219铝合金具有在详细分析。继本次调查推导出了重要的结论:屈服强度和焊后拉伸强度AA接头分别为和262 MPa的233MPa。与AW接头相比,数值增长约10%。AA接头的伸长率和截面积分别减少了11.6%和6.66%,与AW接头相比,改善其性能10%。AW接头中以不连续团聚方式在晶界中析出,在AA接头中,沉淀分布在晶界中
形成一个网状。这应该是时效处理改善接头性能的原因。
参考文献
1. Hartman JA, Beil RJ, Hahn GT (1987) Effect of copper rich regions on tensile properties of VPPA weldments of 2219-T87 aluminum alloy. Weld J 66:73s–83s
2. Kostrivas A, Lippold JC (2000) Effect of multipass welding on mechanical and metallurgical properties of AA2219 aluminum alloy. Weld J 79:1s–8s
3. Dance GI (1994) Comparative evaluation of mechanical proper-ties of TIG, MIG, EBW and VPPA welded AA2219 aluminumalloy. Weld Met Fabr 24:216–222
4. Tosto S, Nenci F, Hu J (1996) Microstructure and properties of electron beam welded and post welded 2219 aluminum alloy. Mat Sci Technol 12:323–328
5. Huang C, Kou S (2000) Effect of post weld heat treatment on mechanical and metallurgical properties of heat treatable alumi-num alloys. Weld J 79(5):113s–120s
6. Hwan TK, Soo WM (1996) Solidification cracking susceptibil-ity of high strength aluminum alloy weldment. Scr Mater 36:1139–1145
7. Yang YP, Dong P, Zhang JZ, Tian X (2000) Microstructural characterization of electron beam welded aluminum alloys. Weld J 79:9s–17s
8. Wang XG, Lin DC, Srivatsan TS (2003) Mechanism for the formation of equiaxed grains in welds of aluminum-lithium alloy 2090. Mat Sci Engng 46:304–309
9. Huang C, Kou S (2001) Influences of post weld aging treatment on fusion zone microstructures of high strength aluminum alloy. Weld J 80:9s–17s
10. David SA, Vitek JM (1989) The formation mechanisms of strengthening precipitates in age hardenable aluminum alloys. Int Mater Rev 24:213–245
11. Vaidyanathan V, Wolverton C, Chen IQ (2001) Multiscale modeling of θ′precipitation in AlCu binary alloys. Acta Mater 52:2973–2987
12. Ishchenko YS (1989) Effect of post weld aging treatment on tensile properties of high strength aluminum alloys. Weld Int 16:654–656
13. Kou S, Le Y (1986) Nucleation mechanism and grain refining of weld metal. Weld
J 65:65–70
14. Koteswara rao SR, Madhusudhana Reddy G, Srinivasa rao K, Kamaraj M, Prasad Rao K (2005) Reasons for superior mechan-ical and corrosion properties of 2219 aluminum alloy electron beam welds. Mater Charact 40:236–248
铝合金热处理原理
铝合金热处理原理 铝合金铸件的热处理就是选用某一热处理规范,控制加热速度升到某一相应温度下保温一定时间并以一定得速度冷却,改变其合金的组织,其主要目的是提高合金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。 铝合金热处理特点 众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很低。然而对铝合金并不然,铝合金刚淬火后,强度与硬度并不立即升高,至于塑性非但没有下降,反而有所上升。但这种淬火后的合金,放置一段时间(如4~6昼夜后),强度和硬度会显著提高,而塑性则明显降低。淬火后铝合金的强度、硬度随时间增长而显著提高的现象,称为时效。时效可以在常温下发生,称自然时效,也可以在高于室温的某一温度范围(如100~200℃)内发生,称人工时效。 铝合金时效强化原理 铝合金的时效硬化是一个相当复杂的过程,它不仅决定于合金的组成、时效工艺,还取决于合金在生产过程中缩造成的缺陷,特别是空位、位错的数量和分布等。目前普遍认为时效硬化是溶质原子偏聚形成硬化区的结果。 铝合金在淬火加热时,合金中形成了空位,在淬火时,由于冷却快,这些空位来不及移出,便被“固定”在晶体内。这些在过饱和固溶体内的空位大多与溶质原子结合在一起。由于过饱和固溶体处于不稳定状态,必然向平衡状态转变,空位的存在,加速了溶质原子的扩散速度,因而加速了溶质原子的偏聚。 硬化区的大小和数量取决于淬火温度与淬火冷却速度。淬火温度越高,空位浓度越大,硬化区的数量也就越多,硬化区的尺寸减小。淬火冷却速度越大,固溶体内所固定的空位越多,有利于增加硬化区的数量,减小硬化区的尺寸。 沉淀硬化合金系的一个基本特征是随温度而变化的平衡固溶度,即随温度增加固溶度增加,大多数可热处理强化的的铝合金都符合这一条件。沉淀硬化所要求的溶解度-温度关系,可用铝铜系的Al-4Cu 合金说明合金时效的组成和结构的变化。图3-1铝铜系富铝部分的二元相图,在548℃进行共晶转变L→α+θ(Al2Cu)。铜在α相中的极限溶解度5.65%(548℃),随着温度的下降,固溶度急剧减小,室温下约为0.05%。 在时效热处理过程中,该合金组织有以下几个变化过程: 形成溶质原子偏聚区-G·P(Ⅰ)区 在新淬火状态的过饱和固溶体中,铜原子在铝晶格中的分布是任意的、无序的。时效初期,即时效温度低或时效时间短时,铜原子在铝基体上的某些晶面上聚集,形成溶质原子偏聚区,称G·P(Ⅰ)区。G·P(Ⅰ)区与基体α保持共格关系,这些聚合体构成了提高抗变形的共格应变区,故使合金的强度、硬度升高。 G·P区有序化-形成G·P(Ⅱ)区 随着时效温度升高或时效时间延长,铜原子继续偏聚并发生有序化,即形成G·P(Ⅱ)区。它与基体α仍保持共格关系,但尺寸较G·P(Ⅰ)区大。它可视为中间过渡相,常用θ”表示。它比G·P(Ⅰ)区周围的畸变更大,对位错运动的阻碍进一步增大,因此时效强化作用更大,θ”相析出阶段为合金达到最大强化的阶段。 形成过渡相θ′ 随着时效过程的进一步发展,铜原子在G·P(Ⅱ)区继续偏聚,当铜原子与铝原子比为1:2时,形成过渡相θ′。由于θ′的点阵常数发生较大的变化,故当其形成时与基体共格关系开始破坏,即由完全共格变为局部共格,因此θ′相周围基体的共格畸变减弱,对位错运动的阻碍作用亦减小,表现在合金性能上硬度开始下降。由此可见,共格畸变的存在是造成合金时效强化的重要因素。 形成稳定的θ相 过渡相从铝基固溶体中完全脱溶,形成与基体有明显界面的独立的稳定相Al2Cu,称为θ相此时θ相与基体的共格关系完全破坏,并有自己独立的晶格,其畸变也随之消失,并随时效温度的提高或时间的
铝合金最佳固溶时效强化工艺参数的研究
实验十铝合金最佳固溶时效强化工艺参数的研究 —Al—Si-Cu-Mg-Mn系合金最佳固溶时效强化工艺参数的测定 一、实验目的: 通过Al—Si-Cu-Mg-Mn的成分配制—合金的熔炼—合金的固溶时效—显微组织分析—机械性能测定,最终测得最佳的铝合金固溶与时效温度及热处理时间的工艺参数。 二、原理概述: 从过饱和固溶体中析出第二相(沉淀相)或形成溶质原子聚焦区以及亚稳定过渡相的过程称为脱溶或沉淀,是一种扩散型相变。具有这种转变的最基本条件是,合金在平衡状态图上有固溶度的变化,并且固溶度随温度降低而减少,如图1所示。如果将C0成分的合金自A单相α固溶体状态缓慢冷却到固溶度线(MN)以下温度(如T3)保温时,β相将从α相中脱溶析出,α相的成分将沿固溶度线变化为平衡浓度C1,这种变化可表示为:α(C0)→α(C1)+β。β为平衡相,可以是端际固溶体,也可以是中间相,反应产物为(α+β)双相组织,将这种双相组织加热到固溶度线以上某一温度,(如T1)保温足够时间,将获得均匀的单相固溶体α相,这种处理称为固溶处理。 图1固溶处理与时效处理的工艺过程示意图 若将经过固溶处理的C0成分合金急冷,抑制α相分解,则在室温下获得亚稳的过饱和α相固溶体。这种过饱和固溶体在室温或在较高温度下等温保持时,亦将发生脱溶,但脱溶往往不是状态图中的平衡相,而是亚稳相或溶质原子聚焦区。这种脱溶可显著提高合金的强度和硬度,称为沉淀强化或时效强化,是强化合金材料的重要途径之一。 固溶加时效是提高合金强度的一种重要途径,它不同于钢材的强化,钢在淬火后可立即获得很高的硬度和强度。铝合金淬火后,硬度和强度并不立即升高,但塑性较高,但把这种淬火后的铝合金放置一些时间(4~6天)后,强度和硬度显著提高,而塑性明显降低。人们把淬火后的铝合金性能随时间而发生显著提高的现象称为时效。时效可以在室温发生,也可以在高于室温的某一温度范围(100~200℃)内发生。前者称自然时效,后者称人工时效。 本实验采用Al—Si-Cu-Mg-Mn进行温时效,在不同的温度下等温,然后测定合金的硬度,绘制时效硬化曲线。 Al—Si-Cu-Mg-Mn系合金经熔炼,金属模铸造,固溶时效处理后,合金强度为460~500MPa,同时还具有良好的流动性和优良的铸造性能。本合金基本成分为9.5%Si、4%Cu、0.5%Mg、0.5%Mn,由于这种合金不像Al-Cu及Al—Zn-Cu高强度铸造铝合金那样受到热裂
铝合金及热处理
铝合金的热处理 铸造铝合金的金相组织比变形铝合金的金相组织粗大,因而在热处理时也有所不同。前者保温时间长,一般都在2h以上,而后者保温时间短,只要几十分钟。因为金属型铸件、低压铸造件 铸造铝合金的金相组织比变形铝合金的金相组织粗大,因而在热处理时也有所不同。前者保温时间长,一般都在2h以上,而后者保温时间短,只要几十分钟。因为金属型铸件、低压铸造件、差压铸造件是在比较大的冷却速度和压力下结晶凝固的,其结晶组织比石膏型、砂型铸造的铸件细很多,故其在热处理时的保温也短很多。铸造铝合金与变形铝合金的另一不同点是壁厚不均匀,有异形面或内通道等复杂结构外形,为保证热处理时不变形或开裂,有时还要设计专用夹具予以保护,并且淬火介质的温度也比变形铝合金高,故一般多采用人工时效来缩短热处理周期和提高铸件的性能。 一、热处理的目的 铝合金铸件热处理的目的是提高力学性能和耐腐蚀性能,稳定尺寸,改善切削加工和焊接等加工性能。因为许多铸态铝合金的机械性能不能满足使用要求,除Al-Si系的ZL102,Al-Mg系的ZL302和Al-Zn系的ZL401合金外,其余的铸造铝合金都要通过热处理来进一步提高铸件的机械性能和其它使用性能,具体有以下几个方面:1)消除由于铸件结构(如璧厚不均匀、转接处厚大)等原因使铸件在结晶凝固时因冷却速度不均匀所造成的内应力;2)提高合金的机械强度和硬度,改善金相组织,保证合金有一定的塑性和切削加工性能、焊接性能;3)稳定铸件的组织和尺寸,防止和消除高温相变而使体积发生变化;4)消除晶间和成分偏析,使组织均匀化。
二、热处理方法1、退火处理 退火处理的作用是消除铸件的铸造应力和机械加工引起的内应力,稳定加工件的外形和尺寸,并使Al-Si系合金的部分Si结晶球状化,改善合金的塑性。其工艺是:将铝合金铸件加热到280-300℃,保温2-3h,随炉冷却到室温,使固溶体慢慢发生分解,析出的第二质点聚集,从而消除铸件的内应力,达到稳定尺寸、提高塑性、减少变形、翘曲的目的。 2、淬火 淬火是把铝合金铸件加热到较高的温度(一般在接近于共晶体的熔点,多在500℃以上),保温2h以上,使合金内的可溶相充分溶解。然后,急速淬入60-100℃的水中,使铸件急冷,使强化组元在合金中得到最大限度的溶解并固定保存到室温。这种过程叫做淬火,也叫固溶处理或冷处理。 3、时效处理 时效处理,又称低温回火,是把经过淬火的铝合金铸件加热到某个温度,保温一定时间出炉空冷直至室温,使过饱和的固溶体分解,让合金基体组织稳定的工艺过程。 合金在时效处理过程中,随温度的上升和时间的延长,约经过过饱和固溶体点阵内原子的重新组合,生成溶质原子富集区(称为G-PⅠ区)和G-PⅠ区消失,第二相原子按一定规律偏聚并生成G-PⅡ区,之后生成亚稳定的第二相(过渡相),大量的G-PⅡ区和少量的亚稳定相结合以及亚稳定相转变为稳定相、第二相质点聚集几个阶段。 时效处理又分为自然时效和人工时效两大类。自然时效是指时效强化在室温下进行的时效。人工时效又分为不完全人工时效、完全人工时效、过时效3
铝及铝合金热处理工艺
铝及铝合金热处理工艺
1. 铝及铝合金热处理工艺 1.1 铝及铝合金热处理的作用 将铝及铝合金材料加热到一定的温度并保温一定时间以获得预期的产品组织和性能。 1.2 铝及铝合金热处理的主要方法及其基本作用原理 1.2.1 铝及铝合金热处理的分类(见图1) 图1 铝及铝合金热处理分类 1.2.2 铝及铝合金热处理基本作用原理 (1) 退火:产品加热到一定温度并保温到一定时间后以一定的冷却速度冷却到室温。通过原子扩散、迁移,使之组织更加均匀、稳定、,内应力消除,可大大提高材料的塑性,但强度会降低。 ①铸锭均匀化退火:在高温下长期保温,然后以一定速度(高、中、低、慢)冷却,使铸锭化学成分、组织与性能均匀化,可提高材料塑性20%左右,降低挤压力20%左右,提高挤压速度15%左右,同时使材料表面处理质量提高。 铝及铝合金热处理 回归 均匀化退火 退火 成品退火 中间退火 过时效 欠时效 自然时效 人工时效 多级时效 时效 固溶淬火 离线淬火 在线淬火 一次淬火 阶段淬火 立式淬火 卧式淬火
②中间退火:又称局部退火或工序间退火,是为了提高材料的塑性,消除材料 内部加工应力,在较低的温度下保温较短的时间,以利于续继加工或获得某种性能的组合。 ③完全退火:又称成品退火,是在较高温度下,保温一定时间,以获得完全再 结晶状态下的软化组织,具有最好的塑性和较低的强度。 (2)固溶淬火处理:将可热处理强化的铝合金材料加热到较高的温度并保持一定 的时间,使材料中的第二相或其它可溶成分充分溶解到铝基体中,形成过饱和固溶体,然后以快冷的方法将这种过饱和固溶体保持到室温,它是一种不稳定的状态,因处于高能位状态,溶质原子随时有析出的可能。但此时材料塑性较高,可进行冷加工或矫直工序。 ①在线淬火:对于一些淬火敏感性不高的合金材料,可利用挤压时高温进行固 溶,然后用空冷(T5)或用水雾冷却(T6)进行淬火以获得一定的组织和性能。 ②离线淬火:对于一些淬火敏感性高的合金材料必须在专门的热处理炉中重新 加热到较高的温度并保温一定时间,然后以不大于15秒的转移时间淬入水中或油中,以获得一定的组织和性能,根据设备不同可分为盐浴淬火、空气淬火、立式淬火、卧式淬火。 (3)时效:经固溶淬火后的材料,在室温或较高温度下保持一段时间,不稳定的 过饱和固溶体会进行分解,第二相粒子会从过饱和固溶体中析出(或沉淀),分布在α(AL)铝晶粒周边,从而产生强化作用称之为析出(沉淀)强化。自然时效:有的合金(如2024等)可在室温下产生析出强化作用,叫做自然时效。人工时效:有些合金(如7075等)在室温下析出了强化不明显,而在较高温度下的析出强化效果明显,称为人工时效。 人工时效可分为欠时效和过时效。 ①欠时效:为了获得某种性能,控制较低的时效温度和保持较短的时效时间。 ②过时效:为了获得某些特殊性能和较好的综合性能,在较高的温度下或保温 较长的时间状态下进行的时效。 ③多级时效:为了获得某些特殊性能和良好的综合性能,将时效过程分为几个 阶段进行。
铝合金时效处理相关
铸造铝合金的金相组织比变形铝合金的金相组织粗大,因而在热处理时也有所不同。前者保温时间长,一般都在2h以上,而后者保温时间短,只要几十分钟。因为金属型铸件、低压铸造件、差压铸造件是在比较大的冷却速度和压力下结晶凝固的,其结晶组织比石膏型、砂型铸造的铸件细很多,故其在热处理时的保温也短很多。铸造铝合金与变形铝合金的另一不同点是壁厚不均匀,有异形面或内通道等复杂结构外形,为保证热处理时不变形或开裂,有时还要设计专用夹具予以保护,并且淬火介质的温度也比变形铝合金高,故一般多采用人工时效来缩短热处理周期和提高铸件的性能。 一、热处理的目的铝合金铸件热处理的目的是提高力学性能和耐腐蚀性能,稳定尺寸,改善切削加工和焊接等加工性能。因为许多铸态铝合金的机械性能不能满足使用要求,除Al-Si 系的ZL102,Al-Mg系的ZL302和Al-Zn系的ZL401合金外,其余的铸造铝合金都要通过热处理来进一步提高铸件的机械性能和其它使用性能,具体有以下几个方面:1)消除由于铸件结构(如璧厚不均匀、转接处厚大)等原因使铸件在结晶凝固时因冷却速度不均匀所造成的内应力;2)提高合金的机械强度和硬度,改善金相组织,保证合金有一定的塑性和切削加工性能、焊接性能;3)稳定铸件的组织和尺寸,防止和消除高温相变而使体积发生变化;4)消除晶间和成分偏析,使组织均匀化。 二、热处理方法1、退火处理退火处理的作用是消除铸件的铸造应力和机械加工引起的内应力,稳定加工件的外形和尺寸,并使Al-Si系合金的部分Si结晶球状化,改善合金的塑性。其工艺是:将铝合金铸件加热到280-300℃,保温2-3h,随炉冷却到室温,使固溶体慢慢发生分解,析出的第二质点聚集,从而消除铸件的内应力,达到稳定尺寸、提高塑性、减少变形、翘曲的目的。 2、淬火淬火是把铝合金铸件加热到较高的温度(一般在接近于共晶体的熔点,多在500℃以上),保温2h以上,使合金内的可溶相充分溶解。然后,急速淬入60-100℃的水中,使铸件急冷,使强化组元在合金中得到最大限度的溶解并固定保存到室温。这种过程叫做淬火,也叫固溶处理或冷处理。 3、时效处理时效处理,又称低温回火,是把经过淬火的铝合金铸件加热到某个温度,保温一定时间出炉空冷直至室温,使过饱和的固溶体分解,让合金基体组织稳定的工艺过程。合金在时效处理过程中,随温度的上升和时间的延长,约经过过饱和固溶体点阵内原子的重新组合,生成溶质原子富集区(称为G-PⅠ区)和G-PⅠ区消失,第二相原子按一定规律偏聚并生成G-PⅡ区,之后生成亚稳定的第二相(过渡相),大量的G-PⅡ区和少量的亚稳定相结合以及亚稳定相转变为稳定相、第二相质点聚集几个阶段。 时效处理又分为自然时效和人工时效两大类。自然时效是指时效强化在室温下进行的时效。人工时效又分为不完全人工时效、完全人工时效、过时效3种。1)不完全人工时效:把铸件加热到150-170℃,保温3-5h,以获得较好抗拉强度、良好的塑性和韧性,但抗蚀性较低的热处理工艺;2)完全人工时效:把铸件加热到175-185℃,保温5-24h,以获得足够的抗拉强度(即最高的硬度)但延伸率较低的热处理工艺;3)过时效:把铸件加热到190-230℃,保温4-9h,使强度有所下降,塑性有所提高,以获得较好的抗应力、抗腐蚀能力的工艺,也称稳定化回火。
铝合金热处理状态定义
铝合金T状态含义如下: T1-----铝材从高温热加工冷却下来,经自然时效所处的充分稳定的状态。适用于热挤压的不进行冷加工的材料,或矫直等冷加工对其标定力学性能无影响的产品。 T2-----铝材从高温热加工冷却后冷加工,然后再进行自然时效的状态。如为了提高强度,对热挤压产品进行冷加工,在通过自然时效可达到充分稳定的状态,也适用于矫直加工会影响其标定力学性能的产品。 T3-----固溶处理后进行冷加工,然后通过自然时效所达到的一种状态。适用于固溶处理后通过冷加工能提高其自然时效状态的强度性能的产品,或矫直能影响其标定力学性能的产品; T31-----固溶热处理,冷加工月1%变形量,然后自然时效; T351-----固溶热处理,通过可控的拉伸量消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材的冷精轧量即冷精整变形量1%~3%,手锻件或环锻件及轧制环的永久变形量1%~5%),然后自然时效。拉伸后不再进行矫直;T3510-----固溶热处理,通过可控的拉伸量对挤压材消除应力(挤压管、棒、型材的永久变形量1%~3%,拉伸管的永久变形量0.5%~3%),然后自然时效。拉伸后不再进行矫直; T3511-----同T3510状态,但拉伸后作了镜面矫直,以达到标准规定的尺寸偏差精度; T352-----固溶热处理,压缩永久变形量1%~5%以消除应力,然后自然时效;T354-----固溶热处理,在精整模内冷整形以消除应力,然后自然时效,适用于模锻件; T36-----固溶热处理,冷加工约6%变形量,然后自然时效; T37-----固溶热处理,冷加工约7%变形量,然后自然时效; T39-----固溶热处理,适量的冷加工变形以满足既定的力学性能要求,冷加工可在自然时效前进行,也可在其后进行。 T4-----固溶热处理与自然时效。 T41-----在热水中淬火的状态,以防止变形与产生较大的热应力,此状态用于锻件; T42-----固溶热处理与自然时效,适用于自退火状态或F状态固溶热处理的实验材料,也适用于用户将任何状态的材料固溶热处理与自然时效; T451-----固溶热处理,通过一定量的拉伸以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件和轧制环的1%~5%),然后自然时效。拉伸后不得作进一步的矫直; T4510-----固溶热处理,一定量的拉伸以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后自然时效,拉伸后不得作进一步的矫直; T4511-----同T4510状态,但拉伸后作了镜面矫直,以达到标准规定的尺寸偏差精度; T452-----固溶热处理,压缩永久变形量1%~5%以消除应力,然后自然时效;T454-----固溶热处理,在精整模内冷整形以消除应力,然后自然时效,适用于模锻件; T5-----从热加工温度冷却后再进行人工时效。
铝合金时效过程
铝合金时效过程85-3 顾景诚 一、前言 铝合金时效现象是在1906年由德国的Wilm发现的。他在九月一个星期六的上午将Al-4%Cu-0.5%Mg合金于水中淬火后,下午进行硬度测定,过了星期天,星期一上午继续测定硬度,发现硬度显著增加,原以为硬度计失灵,但是,反复验证结果总是一样。Wilm将此结果于1911年以《含镁铝合金的物理冶金学研究》为题发表出来。从此以后,人们对铝合金时效现象做了大量研究工作。时效处理已成为铝合金强化的重要手段。今天,铝合金材料应用这样广泛,成为仅次于钢铁,而且正以它无与伦比的优点来代替木材、铜材、钢铁等,都应当归功于时效现象的应用。 经过半个多世纪,各国学者共同努力,对各种铝合金系的析出行为、析出理论、析出与合金性能的关系,做了大量研究工作。尤其是随着现代科学技术的发展、电子显微技术、电子微区分析、热差分析、X射线衍射技术的应用,对析出相的形核、成长、长大做出了定量研究,使我们对时效现象的本质有了进一步认识。最近,日本高桥恒夫等用高能电子显微镜对铝铜合金的时效过程的晶格直接摄影,摄取了G P(1)区和G P(2)区的结构。但是,从各国开发新结构铝合金材料来看,利用时效现象来提高时效硬化型铝合金的性能也并非顺利,这说明对铝合金时效现象本质应做进一步探讨。 作者于1983年7月在沈阳听了日本高桥恒夫教授关于铝合金时效析出问题的讲座。高桥先生介绍了他们试验室的最新研究成果和有关铝合金时效析出的现代理论。结合其他一些文献现将讲座主要内容介绍如下。 二、过饱和固溶体的结构
在变形铝合金范围内,合金成分基本上处在α-Al的固溶体范围内。对于时效型变形铝合金,它们的成分在室温和略高温度下都稍微超过它的固溶极限,而在高于某一温度却小于固溶极限,也就是说在这一温度之上呈固溶状态。将高温的固溶状态通过强制冷却,在常温下仍保持固溶状态,这种做法称之为固溶处理。所得到的固溶体称为过饱和固溶体。 过饱和固溶体是一种不稳定的组织,不仅溶质原子呈过饱和状态,而空位也呈过饱和状态。这些过饱和空位,有的同溶质原子结合形成科垂耳气团,有的向晶界逃逸,有的互相结合,塌陷后形成位错环。 以过饱和形式存在于铝基体中的溶质原子更容易发生偏聚。例如,在Al-Cu 合金中,Cu原子容易发生“Knot”偏聚,其形式有各种各样,同时,在热力学上也是不稳定的,时而形成,时而解散。但是,将在有利于形成CuAl 的位置上 2 出现“Knot”的几率高。 时效处理之前,由于溶质原子扩散,将在最易析出的晶面上沿某一晶体方向生成所谓“Knot”的原子集团,而在“Knot”周围发生晶格畸变,这就引起固溶硬化,也使电阻增加。这个“Knot”有时也称为原子群(group)或原子链(cluster),目前也有称之为集合体(complex)的[1]。浓度起伏所引起的这些溶质原子的集合体可能成为时效时GP区和析出粒子的核心。 过饱和固溶溶质原子的偏聚与空位浓度有关,而过饱和空位在铝基体中的分布也是遵循数理统计规律的。空位浓度也存在起伏。一般说来,在溶质原子周围的空位浓度高于其他地方,同时,在空位浓度大的地方也易于富集溶质原子,因为溶质原子的富集是通过扩散来实现的,扩散就是原子位移,而位移是通过同铝原子或空位交换位置来实现的,与空位交换位置是容易的。因此,淬火固定的过饱和空位的浓度以及它的分布状态对过饱和固溶体的稳定性和时效处理时GP区和析出相粒子的大小、弥散性和分布状态影响很大。 总之,过饱和固溶体的组织存在溶质原子的过饱和及空位的过饱和,由于溶
铝合金热处理工艺
铝合金热处理工艺 作者:中国铝板带箔信息中心日期:2006-12-16 点击数:284 3.1铝合金热处理原理 铝合金铸件的热处理就是选用某一热处理规范,控制加热速度升到某一相应温度下保温一定时间并以一定得速度冷却,改变其合金的组织,其主要目的是提高合金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。 3.1.1铝合金热处理特点 众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很低。然而对铝合金并不然,铝合金刚淬火后,强度与硬度并不立即升高,至于塑性非但没有下降,反而有所上升。但这种淬火后的合金,放置一段时间(如4,6昼夜后),强度和硬度会显著提高,而塑性则明显降低。淬火后铝合金的强度、硬度随时间增长而显著提高的现象,称为时效。时效可以在常温下发生,称自然时效,也可以在高于室温的某一温度范围(如100,200?)内发生,称人工时效。 3.1.2铝合金时效强化原理 铝合金的时效硬化是一个相当复杂的过程,它不仅决定于合金的组成、时效工艺,还取决于合金在生产过程中缩造成的缺陷,特别是空位、位错的数量和分布等。目前普遍认为时效硬化是溶质原子偏聚形成硬化区的结果。 铝合金在淬火加热时,合金中形成了空位,在淬火时,由于冷却快,这些空位来不及移出,便被“固定”在晶体内。这些在过饱和固溶体内的空位大多与溶质原子结合在一起。由于过饱和固溶体处于不稳定状态,必然向平衡状态转变,空位的存在,加速了溶质原子的扩散速度,因而加速了溶质原子的偏聚。硬化区的大小和数量取决于淬火温度与淬火冷却速度。淬火温度越高,空位浓度越大,硬化区的
数量也就越多,硬化区的尺寸减小。淬火冷却速度越大,固溶体内所固定的空位越多,有利于增加硬化区的数量,减小硬化区的尺寸。 沉淀硬化合金系的一个基本特征是随温度而变化的平衡固溶度,即随温度增加固溶度增加,大多数可热处理强化的的铝合金都符合这一条件。沉淀硬化所要求的溶解度,温度关系,可用铝铜系的Al,4Cu合金说明合金时效的组成和结构的变化。图3,1铝铜系富铝部分的二元相图,在548?进行共晶转变L?α,θ(Al2Cu)。铜在α相中的极限溶解度5.65,(548?),随着温度的下降,固溶度急剧减小,室温下约为0.05,。 在时效热处理过程中,该合金组织有以下几个变化过程: 3.1.2.1 形成溶质原子偏聚区,G?P(?)区 在新淬火状态的过饱和固溶体中,铜原子在铝晶格中的分布是任意的、无序的。时效初期,即时效温度低或时效时间短时,铜原子在铝基体上的某些晶面上聚集,形成溶质原子偏聚区,称G?P(?)区。G?P(?)区与基体α保持共格关系,这些聚合体构成了提高抗变形的共格应变区,故使合金的强度、硬度升高。 3.1.2.2 G?P区有序化,形成G?P(?)区 随着时效温度升高或时效时间延长,铜原子继续偏聚并发生有序化,即形成G?P(?)区。它与基体α仍保持共格关系,但尺寸较G?P(?)区大。它可视为中间过渡相,常用θ”表示。它比G?P(?)区周围的畸变更大,对位错运动的阻碍进一步增大,因此时效强化作用更大,θ”相析出阶段为合金达到最大强化的阶段。 3.1.2.3形成过渡相θ′ 随着时效过程的进一步发展,铜原子在G?P(?)区继续偏聚,当铜原子与铝原子比为1:2时,形成过渡相θ′。由于θ′的点阵常数发生较大的变化,故当其形成时与基体共格关系开始破坏,即由完全共格变为局部共格,因此θ′相周围基
铝合金的时效强化是如何进行和完成的
铝合金的时效强化是如何进行和完成的 经淬火后的铝合金强度、硬度随时间延长而发生显著提高的现象称之为时效,也称铝合金的时效硬化。这是铝合金强化的重要方法之一。 由定义可知,铝合金时效强化的前提,首先是进行淬火,获得饱和单相组织。在快冷淬火获得的固溶体,不仅溶质原子是过饱和的,而且空位(晶体点缺陷)也是过饱和的,即处于双重过饱和状态。以Al -4%Cu 合金为例,固溶处理后,过饱和α固溶体的化学成分就是合金的化学成分,即固溶体中钢含量为4%。由Al-Cu 相图可知,在室温平衡态下,α固溶体的含铜量仅为0.5%,故3.5%Cu过饱和固溶于α相中。当温度接近纯铝熔点时,空位浓度接近10-3数量级,而在常温下,空位浓度为10-11数量级,二者相差10-8级。经研究可知;铝合金固溶处理温度越高,处理后过饱和程度也越大,经时效后产生的时效强化效果也越大。因此固溶处理温度选择原则是:在保证合金不过烧的前提下,固溶处理温度尽可能提高。 固溶处理后的铝铜合金,在室温或某一温度下放置时,发生时效过程。此过程实质上是第二相Al2Cu 从过饱和固溶体中沉淀的过程。这种过程是通过成型和长大进行的,是一种扩散型的固态相变。它依下列顺序进行:a过→G.P区→θ’’相→θ’相→θ相 G.P区就是指富溶质原子区,对Al-Cu合金而言,就是富铜区。铝钢合金的G.P区是铜原子在(100)晶面上偏聚或从聚而成的,呈圆片状。它没有完整的晶体结构,与母相共格。200℃不再生成G.P 区。室温时效的G.P区很小,直径约50A,密度为1014-1015/mm3,G.P区之间的距离为20-40 ?。130℃时效15h后,G.P 区直径长大到90 ?,厚为4-6 ?。温度再高,G.P区数目开始减少。它可以在晶面处引起弹性应变。θ’’相是随时效温度升高或时效时间延长,G.P区直径急剧长大,且铜、铝原子逐渐形成规则排列,即正方有序结构。在θ’’过渡相附近造成的弹性共格应力场或点阵畸变区都大于G.P区产生的应力场,所以θ’’相产生的时效强化效果大于G.P区的强化作用。θ’相是指当继续增加时效时间或提高时效温度,θ’’相转变成为θ’相。θ’相属正方结构,θ’在(001)面上与基体铝共格,在z轴方向由于错配度过大,在(001)和(100)面上共格关系遭到部分破坏。θ相是平衡相,θ相的成分是Al2Cu,为正方有序结构。由于θ相完全脱离了母相,完全丧失了与基体的共格关系,引起应力场显著减弱。这也就意味着合金的硬度和强度显著下降。 影响时效强化效果的因素有哪些? 时效是按一定顺序进行的,强化效果受以下因素影响: (1) 时效温度。固定时效时间,对同一成分的合金而言,时效温度与时效强化效果(硬度)之间关系。在某一时效温度时,能获得最大硬化效果,这个温度称为最佳时效温度。不同成分的合金获得最大时效强化效果的时效温度是不同的。统计表明,最佳时效温度与合金熔点之间存在如下关系: T0 = (0.5 – 0.6)T (2) 时效时间。硬度与强度峰值出现在θ’’相的末期和θ’过渡相的初期,θ’后期已过时效,开始软化。当大量出现θ相时,软化已非常严重。故在一定的时效温度内,为获得最大时效强化效果,应有一最佳时效时间,即在θ’’产生并向θ’转变时所需的时间。 (3) 淬火温度、淬火冷却速度和淬火转移时间。实践证明,淬火温度越高,淬火冷郄速度越快,淬火中间转移时间越短,所获得的固溶体过饱和程度越大,时效进行后强化效果越大。 (4) 时效工艺。时效可选单级或分级时效。单级时效指在室温或低于100℃温度下进行的时效过程。它工
铝合金的热处理及硬度
铝合金的硬度 一、分类:展伸材料分非热处理合金及热处理合金 1.1 非热处理合金:纯铝—1000系,铝锰系合金—3000系,铝矽系合金—4000系,铝镁系合金—5000系。 1.2 热处理合金:铝铜镁系合金—2000系,铝镁矽系合金—6000系,铝锌镁系合金—7000系。 二、合金编号:我国目前通用的是美国铝业协会〈Aluminium Association〉的编号。兹举 例说明如下:1070-H14(纯铝) 2017-T4(热处理合金) 3004-H32(非热处理合金) 2.1第一位数:表示主要添加合金元素。 1:纯铝 2:主要添加合金元素为铜 3:主要添加合金元素为锰或锰与镁 4:主要添加合金元素为矽 5:主要添加合金元素为镁 6:主要添加合金元素为矽与镁 7:主要添加合金元素为锌与镁 8:不属於上列合金系的新合金 2.2第二位数:表示原合金中主要添加合金元素含量或杂质成分含量经修改的合金。 0:表原合金 1:表原合金经第一次修改 2:表原合金经第二次修改 2.3第三及四位数: 纯铝:表示原合金 合金:表示个别合金的代号 "-″:后面的Hn或Tn表示加工硬化的状态或热处理状态的鍊度符号 -Hn :表示非热处理合金的鍊度符号 -Tn :表示热处理合金的鍊度符号
2 铝及铝合金的热处理 一、鍊度符号:若添加合金元素尚不足於完全符合要求,尚须藉冷加工、淬水、时效 处理及软烧等处理,以获取所需要的强度及性能。这些处理的过程称 之为调质,调质的结果便是鍊度。 鍊度符号定义 F 制造状态的鍊度 无特定鍊度下制造的成品,如挤压、热轧、锻造品等。 H112 未刻意控制加工硬化程度的制造状态成品,但须保证机械性质。 O 软烧鍊度 完全再结晶而且最软状态。如系热处理合金,则须从软烧温度缓慢冷却,完全防止淬水效果。 H 加工硬化的鍊度 H1n:施以冷加工而加工硬化者 H2n:经加工硬化后再施以适度的软烧处理 H3n:经加工硬化后再施以安定化处理 n以1~9的数字表示加工硬化的程度 n=2 表示1/4硬质 n=4 表示1/2硬质 n=6 表示3/4硬质 n=8 表示硬质 n=9 表示超硬质 T T1:高温加工冷却后自然时效。挤型从热加工后急速冷却,再经常温十效硬化处理。亦可施以不影响强度的矫正加工,这种调质适合於热加工后冷却便有淬水效果的合金如:6063。 T3:溶体化处理后经冷加工的目的在提高强度、平整度及尺寸精度。 T36:T3经6%冷加工者。 T361:冷加工度较T3大者。 T4:溶体化处理后经自然时效处理。 T5:热加工后急冷再施以人工时效处理。 人工时效处理的目的在提高材料的机械性质及尺寸的安定性适用於热加工冷却便有淬水效
影响铝合金时效的因素
影响铝合金时效的因素 作者:工艺科:陈慧发布时间:2007.11.10, 00:00, 星期六 固溶淬火后铝合金的强度、硬度随时间延长而显著提高的现象,称为时效,铝合金时效硬化是一个相当复杂的过程,目前普遍认为时效硬化是溶质原子偏聚形成硬化区的结果,它不仅取决于合金元素的组成、时效工艺,还取决于合金在生产过程中所产生的缺陷状态,特别是空位、位错的数量和分布等,一般来说,铝合金的时效主要受以下因素的影响。 1)合金化学成分的影响 一种合金能否通过时效来强化,首先取决于组成合金的元素能否溶解于固溶体以及固溶度随温度变化的程度。如硅、锰在铝中的固溶度比较小,且随温度变化不大,而镁、锌虽然在铝基固溶体中有较大的固溶度,但它们与铝形成的化合物的结构与基体差异不大,强化效果甚微。因此,二元铝-硅、铝-锰、铝-镁、铝-锌通常都不采用时效强化处理;而有些二元合金,如铝-铜合金,及三元合金或多元合金,如铝-镁-硅、铝-铜-镁-硅合金等,它们在热处理过程中有溶解度变化和固态相变,则可通过热处理进行强化。 2)合金的固溶处理工艺影响 为获得良好的时效强化效果,在不发生过热、过烧及晶粒长大的条件下,淬火加热温度应高些,保温时间也要长些,这有利于获得最大过饱和度的均匀固溶体;另外在淬火冷却过程中不能析出第二相,否则在随后时效处理时,已析出相将起晶核作用,造成局部不均匀析出而降低时效强化效果。 3)时效温度的影响 在不同温度时效时,析出相的临界晶核大小、数量、成分以及聚集长大的速度不同,若温度过低,由于扩散困难,GP区不易形成,时效后强度、硬度低,当时效温度过高时,扩散易进行,过饱和固溶体中析出相的临界晶核尺寸大,时效后强度、硬度偏低,即产生过时效。因此,各种合金都有最适宜的时效温度。 4)铝合金的回归现象 经淬火自然时效后的铝合金(如铝-铜)重新加热到200~250℃,然后快冷到室温,则合金强度下降,重新变软,性能恢复到刚淬火状态;如在室温下放置,则与新淬火合金一样,仍能进行正常的自然时效,这种现象称为回归现象。在理论上回归处理不受处理次数的限制,但实际上,回归处理时很难使析出相完全重溶,造成以后时效过程中析出相呈局部析出,使时效强化效果逐次减弱。同时在反复加热过程中,固溶体晶粒有越来越大的趋势,这对性能不利。因此回归处理仅用于修理飞机用的铆钉合金,即可利用这一现象,随时进行铆接,而对其它铝合金很少有使用价值。 时效是提高可热处理强化铝合金力学性能的重要手段,只有摸清了时效强化的规律及其对于不同合金组织与性能的影响,我们才能利用这一工艺来提高铝合金的综合性能,以获得预期的效果。
铝合金的强化方式主要有以下几种
铝合金的强化方式主要有以下几种: 1.固溶强化 纯铝中加入合金元素,形成铝基固溶体,造成晶格畸变,阻碍了位错的运动,起到固溶强化的作用,可使其强度提高。根据合金化的一般规律,形成无限固溶体或高浓度的固溶体型合金时,不仅能获得高的强度,而且还能获得优良的塑性与良好的压力加工性能。Al-Cu、Al -Mg、Al-Si、Al-Zn、Al-Mn等二元合金一般都能形成有限固溶体,并且均有较大的极限溶解度(见表9-2),因此具有较大的固溶强化效果。 2.时效强化 合金元素对铝的另一种强化作用是通过热处理实现的。但由于铝没有同素异构转变,所以其热处理相变与钢不同。铝合金的热处理强化,主要是由于合金元素在铝合金中有较大的固溶度,且随温度的降低而急剧减小。所以铝合金经加热到某一温度淬火后,可以得到过饱和的铝基固溶体。这种过饱和铝基固溶体放置在室温或加热到某一温度时,其强度和硬度随时间的延长而增高,但塑性、韧性则降低,这个过程称为时效。在室温下进行的时效称为自然时效,在加热条件下进行的时效称为人工时效。时效过程中使铝合金的强度、硬度增高的现象称为时效强化或时效硬化。其强化效果是依靠时效过程中所产生的时效硬化现象来实现的。3.过剩相强化 假如铝中加入合金元素的数量超过了极限溶解度,则在固溶处理加热时,就有一部分不能溶入固溶体的第二相出现,称为过剩相。在铝合金中,这些过剩相通常是硬而脆的金属间化合物。它们在合金中阻碍位错运动,使合金强化,这称为过剩相强化。在生产中经常采用这种方式来强化铸造铝合金和耐热铝合金。过剩相数量越多,分布越弥散,则强化效果越大。但过剩相太多,则会使强度和塑性都降低。过剩相成分结构越复杂,熔点越高,则高温热稳定性越好。 4.细化组织强化 许多铝合金组织都是由α固溶体和过剩相组成的。若能细化铝合金的组织,包括细化α固溶体或细化过剩相,就可使合金得到强化。 由于铸造铝合金组织比较粗大,所以实际生产中经常利用变质处理的方法来细化合金组织。变质处理是在浇注前在熔融的铝合金中加入占合金重量2~3%的变质剂(常用钠盐混合物:2/3NaF+1/3NaCl),以增加结晶核心,使组织细化。经过变质处理的铝合金可得到细小均匀的共晶体加初生α固溶体组织,从而显著地提高铝合金的强度及塑性。
变形铝合金时效热处理相关知识汇总
变形铝合金时效热处理相关知识汇总(1)时效 aging 经固溶处理或冷变形后的合金,在室温或高于室温下,组织和性能随时间延续而变化,硬度、强度增高,塑性、韧性降低的现象。在室温下发生时效称自然时效。高于室温发生时效称人工时效。时效现象除铝铜合金外,在钢、铜合金,铁基、镍基、钴基高温合金中普遍存在,是提高合金强度的重要方法。低碳钢冷变形后在常温长时放置即出现屈服强度提高。硬铝合金经高温(520℃)淬火后在100~200℃时效,可获得最佳的强化效果。马氏体时效钢,沉淀硬化不锈钢,铁基、镍基、钴基高温合金均可在固溶处理后选择不同温度时效处理,可以从中获得最佳的组织和性能。 (2)时效处理 aging treatment 过饱和固溶体合金在室温或加热至一定温度保温,使溶质组元富集或析出第二相的热处理工艺。常温下时效称自然时效。高于室温加热时效称人工时效。时效析出第二相获得强化的现象称时效强化。低于或高于强化峰值温度的时效分别称为亚时效与过时效处理。形变后时效称形变时效或直接时效。在应力下时效称应力时效。强化效果取决于析出第二相的类型、数量、尺寸、形态、稳定性等因素。广泛用于铝合金、钛合金、高温合金、沉淀硬化钢、马氏体时效钢等。铝合金时效硬化峰值出现在溶质组元的富集G-P区(Ⅱ)末期。时效处理是强化合金的有效方法,可显著提高合金的强度和硬度,调整时效温度、时间可使合金的组织、性能满足使用要求,获得高的屈服强度、蠕变强度、疲劳性能等。含铜4%的铝合金经自然时效后强度为400MPa,比退火状态强度大一倍。时效硬化合金使用时,使用温度不应超过其时效温度。
(3)时效硬化 age hardening 经固溶处理的过饱和固溶体在室温或室温以上时效处理,硬度或强度显著增加的现象。原因是过饱和固溶体在时效过程中发生沉淀、偏聚、有序化等反应的产物,增加了位错运动的阻力形成的。位错与析出产物交互作用下硬化机制有位错剪切析出相粒子,基体与粒子间相界面积增加,使外力转变为界面能; 析出相与基体的层错能差异; 基体与析出粒子的切变模量不同。另外,析出相与基体共格应变场交互作用;参数不匹配;有序共格沉淀硬化作用;位错运动产生反相畴界,使位错不能通过析出相而弯曲绕过形成位错环也可产生硬化。控制时效温度、时间等条件可使合金获得不同的组织结构和强化效果。 (4)自然时效 natural aging 过饱和固溶体(主要是某些铝合金) 在室温(10~40℃)停放一段时间的过程称为自然时效。在室温下停放时,强度随时间的延续缓慢上升,达到一定数值后趋于稳定; 与此同时,合金的塑性逐渐减小。在硬度及强度明显增大前的一段时间内,塑性也较高,可进行成型加工及矫正等工序,然后再自然时效一段时间,待硬度(强度) 达稳定值后即可投入安装使用。对明显硬化前的时间间隔较短的合金,还可采用冷冻方法延迟时效过程,以便进行加工及矫正。自然时效倾向较小的合金则需采用人工时效进行强化。 (5)人工时效 Artificial ageing 将经过固溶处理的合金加热到低于溶解度曲线的某一温度保温一段时间,使第二相在该温度下发生脱溶,合金的强度和硬度升高。人工时效所需时间较短,但强化效果较差。在工业上比自然时效应用更加广泛。
铝及其合金的强化机制
铝及其合金的强化机制 因为是纯铝,不能进行热处理强化,就只能靠形变强化(冷变形),强化原理为冷变形后位错密度增加,且位错相互缠绕并形成胞状结构(形变亚晶),不但能够阻碍位错滑移,而且是不能滑移的位错数量增加。 1、热处理,使纯铝发生再结晶,这个原理是细晶强化,晶粒细小,金属的强度和塑性都得到提高; 2、锻造、挤压、拉拔等工艺造成加工硬化,原理是形变强化,形变造成位错密度增大,金属强度增大,但是塑性下降; 3、采用喷丸、喷砂等工艺对铝的表面进行加工,使其表面得到强化,即表面强化,铝的强度提高,但是塑性降低,其强化原理仍然是形变强化; 4、还有一类特殊的强化,即制备很细的铝晶须,铝晶须的强化很高,达到纯铝强度的10倍左右; 5、其他强化手段如固溶强化、沉淀强化、颗粒强化等都改变了铝的成分; 铝合金的强化方式主要有以下几种: 1.固溶强化 纯铝中加入合金元素,形成铝基固溶体,造成晶格畸变,阻碍了位错的运动,起到固溶强化的作用,可使其强度提高。根据合金化的一般规律,形成无限固溶体或高浓度的固溶体型合金时,不仅能获得高的强度,而且还能获得优良的塑性与良好的压力加工性能。Al-Cu、Al -Mg、Al-Si、Al-Zn、Al-Mn等二元合金一般都能形成有限固溶体,并且均有较大的极限溶解度(见表9-2),因此具有较大的固溶强化效果。 2.时效强化 合金元素对铝的另一种强化作用是通过热处理实现的。但由于铝没有同素异构转变,所以其热处理相变与钢不同。铝合金的热处理强化,主要是由于合金元素在铝合金中有较大的固溶度,且随温度的降低而急剧减小。所以铝合金经加热到某一温度淬火后,可以得到过饱和的铝基固溶体。这种过饱和铝基固溶体放置在室温或加热到某一温度时,其强度和硬度随时间的延长而增高,但塑性、韧性则降低,这个过程称为时效。在室温下进行的时效称为自然时效,在加热条件下进行的时效称为人工时效。时效过程中使铝合金的强度、硬度增高的现象称为时效强化或时效硬化。其强化效果是依靠时效过程中所产生的时效硬化现象来实现的。3.过剩相强化 假如铝中加入合金元素的数量超过了极限溶解度,则在固溶处理加热时,就有一部分不能溶入固溶体的第二相出现,称为过剩相。在铝合金中,这些过剩相通常是硬而脆的金属间化合物。它们在合金中阻碍位错运动,使合金强化,这称为过剩相强化。在生产中经常采用这种方式来强化铸造铝合金和耐热铝合金。过剩相数量越多,分布越弥散,则强化效果越大。但过剩相太多,则会使强度和塑性都降低。过剩相成分结构越复杂,熔点越高,则高温热稳定性越好。 4.细化组织强化 许多铝合金组织都是由α固溶体和过剩相组成的。若能细化铝合金的组织,包括细化α固溶体或细化过剩相,就可使合金得到强化。 由于铸造铝合金组织比较粗大,所以实际生产中经常利用变质处理的方法来细化合金组织。变质处理是在浇注前在熔融的铝合金中加入占合金重量2~3%的变质剂(常用钠盐混合物:2/3NaF+1/3NaCl),以增加结晶核心,使组织细化。经过变质处理的铝合金可得到细小均匀的共晶体加初生α固溶体组织,从而显著地提高铝合金的强度及塑性。
各系列铝合金的用途、强化相
各系列铝合金的用途、强化相 根据铝板含有的金属元素不同,铝板大概可以分为9个大类,也就是可以分9个系列,下面逐步大概介绍一下: 一、1000系列 代表 1050 1060 1070 1000系列铝板又被称为纯铝板,在所有系列中1000系列属于含铝量最多的一个系列。纯度可以达到99.00%以上。由于不含有其他技术元素,所以生产过程比较单一,价格相对比较便宜,是目前常规工业中最常用的一个系列。目前市场上流通的大部分为1050以及1060系列。1000系列铝板根据最后两位阿拉伯数字来确定这个系列的最低含铝量,比如1050系列最后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到 99.5%以上方为合格产品。我国的铝合金技术标准(gB/T3880-2006)中也明确规定1050含量达到99.5%.同样的道理1060系列铝板的含铝量必须达到99.6%以上。 二、2000系列铝板 代表2A16(L Y16) 2A06(L Y6) 2000系列铝板的特点是硬度较高,其中以铜原属含量最高,大概在3-5%左右。2000系列铝板属于航空铝材,目前在常规工业中不常应用。我国目前生产2000系列铝板的厂家较少。质量还无法与国外相比。目前进口的铝板主要是由韩国和德国生产企业提供。随着我国航空航天事业的发展,2000系列的铝板生产技术将进一步提高。 五、5000系列 代表5052.5005.5083.5A05系列。 5000系列铝板属于较常用的合金铝板系列,主要元素为镁,含镁量在3-5%之间。又可以称为铝镁合金。主要特点为密度低,抗拉强度高,延伸率高。 在相同面积下铝镁合金的重量低于其他系列故常用在航空方面,比如飞机油箱。在常规工业中应用也较为广泛。加工工艺为连铸连轧,属于热轧铝板系列故能做氧化深加工。在我国5000系列铝板属于较为成熟的铝板系列之一。 六、6000系列 代表6061 主要含有镁和硅两种元素,故集中了4000系列和5000系列的优点6061是一种冷处理铝锻造产品,适用于对抗腐蚀性、氧化性要求高的应用。可使用性好,接口特点优良,容易涂层,加工性好。可以用于低压武器和飞机接头上。 6061的一般特点:优良的接口特征、容易涂层、强度高、可使用性好,抗腐蚀性强。 6061铝的典型用途:飞机零件、照相机零件、耦合器、船舶配件和五金、电子配件和接头、装饰用或各种五金、铰链头、磁头、刹车活塞、水利活塞、电器配件、阀门和阀门零件。七、7000系列 代表7075 主要含有锌元素。也属于航空系列,是铝镁锌铜合金,是可热处理合金,属于超硬铝合金,有良好的耐磨性,7075铝板是经消除应力的加工后不会变形、翘曲所有超大超厚的7075铝板全部经超声波探测,可以保证无砂眼、杂质7075铝板的热导性高,可以缩短成型时间 ,提高工作效率。主要特点是硬度大,7075是高硬度、高强度的铝合金常用于制造飞机结构及期货。它要求强度高、抗腐蚀性能强的高应力结构件、模具制造。目前基本依靠进口,我国的生产工艺还有待提高。(我公司曾经有一家外企提出国产的7075铝板退火不均匀,出现铝板表面和内部硬度不一致的问题) 八、8000系列