拉延模设计规范

拉延模设计规范
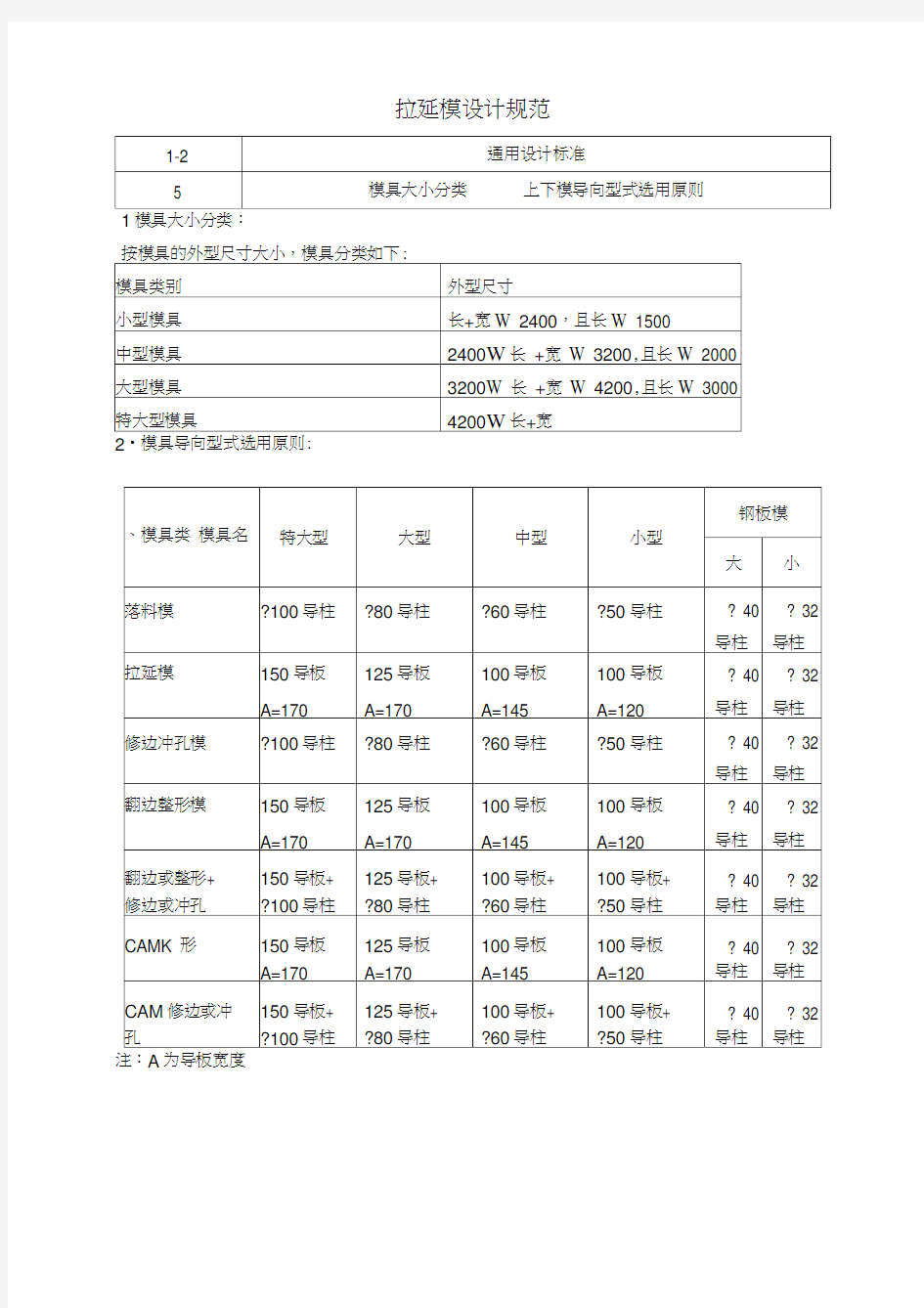
模具大小分类:
注:为导板宽度
5
模具端头设计
上下模导向型式尺寸
导柱规格
d di D D1 D2 H1 H2 A ?50 50 40 70 60 125 75 70 140 ?60 60 50 :80 70 135 : 90 90 160 ?80 80 60 100 90 155
120 120 190 ?100
100
80
120
110
不套导 柱
150 150
210
h
■ 1?
严1
1
1 J'
常
— 工
I 1
町
1
1B 1
10 d . A A rj o 十 p — 1
II
I 1 —1 + “ ,1 ■
L ---- ■ ? ----- 11
|i
—1—
模具端头主要型式和尺寸如下:
A
<1>
<2> <3>
模具锁附及压板槽结构压板槽结构如下:
4
60r ir'
般
模
结
自动装模、
用结构
装
用
构
注:1.H值见筋厚规定
9 Or In
模具长度L 压板槽单边数量
L W 1600 2
1600VL W 2500 3
L>2500 4
压板槽设置数量:
5
限位柱
模具类别 特大型 大型 中型 小型
限位柱直径D
80 P 70 60 60 限位柱处方形 平
台尺寸A
100
90
80
80
注:1.每套模具在四角设置4处
材科:45
5 安全平面
每套模具必须设置4处安全平面(空间不允许时可仅设2处),且设置在明显处
安全平面尺寸:
注:1.中型模具空间有限时可设成120X120或120X150
2.上下模安全平面在闭合状态下相距110。
5 连模板
连模板使用范例及安装凸台尺寸如下:
.
扳
模具类别特大型大型中型小型连模板尺寸80X80 80X80 60X60 60X60 I
--------
T
型号 A B T L
「50 30 50 10 结构决定
70 40 70 12 结构决定
注:连模板长度应在存放状态下计算
5 平衡块
材料:45, HRC28-32
规格代号 A 模具类型
50 50 小型,且长度W
1200mm
60 60 ①.小型,(1200mm w长度w 1500mm ②.中型
80 80 大型,特大型
0A
5 起重装置标准一吊耳
吊棒单个承重
(T)
使用范围
? 50 3.5 中型
? 55 4.
2
大型,但宽
< 1500mm
? 60 5.0 特大型
ca
o
90
注:起重孔内必须镶钢管,保证同
轴度#58
j J
X! !
1 、
\
1
i
50, 55吊棒的吊耳
5
起重装置标准一插销式起重棒
吊棒 规格
D1 D2 D3 D4 D5 D6 D7 L L1 40 ;40
50 20 :22
35 32 :30 160 210 50 50 60 24 26 39 36 40 220 270 55 55 65 26 28 44 41 45 220 270 60 :60 70 28 :30 49 46 :50 250 300 70 70 80 32 34 56 51 60 250 300 80
80
90
36
38
62
56
70
300
350
材料:45,锻件,调质HRC2&32。
L
C4
飞土
5
起重装置标准一铸入式起重棒
D d D1 L L1 A B C
E
F
G R r 单个承 重(T )
42 90
110 140 80 15 75 20 10 10 32 4 1 0.7 50 110 130 175 100 :20 90 20 15 15 40 5 2 1.2 60 120 160 205 120 :20 110 20 15 25 50 5 2 2.5 70 130 180 230 140 25 115 25 20 25 55 5 2 5.0 80 130 210 250 160 25 125 25 20 35 65 5 2 7.0 90 140
240
270 180 ;25
135
25
25
35
75
5
2
10.0
吊棒 使用模具范围
D=42 小型,且长度w 1200mm
D=50
小型,且1200mm :长度w 1600mm
材料:45,锻件,调质HRC2&32
R
铸入式起重棒镶入处结构:
1-2 通用设计标准
注:
1. 铸件逃孔制作标准
2. 除制作必要外,外围铸孔尽量不要制作;
3. 铸件不加工处均倒角C10,吊索滑动部分均倒R20; 加工
面外缘处倒角C2-C3;
4. 铸孔标准上列为参考值,实际制作考虑模具强度;
5. 铸件筋条间最大距离w 300mm
1-2 通用设计标准
5
1. 仅导板导向时:
注: 1.防呆仅设置于模具F侧右下侧导板;
2.仅导柱导向时,设置于模具F侧右下侧导柱
2 .导柱兼导板导向时:
模具防呆标准
5 定位具设置
注:1?前后定位具分两种:一种为不带塑料滚轮的普通定位具,用于内装件的拉延模毛坯定位;另一种为带塑料滚轮的定位具,用于外观件的拉延模毛坯定位。
2. 一般零件采用四面定位,每侧各设两处定位,窄长零件前后各设两处定位,左右各设一处定位。
5 耐磨板组立标准防护板凸台1 ?耐磨板组立范例如下:
2?防护板凸台
⑴.防护板凸台一律为30X30mr的方凸台,高10mm不需加工;
(2).防护板凸台每间距350m叶400mrr设置一处。
M >0 p
5 凹模与压边圈的设计
1 ?凹模与压边圈一般情况下仅用导板导向;当工件拉延困难需在拉延模上设置预切边结构时,应增加导柱导向;
2.凹模与压边圈的导向宽度尽量大于模具宽度的1/2,最小不小于200mm;
3 ?凹模上定位具避让孔80X70,平衡块位置要有筋条;
4. 压边圈与凸模为内导时,凹模上安全区与压料圈对应;压边圈与凸模为外导时,凹模上安全区
与凸模(下模座)对应;
5. 凹模主筋条沿分模线布置:
6. 压边圈一般从侧面掏空,压边圈上平衡块位置要有筋条;
7. 当下模座为吊耳起吊型式时,压边圈的吊棒不能在下模吊耳的正上方;
8. 压边圈的限位结构:
小型模具下模座高度取120mm中型模具(长度大于1600)下模座高度取150mm大型模具(长度大于2500)下模座高度取180mm压边圈最矮处高度(非加工面)取170mm 凹上模座最
5 凹模与压边圈的设计矮处高度取130mm
5 压边圈与凸模(下模座)的导向1.一般情况下,采用内导结构:
H下实平賣芟
2. 当凸模细长,强度较差时,采用外导型式;
3. 当行程较大机床闭合高度不足时,采用外导型式;
5 顶杆平衡块到底垫块平衡块
1 ?生产顶杆原则上全数设置,仅在与内导板干涉时取消;
2. 试模顶杆依情况设定;
3. 平衡块间距350mmr450mm
4. 平衡块正下方必须设置到底垫块;可视模具大小在其它位置适当增加到底垫块;
5. 压边圈上平衡块位置要有筋条;
6. 下模座上到底垫块位置要有筋条;
7. 压边圈与下模座分模处及平衡块处结构如下:
5 顶杆平衡块到底垫块平衡块
5 顶杆平衡块到底垫块平衡块
当机床顶杆初始顶出高度不够高时,压边圈顶杆凸台铸高,型式如下图,若仍无法满足要求,则追加二级顶杆。
XAM
垫板-设计说明书.doc
实用标准文案 宁波大红鹰学院 毕业设计(论文) 说明书 题目 学生 系别 专业班级 学号 指导教师
摘要 先分析零件的冲压工艺;确定模具的总体结构;结合零件的冲压工艺及模具的总体结构设计排样图;根据排样图,计算利用率、冲载力、压力、选用设备及刃口的尺寸。根据资料再用 PRO/E,对模具进行设计,然后将三维图转成二维的装配图和零件图进行标注,并编制零件的加工工艺卡。 关键词:落料 ; 冲孔 Abstract First analysis of the stamping process parts; to determine the overall structure of mold; combination of parts stamping process and die design of the overall structure of the layout graph; layout plan based on calculating the utilization rate, red edge is contained, pressure, choice of equipment and cutting the size of . According to the information re-use PRO / E, the design of the mold, and then converted into two-dimensional three-dimensional map of assembly drawings and parts marked maps and compile card processing parts. Key words:Blanking ; Punching
拉延模设计手册
拉延模设计手册 一、拉延模的分类 拉延模分双动拉延模与单动拉延模两类 1、双动拉延模是在专用的双动压力机上生产的拉延模,通常上模为凸模,下模为凹模,压边圈安装在压机的外滑块上,其结构如下图,此种结构拉延模压边力较为稳定,但由于需要专用的压机,安装较为烦琐,且结构尺寸较大,现在已经运用的越来越少。 2、单动拉延模是在单动压机上生产的拉延模,通常上模是凹模,下模是凸模,压边圈由下气垫或其它压力源(例于氮气弹簧)提供压料力,其结构如下图,由于模具通用性好,现大部分拉延模为此种结构。 工作台 下模 上模 压边圈 上模垫板 内滑块 外滑块 下模 上模 工作台 压边圈 上滑块
二、拉延模的主要零件(主要为单动拉延模) 拉延模一般有上模、下模、压边圈三大部件组成(根据结构的不同要求,可能增加一此部件,例于局部的小压料板),以及安装这三大部件上的其它功能零件,主要有以下零件: 1、导向零件:耐磨板、导向腿,导柱; 2、限位调压零件:平衡块、到底块; 3、坯料定位零件:定位具、气动定位具; 4、安全装置:卸料螺钉(等向套筒,也起锁付的作有)、安全护板; 5、拉延功能零件:到底印记、弹顶销、通气管、CH孔合件; 6、取送料辅助零件:辅助送出料杆、打料装置。 三、单动拉延模的设计 (一)模具中心的确认与顶杆的分布 模具中心的确认通常依据顶杆的布置的需要设定。一般在工艺设计时,会按钣件的中心确定一个数模中心。顶杆的分布需尽量靠近分模线,并均匀布,通常两根顶杆之间最多空一个顶杆位,顶杆数量要尽可能多。在模具设计时首先以数模中心与压机工作台中心重合,如顶杆分布满足上述要求,则以数模中心做为模具中心。如无法满足上述要求,侧在需要更改的方向上移动(最大1/2顶杆间距),确认一个最优化的方案,同时以工作台的中心做为模具的中心。 (注:在试模压力机与工作压力机顶杆孔不致时,需设置试模顶杆,并在优先保证生产顶杆的要求下,优化顶杆部置) 模具中心与数模中心重合
压铸模具设计开题报告
辽宁工程技术大学 本科毕业设计(论文)开题报告 题目螺杆套压铸模铸造______________ 指导教师付大军 ______________________ 院(系、部)材料学院 ______________ 专业班级成型08—4 _____________ 学号0808020409 ___________________ 姓名刘冠男__________________________ 日期2012-3-2 _______________ 教务处印制
一、选题的目的、意义和研究现状 根据对螺杆套压铸模的设计,了解和熟悉压力铸造的工艺设计过程和模具的设计过程。对压力铸造过程,模具的设计过程中以及实际应用过程中出现的缺陷问题,根据压铸模具工艺设计的理论与实践的结合,在外套的工艺结构不影响其性能和使用的情况下进行相应合理的设计,从而达到避免缺陷,提高外套工作性能的目的 社会需要是促进科学技术发展的主要原因。当一种生产工艺不能满足社会需要时,就会有新的更好的工艺产生,压铸技术的出现就是如此。压铸最早用来铸造印刷用的铅字,当时需要生产大量清晰光洁以及可互换的铸造铅字,压铸法随之产生。1885年奥默根瑟勒(Mergenthaler)发明了铅字压铸机。最初压铸的合金是常见的铅和锡合金。随着对压铸件需求量的增加,要求采用压铸发生产熔点和强度都更高的合金零件,这样,相应的压铸技术,压铸模具和压铸设备就不断地改进发展。1905年多勒(Doehler)研究成功用于工业生产的压铸机,压铸锌,锡,铅合金铸件。1907年瓦格纳(Wagne)首先制成启动活塞压铸机,用于生产铝合金铸件。1927年捷克工程师约瑟夫。波拉克(Joset Polak设计了冷压室压铸机,克服了热压室压铸机的不足之处,从而使压铸生产技术前进了一大步,铝,镁,锌,铜等合金零件开始广泛采用压铸工艺进行生产。压铸生产是所有压铸工艺中生产速度最快的一种,也是最富有竞争力的工艺之一,使得它在短短的160 多年里的时间内发展成为航空航天,交通运输,仪器仪表,通信等领域内有色金属铸件的重要生产工艺。[6]-[8] 20 世纪60 年代至70 年代是压铸工艺与设备逐步完善的时期。而70 年代到 现在,则是电子技术和计算机技术加速用于压铸工艺与设备的大发展阶段。数控压铸机,计算机控制压铸柔性单元及系统和压铸工艺与设备计算机辅助设计的出现,标志着压铸生产开始从经验操作转变到科学控制新阶段,从而使压铸件的质量,自动化程度及劳动生产旅都得到了极大的提高。[9] 在压铸生产中,正确采用各种压铸工艺参数是获得优质压铸件的重要措施,而金属压铸模则是提供正确选择和调整有关工艺参数的基础。所以说,能否顺利进行压铸生产,压铸件质量的优劣,压铸成型效率以及综合成本等,在很大程度上取决于金属压铸模结构的合理性和技术的先进性以及模具的制造质量。[4] 由于金属压铸成型有着不可比拟的突出优点,在工业技术快速发展的年代,必将得到越来越广泛的应用。特别是在大批量的生产中,虽然模具成本高一些,但总的说来,其生产的综合成本得到大幅度降低。在这个讲求微利的竞争时代,采用金属压铸成型技术,更有其积极和明显的经济价值。 近年来,汽车工业的飞速发展给压铸成型的生产带来了机遇。由于可持续发展和环境保护的需要,汽车轻量化是实现环保,节能,节才,告诉的最佳途径。 因此,用压铸合金件代替传统的铸铁件,可使汽车质量减轻30%以上。同时,压铸合金件还有一个显著地特点是传导性能良好,热量散失快,提高了汽车行车安全性。因此,金属压铸行业正面临着发展的机遇,其应用前景十分广阔。[2] 中国的压铸业经历了50多年的锤炼,已经成为具有相当规模的产业,并以每年8%~12%的速度增长,但是由于企业综合素质还有待提高,技术开发滞后于生产规模的扩大,经营方式滞后于市场竞争的需要。从总体看,我国是压铸大国之一,但不是强国,压铸业的水平还比较落后,我国的压铸工业与国际上先进国家相比还有差距,而这些差距正为我国压铸业发展提供了过阔的空间。[3]
塑料模具毕业设计说明书
河南机电高等专科学校 课程设计说明书 题目:端盖塑料模具设计 系部材料工程系 专业模具制造与设计专业 班级模具081班 学生姓名韩雪飞 学号081304129 指导教师于智宏 2011年 3 月15 日 目录 绪论…………………………………………………………………………………… 1
一、模塑工艺工艺规程的编制 (2) 1.塑件工艺性分析 (2) 1.1塑件的原材料分析 (2) 1.2.1塑件的结构和尺寸精度及表面质量分析 (3) 1.3计算塑件的体积和质量 (3) 1.4塑件注塑工艺参数的确定 (4) 1.5塑件成型设备的选取 (4) 二、注塑模具结构设计 (5) 2.1分型面选择 (5) 2.2.1确定型腔数目和排列方式 (6) 2.2.1.1按注射机的额定锁模力确定型腔数量 (6) 2.2.1.2按注射机的注塑量确定型腔数量 (6) 2.2.2型腔的排列方式 (7) 2.3浇注系统的设计 (8) 2.4.推出机构的设计 (9) 2.5凹模的设计 (10) 三、端盖注塑模具的有关计算 (11) 四、模具加热和冷却系统的设
计 (12) 五、模具闭合高度确定 (13) 六、注塑机有关参数的校核 (13) 七、注塑模具的安装和调试 (13) 八、结论 (16) 九、参考文献 (17)
绪论 大学三年的学习即将结束,毕业设计是其中最后一个实践环节,是对以前所学的知识及所掌握的技能的综合运用和检验。随着我国经济的迅速发展,采用模具的生产技术得到愈来愈广泛的应用。 随着工业的发展,工业产品的品种和数量不断增加。换型不断加快。使模具的需要补断增加。而对模具的质量要求越来越高。模具技术在国民经济中的作用越来越显得更为重要。 模具是制造业的重要工艺基础,在我国,模具制造属于专用设备制造业。中国虽然很早就开始制造模具和使用模具,但长期未形成产业。直到20世纪80年代后期,中国模具工业才驶入发展的快车道。近年,不仅国有模具企业有了很大发展,三资企业、乡镇(个体)模具企业的发展也相当迅速。虽然中国模具工业发展迅速,但与需求相比,显然供不应求,其主要缺口集中于精密、大型、复杂、长寿命模具领域。由于在模具精度、寿命、制造周期及生产能力等方面,中国与国际平均水平和发达国家仍有较大差距,因此,每年需要大量进口模具。中国模具产业除了要继续提高生产能力,今后更要着重于行业内部结构的调整和技术发展水平的提高。结构调整方面,主要是企业结构向专业化调整,产品结构向着中高档模具发展,向进出口结构的改进,中高档汽车覆盖件模具成形分析及结构改进、多功能复合模具和复合加工及激光技术在模具设计制造上的应用、高速切削、超精加工及抛光技术、信息化方向发展。近年,模具行业结构调整和体制改革步伐加大,主要表现在,大型、精密、复杂、长寿命、中高档模具及模具标准件发展速度高于一般模具产品;塑料模和压铸模比例增大;专业模具厂数量及其生产能力增加;“三资”及私营企业发展迅速;股份制改造步伐加快等。从地区分布来看,以珠江三角洲和长江三角洲为中心的东南沿海地区发展快于中西部地区,南方的发展快于北方。目前发展最快、模具生产最为集中的省份是广东和浙江,江苏、上海、安徽和山东等地近几年也有较大发展。 在完成大学三年的课程学习和课程、生产实习,我熟练地掌握了机械制图、机械设计、机械原理等专业基础课和专业课方面的知识,对机械制造、加工的工艺有了一个系统、全面的理解,达到了学习的目的。对于模具设计这个实践性非常强的设计课题,我们进行了大量的实习。经过在新飞电器有限公司、洛阳中国一拖的生产实习,我对于模具特别是塑料模具的设计步骤有了一个全新的认识,丰富了各种模具的结构和动作过程方面的知识,而对于模具的制造工艺更是实现了零的突破。在指导老师的协助下和在工厂师傅的讲解下,同时在现场查阅了很多相关资料并亲手拆装了一些典型的模具实体,明确了模具的一般工作原理、制造、加工工艺。并在图书馆借阅了许多相关手册和书籍,设计中,将充分利用和查阅各种资料,并与同学进行充分讨论,尽最大努力搞好本次毕业设计。在设计的过程中,将有一定的困难,但有指导老师的悉心指导和自己的努力,相信会完满的完成毕业设计任务。由于学生水平有限,而且缺乏经验,设计中不妥之处在所难免,肯请各位老师指正
冲压模设计 说明书
广西工学院鹿山学院 毕业设计(论文)说明书 题目:五菱汽车A柱下加强板拉伸模具设计系别:机械工程系 专业班级:模具L071班 姓名:张计军 学号:20071084 指导教师:黄庆高 职称:工程师 二〇一一年五月二十三日
摘要 本次设计了一套拉伸成形的模具。经过查阅资料,首先要对零件进行工艺分析,经过工艺分析和对比,采用拉伸工序,通过冲裁力、顶件力、卸料力等计算,确定压力机的型号。再分析对冲压件加工的模具适用类型选择所需设计的模具。得出将设计的模具类型后将模具的各工作零部件设计过程表达出来。 在文档中第一部分,主要叙述了冲压模具的发展状况,说明了冲压模具的重要性与本次设计的意义,接着第二部分是对冲压件的工艺分析,完成了工艺方案的确定。再进行冲裁工艺力的计算和冲裁模工作部分的设计计算,对选择冲压设备提供依据。最后对主要零部件的设计和标准件的选择,为本次设计模具的绘制和模具的成形提供依据,以及为装配图各尺寸提供依据。通过前面的设计方案画出模具各零件图和装配图。 本次设计阐述了冲压连续模结构设计及工作过程。本模具性能可靠,运行平稳,提高了产品质量和生产效率,降低劳动强度和生产成本。 关键字:冲压;模具结构;拉伸模具
ABSTRACT This design carries on drawing die.The article has briefly outlined the press die at present development condition and the tendency.It has carries on the detailed craft analysis and the craft plan determination to the product.According to general step which the press die designs, calculated and has designed on this set of mold main drawing part, for example: The punch, the matrix, the punch plate, the backing strip, the matrix plate, stripper plate, stop pin, pilot pin and so on.The die sets uses the standard mould bases, has selected the appropriate press equipment.In the design has carries on the essential examination computation to the working elements and the press specification.In addition, this die employs the finger stop pin and the hook shape stop pin.The mold drawing punch are fixed with the different plates separately in order to coordinate the gap cenveniently; The piercing matrix and blanking matrix are fixed by the overall plate.Fell in the blanking punch is loaded by pilot pin, guarante the relative position of the hole and the contour , increase the processing precision.This structure may guarantee the die move reliably and the request of mass production. Key words: pressing; drawing die; Mold Construction
上盖压铸成型工艺及模具设计设计说明书
压铸工艺及模具 设计说明书 起止日期: 2014 年 12 月 29 日 至 2015 年 01 月 09 日 学生姓名 班级 学号 成 绩 指导教师(签字) 机械工程学院 2015年 01 月 07 日 上盖压铸成型工艺及模具设计
摘要 本课题主要是针对上盖压铸件的模具设计,通过对铸件进行工艺的分析和比较, 最终设计出一副压铸模。该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、顶出系统、冷却系统、压铸机的选择及有关参数的校核、都有详细的设计,同时并简单的编制了模具的加工工艺。通过整个设计过程表明该模具能够达到此铸件所要求的加工工艺。根据题目设计的主要任务是上盖压铸模具的设计,也就是设计一副压铸模具来生产上盖铸件产品,以实现自动化提高产量。通过模具设计表明该模具能达到上盖的质量和加工工艺要求。本文主要运用Pro/ENGINEER wildfire5.0及其AutoCAD2007来完成整个设计工作。从中学习到了许多的模具设计的知识和对在校所学知识的深化。 关键词:上盖压铸件;压铸模具设计;斜销侧抽芯;一模一腔。
目录 第1章压铸件分析 (5) 1.1 压铸件结构分析 (6) 1.1.1 压铸件特点和基本结构 (6) 1.1.2 压铸件精度分析 (6) 1.2 压铸件材料分析 (6) 第2章分型面及浇注系统 (7) 2.1确定分型面 (7) 2.1.1 分型面选择 (7) 2.1.2 分型面方案对比 (7) 2.2 初选压铸机 (7) 2.2.1 型腔数量及布局 (7) 2.2.2 锁模力计算 (7) 2.2.3 初选压铸机 (8) 2.3 浇注系统设计 (9) 2.3.1 直浇道设计 (9) 2.3.2 横浇道设计 (9) 2.3.3 内浇道设计 (10) 2.3.4 溢流槽设计 (10) 2.4 排气系统设计 (11) 第3章成型零件设计 (12) 3.1 成型零件尺寸计算 (12) 3.1.1 型腔尺寸计算 (12) 3.1.2 型芯尺寸计算 (13) 3.1.3 位置尺寸计算 (13) 3.2 成型零件结构设计 (13) 3.2.1 型腔结构设计 (13) 3.2.2 型芯结构设计 (13) 第4章模架选择及设计 (14)
压铸设计说明书)
课程名称:压铸工艺及模具设计课程设计 学院:机械工程专业:材料成形及控制工程姓名:吴远发学号:080803110033 年级:成形082 任课教师: 丁旭
目录 第一章零件的工艺分析 (2) 第二章选用分型面及浇注系统 (3) 第三章压铸机的选用 (4) 第四章计算压铸模成型部分尺寸 (6) 第五章设计零件图 (8)
第一章零件的工艺分析 图1所示为管接头零件图,材料为YL102,按卧式冷室压铸机设计压铸模。 图1 管接头零件图 该零件结构简单,但是两端存在凸台,不利于分型,因此在压铸模具设计时需要设计抽芯机构抽芯。零件表面大部分为圆柱曲面和平面,用一般的机械加工模具即可得到。铸件壁厚基本均匀,铸造难度适中。零件未标注尺寸公差,按要求公差取IT12级,用压铸方法生产该零件能达到相应的尺寸要求。压铸材料为ZL102,为压铸铝合金,可以作为该零件的材料,查手册可知道,其平均收缩率为0.7%。
第二章选用分型面及浇注系统 该零件形状为一圆筒两端带凸台,考虑各方面的因素,采用如图所示的分型面。该零件在卧式冷室压铸机上成型,零件的两端不利于脱模,采用抽芯机构,如图所示。 图2 分型面的确定
图3 浇注系统的确定 第三章 压铸机的选用 计算主胀型力F 主= 10 AP ,查表取该零件的压射比压P 为90Mpa 。面积A 为铸件及浇注系统在分型面上的投影面积,经估算,A 约为40cm 2。所以F 主=90×1÷10=360KN 。 计算分胀型力F 分=∑( 10 P 芯A tan α),F 分=2×(50×90÷10)tan1o=15.7KN; α为楔紧块的楔紧角。 计算锁模力F 锁≥K (F 主+F 分)=1.25×(360+15.7)=470KN 。 现在预选用J1118H 型压铸机,其主要参数:锁模力为1800KN 最大压射力Fmax 为200000N ,现在去压室直径为40mm ,则其对应的最大压射比P: P=4Fmax ×10-6/πD=6 210 4014.3200000 4-???×10-6=159Mpa 。 校核锁模力:F 主=159×40÷10=636KN F 分=159×50÷10=795KN
广达电脑铝镁合金压铸模流道设计参考2010版
工作说明书版次 A 壓鑄模流道設計標準作業規範 页数 壓鑄模 流道設計 標準作業規範 发行日期修订日期原发行单位核准审查拟稿
工作说明书版次 A 壓鑄模流道設計標準作業規範 页数1 目 錄 前言 一、 模具流道設計基本流程 二、 模具流道設計前相關資料 2.1、說明 2.2、設計時产品3D电子档确认及檢討 2.3、壓鑄機車壁圖設計確認及要求事由 2.4、产品外观面及特殊要求确认方能設計流道 2.5、产品流道設計及模流分析 三、 模具流道設計分析 3.1、模具流道设计要点 3.2、流道分析与检讨 四、 流道設計(鎂鋁鋅流道設計) 4.1、鎂合金壓鑄模設計標準化 4.1.1 鎂合金流道設計(125t)(灌口置下) 4.1.2 鎂合金流道設計(150t)(灌口置下) 4.1.3 鎂合金流道設計(200t)(灌口置下) 4.1.4 鎂合金流道設計(125t)(灌口置中) 4.1.5 鎂合金流道設計(150t)(灌口置中) 4.1.6 鎂合金流道設計(200t)(灌口置中) 4.1.7 鎂合金流道設計(350t)(灌口置中) 4.1.8 鎂合金流道設計(500t)(灌口置中)
X X科技(y y)有限公司 作业办法/规定(续页)编号 工作说明书版次 A 壓鑄模流道設計標準作業規範 页数2 4.1.9 鎂合金流道設計(650t)(灌口置中) 4.1.10鎂合金流道設計(350t)(灌口置下) 4.1.11鎂合金流道設計(500t)(灌口置下) 4.1.12鎂合金流道設計(650t)(灌口置下) 4.2、鋁合金壓鑄模設計標準化 4.2.1鋁合金流道設計(125t)(灌口置下) 4.2.2鋁合金流道設計(250t)(灌口置下) 4.3、鋅合金壓鑄模設計標準化 4.3.1 鋅合金流道設計(75t)(灌口置中) 4.3.2 鋅合金流道設計(100t)(灌口置中) 4.3.3 鋅合金流道設計(75t)(灌口置下) 4.3.4 鋅合金流道設計(100t)(灌口置下) 五、產品豎流道長度限制規範標準化 5.1、鎂合金豎流道長度設計標準化 5.1.1 鎂合金豎流道長度設計限制(125t,150t,200t) 5.1.2 鎂合金豎流道長度設計限制(350t,500t,650t)(12”,13.4”,15”) (產品尺寸) 5.1.3 鎂合金豎流道長度設計限制(500t.650t)(17”,19”)(產品尺寸) 5.2、鋅合金豎流道長度設計標準化 5.2.1 鋅合金豎流道長度設計限制(75t,100t) 5.3、鋁合金豎流道長度設計標準化 5.3.1 鋁合金豎流道長度設計限制(125t,250t) 六、模具結構設計規範標準化 6.1鎂合金(125T,150T,200T),鋅合金(75T,100T),鋁合金(125T,250T)模具結構 設計規範標準化。 6.1.1鎂合金(125T,150T,200T),鋅合金(75T,100T),鋁合金(125T,250T)模 具結構設計規範標準化(模具無滑結構)。 6.1.2合金(125T,150T,200T),鋅合金(75T,100T),鋁合金(125T,250T)模
压铸模具设计开题汇报.doc
压铸模具设计开题报告 压铸是一种金属铸造工艺,其特点是利用模具内腔对融化的金属施加高压。模具通常是用强度更高的合金加工而成的,这个过程有些类似注塑成型。 一、选题的目的、意义和研究现状 根据对螺杆套压铸模的设计,了解和熟悉压力铸造的工艺设计过程和模具的设计过程。对压力铸造过程,模具的设计过程中以及实际应用过程中出现的缺陷问题,根据压铸模具工艺设计的理论与实践的结合,在外套的工艺结构不影响其性能和使用的情况下进行相应合理的设计,从而达到避免缺陷,提高外套工作性能的目的社会需要是促进科学技术发展的主要原因。当一种生产工艺不能满足社会需要时,就会有新的更好的工艺产生,压铸技术的出现就是如此。压铸最早用来铸造印刷用的铅字,当时需要生产大量清晰光洁以及可互换的铸造铅字,压铸法随之产生。根瑟勒Mergenthaler)发明了铅字压铸机。最初压铸的合金是常见的铅和锡合金。随着对压铸件需求量的增加,要求采用压铸发生产熔点和强度都更高的合金零件,这样,相应的压铸技术,压铸模具和压铸设备就不断地改进发展。Doehler)研究成功用于工业生产的压铸机,压铸锌,锡,铅合金铸件。agner)首先制成启动活塞压铸机,用于生产铝合金铸件。约瑟夫。波拉克Joset Polak)设计了冷压室压铸机,克服了热压室压铸机的不足之处,从而使压铸生产技术前进了一大步,铝,镁,锌,铜等合金零件开始广泛采用压铸工艺进行生产。压铸生产是所有压铸工艺中生产速度最快的一种,也是最富有竞争力的工艺之一,使得它在短短的年里的时间内发展成为航空航天,交通运输,仪器仪表,通
信等领域内有色金属铸件的重要生产工艺。 铸工艺与设备逐步完善的时期。而代到现在,则是电子技术和计算机技术加速用于压铸工艺与设备的大发展阶段。数控压铸机,计算机控制压铸柔性单元及系统和压铸工艺与设备计算机辅助设计的出现,标志着压铸生产开始从经验操作转变到科学控制新阶段,从而使压铸件的质量,自动化程度及劳动生产旅都得到了极大的提高。 在压铸生产中,正确采用各种压铸工艺参数是获得优质压铸件的重要措施,而金属压铸模则是提供正确选择和调整有关工艺参数的基础。所以说,能否顺利进行压铸生产,压铸件质量的优劣,压铸成型效率以及综合成本等,在很大程度上取决于金属压铸模结构的合理性和技术的先进性以及模具的制造质量。由于金属压铸成型有着不可比拟的突出优点,在工业技术快速发展的年代,必将得到越来越广泛的应用。特别是在大批量的生产中,虽然模具成本高一些,但总的说来,其生产的综合成本得到大幅度降低。在这个讲求微利的竞争时代,采用金属压铸成型技术,更有其积极和明显的经济价值。 近年来,汽车工业的飞速发展给压铸成型的生产带来了机遇。由于可持续发展和环境保护的需要,汽车轻量化是实现环保,节能,节才,告诉的最佳途径。因此,用压铸合金件代替传统的铸铁件,可使汽车质量减轻,压铸合金件还有一个显著地特点是传导性能良好,热量散失快,提高了汽车行车安全性。因此,金属压铸行业正面临着发展的机遇,其应用前景十分广阔。中国的压铸业经历了,已经成为具有相当规模的产业,并以每年速度增长,但是由于企业综合素质还有待提高,技术开发滞后于生产规模的扩大,经营方式滞后于市场竞争的需要。从总体看,我国
压铸模具设计说明书
压铸模具设计说明书 专业:材料成型及控制技术班级: 学生姓名: 学号: 指导教师:
压铸模具设计说明书 一、设计内容 1、带浇铸系统的铸件图设计 2、模具型腔部分设计 二、压铸机的选择 铸件材料:铝合金冲头直径d=Ф40 铸件体积V1=3.14x120x28 -3.14x108x20=133387.2错误!未找到引用源。 压射力Fy=Py错误!未找到引用源。/4=错误!未找到引用源。=94200N 压射比p=错误!未找到引用源。=错误!未找到引用源。=75 L为压射室长度350 冲头直径d=Ф40 压射室合金溶液体积:V3=错误!未找到引用源。L/4=439600错误!未找到引用源。 充满度错误!未找到引用源。=错误!未找到引用源。=60.7% 铸件在分型面上的投影面积(浇注系统与溢流槽的面积取铸件的30%)A=A1(1+0.3)=18812错误!未找到引用源。 胀模力F=pA=75x18812=1410900N 合模力(锁模力)实际压铸时要率大于胀模力 三、浇铸系统的设计
铸件的平均壁厚b=7.6mm 填充时间t=0.2s (查铸造手册)填充速度v=30m/s(查铸造手册) 铝合金的密度取错误!未找到引用源。 浇注金属液的重量G=G1(铸件重量)+G2(浇注系统和溢流槽的重量) G1=ρV1=320.2g G2=10%G1=32g G=352.3g 1)内浇口的尺寸 内浇口的截面积Ag=K错误!未找到引用源。=4.0x错误!未找到引用源。=78.4错误!未找到引用源。 内浇口深度D=2mm 则宽度C=错误!未找到引用源。=39.5≈40mm(取整) 2)横浇道的尺寸 横浇道的截面积取Ar=3Ag(查铸造手册) 深度Dr=错误!未找到引用源。=9.7≈10mm(查铸造手册) 则宽度Cr=错误!未找到引用源。=24.3≈24mm(查铸造手册)横浇道长度L错误!未找到引用源。1xCr=40mm 取L=50mm(查铸造手册) 横浇道设计成扇形横浇道 3)直浇道的尺寸 冲头直径d=Ф50 浇口套尺寸如图(查铸造手册) 4)溢流槽的设计 参照铸造手册:全部的溢流槽的溢流口截面积的总和An应等于内浇口截面积Ag 的60%~70% 取An=0.7Ag=0.7x78.4≈55错误!未找到引用源。 设计3个弓形溢流槽每个溢流口的截面积为20错误!未找到引用源。
压铸模具制作说明
模具制作标准 目的:为使模具制作及维修作业能降低成本,缩短模具制作周期,确保模具寿命,保证产品品质。 一、制作模具编号: 1、必须在模具外恻上方雕刻或锻打模具编号,字体要求整套 模具字高统一。 2、每块模板均须用字码打上模具编号,且方向统一。 3、模具所有螺丝、吊圈孔及模具部件都必须是公制规格,而 附加模具配件必须是标准规格,禁止自行土制。 二、基准位: 1、每套模具必须在B板和动模板(以动模板为参照)俯视图 视角的右下方做上记号以示基准,以便模具后续维修。 三、码模槽: 1、非工字模胚均需在前后模铣出码模槽,具体尺寸根据模具 大小设计而定。 四、顶柱孔: 1、动模必须开有足够大的顶柱孔,根据模具配比的机台,比 实际顶柱的尺寸大直径10-20MM(除真空模具)。 2、小型且中心进浇模具只需中间开一个顶柱孔,中型模具必 须开三个以上顶柱孔以保持顶出平衡。 五、复位机构装置: 当顶针(丝筒)与行位顶出装置干涉时,必须在模具上设
有先复位装置,不谨靠弹簧使顶针板复位,以免弹簧日后失效,行位(抽芯)与顶针(丝筒)相碰撞。 六、顶针动作: 1、应考虑模具在任何场合顶针都能可靠的顶出产品,并在合 模前顶针不与模具的任何配件相干涉地复位。 2、顶出时产品不能有任何超出产品要求的变形,迅速顶出痕 迹不影响产品表面质量。 3、顶出应平衡很顺,不可出现顶出倾斜现象及顶出有杂音的 产生。 七、行位动作: 1、滑块行位动作应顺滑,保证产品不得有拉变形现象,不可 出现卡死动作,不均匀松动等现象。 2、大滑块滑动部位应开油槽 3、在表面要求较高和壁厚较厚的铸件且有强度要求的产品, 滑块上应设有冷却水路。 4、当滑块滑动行程过长时,必须在模座上增长导向,通常滑 动部位做到宽度的1.5倍左右为宜,抽芯时滑块在导向槽的部分,要有滑块滑动部位的2/3在导向滑槽内。 5、斜导柱与导柱孔的配合间隙必须留有0.2MM以上,禁止 非间隙配合。 6、斜导柱的角度小于滑块锲紧面2度,大滑块的锲尽紧块须 伸入下模15-20MM以斜度面互锁反压。
铝合金压铸工艺
压铸产品基本工艺流程 压铸工艺是将压铸机、压铸模和合金三大要素有机地组合而加以综合运用 的过程。而压铸时金属按填充型腔的过程,是将压力、速度、温度以及时间等工艺因素得到统一的过程。模具结构设计、热处理工艺、模具制造及模具装配对铝合金压铸模寿命的影响。 压铸工艺流程图示
1.11压铸工艺原理 压铸工艺原理是利用高压将金属液高速压入一精密金属模具型腔内,金属液在压力作用下冷却凝固而形成铸件。冷、热室压铸是压铸工艺的两种基本方式,其原理如图1-1所示。冷室压铸中金属液由手工或自动浇注装置浇入压室内,然后压射冲头前进,将金属液压入型腔。在热室压铸工艺中,压室垂直于坩埚内,金属液通过压室上的进料口自动流入压室。压射冲头向下运动,推动金属液通过鹅颈管进入型腔。金属液凝固后,压铸模具打开,取出铸件,完成一个压铸循环。 1.12压铸工艺的特点 优点 (1)可以制造形状复杂、轮廓清晰、薄壁深腔的金属零件。。压铸件的尺寸精度较高,表面粗糙度达Ra0.8—3.2um,互换性好。 (2)材料利用率高。由于压铸件的精度较高,只需经过少量机械加工即可装配使用,有的压铸件可直接装配使用。生产效率高。由于高速充型,充型时间短,金属业凝固迅速,压铸作业循环速度快。方便使用镶嵌件。 (3)缺点 (1)由于高速填充,快速冷却,型腔中气体来不及排出,致使压铸件常有气孔及氧化夹杂物存在,从而降低了压铸件质量。不能进行热处理。 (2)压铸机和压铸模费用昂贵,不适合小批量生产。 (3)压铸件尺寸受到限制。压铸合金种类受到限制。主要用来压铸锌合金、铝合金、镁合金及铜合金。 1.13压铸工艺的应用范围 压铸生产效率高,能压铸形状复杂、尺寸精确、轮廓清晰、表面质量及强度、硬度都较高的压铸件,故应用较广,发展较快。目前,铝合金压铸件产量较多,其次为锌合金压铸件。 第二章压铸合金
电梯踏板的压铸模设计
本科生毕业设计 姓名:学号: 学院: 专业: 设计题目:电梯踏板的压铸模设计 专题: 指导教师:职称: 20** 年6月徐州
摘要 随着与国际接轨的脚步不断加快,市场竞争的日益加剧,人们已经越来越认识到产品质量、成本和新产品的开发能力的重要性。而模具制造是整个链条中最基础的要素之一,模具制造技术现已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定企业的生存空间。 虽然中国模具工业在过去十多年中取得了令人瞩目的发展,但许多方面与工业发达国家相比仍有较大的差距。例如,CAD/CAE/CAM技术的普及率不高;许多先进的模具技术应用不够广泛等等,致使相当一部分大型、精密、复杂和长寿命模具依赖进口。 本说明书结合电梯踏板的模具设计系统地阐述了压铸与模锻技术的基本原理,分析了压铸与模锻工艺主要参数的确定方法,论述了压铸模与锻模主要零部件设计方法,并介绍了模具的加工制造及维修保养。 关键词:压铸模具加工制造维修保养
ABSTRACT With the nation of footstep join to the world continuously ,market competition is turning worse ,people is already known the important of quality ,cost ,and the ability of develop new product . but the manufacturing to the molding is one of the most basal factors in the whole chain ,the molding tool manufacturing technique has become to measure the important marking of a national manufacturing industry level now ,and decide the existence space of the business enterprise to a large extent . Although in the passed ten years of development ,the Chinese molding tool industry gain the harvest ,but compare to developed country we still have something to study .for example ,the universality rate of the technical of CAD/CAE/CAM is not high ;many of molding tool technique is not applied enough etc, caucus to import a larger number the complications and the longevity life molding tool . This manual systematically combined the molding tool to die-casting with the mold technical basic principle by introduce the design of the elevator pedal, analyze the method to make certain to the main parameter of die-casting and the mold craft, introduce the method to process and maintain . Keyword: Die-casting mould process maintain
模具毕业设计34电机端盖压铸模设计说明书
一、零件图 如图1-1所示制件为电机端盖,材料为锌合金,属大批量生产。 图1-1 一、该压铸件的材料分析和工艺性分析 1. 材料分析 该产品的成型材料是锌合金,该材料密度大,铸造性能好,可压铸复杂的零件,压铸时不粘模,压铸件表面易镀Cr、Ni等金属,机械切削性能好,但易老化,抗腐蚀性能不高。 2. 工艺性分析 1)锌合金压铸,其锌不容易就粘在模具表面上。 2)该压铸件壁厚比较均匀,各个孔小且浅,工艺性好。 3)为了方便加工与成型及脱模,型腔、型芯均采用组合式结构。 4)该压铸件是一般精度等级。为降低设计难度和设计周期,应采一模一腔,且需要对压铸件去除浇口废料。 二、拟定的成型工艺 1.成型方法 该压铸件采用冲头下压式全立式压铸机压铸。 2.各工艺参数 1)经查教材(压铸成型工艺与模具设计)第32页表3.2可知压射比压为30Mpa
2)经查教材第33页表3.4可知压射冲头空行程压射速度为0.3~0.5m/s 3)经查教材第34页表3.5可知充填速度为15 m/s 4)经查教材第36页表3.7可知持压时间3~4s 5)经查教材第36页表3.8可知留模时间推荐值为7~12s 6)经查教材第37页表3.9可知浇注温度为410~540C 。 7)经查教材第38页表3.10可知模具预热温度130~180C 。 和工作温度180~200C 。 3. 确定型腔数目 1)为降低设计难度和设计周期,应采单型腔,且需要对压铸件去除浇口废料。 2)计算压铸的体积和重量 通过三维制图PRO/E 软件测量得: 单件压铸件投影面积 S=14257㎜2 ;体积V=153645㎜3 查有关资料可知Al 的密度为6.8g/cm 3 则压铸件重量m=1044.8g 三、初选压铸机 1.压铸机的锁模力 模具型腔胀型力中心与压铸机压力中心重合时压铸机锁模力 S F K ≥Z N (F +F ) 式中 S F —压铸机锁模力,N ; Z F —作用于模具型腔且垂直与分型面方向的胀型力,N ; N F —作用于滑快楔紧块面上的法向压力,N ; K —安全系数(一般取K=1~1.3) 型腔胀型力 Z F =P (123A +A +A ) 式中 P —最终的压射比压,Pa ; 1A —铸件在分型面上的投影面积,㎡; 2A —浇注系统在分型面上的投影面积与压铸件投影面积不重叠部分,㎡; 3A —溢流槽在分型面上的投影面积,㎡; 压铸机所容许的压射比压 2 0.785n F p D = 式中 n p —压铸机所容许的压射比压,Pa ; F —压射力,N ; D —压室直径,m 。 n p =9500N ÷(0.785×2 0.05)≈35MPa Z F = 35MPa ×18256㎜2 ≈63MPa S F =1.15×(63 MPa +0)=72.5 MPa 2.选压铸机
冲压件钣金设计规范
一冲压件的分类 冲压件按其主要工序可以分为: 拉延件:毛坯(板料)在拉延工序中,有很大的拉伸、压缩变形; 一般拉延件:她的拉延工序在有压边力的情况下,在单动压床上进行。如梁、加强板等; 大型覆盖件:它的拉延工序主要以双动压床为主; 外覆盖件:它的曲面是外形面的一部分,有外形设计给出数据。结构设计时充实与周边件的联结结构,分块与间隙;如车门外板,前围外板,侧围外板,顶盖等;内覆盖件:其曲面结构是根据功能、强度、刚度要求来设计。如车门里板、后围内板、地板等; 成型件:毛坯在成型工序中,材料有局部的拉延、压缩及弯曲变形,他的主要工序在无压边力情况下,在单动压床上进行。如梁、加强板等; 弯曲件(压弯件):毛坯在弯曲工序中,材料只有弯曲变形,基本无拉伸、压缩变形。有压弯、卷圆、滚压成型等工序。如支架、铰链等。 二点焊 点焊焊点直径,焊点间的最小距离,板件的最小搭(对)接边尺寸等与板件厚度之间的关系:
注: 1、板料厚度: 1)两层板焊接时,t为厚度小的板厚值; 2)三层板焊接时,厚板夹在中间时,t为薄板厚度值;薄板夹在中间时,t为厚板厚度值; 3)在两层板焊接时,厚薄板厚度之比不能大于3。在三层板焊接时,总厚不大于薄板厚度的4倍。 2、焊接方法的选择:
板料厚度在1.6以下,一般选点焊; 板料厚度在1.6—3.2,可选点焊或熔接焊; 板料厚度在3.2以上,一般选择熔焊; 3、焊点强度为剪切强度,板料的强度极限为30Kg/mm2。三最小冲孔尺寸: 孔与孔、孔与边缘的最小尺寸:
C: 大于或等于3-5t
外凸圆的最大翻边高度:
平板件的最小翻边高度: 翻边,拉延,成形时,最小内圆角半径: 落料的最小圆角半径:
压铸模具设计和制造介绍材料
模具分类与条款 Awintech已向客户建立了三类压铸模具,这三类压铸模具为原型模具、预生产模具和生产模具。 生产模具使用在与全能力生产的有关方面,它符合本手册中提到的标准压铸设计和制造。其模具寿命与常规模具非常相似。数量达到20,000件以上则适合于这类模具。上内模和滑阀面是用优质的H13级钢制成的。 预生产模具使用在这些方面,如客户需要生产有限的超越产品寿命的的零件。用铝压铸的这种模具能持续达到近20,000射出。铸造时使用锌或镁都将延长其使用寿命。 原型模具则使用在这些方面,当客户只要求用380铝生产非常有限数量,仅达到500件这样的零件。此类模具寿命会比用其它合金制成的模具寿命要长一些。 在本手册以后章节中会提到与设计和制造有关的特定模具条款。 最值得一提是在每一类模具中为客户制造合格的压铸产品的生产性能作为最首要的目标。如果模具生产无法满足客户的需求,则毫无价值。我们尝试详细说明一下品质标准,在这三类模具中每一个品质标准都要向客户提供。另外,我们也在努力确保他们对每一类模具生产的铸件质量有所了解。 与Awintech作生意
Awintech的目标就是向客户提供符合预期要求并交付及时的高品质模具。本手册中我们详细说明向客户提供的模具标准。不过,如果有任何关于模具设计和制造的疑问,请与我们联系。 铸造模,电极、CNC程序、设计、计算机程序、模板以及与该工作有关的需采购的所有东西都是Awintech所具备的。它们应由模具制造商保留或根据客户要求提供给我们。 以下是模具加工付款条件: 随订购单先预付50%模具加工费,模具加工完成后再付40%,最后模具样品合格后再付10%。 备注:以上条件需双方共同达成一致,否则无效。