SMT贴片工艺检验标准

SMT贴片工艺品质检验标准
一、目的:规范SMT加工的工艺质量要求,以确保产品品质符合要求。
二、范围:适用于公司所有SMT加工生产过程中的工艺品质管控。
三、定义:
1、一般作业工艺:指产品加工过程中质量常规管控的作业如:焊膏储存、印刷效果、贴片状况、回
流焊,QC检验等。
2、A类(主要不良):工艺执行漏作业、错作业、作业不到位,功能不能实现。(例:焊锡短路,错
件等)
3、B类(次要不良):工艺执行作业不到位,影响PCB板的安装使用与功能实现;影响产品的外观等
不良。(例:P板表面松香液体过多)
4、不良项目的定义(详情请见附件)
四、相关标准
IPC-A-610D-2005《电子组件的接受条件》
SJ/T 10666 - 1995《表面组装组件的焊点质量评定》
SJ/T 10670 - 1995《表面组装工艺通用技术要求》
五、标准组成:
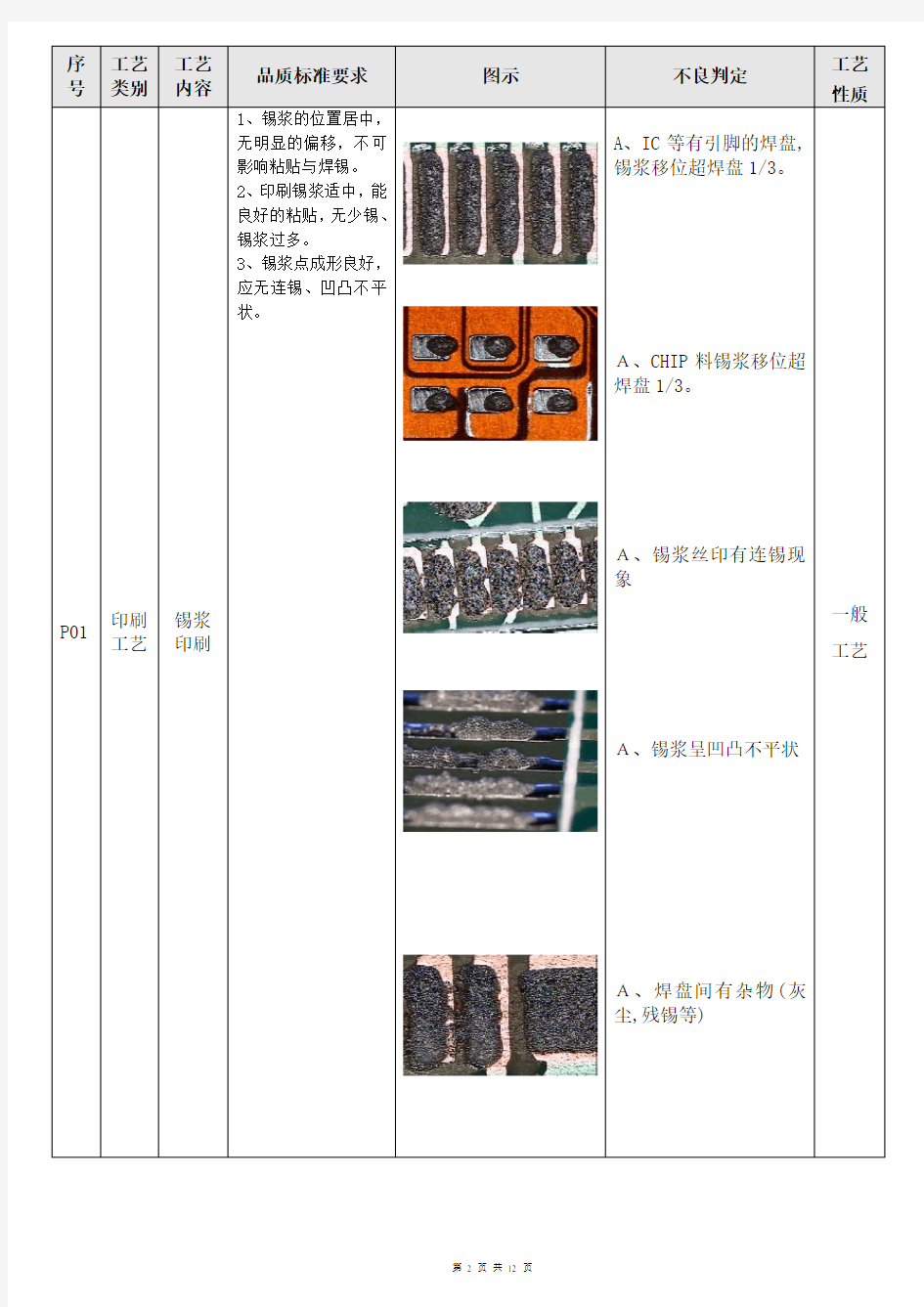
1、印刷工艺品质要求(P-01)
2、元器件贴装工艺品质要求(P-02)
3、元器件焊锡工艺要求(P-03)
4、元器件外观工艺要求(P-04)
六、检验方式:检验依据: GB/T2828.1-2003 -----II类水准
AQL接收质量限: (A类)主要不良:0.65 (B类)次要不良:1.0
七、检验原则
一般情况下采用目检,当目检发生争议时,可采用10倍放大镜。
本标准参照相关标准由品质部制定,标准的发行与修订、废止需经品质部的允许。
拟定:审核:批准:
附件:相关不良项目的定义
1、漏焊:即开焊,包括焊接或焊盘与基板表面分离。
焊点特征:元器件与焊盘完全没有连接,元器件与焊盘存开路状态
2、虚焊:焊接后,焊端或引脚与焊盘之间有时出现电隔离现象。
焊点特点:焊点的机械性能达不到要求,机械性能差;
焊点的电气性能不符合要求,存在隔离电阻;
焊点存在早期失效的可能;
3、冷焊:焊接后,焊点出现疏松不光亮,没有完全润湿。
焊点特征:焊点表面呈暗黑色,无光泽
焊点表面疏松,机械性能差,焊锡易脱落;
焊锡呈未完全熔化状态
4、立碑:即墓碑,元器件的焊端离开焊盘向上方斜立或直立。
焊点特征:只要一个焊点与元器件连接,元器件的另一端脱离焊盘
5、短路:两个或两个以上不应相连的焊点之间的焊料相连;或焊点的焊料与相邻的导线相连。
6、锡少:焊点上的焊料量低于最少需求量(小于焊盘大小的1/2)。
7、拉尖:焊点的一种形状,焊料有突出向外的毛刺,但没有与其它导体或焊点相连接。
8、锡珠:焊接时,粘附在印制板、阻焊膜或导体上的焊料小圆球(按如下要求进行判定)
(1)固定部位
(2)可动部分
9、沙眼:即针孔,其最大直径不得大于焊点尺寸的1/4,且同个焊点的针孔数目不允许超过2个
10、移位:元器件在平面内横向\纵向或旋转方向偏离预定位置;
12、空焊:焊接后,粘附在焊盘上的焊料完全没有与元器件的焊端相连接,元器件只是粘在焊盘上
而已。
SMT贴片检验规范
文件主题SMT贴片检验规范 检验项目检验 方法 检验标准不良描述 检验类型检验 阶段 检验 水平 不良 判定 常规确认AQL 钢网确认目测 1、所用钢网必须与此款产品相一 致; 钢网与此款产品不一致√ 首件 巡检 正常 II级 单次 Ac/Re :0/1 2、生产前应用钢网核对光源板焊 盘,钢网开孔与焊盘完全一致才 可生产; 钢网开孔与焊盘不一 致,且歪斜不能超过焊 盘1/3 √ 1.0 锡膏解冻目测 1、生产使用锡膏需在常湿下解冻 2H-4H方可使用 解冻时间不足2H √ 首件 巡检 正常 II级 单次 2.5 2、解冻后对锡膏进行搅拌,搅拌 均匀,不能有变质、颗料状的现 象 搅拌不均匀,变质、有 颗料状 √ 1.0 印刷锡膏目测 1、锡膏印刷应无偏移,锡膏表面 平整,位置在焊盘中间、无连锡、 无塌陷、无拉尖 锡膏偏移不能超过焊盘 1/2,表面不平整,连锡, 塌陷,拉尖 √ 首件 巡检 正常 II级 单次 1.0 2、锡膏印刷厚度要求在钢网厚度 的±0.02mm 印刷好的锡膏超过钢网 厚度±0.02mm √ 2.5 3、印刷好的锡膏量应覆盖焊盘开 孔面积80%以上 锡膏量覆盖在焊盘面积 80%以下 √ 1.0
文件主题SMT贴片检验规范 检验项目检验 方法 检验标准不良描述 检验类型检验 阶段 检验 水平 不良 判定 常规确认AQL 贴片目测1、上料时飞达的光源不能混电 压、色温、光通量,且Bin应相 同等; 两边飞达的光源混电 压、色温、光通量,且 Bin区不同 √ 首件 巡检 成品 正常 II级 单次 Ac/Re :0/1 2、光源正负极不能贴反,灯珠不 能偏移,少件,贴翻等不良现象 正负极贴反,灯珠偏移 超过焊盘1/3,少件,贴 翻等 √ 1.0 3、贴片灯珠上飞达时应由IPQC 确认后方可装入飞达进行贴片; 贴片灯珠上飞达时未经 过IPQC确认后进行贴片 √ 1.0 4、确认灯珠时应用万用表进行点 亮测试,灯珠点亮后万用表显示 正值,红表笔所对应的一端为正 极,黑表笔对应的一端为负极; 反之,红表笔所对应的一端为负 极,黑表笔所对应的一端为正极, 再根据相应的极性装入飞达料 盘; 光源正负极装入飞达反 向,光源装错,导致贴 片后光源板不良 √ 首件 巡检 正常 II级 单次 Ac/Re :0/1