数控加工参数表修订稿

数控加工参数表
WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
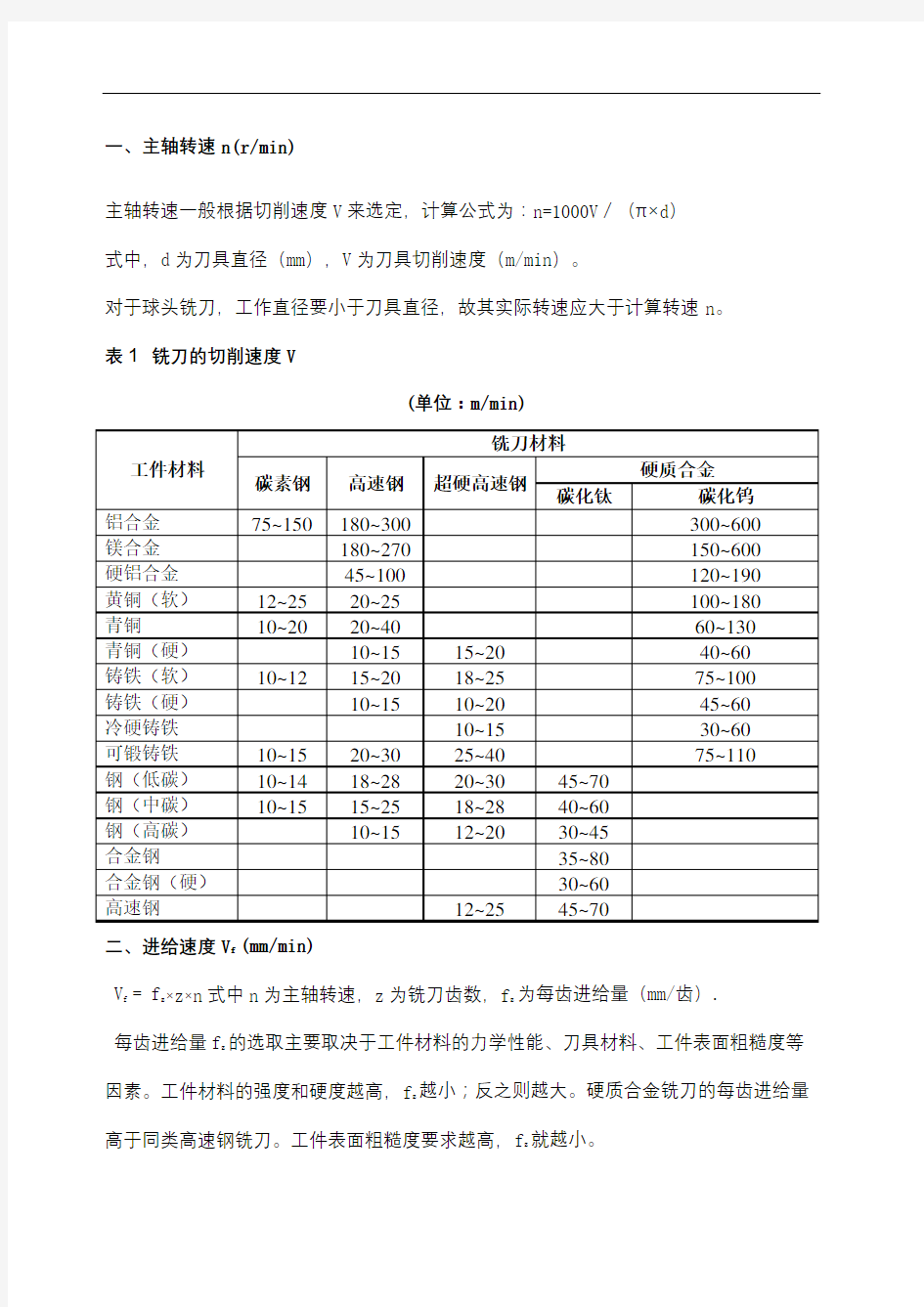
一、主轴转速n(r/min)
主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d)
式中,d为刀具直径(mm),V为刀具切削速度(m/min)。
对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。表1铣刀的切削速度V
(单位:m/min)
二、进给速度V f (mm/min)
V
f = f
z×
z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/齿).
每齿进给量f
z
的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素。工件材料的强度和硬度越高,f z越小;反之则越大。硬质合金铣刀的每齿进给量高于同类高速钢铣刀。工件表面粗糙度要求越高,f z就越小。
1.铣削加工
表2 铣刀每齿进给量f z (单位:mm/齿)
2.镗削加工
表3 镗孔切削用量
3、攻螺纹
攻螺纹前底孔直径的确定:
攻米制螺纹螺距P<1mm:d0=d-P
P>1mm:d0=d-(~)P
式中P —螺距(mm)
d0 —钻头直径(mm)
d—螺纹公称直径(mm)
攻不通孔螺纹
钻孔深度=所需螺孔深度- d
表4 攻普通螺纹前的底孔直径
表5 攻英制螺纹前的底孔直径
表6 攻螺纹切削速度
(单位:m/min)
4、钻孔加工
表7 用高速钢钻头钻孔切削用量
(f单位:mm/r)
5、铰孔加工
铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为~
底孔直径=铰刀直径-(~)mm
铰削加工时切削速度V取3~15m/min
进给量f取~r
注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
三、切削液的选择
注:以上各表是加工中心和数控铣床常用的加工参数,供参考。
数控加工参数表
一、主轴转速n(r/min) 主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d) 式中,d为刀具直径(mm),V为刀具切削速度(m/min)。 对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。表1铣刀的切削速度V 二、进给速度V f (mm/min) V f = f z ×z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/ 齿). 每齿进给量f z 的选取主要取决于工件材料的力学性能、刀具材料、工件 表面粗糙度等因素。工件材料的强度和硬度越高,f z 越小;反之则越大。硬质合 金铣刀的每齿进给量高于同类高速钢铣刀。工件表面粗糙度要求越高,f z 就越小。1.铣削加工 表2 铣刀每齿进给量f z
攻螺纹前底孔直径的确定: 攻米制螺纹螺距P<1mm:d0=d-P P>1mm:d0=d-(1.04~1.06)P 式中P —螺距(mm) d0 —钻头直径(mm) d—螺纹公称直径(mm) 攻不通孔螺纹 钻孔深度=所需螺孔深度-0.7 d
表7 用高速钢钻头钻孔切削用量
5、铰孔加工 铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。 铰孔前应留有铰削余量,一般为0.1~0.2mm 底孔直径=铰刀直径-(0.1~0.2)mm 铰削加工时切削速度V取3~15m/min 进给量f取0.05~0.5mm/r 注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。 三、切削液的选择 注:以上各表是加工中心和数控铣床常用的加工参数,供参考。
数控铣削加工工艺参数的确定
数控铣削加工工艺参数的确定 确定工艺参数是工艺制定中重要的内容,采用自动编程时更是程序成功与否的关键。 (一)用球铣刀加工曲面时与切削精度有关的工艺参数的确定 1、步长l (步距)的确定 步长l (步距)——每两个刀位点之间距离的长度,决定刀位点数据的多少。 曲线轨迹步长l 的确定方法: 直接定义步长法:在编程时直接给出步长值,根据零件加工精度确定 间接定义步长法:通过定义逼近误差来间接定义步长 2、逼近误差e r 的确定 逼近误差e r ——实际切削轨迹偏离理论轨迹的最大允许误差 三种定义逼近误差方式(如图16-4所示) : 指定外逼近误差值:以留在零件表面上的剩余材料作为误差值 (精度要求较高时一般采用,选为0.0015~0.03mm ) 指定内逼近误差值:表示可被接受的表面过切量 同时指定内、外逼近误差 3、行距S (切削间距)的确定 行距S (切削间距)——加工轨迹中相邻两行刀具轨迹之间的距离。 行距小:加工精度高,但加工时间长,费用高 行距大:加工精度低,零件型面失真性较大,但加工时间短。 两种方法定义行距: (1)直接定义行距 算法简单、计算速度快,适于粗加工、半精加工和形状比较平坦零件的精加工的刀具运动轨迹的生成 (2)用残留高度h 来定义行距 残留高度h ——被加工表面的法矢量方向上两相邻切削行之间残留沟纹的高度。 大:表面粗糙度值大 小:可以提高加工精度,但程序长,占机时间成倍增加,效率降低 选取考虑:粗加工时,行距可选大些,精加工时选小一些。有时为减小刀峰高度,可在原两行之间加密行切一次,即进行曲刀峰处理,这相当于将S 减小一半,实际效果更好些。 (二)与切削用量有关的工艺参数确定 图3.2.6 指定逼近误差
CNC加工参数
MCS(Machine Coordinate System 机械坐标系它是所有刀具路径输出点的基本位置。一旦移动机械坐标系,系统就得重新建立刀具路径输出点。开始时没有对MCS作任何操作的情况下,MCS是和绝对坐标系一致的,并且MCS是被保存在零件文件里的。 RCS(Reference Coordinate System参考坐标系 Link Mcs/Rcs 用于把RCS 和MCS关连起来,令两者重合,(原点位置和坐标轴方向都重合) 1: 水平用于设置刀具进入或退出工件侧面的最大水平安全距离。 2: 直立用于设置刀具进入或退出上一切削高度(或素材平面上方)的最大垂直高度安全距离。 3: 最小用于在设置安全平面高度之前,设置刀具与铣削平面之间的距离。当系统没有定义安全平面,且其水平和垂直安全距离都没有超过此设置值时,系统将把该最小距离作为进刀和退刀的安全距离。 4: 安全平面作为在进行至下一切削区域前,须把刀提到的安全平面,使用时如选择该选项,安全平面高度会与整体安全平面高度相同。 5: 先前平面选择该选项后,系统以上一单节的安全平面,作为在行进至下一切削区域前,须把刀提到的安全平面高度,使用时选择该选项,安全平面高度与上一单节安全平面设置相同。 6: 素材平面选择该选项后,系统以素材的最高平面,作为在行进至下一切削区域前,须把刀提到的安全平面高度。使用时选择该选项,则安全平面高度会与素材平面设置相同。 7: 直接如无指定进刀起始点,系统将直接移动至开始铣削点。 自动类型 1: 当其设置为线性时,系统将产生线性进刀路径。当其设置为圆弧,则产生的进刀路径将沿着圆弧行进,其圆弧半径可由圆弧半径的输入值决定。 2: 激活区间用于设置边界与自动的线性或圆弧的最大距离。在设置它的距离后,系统将计算其相当于刀具横向进给的数目,作为其边界开始铣削点与实际进刀点的距离。 3: 重叠距离用于设置进刀起始点和退刀结束点的相重叠距离。该设置主要用于消除铣削时可能残留于进刀点的残料。 区域排序 标准方式是让系统自行决定切削顺序;优化是根据切削时间上效率最高的顺序进行切削;按进刀点按预钻点分别按定义的起始点和预钻点的顺序进行切削。 自交当切削方式为标准走刀方式时,不管其刀具路径是否产生过切的状态,系统都将依照所设置的刀具路径行走,当其打开时,系统将依照原先设置的刀具路径行进,当其关闭时,则刀具遭遇过切的情形时,系统将会提刀避免过切的区域。 区域连接在用跟随周边跟随工件及配置文件的铣削路径在彼此相连接的铣削区域内,尽量保持不提刀的连续刀具路径。使用时只需选中该选项即可。 边界近似跟随周边跟随工件及配置文件的铣削路径时,减少程序执行时间及缩短刀具路径长度的设置。当边界或岛屿为二次圆锥曲线或B-样条时,可将此设置为打开,以产和较佳的近似边界刀具路径。
fanuc数控系统参数表
fanuc数控系统参数表 FANUC系统有很丰富的机床参数,为数控机床的安装调试及日常维护带来了方便条件。根据多年的实践,对常用的机床参数在维修中的应用做一介绍。 1.手摇脉冲发生器损坏。一台FANUC 0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。等手摇脉冲发生器修好后再将该参数置“1”。 2.当机床开机后返回参考点时出现超行程报警。上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种: (1)若X轴在返回参考点过程中,出现510或是511超程报警,可将参数0700LT1X1数值改为+99999999(或将0704LT1X2数值修改为-99999999)后,再一次返回参考点。若没有问题,则将参数0700或0704数值改为原来数值。 (2)同时按P和CAN键后开机,即可消除超程报警。 3.一台FANUC 0i数控车床,开机后不久出现ALM701报警。从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数RRM8901#0改为“1”先释放 ALM701报警,然后在强制冷风冷却,待风扇购到后,再将PRM8901改为“0”。 4.一台FANUC 0M数控系统加工中心,主轴在换刀过程中,当主轴与换刀臂接触的一瞬间,发生接触碰撞异响故障。分析故障原因是因为主轴定位不准,造成主轴头与换刀臂吻合不好,无疑会引起机械撞击声,两处均有明显的撞伤痕迹。经查,换刀臂与主轴头均无机械松动,且换刀臂定位动作准确,故采用修改N6577参数值解决,即将原数据1525改为1524后,故障排除。 5.密级型参数0900~0939维修法。按FANUC 0MC操作说明书的方法进行参数传输时,密级型参数0900~0939必须用MDI方
《数控加工中心操作与加工》
行业模块《加工中心操作与加工》 项目1 加工中心的操作编程 学习单元1 加工中心的手动方法 一、FANUC 0i —MATE 系统加工中心控制面板 FANUC 0i —MATE 数控系统分为4个部分,分别是CNC 操作面板,屏幕显示区,屏幕软键和机床控制面板,如图H.1.1所示。 图H.1.1 FANUC 数控系统加工中心控制面板 1 FANUC 数控系统CNC 操作面板 FANUC 数控系统CNC 操作面板如图H.1.2所示,各按键功能见表H1.1。 CNC 操作面板 屏幕显示区 屏幕软键 机床控制面板
图H.1.2 FANUC数控系统CNC操作面板 表H1.1: FANUC数控系统操作面板各键功能 键名称功能说明 0~9 地址、数字键输入输入字母、数字和符号SHIFT 上档键切换字符 EOB 段结束符键每条语句结束后加 “;” POS 加工操作区域键显示加工状态 PROG 程序操作区域键显示程序界面 OFS/SET 参数操作区域键显示参数和设置界面SYSTEM 系统参数键设置系统参数MESSAGE 报警参数键显示报警参数 CSTM/GR 图像显示键显示当前走刀路线INSERT 插入键手动编程时插入字符ALTER 替换键编程时替换字符 CAN 回退键编程时回退清除字符DELETE 删除键删除程序及字符INPUT 输入键输入各种参数 RESET 复位键复位数控系统 HELP 帮助键获得帮助信息 翻页键程序编辑时进行翻页 光标移动键移动光标 2 机床控制面板如图H.1.3所示,面板各按钮说明见表H.1.2所示。
图H.1.3 FANUC数控系统机床控制面板 表H.1.2: FANUC数控系统机床控制面板各按钮说明类型按钮/名称功能说明 模式选择自动按此按钮后,进入自动加工 编辑按此按钮后,进入程序编辑 MDI 按此按钮后,进入MDI,手动输入程序 DNC 按此按钮后,可进行输入输出程序(在线加 工) 回原点模式 按此按钮后,机床进入回原点模式 JOG 按此按钮后,进入手动状态 增量 按此按钮后,进入增量模式 手轮 按此按钮后,进入首轮模式,可手轮操作机 床 电源开 接通电源 电源关 关闭电源 主轴倍率调节主轴转速 急停按钮按下急停按钮机床立即停止所有移动 进给倍率可调节机床进给速度 手轮键按此键可用手轮操作机床
CNC刀具加工参数及深度能力表.docx
铝料加工参数表 加工方式粗加工 刀具直径转速( S)进给( F)吃刀深度( DP)转速( S)φ0.580003000.058000 φ1.080006000.158000 φ1.580008000.28000 φ2.0800010000.56000 φ2.5800010000.56000 φ3.08000100016000 φ4.080001200 1.56000 φ5.08000150025000 φ6.08000180025000 φ8.080002000 2.55000 φ10.08000300034000 φ12.08000500034000 φ16.08000400032000 φ20.08000400031500 钢件加工参数表 加工方式粗加工 刀具直径转速( S)进给( F)吃刀深度( DP)转速( S)φ0.560001000.015000 φ1.050003000.055000 φ1.550005000.065000 φ2.050005000.085000 φ2.545005000.085000 φ3.040008000.14000 φ4.0400012000.154000 φ5.0400015000.24000 φ6.0350018000.23500 φ8.0300020000.23000 φ10.025*******.22500 φ12.022*******.22200 φ16.022*******.32000 φ20.020*******.31000 以上参数为普通加 工参数,平时编程 参照设定,碰到其 他情况适当调整, 如:
1.批量件首件调试后,加快参数,优化刀刀路,快速优质加工出零件。 2.使用加长刀、加工小槽、精孔,转速、进给做出评估打六折给参数。
数控加工参数表修订稿
数控加工参数表 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
一、主轴转速n(r/min) 主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d) 式中,d为刀具直径(mm),V为刀具切削速度(m/min)。 对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。表1铣刀的切削速度V (单位:m/min) 二、进给速度V f (mm/min) V f = f z× z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/齿). 每齿进给量f z 的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素。工件材料的强度和硬度越高,f z越小;反之则越大。硬质合金铣刀的每齿进给量高于同类高速钢铣刀。工件表面粗糙度要求越高,f z就越小。
1.铣削加工 表2 铣刀每齿进给量f z (单位:mm/齿) 2.镗削加工 表3 镗孔切削用量 3、攻螺纹 攻螺纹前底孔直径的确定: 攻米制螺纹螺距P<1mm:d0=d-P
P>1mm:d0=d-(~)P 式中P —螺距(mm) d0 —钻头直径(mm) d—螺纹公称直径(mm) 攻不通孔螺纹 钻孔深度=所需螺孔深度- d 表4 攻普通螺纹前的底孔直径
表5 攻英制螺纹前的底孔直径 表6 攻螺纹切削速度 (单位:m/min) 4、钻孔加工 表7 用高速钢钻头钻孔切削用量
(f单位:mm/r) 5、铰孔加工 铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。 铰孔前应留有铰削余量,一般为~ 底孔直径=铰刀直径-(~)mm 铰削加工时切削速度V取3~15m/min 进给量f取~r 注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
数控加工参数表
一、主轴转速n(r/m i n) 主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d) 式中,d为刀具直径(mm),V为刀具切削速度(m/min)。 对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。 表1铣刀的切削速度V
二、进给速度V f (mm/min) V f = f z ×z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/齿). 每齿进给量f z 的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因 素。工件材料的强度和硬度越高,f z 越小;反之则越大。硬质合金铣刀的每齿进给量高 于同类高速钢铣刀。工件表面粗糙度要求越高,f z 就越小。 1.铣削加工 表2 铣刀每齿进给量f z
攻螺纹前底孔直径的确定: 攻米制螺纹螺距P<1mm:d0=d-P P>1mm:d0=d-(~)P 式中P —螺距(mm) d0 —钻头直径(mm) d—螺纹公称直径(mm) 攻不通孔螺纹 钻孔深度=所需螺孔深度- d
表7 用高速钢钻头钻孔切削用量 5、铰孔加工 铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为~ 底孔直径=铰刀直径-(~)mm 铰削加工时切削速度V取3~15m/min 进给量f取~r 注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。 三、切削液的选择 注:以上各表是加工中心和数控铣床常用的加工参数,供参考。
各种数控加工方法及参数
东风模具公司数控加工程序单:
京泊汽车模具公司 拉延模:按工艺修改拉延筋: 凸凹模、压边圈加工精度设为0.01 凸模、压边圈精加工步距0.7 凹模精加工步距0.8、清根淬火前加工到位、其它留0.25-0.3余量淬火后加工。 翻边:精加工步距0.7-0.8 加工工艺要求: 1、拉延模:〈1〉凸模及压边圈还按原来加工工艺加工。 〈2〉凹模的加工:粗铣型面-〉粗铣导板位面–〉振动时效–》 半精铣型面–》半精铣导板位面–》清根–》卸活–》 淬火–》二次装夹–》精铣底面–》精铣型面–》导板位面-》 压板槽、台-》限位台-》安全平台-》快速定位等-》卸活 2、修边冲孔模:凸凹模:
第一次装夹-》粗铣型面、轮廓-》粗铣导板位面-》粗镗导柱(套)孔-》精铣型面-》半精轮廓(留0.5)-》半精铣导板位面-》半精铣导柱(套)孔-》卸活-》淬火-》 第二次装夹-》精铣底面-》翻转找正定位-》精铣轮廓-》精铣导板位面-》精镗导柱(套)孔-》冲头尾销孔-》侧销面孔-》压板槽台等。 福臻实业股份有限公司 ASSET TRDING CO;LTD 方法: (1)DR 压边圈拉延筋中心外30mm,降0.1mm,细刻(精加工)(2)TR/PI 下模:TR/Profile 外30mm,降0.3mm,细刻(精加工) PI模钮外30mm,降0.3mm,细刻(精加工)压料板:TR、PI/Profile外20mm,降2mm,中刻(半精加工)刀块:TR/Profile外20mm,降5mm,中刻(半精加工)(3)FL/RST 下模:Profile 外80mm,降0.3mm,细刻(精加工) 压料板:Profile 外50mm,降2mm,中刻(半精加工) 下面是步距: 管理面雕刻至细刻(3D沿面)步距1mm
fanuc数控系统常用参数表
fanuc数控系统参数表 2010-07-16 14:01 FANUC系统有很丰富的机床参数,为数控机床的安装调试及日常维护带来了方便条件。根据多年的实践,对常用的机床参数在维修中的应用做一介绍。 1.手摇脉冲发生器损坏。一台FANUC 0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。等手摇脉冲发生器修好后再将该参数置“1”。 2.当机床开机后返回参考点时出现超行程报警。上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:(1)若X轴在返回参考点过程中,出现510或是511超程报警,可将参数0700LT1X1数值改为+99999999(或将0704LT1X2数值修改为-99999999)后,再一次返回参考点。若没有问题,则将参数0700或0704数值改为原来数值。 (2)同时按P和CAN键后开机,即可消除超程报警。 3.一台FANUC 0i数控车床,开机后不久出现ALM701报警。从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到
同类型风扇,即先将参数RRM8901#0改为“1”先释放ALM701报警,然后在强制冷风冷却,待风扇购到后,再将PRM8901改为“0”。 4.一台FANUC 0M数控系统加工中心,主轴在换刀过程中,当主轴与换刀臂接触的一瞬间,发生接触碰撞异响故障。分析故障原因是因为主轴定位不准,造成主轴头与换刀臂吻合不好,无疑会引起机械撞击声,两处均有明显的撞伤痕迹。经查,换刀臂与主轴头均无机械松动,且换刀臂定位动作准确,故采用修改N6577参数值解决,即将原数据1525改为1524后,故障排除。 5.密级型参数0900~0939维修法。按FANUC 0MC操作说明书的方法进行参数传输时,密级型参数0900~0939必须用MDI方式输入很不方便。现介绍一种可以传输包含密级型参数0900~0939在内的传输方法,步骤如下: (1)将方式开关设定在EDIT位置; (2)按PARAM键,选择显示参数的画面; (3)将外部接收设备设定在STAND BY(准备)状态; (4)先按EOB键不放开,再按OUTPOT键即将全部参数输出。 6.一台FANUC 0MC立式加工中心,由于绝对位置编码电池失效,导致X、Y、Z丢失参考点,必须重新设置参考点。
数控加工刀具及参数选择
数控加工刀具及参数选择 【摘要】数控刀具的选择和切削切削参数的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。一般说来,我们考评加工效率,主要是从加工时间考虑,但某些情况下,刀具寿命也是加工要素之一。 【关键词】数控;刀具;参数 中图分类号:tp27文献标识码:a文章编号: 1006-0278(2012)04-125-01 数控加工具有高速、高效和自动化程度高的特点,数控刀具一般分为通用刀具、专用刀具及某些特殊刀具。刀具通过刀柄连接并装在机床动力头上,因此已逐渐标准化和系列化。数控刀具的分类有多种方法。根据刀具结构可分为:①整体式。②镶嵌式(采用焊接或机夹式联接,机夹式又可分为不转位和可转位两种)。③特殊形式,如复合式刀具、减振式刀具等根据制造刀具所用的材料可分为:①高速钢刀具。②硬质合金刀具(涂层和非涂层)。③金刚石刀具。 ④其他材料刀具,如立方氮化硼刀具、陶瓷刀具等。随着数控技术的发展,要求我们换刀迅速,近几年机夹式可转位刀具得到广泛的应用,在数量上达到整个数控刀具的30%~40%,金属切除量占总数的80%一90%。 数控刀具与普通机床上所用的刀具相比,有许多不同的要求,主要有以下特点:①刚性好(尤其是粗加工刀具)、精度高、抗振及热
变形小。②互换性好,便于快速换刀。③寿命高,切削性能稳定、可靠。④刀具的尺寸便于调整,以减少换刀调整时间。⑤刀具应能可靠地断屑或卷屑,以利于切屑的排除。⑥系列化、标准化,以利于编程和刀具管理。 由于数控刀具具有以上特点,以及数控技术发展需要,市面上各类辅导书花样翻新,层出不穷,其质量参差不齐,有的作者只是为了赚取稿费,其中设置参数很是随意,直接造成的后果就是很多学生拿到书籍,不知道应该相信哪本书,也给我们日常教学带来很多的麻烦,经常出现的事情就是,学生拿着书怀疑我们教学内容的准确性。 这里有一个我经历的例子,某次全国性质的金工实习培训项目,有数十位相关人员参加,我们单位负责数控铣床实习操作,我们准备的材料为易切削刚,45#钢,使用的刀具为16高速钢键槽铣刀,刀具为新刀具,倒角大小为0.5mm。机床种类为自贡数控加工中心,x轴行程1050mm,机床的刚性良好。无冷却液状态加工。我们指导人员设置的加工参数分别为:s=400n/min,t=1mm.f=150mm/min。按照这一组参数加工,机床加工状态良好,噪音很小,机床没有什么明显的抖动。操作工程中,其中一位年轻老师反对我们设置的参数,要求更改s=600n/min,及t=2mm,我们分别做了实验: 采取s=600n/min时,刀具很快磨损,铁屑形状有片状变为碎末,铁屑颜色由淡黄色变为蓝色,直至加工过程中产生刺耳的摩擦声
加工中心的刀具及参数选择
加工中心的刀具及参数选择 刀具的选择和切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。CAD/CAM技术的发展,使得在数控加工中直接利用CAD的设计数据成为可能,特别是微机与数控机床的联接,使得设计、工艺规划及编程的整个过程全部在计算机上完成,一般不需要输出专门的工艺文件。 现在,许多CAD/CAM软件包都提供自动编程功能,这些软件一般是在编程界面中提示工艺规划的有关问题,比如,刀具选择、加工路径规划、切削用量设定等,编程人员只要设置了有关的参数,就可以自动生成NC程序并传输至数控机床完成加工。因此,数控加工中的刀具选择和切削用量确定是在人机交互状态下完成的,这与普通机床加工形成鲜明的对比,同时也要求编程人员必须掌握刀具选择和切削用量确定的基本原则,在编程时充分考虑数控加工的特点。本文对数控编程中必须面对的刀具选择和切削用量确定问题进行了探讨,给出了若干原则和建议,并对应该注意的问题进行了讨论。 一、数控加工常用刀具的种类及特点 数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。刀柄要联接刀具并装在机床动力头上,因此已逐渐标准化和系列化。数控刀具的分类有多种方法。根据刀具结构可分为:①整体式; ②镶嵌式,采用焊接或机夹式连接,机夹式又可分为不转位和可转位两种;③特殊型式,如复合式刀具,减震式刀具等。根据制造刀具所用的材料可分为:①高速钢刀具; ②硬质合金刀具;③金刚石刀具;④其他材料刀具,如立方氮化硼刀具,陶瓷刀具等。从切削工艺上可分为:①车削刀具,分外圆、内孔、螺纹、切割刀具等多种;②钻削刀具,包括钻头、铰刀、丝锥等;③镗削刀具;④铣削刀具等。为了适应数控机床对
数控切削CNC加工参数目标优化
共享知识分享快乐 数控切削CNC加工参数目标优化 工艺参数是数控切削CNC加工的基本控制量。如工艺参数选择不当,不仅难以保证工件CNC加工精度及控制CNC加工成本,而且可能因切削力过大等原因造成机床被迫停机,影响数控机床效能的正常发挥。因此,以提高数控切削CNC加工效率、降低CNC加工成本、获得高质量产品为目的进行的数控切削CNC加工工艺参数多目标优化研究,对提高数控CNC加工经济效益具有重要意义。本文以数控车削、数控铣削CNC加工的主轴转速、进给速度、背吃刀量、铣削宽度等工艺参数作为优化变量,建立了多目标优化数学模型,同时采用有效的优化算法实现数控切削CNC加工工艺参数的多目标优化。 2 数控切削CNC加工工艺参数优化的数学描述 优化变量 数控车削CNC加工工艺参数的优化以主轴转速n、进给速度vf、背吃刀量ap作为优化变量,其向量表示为 X=(n,vf,ap)T 数控铣削CNC加工工艺参数的优化以主轴转速n、进给速度vf、背吃刀量ap、铣削宽度ae作为优化变量,其向量表示为 X=(n,vf,ap,ae)T 目标函数 数控切削CNC加工工时目标函数最高生产率与最短CNC加工工时是一致的。数控切削CNC加工工时为 t= lw*(1+ tct )+t0*vf*T (1) 式中:lw——切削行程(mm) vf——进给速度(mm/min) tct——换刀时间(min/次) T——刀具使用寿命(min/个) t0——工序辅助时间(min) 车削CNC加工刀具的使用寿命为 T= KTCT n1/mvf1/nap1/p (2) 共享知识分享快乐 铣削CNC加工刀具的使用寿命为 T= KTCTDq n1/mvf1/nap1/pae1/uZ1/w (3) 式中:CT——系数 KT——修正系数 m,n,p,u,w——指数 D——铣刀直径 Z——铣刀齿数 将式(2)、(3)分别带入式(1),可得数控车削CNC加工工时目标函数为 Mt(X)=Avf-1+Bcvf(1/n-1)n1/map1/p+t0 (4)