竹材旋切机说明书
竹材旋切机
摘要用具有资源丰富及代木性能良好的竹材代替木材使用,是缓解我国木材供给紧张的有效途径之一。为了充分利用竹材,发挥竹材纹理美观,耐磨耐蚀性好的优点。竹材旋切机是一种用来把竹材加工成薄的贴片的机器,加工出来的薄贴片纹理美观,漂亮,常用于装饰家具。它由床身,底座,刀架座和液压系统四部分组成。
关键字竹材旋切机薄贴片
Abstract With resource-rich and has a good wood on behalf of the use of bamboo instead of timber, the timber supply to ease tension in our country one of the effective ways. In order to make full use of bamboo, play bamboo texture appearance, good corrosion resistance of the advantages of wear-resistant。Bamboo veneer is a machine used to process bamboo into a thin patch of machinery, processing by the thin texture patch beautiful, often used to decorate furniture。It consists of bed, base, tool holder and the hydraulic system 。
Key word : Bamboo veneer Thin patches
1绪论
引言
用具有资源丰富及代木性能良好的竹材代替木材使用,是缓解我国木材供给紧张的有效途径之一。为了充分利用竹材,发挥竹材纹理美观,耐磨耐蚀性好的优点,可将竹材旋切成竹单板,再将竹单板贴在其它基材上。竹材旋切机由它由床身,底座,刀架座和液压系统四部分组成。
2竹材旋切机的工作原理
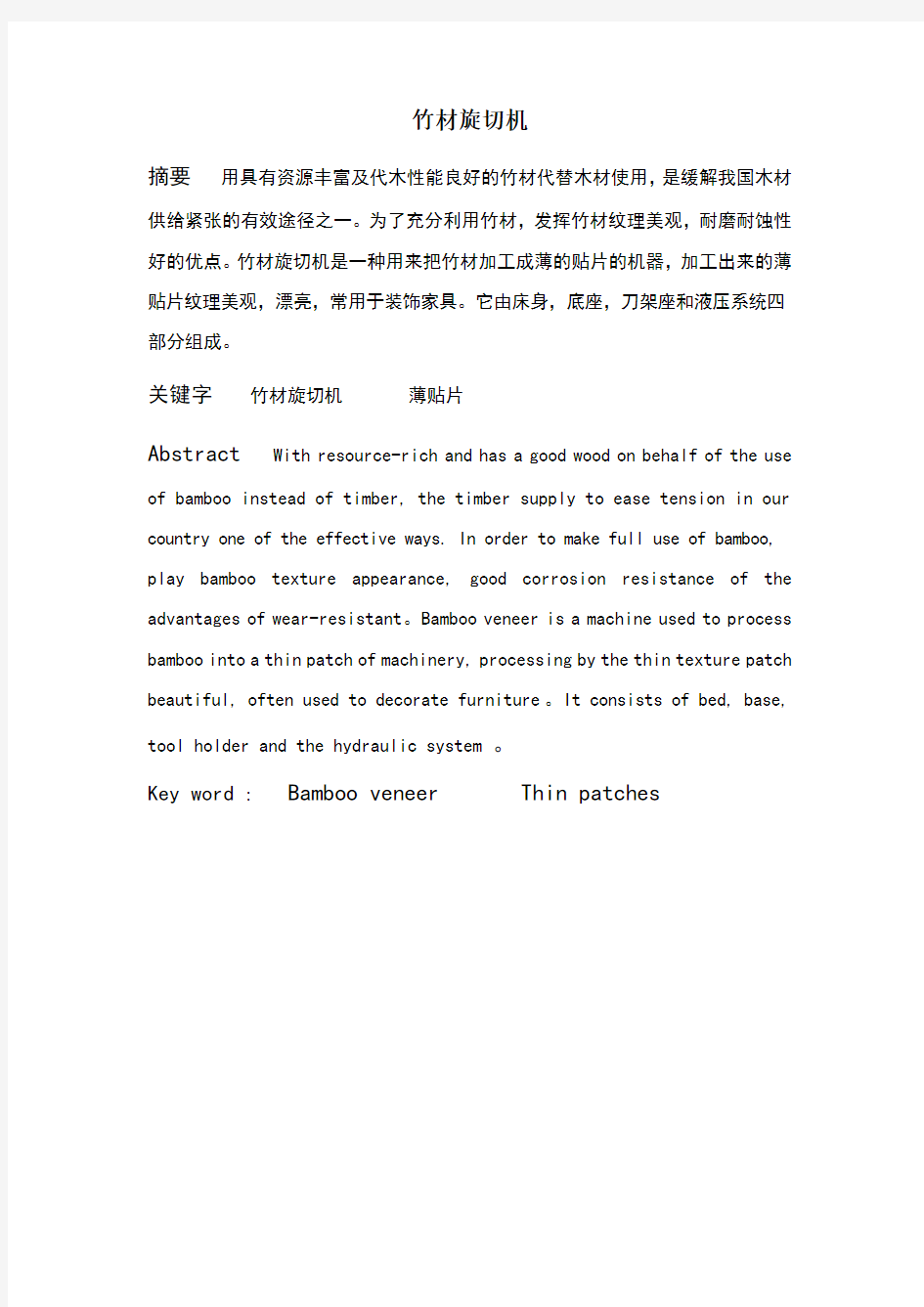
由安装在床身上的减速机带动安装在床身上的两根摩擦辊转动,同时由安装在刀架座上的另外一台减速机带动安装在刀架座上的一根摩擦辊转动,三根摩擦辊的转速相同,竹材安放在三根摩擦辊中间,由三根摩擦辊带动竹材转动,由液压系统推动刀架座在导轨上滑行,使竹材一层一层被切下来,直到竹材被刀具挤破为止,然后使液压系统反向,使刀架座反向滑行,回到初始位置,再装入竹材,如此反复进行加工。
图1 竹材旋切机的工作原理图
3各零件的尺寸及结构
减速机的选择
选择X系列摆线针轮减速机,其特点是传动比大,传动效率高;结构紧凑,体积小,重量轻;故障少,寿命长;运转平稳可靠;装拆方便,容易维修;过载能力强,耐冲击,惯性力矩小,适用于启动频繁和正反转运转的场合。根据竹材旋切机的特点,选型号为XWD5—11——6P的摆线针轮减速机。其传动比为11,许用输入功率为,许用输出转矩为·m输入转速为1800r/min,输出转速为164r/min,输出轴直径D=55mm,其结构示意图如下图所示:
图2 XWD摆线针轮减速机实体模型
链条联轴器的选择
根据减速机的输出轴直径D=55mm,许用输出转矩T=·m和竹材旋切机的性
能要求,选用型号为CL3,代号为Q/ZB104. 的CL型链轮联轴器(Q/ZB104-73),其允许最大扭矩为3150N·m允许最大转速为2400r/min,其结构示意图如下图所示:
图3 CL型链轮联轴器示意图
齿轮的设计与校核
3.3.1选定齿轮类型,精度等级,材料
选用标准直齿圆柱齿轮传动。
竹材旋切机为一般工作机器,速度不高,故选用7级精度(GB10095-88)。
材料选择选择小齿轮材料为40Cr(调质),硬度为280HBS,大齿轮材料为45钢(调质),硬度为240HBS,二者材料硬度差为40HBS。
3.3.2 齿轮的校核
在齿轮二级传动中,齿轮2和齿轮3的尺寸,结构,材料完全一样,两者的中
心距为130mm,即m
2z
2
=m
3
z
3
=130 (m
2
= m
3
,z
2
= z
3
),令m
2
= m
3
=5mm,则z
2
=z
3
=26,
依据u= z
2 /z
1
=n
1
/n
2
==13/9,推出z
1
=27×26/39=18。
3.3.2.1 按齿根弯曲疲劳强度校核:
由校核公式σF=σ
F0·Ysa=]
[
2
F
bdm
Ysa
KTYFa
bm
Ysa
YFa
KFt
σ
≤
?
=
?
?
来校核。
1.确定公式内的各计算数值1)计算载荷系数K
K=K A ×K v ×K Fa ×K F ?=1×××= 2)计算小齿轮传递的转矩T
因为减速机的许用输出转矩为T=·m=394100N ·mm ,故T1=T=394100N ·mm. 3)确定齿宽系数φd ,齿宽b 1,b 2
根据两支承相对小齿轮作悬臂布置,取φd=,则由φd=b/d ,可得b1=d1×φd=×90=54mm ,b2=d2×φd=×130=78mm。 4)确定齿形系数YFa YFa1=,YFa2=
5)确定应力校正系数Ysa Ysa1=,Ysa2=
6)确定大小齿轮弯曲疲劳强度极限σFE
σFE1=500MPa , σFE2=380MPa 查的弯曲寿命系数KFN1=,KFN2= 7) 计算弯曲疲劳许用应力 取弯曲疲劳安全系数S=,由式 [σF1]=4
.1500
85.011?=
?S FE KFN σMPa= [σF2]=
4
.1380
88.022?=
?S FE KFN σMPa= 8)由公式σF1]1[111
12F m
d b Ysa KTYFa σ≤?=
代人各值,得σF1=5
9054394100
53.191.2638.12??????=236MPa ≤[σF1];
σF2 m d b Ysa KTYFa 22222?=
=5
130********
595.160.2638.12??????=≤[σF2],符合要求。
3.3.2.2 按齿面接触疲劳强度校核
由公式σH1=
][2
H u
bd σ≤?来校核。 确定公式内的各计算数值 1)确定计算计算载荷系数 根据V1=
s m dn /772.01000
60164
9014.3100060=???=?π,
7级精度,查得动载系数Kv=,直齿轮,假设K A ×F t/b<100N/mm ,查得K Ha =K Fa =;查得使用系数K A =1;查得7级精度小齿轮相对支承悬臂布置时 K H β=+(1+Φd 2)φd 2+×103-b 将数据代人后得 K H β=+(1+×22+×103-×54 =,由b/h=54/×5=,K H β=,查得K F β=,故载荷系数K=K A ×K v ×K Ha ×K H β=1×××= 2) 传动比u=1
2
Z Z =13/9。
3) 由参考书查得材料的弹性影响系数ZE=2/1。
4) 按齿面硬度查得小齿轮的接触疲劳强度极限σHlim1=1200MPa ,大齿轮的接触疲劳强度极限σHlim2=650MPa 。
5) 由N=60n j Lh 计算应力循环次数(按工作寿命15年,设每年工作300天,两班制来计算)
N1=60×164×1×(1×8×300×15)=×108,
N2=2×N2/u=9/131054.328
??=×108。则由资料查得接触疲劳寿命系数 KHN1=,KHN2=。
6)计算接触疲劳许用应力
取失效概率为1%,安全系数S=1, [σH]1=108012009.01
lim 1=?=?S
H KHN σMPa ,
[σH]2=
5.61765095.02
lim 2=?=?S
H KHN σMPa 。
7)把各数据代人公式σH1=
][2
H u
bd σ≤?中, σH1=×
1][1.9989
905413
39410070.122
H σ≤=????? σH1=×
2][5769
1307813
39410070.122H σ≤=?????,符合要求。
3.3.3 大小齿轮的尺寸
模数 m 1=m 2=5mm 压力角 a 1=a 2=20?c
分度圆直径 d 1=m 1×z 1=5×18=90mm d 2=m 2×z 2=5×26=130mm 齿顶高 h a1=h a2=ha *m=5×1=5mm 齿根高 h f1=h f2=(ha *+c *)m=(1+×5=
齿轮外径 d a1=d 1+2h a1=90+2×5=100mm ,d a2=d 2+2h a2=130+2×5=140mm 齿根圆直径d f1=d 1-2h f1=90-2×=,d f2=d2-2h f2=130-2×= P 1=p 2=πm=5×=15.7mm s 1=s 2=e 1=e 2=πm/2=7.85mm 中心距a 12=21(d 1+d 2)=21
(90+130)=110mm ,齿宽b 1=φd=×90=54mm 中心距a 23=
21(d 2+d 3)=2
1
(130+130)=130mm ,齿宽b 2==×130=78mm 齿轮支架的设计
根据减速机托架上表面到主动轮中心的距离的大小为a=152.5mm ,主动轮轴径为D=55mm ,设计齿轮支架的高为h=192.5mm ,底座宽为B=80mm ,厚度为24mm ,孔径为55-55.2mm ,孔壁的表面粗糙度要达到,防止轴的表面过度磨损,其他表面的粗糙度达到即可,材料为45号钢,其具体形状与尺寸见零件图。
轴承的选用
3.5.1 滚动轴承类型的选择
滚动轴承类型的选择应考虑到以下几个方面:
1)载荷方向,大小和性质
所有向心轴承均可承受径向载荷,所有推力轴承均可承受轴向载荷,同时承受径向,轴向载荷时,可选用角接触球轴承,圆锥滚子轴承。轴向载荷较小时,可选用深沟球轴承。角接触球轴承和圆锥滚子轴承需成对安装使用。一般滚子轴承的承载能力大于相同尺寸的球轴承,且承受冲击载荷能力强。
2)转速
一般轴承工作转速应低于极限转速n
,深沟球轴承,角接触球轴承和圆柱滚
j
子轴承极限转速较高,适用于高速运转场合,推力轴承极限转速较低。
3)支承限位要求
能承受双向轴向载荷的轴承,可以用作固定支承限制轴的两个方向的轴向位移;只能承受单方向的载荷的轴承可以作单向限位支承;游动支承不限位,可选用内外圈不可分的向心轴承在轴承座孔内游动,也可以选用内外圈可分离的圆柱滚子轴承,其内外圈可以相对游动。
4)调心性能
由于各种原因不能保证两个轴承座孔同轴度或轴的挠度较大时,应选用调心性能好的调心球轴承和调心滚子轴承。圆柱滚子轴承和滚针轴承调心可能性很小。
5)刚度要求
一般滚子轴承的刚度大,球轴承的刚度小。角接触球轴承,圆锥滚子轴承采用预紧方法可以提高支承刚度。
根据竹材旋切机的载荷和受力情况和摩擦辊的轴径大小,选用型号为NJ2212,内外圈可分离的圆柱滚子轴承,其内径为d=60mm,大径为D=110mm,宽度为
B=23mm。
3.5.2轴承寿命的校核
按接触疲劳寿命选用轴承的基本公式为:L=3
/10)
/(P C ,或Lh=
3
/106)(6010P
C n , 其中L —额定寿命(百万转) C —额定动载荷(KN) P —当量动载荷(KN) Lh —额定寿命(小时) n —轴承转速(r/min)。 其校核方式可参考木材旋切机的校核方式。
3.5.3 轴承的润滑
为了保证滚动轴承正常运行,必须有良好的润滑。滚动轴承的额定载荷和极限转速都是在假设润滑适当的条件下确定的。所谓润滑适当是指润滑剂选择合适润滑剂量适当,润滑不良常是引起轴承早期破坏的主要原因之一。
滚动轴承中存在着多种滑动,是轴承运转中产生摩擦发热和磨损,对轴承润滑主要目的是避免滑道、滚动体、保持架之间金属的直接接触,减小摩擦发热,避免温度过高,减小轴承零件磨损和防止锈蚀。在循环油润滑中,润滑油的流动还可以起到散热冷却的作用,脂润滑时润油脂还可以起到一定的密封的作用。 根据轴承的工作条件,工作温度和载荷条件来决定润滑脂的种类和性能,根据竹材旋切机的工作条件,选用复合钙基润滑脂(ZB E36003—1988),代号ZFG —2,滴点≥200°C ,工作锥入度(1/10/mm) :265-295。
3.5.4 滚动轴承材料选用要求
动轴承一般滚动轴承是在较高的接触下和较高的转速下运转,因此首先要保证滚套圈和滚动体材料有较高的强度和硬度,要有淬透性,其次为了使滚动轴承能有足够长的寿命,要求其有较高的抗疲劳强度和抗摩擦磨损性能,此外,为了在工作温度下保持正常运转还要求其结构尺寸的稳定性和韧性。
在结构和内部几何尺寸,安装正确的情况下,滚动轴承的寿命与轴承的材料和冶炼工艺有很大关系,从20世纪初开始,高碳铬就被引用到轴承中来,到目前为止,用得最多的轴承钢仍然是碳的质量分数<%的高碳铬钢。
随着科学技术的不断发展,对轴承的性能的要求越来越多,如重载条件下的高可靠性要求等,在各种特殊工况条件下(如低温冷冻条件、真空条件
有腐蚀介质的环境中),工作的轴承都开发出了多种特殊性能的滚动轴承材料,对大型和特大型轴承,为了保持其高表面强度和其心部韧性,开发出了碳的质量分数<%的渗碳钢。
3.5.5 滚动轴承的预紧
预紧是将轴承装入轴承座和轴上后,采取一定措施使轴承中的滚动体和内外圈之间产生一定量的变形,以保持内外圈处于压紧状态。
滚动轴承预紧的目的:增加支撑的刚性,减小振动和噪声,为防止由于惯性力矩所引起的滚动体相当于内外圈滚道的滑动。
3.5.6滚动轴承的密封
密封对轴承来说时不可缺少的,密封既可以防止润滑剂的泄露,也可以防止外界有害物质的侵入,否则会引起轴承滚道的磨粒磨损,降低轴承的使用寿命,还可能使轴承零件受到有害气体和水分的锈蚀。加速润滑剂老化。因此轴承密封装置是轴承系统的重要设计环节之一。设计时应考虑能达到长期密封和防尘作用。同时要求摩擦和安装误差小,拆卸装配方便,维修保养简单。
3.5.7 轴承的安装和拆卸
当轴承没有剖面而必须沿轴向安装和拆卸轴承部件时,应优先选用内外圈可分离的轴承(如圆柱滚子轴承、滚针轴承、圆锥滚子轴承等)。当轴承在长轴上安装时,为了便于装拆,可以选用其内圈孔为1:12的圆锥孔的轴承。
3.5.8 经济性要求
一般,深沟球轴承价格最低,磙子轴承比球轴承价格高。轴承精度愈高,则价格越高。选择轴承时,必须详细了解各类轴承的价格,在满足使用要求的前提下,尽可能地降低成本。
轴承座的设计
由于两根摩擦辊的中心距为a=130mm,距离太小,很难为每根摩擦辊单独选用或设计轴承座,所以把轴承座设计成双孔座,两孔的中心距为130mm,每个孔装一个轴承,用轴承挡圈来实现对轴承的固定,轴承座的内孔壁的表面粗糙度要求达到以上,以减少轴承和轴的磨损,其他表面的粗糙度达到即可,轴承座的材料为铸铁,轴承座用两个螺钉固定在轴承座垫板上,轴承座的外形尺寸见轴承座零件图。
轴承座垫板的设计
轴承座垫板长为L=295mm,宽为H=30mm,厚度为h=5mm,两螺孔的中心距为a=260mm,表面粗糙度达到即可,材料为Q235,其通过焊接与床身上部侧板连接,其定位尺寸见装配图。
摩擦辊的设计
摩擦辊的主要作用是靠摩擦力带动竹材转动,所以其表面不能为光滑的表面,需特殊处理,摩擦辊表面铣网纹齿,齿深为2mm,齿数为90,表面镀硬铬,厚度为-0.05mm,调质处理,使得硬度达到HBS220-250,摩擦辊的材料为直径为
110的圆钢,其长度为L
1=1024mm,工作长度为L
2
=1000mm,直径为d=105mm,其
转速为v=0.27m/s,其具体尺寸见摩擦辊零件图。
床身侧板1
床身侧板1为长L=620mm,宽H=160mm,厚度h=12mm的Q235方形钢板,在其
宽度方向上开有长为L
1=140mm,宽为H
1
=100mm的长方形的通孔,以方便安装
M20×300的地脚螺栓,其表面粗糙度达到即可,通过焊接与床身前后板连接,其定位尺寸见装配图。
床身侧板2
床身侧板2为长L=422mm,宽H=160mm,厚度h=12mm的Q235方形钢板,在其
宽度方向上开有长L
1=140mm,宽为H
1
=100mm的长方形的通孔,以方便安装
M20×300的地脚螺栓,其表面粗糙度达到即可,通过焊接与床身前后板连接,其定位尺寸见装配图。
床身盖板1
床身盖板1为长L=969mm,宽H=160mm,厚度12mm的Q235方形钢材,其表面粗糙度达到即可,通过焊接与床身前后板连接,其定位尺寸见装配图。
床身盖板2
床身盖板2为长L=280mm,宽H=160mm,厚度12mm的Q235方形钢材,其表面粗糙度达到即可,通过焊接与床身前后板连接,其定位尺寸见装配图。
床身前后板
床身前后板的形状为阶梯形状,厚度为h=12mm,材料也是Q235钢材,其表面粗糙度达到即可,通过焊接与床身前后板和机床底座连接,其定位尺寸见装配图。
床身上部侧板
床身上部侧板为长L=1200mm,宽H=305mm,厚度h=12mm的Q235方形钢板,其表面粗糙度达到即可,通过焊接与床身上部盖板和床身上部面板连接。
床身上部盖板
床身上部盖板的材料为厚度为h=12mm的Q235钢材,其所有表面的表面粗糙度均为,通过焊接与床身上部侧板连接,其形状和尺寸见床身上部盖板零件图。床身上部面板
床身上部面板为长L=305,宽H=280,厚度h=12的Q235方形钢板,其所以表面粗糙度达到即可,通过焊接与床身前后板连接。
导轨的设计
导轨的长度L=670mm,宽度H=160mm,采用球墨铸铁加工成型,通过螺钉使其与导轨垫板相连接,其形状和其他尺寸见导轨零件图。
导轨垫板
导轨垫板的长度L=670mm,宽度H=160mm,厚度h=12mm,材料为Q235方形钢材,上表面需研磨,使其与床身上表面平行,上表面表面粗糙度小于,其他面的粗糙度达到即可,导轨垫板与床身盖板1焊接在一起,其在床身盖板1上的定位尺寸见装配图。
导轨压板
导轨压板的长度L=670mm,宽度H=100mm,厚度h=24mm,材料为45号方形钢材,其所有表面的表面粗糙度达到即可,通过螺钉使其与导轨连接在一起,其作用是使刀架底座始终保持与导轨接触,使刀架底座始终在导轨上滑行。
减速机托架
根据减速机的外形及安装尺寸,经计算,减速机输出轴端面到安装底座后端面的距离L=438.5mm,取托架长度L=480mm,宽与减速机安装底座宽度一致,即
H=410mm,其材料为Q235钢材,其形状见减速机托架零件图,通过焊接与床身前后板相连接,其表面攻有四个M10的螺孔,用来固定减速机。
机床底座的设计
机床底座的上部面板长度L=1200mm,宽度H=1040mm, 厚度h=12mm,材料为Q235方形钢板,在面板的下表面焊接有与面板相互垂直的横纵交错的六根加强筋,加强筋的尺寸和焊接位置见机床底座零件图,机床底座的各表面的表面粗糙度达到即可。
机床底座前后板
机床底座前后板为长L=1040mm,宽H=140mm,厚度h=12mm的Q235钢材,其所以表面粗糙度达到即可,通过焊接与机床底座相连接。
轴
进行轴的强度校核计算时,应根据轴的具体受载及应力情况,采取相应的计算方法,并恰当地选取其许用应力,轴1和轴2均选45号钢(调质)。轴1主要承受扭矩,应按扭转强度条件来计算。
轴的扭转强度条件为:][2.095500003
T d n P WT
T
T ττ≤≈=,由上式可得轴的直径
为:3333
0][2.09550000][2.09550000n
p
A n P T n p d =?=?≥ττ;
式中:τT —扭转切应力,单位为MPa ; T —轴所受的扭矩,单位为N ?mm ; WT —轴的抗扭截面系数,单位为mm 3; n —轴的转速,单位为r/min ; P —轴传递的功率,单位为kW ; d —计算截面处轴的直径,单位为mm ; [τT ]—许用扭转切应力,单位为MPa 。
其中 T1=×105 N ?mm, T2=u ?T1=13/9××105 N ?mm, p1=,n1=164r/min 。代人各值得
3
333
11011]1[2.095500001][2.0195500001n p A n P T n p d =?=?≥ττ=110×3164
5
.7=39.4mm , 3
333
1
1
011]1[2.095500001]1[2.0195500002n p A u n P T u n T p u d ?=??=??≥ττ=13/9×=56.8mm,对于直径≤100mm 的轴,有一个键槽时,轴径增大5%—7%,然后将轴径圆整为标准直径,则d 1min =55mm ,d 2min =60mm ,轴1和轴2的形状和其他尺寸见零件图。 轴常用几种材料的[τT ]及A 0值
键
3.2
4.1 轴1上的键
轴1装键处的直径为55,查资料可知应选:键16×10,现在计算键的长度。 假定载荷在键的工作均匀分布,普通平键联接的强度条件为
σp =
≤?kld
T 3
102[σp ] 式中:T —传递的转矩,单位为N ?m ;
K —键与轮毂键槽的接触高度,k=,此处h 为键的高度,单位为mm ; l —键的工作长度,单位为mm ; d —轴的直径,单位为mm ;
[σp ]—键,轴,轮毂三者中最弱材料的许用挤压应力,单位为MPa ,当键的材料为钢,受轻微冲击时[σp ]=100—120MPa 。
由上式可的 l 1100
55105.0101.39421005515.0101.3942]1[1110123
33?????=????=?≥h p d k T σ=,则整个键长
按标准取为45mm 。
3.2
4.2 轴2上的键
同轴1上的键计算一样,T2=u ×T1=13/9×=570N ?m ,k 2==×11=5.5mm ,d 2=60mm ,代人公式可得
l 2100
60115.01057029131006025.010*******]2[2210223
33?????=????=?≥h p d k T σ=49.9mm ,则整个
键长按标准取为70mm 。
致 谢
经过这次毕业设计,我觉得自己学到了不少东西。归纳起来,主要有以下几点: 1.大学四年的时间都是在学习机械理论基础知识,并未真正的应用和实践。平时很少接触设计、生产、加工。但是在这次毕业设计,我在龚水泉老师的带领下 做毕业设计过程中,我体会到所学理论知识的重要性,知识掌握得越多,设计就得更全面、更顺利、更好。
2.了解进行一向设计必不可少的几个阶段。毕业设计能够从理论设计和过程实践相结合、巩固基础知识与培养创新意识相结合、个人作用和集体协作相结合等方面全面培养学生的全面素质。我经过这次系统的毕业设计,熟悉了机械产品的整体设计。这些对我在将来的工作和学习当中都会有很大的帮助和启发。
3.学会了怎样查阅资料和利用工具书。平时课堂上所学习的知识不够全面,作为机械专业的学生,由于专业特点自己自己更要积极查阅资料吸取别人在设计、加工中的宝贵经验,一个人不可能什么都学过,什么都懂,因此,当你在设计过程需要用一些不曾学过的东西时,就需要要有针对性的查阅资料,然后加以吸取利用,以提高自己的应用的能力,而且还能增长自己的见识,补充最新专业知识。
4.毕业设计对以前学过的理论知识起到了回顾作用,并对其加以进一步的消化和巩固。
5.毕业设计培养了严肃认真和实事求是的科学态度。而且培养了吃苦耐劳的精神以及相对应的工程意识,同学之间友谊互助也充分的在毕业设计当中体现出来了。
在这里,我要感谢我的指导老师,他给了我许多帮助。我还要感谢毕业设计过程中所有给我真诚帮助的老师和同学。
参考文献
【1】刘力主编,王冰副主编.机械制图(第二版).高等教育出版社,2004
【2】机械设计师手册编写组编.机械设计师手册.机械工业出版社,1989
【3】濮良贵,纪名刚主编.机械设计(第七版).高等教育出版社,2001
【4】申永胜主编.机械原理教程(第二版).清华大学出版社,2005
【5】于永泗,齐民主编.机械工程材料(第七版).大连理工大学出版社,2003
【6】刘泽九,贺士荃,刘晖编著.联轴器选用手册.化学工业出版社,2001【7】邓星钟主编.机电传动控制.华中科技大学出版社(第三版),2000【8】乔世民主编.机械制造基础.高等教育出版社,2003
【9】刘鸿文主编.材料力学. 高等教育出版社,2004
低压配电箱安装使用说明书(2017-A)
低压配电箱 安装使用说明书宝临电气集团
始终安全第一 在开关设备安装使用前请先仔细阅读本说明书 开关设备只能安装在适合于电气设备工作的户场所; 确保由专职电气人员进行安装、操作和维护; 必须保证现场电气设备的联接条件和工作规程的适用性和安全性; 有关开关设备的一切操作,都要遵守说明书中的相应规定; 不要超出开关设备在正常工作条件下的技术参数的规定值; 使用说明书应放在所有与安装、操作和维护有关人员能方便地拿到的地方; 用户的专职人员应对所有影响工作安全的事项负责,并正确管理开关设备; 若对本说明书尚有疑问,宝临电气将提供进一步的资询。
目录 1产品概述 (4) 1.1 简介 (4) 1.2正常的工作环境条件 (4) 1.3 特殊使用条件 (4) 1.4 电气参数 (4) 1.5 到货后检验 (4) 1.6 安装 (4) 1.7清理 (4) 1.8综合调试 (5) 1.9投入运行前的检查和试验 (5) 2使用说明 (5) 3维护、维修 (6) 3.1检查与维护 (6) 3.2维修 (6) 4工程技术服务 (6) 1. 产品概述
1.1简介 宝临电气低压系列配电箱,适用于三相交流低压配电系统中,额定电压为交流 220/ 380V、额定电流为630A 及以下、额定频率 50Hz,作为接受和分配电能使用。产品具有防漏电、防浪涌、过载、欠压、短路保护等功能。可应用于大户型住宅、别墅、写字楼等民用建筑,商场、酒店等商用设施以及工矿企业、体育场馆、医院、学校、机场、地铁等公共场所。 1.2正常的工作环境条件 1.2.1 环境温度: -15℃~+45℃,24h平均温度不超过 +35℃ 1.2.2 大气条件:空气清洁,最高温度为 +45℃时相对湿度不得超过 50%。在较低温度时,允许有较大的相对湿度,但因考虑到由于温度的变化,有可能会偶然地产生适度的凝露。 1.2.3 污染等级: 3 1.2.4 海拔高度:安装场地的海拔不得超过 2000m。 1.2.5 应安装在无剧烈震动和冲击及其不足以腐蚀电器元件的场所。 1.2.6 安装位置应水平,倾斜度不超过5o。 1.3 特殊使用条件 如果配电箱在异于上述规定的正常使用条件下使用,用户应在订货时提出并与公司协商一致。 设备在高于上述环境温度时,应考虑降容运行。 1.4 电气参数 1.4.1 额定工作电压:220/380V 1.4.2 额定绝缘电压:660V 1.4.3 额定电流:630A及以下。 1.4.4 额定频率:50Hz或60Hz 1.4.5 外壳防护等级:IP30~IP65。 1.5到货后检验 为避免不便,应在到货时即检查箱体是否在运输过程中受损.如发现损坏,应立即通知本公司,说明造成损坏的原因及情况,以便协助处理,减少损失。开箱检验后请将经确认的设备清单再传真给本公司。 1.6安装 产品应垂直安装使用,其安装平面与垂直面的倾斜度不超过5度,安装方式可分为挂墙式、落地式。 1.7清理 安装完毕,应检查设备以确保清洁并无任何遗留物。可用吸尘器,干刷子或软布清扫,严禁使用具有溶解性或凝固性化学试剂清洗。 1.8综合调试 复检程序
金利旋切机-说明书-120辊筒
美利坚(America)使用说明书 金利机械有限公司
序言 非常感谢您使用本公司产品。 本手册介绍了本产品的功能特点、安装调试步骤、操作等。提出了因操作不当可能引起的意外事故及常见故障的排除方法和使用注意事项。 在使用本产品前,请先仔细阅读本说明书,以达到最佳使用效果。 请妥善保存说明书并交最终使用者认真阅读 金利机械制造有限公司 2014年7月
一、产品概述 1.1、产品的主要用途及特点 电脑数控无卡旋切机是将人工修直的原木或有卡机旋切剩余的木芯旋切成单板的一种设备。该设备双辊固定,刀体座沿平行导轨移动的方式,通过两根进给丝杠同时推动刀体座在水平方向移动。采用先进的数控系统,能动态的运算根据当前旋切木料的直径、摩擦辊的转速、用户需要的旋切板厚度等参数,计算出进给速度,达到厚度均匀一致。同时刀体座上固定有能自动调节单辊与旋切刀之间距离的结构(刀缝自动调节功能)。 由于该机采用上述结构,同市场上现有的设备具有以下特点: 数控无卡旋切机系统由智能微电脑控制器、变频器及位移数控无卡旋切机传感器等部分组成,可以实现数控操作,真正的实现了自动化的效果。具有以下几个特点: 1、采用工业级控制芯片,并在软硬件上增加多项抗干扰措施,具有极高的可靠性和稳定性。 2、采用大屏幕LCD显示器,全中文菜单,操作界面汉字显示整个机器的工作情况,为用户提供方便的调试数据,设置参数简单快捷。 3、高速的计算核心,准确的控制模型及灵活的补厚功能,旋切单板精度达0.02mm。 4、可配置性强,工厂可根据不同型号的旋切机进行参数配置,用户也可以根据自己的需求进行设定。 5、具有智能、可靠的按钮故障检测功能和参数自校验功能。 6、具有恢复出厂默认参数的功能,用户能简单将数控无卡旋切机系统恢复到出厂时的状态。 7、附加功能强大,具有碎片补厚,工厂菜单管理,错误检测,辅助调试,单板厚度补偿等功能。 8、采用丝杠推进,精度高、间隙小,不容易出现异常扇形;刀缝自动调节功能,使旋切出的单板平整度大 幅度提高。 9、出板处无传动轴设计,使操作更简便。 10、结构紧凑、性能稳定,操作简单、生产高效等优点。 11、完善的保护功能,具有缺相、过载保护功能,过流保护,过压保护,从而保证了电器使用的寿命。1.2、产品规格、技术数据 (一)、总功率:23.5KW (1)单辊电机7.5KW-4-B35,(2)双辊电机5.5KW-4-B5,(3)进给电机7.5KW-4-B5 , (4) 滚刀铡电机1.5KW-4-B5,(5)传输带电机1.5KW-4-B5, (二)、旋切刀: (1)规格(长*宽*厚度)(mm):1500×180×16.0。 (2)开刃弧长:平磨22°成斜面长42-42.5毫米。 (三)、旋切木料:
跌落式自动装箱机使用及维护手册(样机)
HZ01A-1000型自动装箱机使用及维护手册
总目录 *目录 (1) A.总体注意事项 (3) B.售后服务 (3) C.安全细则 (4) 第一部分概述及技术参数 (5) 1.1概述 (5) 1.2主要技术参数 (5) 第二部分机械特点 (6) 2.1机架部分 (6) 2.2输送链部分 (6) 2.3导向装置 (7) 2.4挡瓶装置 (7) 2.5阻瓶装置 (7) 2.6提箱机构 (8) 2.7定位机构 (8) 2.8落瓶机构 (9) 第三部分电气工作原理 (10) 第四部分储运与安装 (11) 4.1储运 (11) 4.2安装 (11) 第五部分操作与使用 (12) 5.1使用前检查 (12)
5.2注意事项 (12) 5.3机器的起动与停止 (12) 5.4定期检查与维护 (13) 第六部分故障分析及处理 (15) 6.1 机械常见故障分析及处理 (15) 6.2 电气常见故障分析及处理 (16) 附录: 1、随机备件、资料清单 2、电气原理图
A.总体注意事项: 请在使用前仔细阅读本手册,并尽可能地利用它来指导您的工作。 操作该机前请仔细阅读本手册中有关安全细则的说明。 注意: 在无视本手册中说明的情况下,本公司不对由此引发的问题、损坏及事故负责,同样,在没有得到本公司认可的情况下,擅自对机器进行修改、改型和安装所引发的问题,本公司不负任何责任。 本公司保留在不更新本手册和备件清单的情况下,由于制造及商业原因对所制产品进行修改的权利; 本公司禁止对本手册的部分或全部内容进行非法复制。B.售后服务: 本公司对产品实行终身保修,维修时,请提供以下详细资料。 ●故障的现象; ●是如何判断出来的; ●对相应故障所采取的处理措施; ●其它有关信息。 请将如上情况告知我公司: 在告知情况时,一般须提供该产品的出厂编号、生产日期和性能,以上提及的几点可在机器的指示铭牌上找到。
金利旋切机使用说明书
前沿 非常感谢您使用本公司产品。 本手册介绍了本产品的功能特点、安装调试步骤、操作等。提出了因操作不当可能引起的意外事故及常见故障的排除方法和使用注意事项。 在使用本产品前,请先仔细阅读本说明书,以达到最佳使用效果。 请妥善保存说明书并交最终使用者认真阅读 金利机械制造有限公司 2014年7月
一、产品概述 1.1、产品的主要用途及特点 电脑数控无卡旋切机是将人工修直的原木或有卡机旋切剩余的木芯旋切成单板的一种设备。该设备双辊固定,刀体座沿平行导轨移动的方式,通过两根进给丝杠同时推动刀体座在水平方向移动。采用先进的数控系统,能动态的运算根据当前旋切木料的直径、摩擦辊的转速、用户需要的旋切板厚度等参数,计算出进给速度,达到厚度均匀一致。同时刀体座上固定有能自动调节单辊与旋切刀之间距离的结构(刀缝自动调节功能)。 由于该机采用上述结构,同市场上现有的设备具有以下特点: 厚度调节范围大,厚度采用汉字调整,方便、简单、实用。 旋切出的单板厚度均匀平整。 汉字显示整个机器的工作情况,为用户提供方便的调试数据。 完善的保护功能,具有缺相、过载保护功能,过流保护,过压保护。 刀缝自动调节功能,旋切出的单板平整度大幅度提高。 采用丝杠推进,具有间隙小,不容易出现异常扇形。 结构紧凑、性能稳定,操作简单、生产高效等优点。 出板处无传动轴设计,使操作更简便。 1.2、产品规格、技术数据 (1)单辊电机5.5KW-4-B35 双辊电机5.5KW-4-B5 (2)进给电机5.5KW-4-B5 (3)旋切刀的规格(长*宽*厚度)(mm):1500×180×16.0 (4)旋切木料规格(直径*长度):最大开口400mm,最长旋切1300mm (5)小轴直径:木芯直径24mm (6)旋切刀开刃弧长:平磨21.5°成斜面长42毫米 (7)圆木出板的线速度:45米/分 (8)装机总尺寸:4300×1600×1260mm (9)设备适应电压范围:3相380V±20%(其它电压和频率根据客户要求可定做)。 (10)存储环境:—40℃—60℃ (11)使用环境温度:—10℃—50℃ (12)最大相对湿度:相对湿度90%时无冷凝或滴水。 (13)最大运行海拔高度:1000米以下(超出此高度,每升高100米,额定电流降1%) 二、设备部件和附件及工作原理
旋切机说明书
Operating Instruction
XINGTAI KEXINGYU MACHINERY MANUFACTURE CO.,LTD Preface Thank you for using our products. This manual describes the function characteristic, this product installation debugging steps, operation etc.. Put forward by the accident may be caused by improper operation and common troubleshooting methods and matters needs attention. Before using this product, please read this manual carefully first, in order to achieve optimal use effect. Please keep this manual and read it with attention. XINGTAI KEXINGYU MACHINERY MANUFACTURE CO.,LTD
A, product overview 1.1、Main uses and characteristics of products Computer numerical control spindle-less peeling machine is used to cut the logs which are made by human or spindle machine into veneers. Double roller of the device is fixed, the blade base move along the parallel guide way, through two feed screws while pushing the blade base seat in the horizontal direction. We use most advanced numerical control systems to get dynamic operation and current rotary cutting wood diameter, friction roller speed, the rotary cutting plate thickness and other parameters, calculate the feed speed, In order to achieve uniform thickness. At the same time, the blade base seat are fixed with the accessory that can adjust the distance between the blade and single roller (function of automatic adjustment of the blade gap). By adopting the structure above, our machine enjoys the merits as below: NC spindle-less system runs by intelligent microcomputer controller, inverter and displacement of NC spindle less rotary cutter sensor components, so it realizes numerical control operation, the true realization of automation. We the following characteristics: 1、We use industrial grade control chip, and increase the number of software and hardware anti-jamming measures, the machine has extremely high reliability and stability. 2、The use of large screen LCD display, full Chinese menu, the operation interface of Chinese character display working condition of the whole machine and convenient for the user simple and quick setting of the debugging and parameter. 3.The core of high speed of calculation, the control model and the flexible patch thickness function, veneer precision up to 0.02mm. 4、Configurability is strong, the factory can adjust the parameter according to the different types of rotary cutting machine, the user also can set the parameter according to their own needs. 5、With the button fault detection function and parameter of intelligent, reliable
刨板机安全操作规程正式样本
文件编号:TP-AR-L7264 There Are Certain Management Mechanisms And Methods In The Management Of Organizations, And The Provisions Are Binding On The Personnel Within The Jurisdiction, Which Should Be Observed By Each Party. (示范文本) 编制:_______________ 审核:_______________ 单位:_______________ 刨板机安全操作规程正 式样本
刨板机安全操作规程正式样本 使用注意:该操作规程资料可用在组织/机构/单位管理上,形成一定的管理机制和管理原则、管理方法以及管理机构设置的规范,条款对管辖范围内人员具有约束力需各自遵守。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 1.圆盘锯 锯片上方必须安装保险挡板和滴水装置,在锯片 后面,离齿10~15mm处,必须安装弧形楔刀。锯片的 安装,应保持与轴同心。 锯片必须锯齿尖锐,不得连续缺齿两个,裂纹长 度不得超过20mm,裂缝末端应冲止裂孔。被锯木料 厚度,以锯片能露出木料10~20mm为限,夹持锯片的 法兰盘的直径应为锯片直径的1/4。 启动后,待转速正常后方可进行锯料。送料时不 得将木料左右晃动或高抬,遇木节要缓缓送料。锯料 长度应不小于500mm。接近端头时,应用推棍送料。
如锯线走偏,应逐渐纠正,不得猛扳,以免损坏锯片。 操作人员不得站在锯片旋转离心力面上操作,手不得跨越锯片。 锯片温度过高时,应用水冷却。直径600mm以上的锯片,在操作中应喷水冷却。 2.平面刨(手压刨) 作业前,检查安全防护装置必须齐全有效。 刨料时,手应按在料的上面,手指必须离开刨口50mm以上。严禁用手在木料后端送料跨越刨口进行刨削。 被刨木料的厚度小于30mm,长度小于400mm 时,应用压板或压棍推进。厚度在15mm,长度在250mm以下的木料,不得在平刨上加工。 被刨木料如有破裂或硬节等缺陷时,必须处理后
竹材旋切机说明书.
竹材旋切机 摘要用具有资源丰富及代木性能良好的竹材代替木材使用,是缓解我国木材供给紧张的有效途径之一。为了充分利用竹材,发挥竹材纹理美观,耐磨耐蚀性好的优点。竹材旋切机是一种用来把竹材加工成薄的贴片的机器,加工出来的薄贴片纹理美观,漂亮,常用于装饰家具。它由床身,底座,刀架座和液压系统四部分组成。 关键字竹材旋切机薄贴片 Abstract With resource-rich and has a good wood on behalf of the use of bamboo instead of timber, the timber supply to ease tension in our country one of the effective ways. In order to make full use of bamboo, play bamboo texture appearance, good corrosion resistance of the advantages of wear-resistant。Bamboo veneer is a machine used to process bamboo into a thin patch of machinery, processing by the thin texture patch beautiful, often used to decorate furniture。It consists of bed, base, tool holder and the hydraulic system 。 Key word :Bamboo veneer Thin patches
四氟旋切机安全操作规程示范文本
四氟旋切机安全操作规程 示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
四氟旋切机安全操作规程示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 一、安全规定 1、机台操作人员必须遵守规则安全守则,穿戴并且扣 好工作服; 2、安装刀片或维修人员进入机械内时必须按下急停按 钮和断开电源开关; 3、旋切时操作人员只能在机台的前面用手取拉膜材, 经逐辊牵引后至收卷机构,严禁用手直接拨动刀片和接触 毛坯,以免划伤、烫伤; 4、设备运行中如出现异常,应立即停止并通知专业维 修人员检修,排除故障后方可开机; 5、设备运行时禁止人体触及运转和转动的部位,禁止 闲杂人员靠近设备。
二、操作规程 1、正常开机停机: ①、将“急停”开关松开,按下“启动”按钮,电机开始运行; ②、开机空转1-2分钟,确认无异常后,才可以正式开始工作; ③、推拉手柄“前进”或者“后退”按钮,将刀架快进到所需工作的位置; ④、放入经加热后要旋切的毛坯,推拉手柄“后退”,将刀架后退至毛坯落下; ⑤、推拉手柄“前进”,刀架开始向前移动,直到将毛坯基本打园,立即开始后退; ⑥、如果进刀过程中需要停止,将手柄至停止位置,刀架将停止。 2、机床的调整
装箱机使用说明书
目录 一、说明 (2) 1.1一般说明 (2) 1.2安全标识 (2) 1.3总体说明 (2) 1.4电器控制系统的安全措施 (3) 1.5其他警告 (4) 1.6术语定义 (4) 1.7版权 (4) 1.8重要说明 (5) 1.9责任 (5) 二、设备简介 (6) 2.1用途及特点 (6) 2.2结构 (6) 2.3主要技术参数 (7) 三、设备的搬运与安装 (8) 3.1搬运 (8) 3.2安装 (8) 3.3工作站立位置说明 (9) 四、设备调整步骤 (9) 4.1瓶整列的调整 (9) 4.2抓瓶部件的调整 (10) 五、电气操作与设置 (11) 5.1控制面板功能 (11) 5.2具体操作 (11) 六、常见故障处理 (15) 七、保养及清理 (15)
一、说明 1.1一般说明 本用户手册包括了为保证有关设备和生产设施的安全运输、安装、调试、操作以及维护保养所需的所有资料。 本用户手册仅供负责安装、操作、控制、保养的经培训的管理人员使用。 只有充分理解本用户手册,才能确保本设备和其他生产设施在无故障的状态下运行。因此,每一位负责这些工作的人员都应认真阅读本用户手册。 本用户手册不包括技术更改后的服务安排,一旦此套设备或生产设施的技术进步需要对技术资料进行更改,用户应负责将所有补充资料、更新资料放入本用户手册中,使它们成为一个整体。 任何未读该说明书,未经培训的人员操作该设备,所造成后果,本公司不承担任何责任,本说明的最终解释权归本公司所有。 1.2安全标识 当心触电该标识说明错误使用会造成操作人员触电。 机械伤人该标识说明错误的使用会对操作人员造成人身伤害。 警告该标识说明错误使用会造成操作人员受伤或死亡。 注意该标识警告操作人员须注意机器极其部件,以防发生危险。 1.3总体说明 1.3.1操作人员必须严格遵守工厂的安全条例。 1.3.2机器须由经过培训合格并完全理解该操作手册的人员来进行操作。并且该操作人员 应熟悉该机器各个部件的功能以及该机器所有的危险区域。 1.3.3在运作该机器之前,检查所有的手柄,按钮以及保护装置在其指定位置,确保机器 周围的人员与机器保持足够远的距离。 1.3.4请勿在机器运作期间触碰运作部件。只有在机器停止和故障排除的情况下,方可进 行清理工作。 1.3.5在安装和调试该机器时,确保移除所有的工具和不明材料,以防发生意外。 1.3.6确保所有的安全装置完整有效,如有不完整的部件,请及时更换。 1.3.7若机器因为某些原因突然停止,请关闭启动按钮。等到故障解除后,方可再次开启 机器。
涂胶机操作规程
涂胶机操作规程 1、开机前首先检查胶机设备的胶辊、链条、挡胶板等是否正常。 2、胶机打胶时,胶与面要搅拌均匀,胶辊的胶水呈米糊状时,方可过胶,如胶量过稀造成板子开胶的罚款10元。 3、先打开涂胶机开关,待开机运转正常后,再调整胶辊的胶量稠度。 4、工人上下胶机时,脚下要注意安全,避免滑倒,在过胶的过程中,手要处在安全位置,注意警示牌! 5、在打胶过程中,涂胶机岗位工要按铺板工的先后过胶,如出现铺板工随意挑皮过胶者罚岗位工10元。 6、在胶槽内不得混有杂物,发现后要及时清理。 7、胶机岗位工必须在上班后十分钟以内保证铺板工用上胶,否则罚款10元。 8、胶桶无胶时,要提前20分钟汇报。 9、滚胶机内必须每天清理一次。 10、下班前要及时清理胶辊,及周边环境卫生。 铺板工操作规程及注意事项 1、首先把过了胶的面皮平铺在模具上,摆放整齐。 2、用干的树皮,按5拼法摆放整齐(具体操作随时更改)。 3、在干的树皮摆放整齐后,再把胶皮放上(依此类推)。 4、在板子的层数及厚度达到要求后,放上面皮并在中间写上操作工姓名。 5、模具周围要清洁卫生,打扫干净,操作工脚边不许有杂物。 6、使用的工具要摆放整齐,书钉、刀子等要放在显眼的地方。 7、杨木皮子要放在离模具40公分以外,操作工做到脚下无杂物。 8、使用刀子时一手拿刀靶,一手按住皮子10公分以外使用。 9、铺板过程中,皮子之间要互相摆放整齐,避免干皮子重放。 10、在最后放垫板时,一定要先检查书钉及刀具是否放在一边。 铺板工规章制度 1、铺板工的刀子、书钉要妥善保存,如果丢失罚责任人10元。 2、铺板过程中出现小洞打补丁的以及无洞放胶皮的罚款10元。 3、如果出现开胶、断板现象,对于没有上热压机的罚款20元,热压完成的罚款30元。 4、铺板完成后没有记号的罚款10元。 5、对不按规定多铺或少铺的罚款10元。 6、对不按规定偷用好面皮的罚款20元。 7、上班时间至少8个小时,违者罚款10元。 8、对以上规定屡教不改者,扣除当月工资,开除出厂!!!
旋切机操作规程完整版
旋切机操作规程 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
旋切机操作规程 1.操作本设备过程中不允许穿拖鞋和高跟鞋,女员工要将头发挽扎起来,不允许穿背心、短裤(严禁赤膀、赤脚)工作。 2.开机前要进行全面检查:重点为配电箱、控制柜内是否有其他金属杂物、电气线路是否有脱落及绝缘破损现象、电气元件及各仪表是否完整完好、设备各螺丝是否有松动现象(尤其是刀具和运动旋转部件必须要每日检查),发现问题及时处理并上报。 3.设备要求牢固定位并安装接地线,严禁对设备任意移动,要节约用电禁止让设备长时间空运转。 4.开关机:首先进行设备检查并确认安全无隐患后,合上设备总电源开关,启动并进给机构开始进行原木旋切作业。停机;按开机的逆序停止各控制系统再关闭总电源。 5.设备定期保养维护内容:对滑动机构(如:滑块、滑轨)、进给丝杠、链条、各轴承、齿轮等所有运动、转动接触点要每日点检每周用润滑油或润滑脂保养一到两次。电动机要进行二级保养(半年保养一次),并保持电动机清洁和散热良好。 6.要爱护设备防止设备被损坏的现象发生;旋切机上禁止放置其他物品(尤其金属坚硬物品),在设备运行中禁止用手清理刀具上的木屑。 7.设备操作人员在退掉旋切后剩余木轴时注意他人动态给于提示,在旋转电位器加、减选切速度时要慢慢调整,不可提速过快易于损坏和降低精度,电位器在停机前一定要旋转归零。
8.更换刀具或维修时一定要断电并挂上警示牌,思想集中带好防护手套做好意外突发保护工作,先保证安全的前提再进行操作。设备刀具要用专用磨刀机进行刀刃打磨,注意刀口不能磨烧,保持刀口的直线度。9.下班前首先断开各分路电源及主控电源,并对设备进行彻底清扫、清洁干净链条、齿轮、轨道及丝杠将杂物、碎屑等,做到让设备没有隐患、不留后患,一直处在安全和良好的运行状态。
欧式箱变安装使用说明书
YB-系列箱式变电站 安 装 使 用 说 明 书
安全第一! 开关设备只能安装于适合电气设备工作的场所。 确保由专业人员来进行安装,操作和维护。 必须保证现场电气设备的联接条件及工作规程的适用性与安全性。 有关开关设备的一切操作,都应遵守本说明书的相应规定。 “危险”请特别注意说明书中标有此危险标志的注意事项。 不要超出开关设备在正常工作条件下的技术参数中规定的负载。 说明书应放在所有与安装,操作及维护有关的人员便于拿到的地方。 用户的专职人员应对所有影响工作安全的事项负责并正确使用开关设备。 警告: 请自始至终遵守安装运行说明书规定和安全操作规程! 危险电压可能引起电击和火灾在设备上进行任何作业前必须可靠切断电源若对本说明书尚有任何疑问,我们会及时详尽的为您提供资讯 1
1 概述 1.1 名称和型号 本系列产品全称为YB系列组合式变电站。 产品型号: YB □—□ / □ 变压器额定容量KVA 高压侧额定电压KV 设计序号 安装场所:户外 组合式变电站 2 使用条件 2.1 海拔不超过1500m; 2.2 环境温度: 最高气温+50℃,最低气温-40℃(户外), 最高日平均气温+30℃,最高年平均气温+20℃; 2.3 户外风速不超过35m/s; 2.4 空气相地湿度不超过90%(+25℃); 2.5 地面倾斜度不大于30; 2.6 地震加速度: 水平不大于0.4m/s2,垂直不大于0.2m/s2。 2.7 安装地点无火灾、爆炸危险、化学腐蚀、剧烈振动,并且不应是低洼积水处,同时应留足组变开门所需空间。 2.8 本产品应安装在合适的基础上使用(请参阅5.1.1条); 2.9 当环境条件超出上述规定范围,请与我公司联系,我们将根据具体要求,提供特殊设计的产品。 3 吊装及运输 3.1 吊装 3.1.1 本系列组变一般不应采用叉车搬运,户内产品可采用钢管垫底滚推的方法将产品就位,户外产品应使用吊机吊装就位。 3.1.2 吊装应按照有关起重安全规程进行,并应根据组变铭牌标称重量选择合适起吊设备。 3.1.3 组变起吊时应保证起吊钢丝绳之间夹角不大于600,起吊时应保证箱变平稳起落。 2
直切机说明书
直切机使用说明书
目录 1.产品简介 ,,,,,,,,,,,,,,,,,,,,,,,,,3 2.机器构造 ,,,,,,,,,,,,,,,,,,,,,,,,,4 3.安装步骤 ,,,,,,,,,,,,,,,,,,,,,,,,,5 4.切绵的操作步骤与注意事项,,,,,,,,,,,,,,,,,6 5.机器的包装与搬运 ,,,,,,,,,,,,,,,,,,,,,7 6.安全保护措施及清洁保养,,,,,,,,,,,,,,,,,,8 7.常见故障诊断及处理 ,,,,,,,,,,,,,,,,,,,,9附录 A:机器外形图 ,,,,,,,,,,,,,,,,,,,,,,,11
产品简介 ◆序言 ◆产品外观及各部名称 ◆机器名称及说明 ◆机器的主要技术规格与参数 ●序言 本手册提供给使用者安装、参数设定、异常诊断、排除及日常维护海绵直切机 相关注意事项。为了确保能够正确地安装及操作本机器,请在装机前详细阅读 本机使用说明书。 ● 本说明适用的物件本说明适用于本公司生产的海绵直切机。● 机器设备的主要技术规格与参数 ◆标准型二轮、三轮、四轮海绵直切机。 ◆本机主要用于海绵垂直切片及海绵成型的切片工作,本机同时可加工各种纸类 EVA 及珍珠绵工作。 ◆二轮、三轮、四轮海绵直切机的主要技术规格与参数(可根据客户要求订做) 技术参数四轮标准型三轮标准型二轮标准型 内外工作台尺寸2400*(1200+1200)1600*(1200+1200)1000*(500+1000)电机总功率 2.56KW 2.56KW 1.86- 2.56KW 外型尺寸 (mm)4000×3150×23OO2500×3000×185O2500× 2200× 245O 最大可切高度 (mm)650650550 刀带周长 (mm)657060004800
刨板机安全操作规程示范文本
刨板机安全操作规程示范 文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
刨板机安全操作规程示范文本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1.圆盘锯 锯片上方必须安装保险挡板和滴水装置,在锯片后 面,离齿10~15mm处,必须安装弧形楔刀。锯片的安 装,应保持与轴同心。 锯片必须锯齿尖锐,不得连续缺齿两个,裂纹长度不 得超过20mm,裂缝末端应冲止裂孔。被锯木料厚度,以 锯片能露出木料10~20mm为限,夹持锯片的法兰盘的直 径应为锯片直径的1/4。 启动后,待转速正常后方可进行锯料。送料时不得将 木料左右晃动或高抬,遇木节要缓缓送料。锯料长度应不 小于500mm。接近端头时,应用推棍送料。 如锯线走偏,应逐渐纠正,不得猛扳,以免损坏锯
片。 操作人员不得站在锯片旋转离心力面上操作,手不得跨越锯片。 锯片温度过高时,应用水冷却。直径600mm以上的锯片,在操作中应喷水冷却。 2.平面刨(手压刨) 作业前,检查安全防护装置必须齐全有效。 刨料时,手应按在料的上面,手指必须离开刨口 50mm以上。严禁用手在木料后端送料跨越刨口进行刨削。 被刨木料的厚度小于30mm,长度小于400mm时,应用压板或压棍推进。厚度在15mm,长度在250mm以下的木料,不得在平刨上加工。 被刨木料如有破裂或硬节等缺陷时,必须处理后再施刨。刨旧料前,必须将料上的钉子、杂物清除干净。遇木
旋切机变频器使用说明书110316
旋切机专用变频器说明上海红旗泰电子科技有限公司 2010年12月
一、预留 默认值10.00 二、PD.01//机器开口大小 默认值为200.00; 该参数可以修改机器开口大小。值越大,机器开口越大。值越小,机器开口越小。 三、PD.02//前后均匀度修正 默认值为50.00,最大值为100.00,最小值为1.00; 可以用调节本参数的方法来校正平整度;前厚后薄调大本参数;前薄后厚调小本参数; 四、PD.03//皮子厚度校正 默认值100.0 修改范围:10.0-1000.0 该参数可以调整皮子厚度;当实际出的皮子比设定的厚度厚则调小本参数,当实际出的皮子比设定的厚度薄则加大本参数; 五、PC.20//前行程位置 改动完小轴,通过调节本参数使显示的刀台位置和实际刀台位置一致;(务必保证实际刀台位置和显示刀台位置一致)
一、PC.03//双辊中心距 修改范围:10-200 不能比双辊直径小;默认106; 二、PC.04//双辊直径 修改范围:10-200 不能比双辊中心距大;默认105; 三、PC.05/传动比 即电机转多少圈丝杠转一圈;默认20; (若实际的传动比小,如10,则会出厚张,此时须把PC05调小) 四、PC.06//丝杠螺距 修改范围:2-50mm;默认08; (若实际的螺距小,如04,则会出薄张,此时须把PC06调小) 五、PC.15//双辊转速 修改范围:0.1-200.0;默认75; (若实际的双辊转速小,如50,则会出厚张,此时须把PC15调小) 六、PC.20//前行程位置 适当调整好小轴,通过调节本参数使显示的刀台位置和实际刀台位置一致;默认60; 七、常用参数 P013初始化参数,P008加速时间,P009减速时间,P012自学习参数; 八、功能参数 PC37默认为0;需要那个功能加上对应数值,例如需要二次启动和双辊不停功能,那么1+8=9,设置成9就可以了; 1具有二次启动功能;2 具有电位器调节厚度功能;8 回退的时候双辊不停; 16 铡刀电机检测到接近开关停机;32 二次启动的一次启动状态下进给电机前进;
跌落式自动装箱机使用及维护手册(样机)
HZ01A-100型自动装箱机使用及维护手册
目录 A.总体注意事项 总目录 B.售后服务 (3) C安全细则 (4) 第一部分概述及技术参数 (5) 1.1概述....................................................... 5 ...... 1.2主要技术参数....................................................... 第二部分机械特点 2.1机架部分556 2.2输送链部分 5 2.3导向装置57 2.4挡瓶装置 2.5阻瓶装置5555555555555555555555555555557 2.6提箱机构5555555555555555555555555555558 2.7定位机构5555555555555555555555555555558 2.8落瓶机构5555555555555555555555555555559第三部分电气工作原理5555555555555555555555555 10第四部分储运与安装511 5 4.1储运15 1 4.2安装15 1 第五部分操作与使用512 5 5. 1使用前检查15 2
5.2注意事项 12 5.3机器的起动与停止......................................... 22 ....... 5.4定期检查与维护2222222222222222222222222 13第六部分故障分析及处理22222222222222222222222 15 6.1机械常见故障分析及处理222222222222222222222 15 6.2电气常见故障分析及处理222222222222222222222 16附录: 1、随机备件、资料清单 2、电气原理图
木材切削1
第一章 1、切削定义(要素:使用刀具;按一定轨迹运动;工件要达到要求的尺寸、形状、精度和表面质量) 2、切削运动(要点:切削运动是主运动和进给运动的合成;主运动速度的数量级一般比进给运动大得多;主运动速度计算,常用单位;进给运动速度三种表示方式:进给速度、每转进给量、每齿进给量以及它们的常用单位和换算关系。) 3、刀具角度:一刃四角(前角、后角、刃倾角、刃偏角)的定义(包括坐标平面和测量平面);它们对切削现象(切削力、屑片变形、刀具磨损、切削质量等)的影响。 4、切削层的几何参数:切削厚度、宽度、深度、面积的定义;当一种切削方式切削厚度变化时(如平面铣削)如何计算最大、最小和平均切削厚度? 5、切削用量:切削速度、进给速度和切削深度合称为切削用量;了解它们与切削现象的关系。 6、切削方向:木材切削三个基本切削方向定义;过渡方向;它们与切削现象的关系。 简单与复杂切削或开式与闭式切削的定义。 第二章 1、刀具的切削作用:理想切刀与实际切刀刃部几何形态的不同;刀具切削时前刀面、后刀面和刃尖三部分各起什么作用? 2、切削力的力学模型:主切削力、法向力(径向力)和轴向力的定义;他们间的大致比例关系;什么情况下三个力都有,什么情况下只有两个力? 3、影响切削力的主要因素:切削宽度、切削厚度、切削方向、刀具变钝程度、刀具角度、材料种类、温度、木材含水率切削速度如何影响切削力? 4、切削力与切削功率的通用计算公式及应用:单位切削力的定义及单位;单位切削功的定义及单位;切削力与切削功率的通用计算公式,公式中各符号的意义、常用单位;要求在给定条件时会计算。 第三章 1、不同方向切削时屑片的生成与加工质量的关系? 2、纵向切削:纵向切削可形成3种类型的屑片,它们的特点、生成条件,对切削质量的影响。 3、横向切削:生成屑片的特点,对加工质量的影响。 4、端向切削:生成屑片的特点,对加工质量的影响。
9600旋切机专用变频器使用指南要点
例1:用户将当前旋切厚度从1.50改为1.60,按下面步骤即可通过文本完成: 说明:如果通过文本查看及修改旋切机变频器的参数都按照例1的方法进行操作! 例2:用户将当前旋切厚度从1.50改为1.60,按下面步骤即可通过变频器键盘完成: 说明:如果通过键盘查看及修改旋切机变频器的参数都按照例2的方法进行操作!
例3:用户将当前铡皮宽度从700改为690,再改为700。 方法1 方法2 例4:用户将加速时间从0.3S增加到0.7S,按下面步骤即可完成: (假定当前铡皮长度还是700) 说明:如果通过键盘查看及修改铡皮机变频器的参数都按照例4的方法进行操作!
一体机专用变频器接线说明: 一.旋切机接线说明: https://www.360docs.net/doc/6f426605.html,与FWD接通,实现启动功能。 https://www.360docs.net/doc/6f426605.html,与REV接通,实现停止功能。 https://www.360docs.net/doc/6f426605.html,与D1接通,实现快进功能。 https://www.360docs.net/doc/6f426605.html,与D2接通,实现快退功能。 https://www.360docs.net/doc/6f426605.html,与D3接通,实现厚度切换功能。 https://www.360docs.net/doc/6f426605.html,与D4接通,实现故障复位功能。 7.前限接近开关的接法:(选用常开效果的接近开关) 电源的正端接P24V,电源的负端接COM。信号线接D5。 8.旋切机编码器接法:(选用电源电压为DC24V的编码器) 电源正极接P24V,电源负极接COM。信号线A接D7,信号线B接D8。 9.通讯文本的接法:(选用能跟德力西变频器通讯的文本) 通讯线的正端接SG+,通讯线的负端接SG-。 二.铡皮机接线说明: 刀位接近开关的接法:(选用常开效果的接近开关) 电源的正端接P24V,电源的负端接COM。信号线接D4。 一体机专用变频器调试说明: 一.在家调试说明: 1.检查整个配电箱接线无误,接通电源。 2.进入旋切机参数P05.05,操作面板上的各个按钮,查看信号进去是否正确。 二.现场调试说明: 1.接好前限接近开关,刀位接近开关以及编码器,接通电源。 2.操作前进后退开关,观察设备运行方向是否正确,如果方向反了,请关闭电源,将控制箱中连接到进刀电机的供电线的随意两根调换即可。操作前进开关,当设备感应到前限接近开关即停。如果设备不停止,适当调整前限接近开关的位置,确保前限接近开关信号进到了变频器内。 3.操作启动按钮,当设备前进的时候,观察文本上的当前木头直径数值,是否在变小,如果不变或变大,说明编码器信号线接反了,调换编码器信号线A、B相接线。 4.在设备正常旋切的同时,滚筒和传送带也会运行起来,如果方向反了,关闭电源,将连接到滚筒电机或传送带电机的三相线中任意两相调换即可。