食品罐头杀菌强度的研究和计算
一、微生物的耐热性
(一)影响微生物耐热性的因素
1、污染微生物的种类和数量。
(1)种类。各种微生物的耐热性各有不同,一般而言,霉菌和酵母的耐热性都比较低,在50-60℃条件下就可以杀灭;而有一部分的细菌却很耐热,尤其是有些细菌可以在不适宜生长的条件下形成非常耐热的芽孢。显然,食品在杀菌前,其中可能污染有各种各类的微生物。微生物的种类及数量取决于原料的状况(来源及储运过程)、工厂的环境卫生、车间卫生、机器设备和工器具的卫生、生产操作工艺条件、操作人员个人卫生等因素。
(2)污染量。微生物的耐热性,与一定容积中所存在的微生物的数量有关。微生物量越多,全部杀灭所需的时间就越长。
2、热处理温度。
在微生物生长温度以上的温度,就可以导致微生物的死亡。显然,微生物的种类不同,其最低热致死温度也不同。对于规定种类、规定数量的微生物,选择了某一个温度后,微生物的死亡就取决于在这个温度下维持的时间。
3、罐内食品成分。
(1)pH值。研究证明,许多高耐热性的微生物,在中性时的耐热性最强,随着pH 值偏离中性的程度越大,耐热性越低,也就意味着死亡率越大。
(2)脂肪。脂肪含量高则细菌的耐热性会增强。
(3)糖。糖的浓度越高,越难以杀死食品中的微生物。
(4)蛋白质。食品中蛋白质含量在5%左右时,对微生物有保护作用。
(5)盐。低浓度食盐对微生物有保护作用,而高浓度食盐则对微生物的抵抗力有削弱作用。
(6)植物杀菌素。有些植物(如葱、姜、蒜、辣椒、萝卜、胡萝卜、番茄、芥末、丁香和胡椒等)的汁液以及它们分泌的挥发性物质对微生物有抑制或杀灭作用,这类物质就被称为植物杀菌素。
(二)对热杀菌食品的pH值分类
大量试验证明,较高的酸度可以抑制乃至杀灭许多种类的嗜热菌或嗜温微生物;而在较酸的环境中还能存活或生长的微生物往往不耐热。这样,就可以对不同pH值的食品物料采用不同强度的热杀菌处理,既可达到热杀菌的要求,又不致因过度加热而影响食品的质量。
各种书籍资料中对热处理食品按pH值分类的方法有多种不尽相同的方式,如分为高酸性(≤3.7)、酸性(>3.7-4.6)、中酸性(>4.6-5.0)和低酸性(>5.0)这四类,也有分为高酸性(<4.0)、酸性(4.0-4.6)和低酸性(>4.6)这三类的,还有其它一些划分法。
但从食品安全和人类健康的角度,只要分成酸性(≤4.6)和低酸性(>4.6)两类即可。这是根据肉毒梭状芽孢杆菌的生长习性来决定的。在包装容器中密封的低酸性食品给肉毒杆菌提供了一个生长和产毒的理想环境。肉毒杆菌在生长的过程中会产生致命的肉毒素。因为肉毒杆菌对人类的健康危害极大,所以罐头生产者一定要保证杀灭该菌。试验证明,肉毒杆菌在pH≤4.8时就不会生长(也就不会产生毒素),在pH≤4.6时,其芽孢受到强烈的抑制,所以,pH4.6被确定为低酸性食品和酸性食品的分界线。另外,科学研究还证明,肉毒杆菌在干燥的环境中也无法生长。所以,以肉毒杆菌为对象菌的低酸性食品被划定为pH>4.6、a w>0.85。因而所有pH值大于4.6的食品都必须接受基于肉毒杆菌耐热性所要求的最低热处理量。
在pH≤4.6的酸性条件下,肉毒杆菌不能生长,其它多种产芽孢细菌、酵母及霉菌则可能造成食品的败坏。一般而言,这些微生物的耐热性远低于肉毒杆菌,因次不需要如此高强度的热处理过程。
有些低酸性食品物料因为感官品质的需要,不宜进行高强度的加热,这时可以采取加入酸或酸性食品的办法使整罐产品的最终平衡pH值在4.6以下,这类产品称为“酸化食品”。酸化食品就可以按照酸性食品的杀菌要求来进行处理。
(三)微生物耐热性参数
1、热力致死温度:表示对于特定种类的微生物进行杀菌达到某一个温度时,微生物已
全部死亡,该温度即热力致死温度。
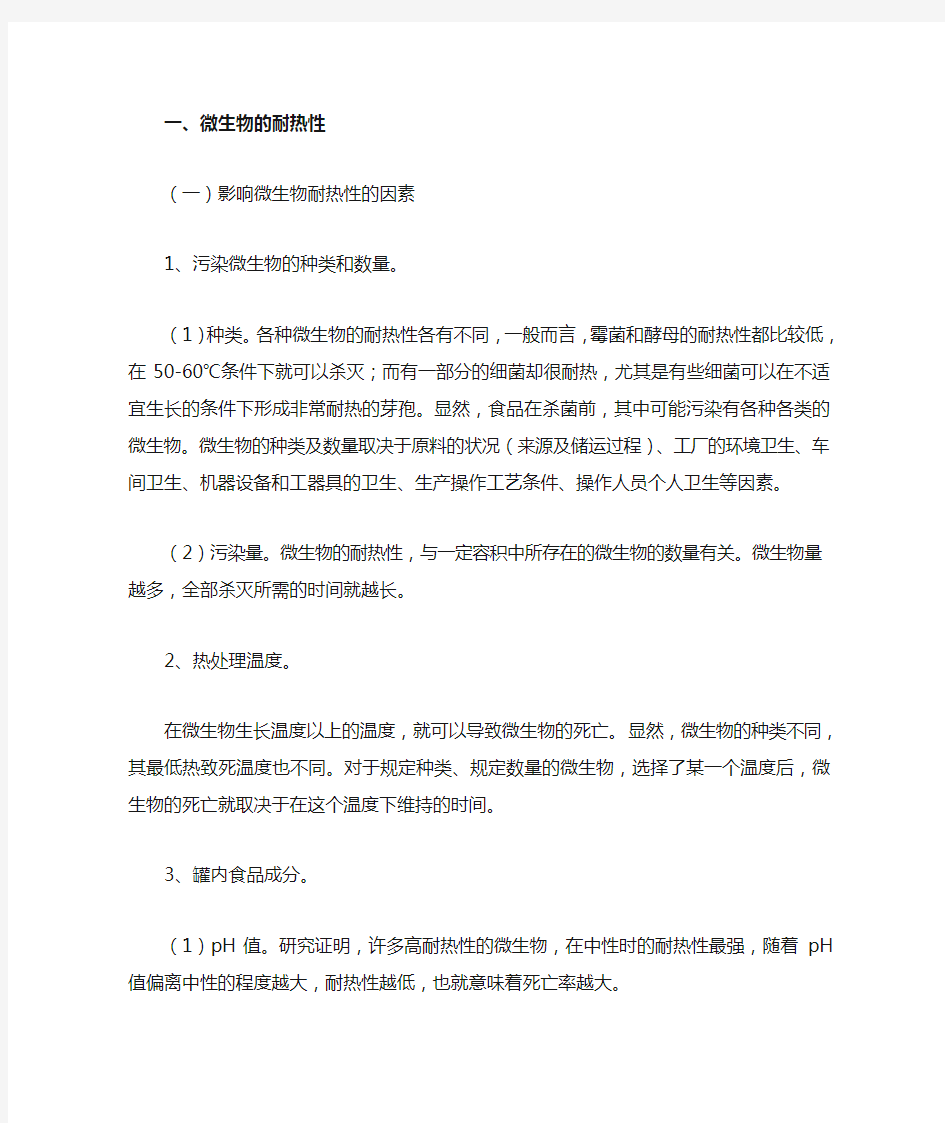
2、热力致死时间曲线(Thermal death time curve ,简称TDT 曲线):用以表示将在一定环境中一定数量的某种微生物恰好全部杀灭所采用的杀菌温度和时间组合。
(图:TDT 曲线)
热力致死时间曲线方程:
Z T T t t 1
221lg -= TDT 曲线与环境条件有关,与微生物数量有关,与微生物的种类有关。
3、F 0值:单位为min ,即TDT 121.1,是采用121.1℃杀菌温度时的热力致死时间。F 0值与菌种、菌量及环境条件有关。显然,F 0值越大,菌的耐热性越强。利用热力致死时间曲线,可将各种杀菌温度-时间组合换算成121.1℃时的杀菌时间:
F 0 = t lg -1[(T -121.1)/Z]
4、Z 值:单位为℃,是杀菌时间变化10倍所需要相应改变的温度数。在计算杀菌强度时,对于低酸性食品中的微生物,如肉毒杆菌等,一般取Z=10℃;在酸性食品中的微生物,采取100℃或以下杀菌的,通常取Z=8℃。
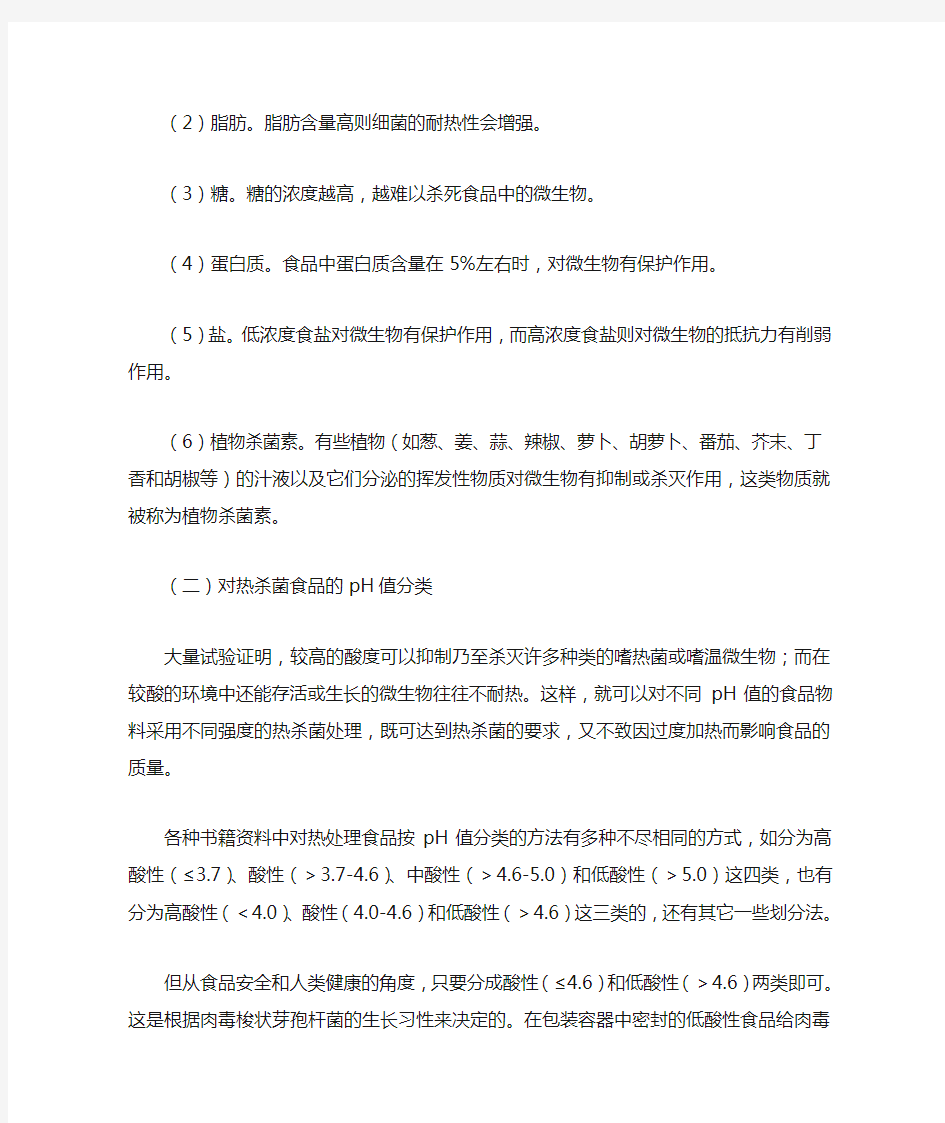
5、热力致死速率曲线:表示某一种特定的菌在特定的条件下和特定的温度下,其总的数量随杀菌时间的延续所发生的变化。以热处理(恒温)时间为横坐标,以存活微生物数量为纵坐标,可以得到一条对数曲线,即微生物的残存数量按对数规律变化。
(图:热力致死速率曲线)
热力致死速率曲线方程:
t = D ( lg a -lg b )
在热力致死速率曲线上,若杀菌时间t 足够大,残存菌数可出现负数(10-1乃至10-n ),
这是一种概率的表示。
6、D 值:单位为min ,表示在特定的环境中和特定的温度下,杀灭90%特定的微生物所需要的时间。D 值越大,表示杀灭同样百分数微生物所需的时间越长,说明这种微生物的耐热性越强。
7、F 0=nD :将杀菌终点的确定与实际的原始菌数和要求的成品合格率相联系,用适当的残存率值代替“彻底杀灭”的概念,这使得杀菌终点(或程度)的选择更科学、更方便,同时强调了环境和管理对杀菌操作的重要性。通过F 0 = n D ,还将热力致死速率曲线和热力致死时间曲线联系在一起,建立了D 值、Z 值和F 0值之间的联系。
在实际杀菌操作中,若n 足够大,则残存菌数b 足够小,达到某种可被社会(包括消费者和生产者)接受的安全“杀菌程度”,就可以认为达到了杀菌的目标。这种程度的杀菌操作,称为“商业灭菌”;接受过商业灭菌的产品,即处于“商业无菌”状态。商业无菌要求产品中的所有致病菌都已被杀灭,耐热性非致病菌的存活概率达到规定要求,并且在密封完好的条件下在正常的销售期内不生长繁殖。
二、杀菌强度的计算及确定程序
(一)热杀菌时间的推算
比奇洛(Begelow )在1920年首先提出罐藏食品杀菌时间的计算方法(基本法)。随后,鲍尔(Ball )、奥尔森(Olsen )和舒尔茨(Schultz )等人对比奇洛的方法进行了改进(鲍尔改良法)。鲍尔还推出了公式计算法。史蒂文斯(Stevens )在鲍尔公式法的基础上又提出了方便实际应用的列图线法。
1、比奇洛基本法。
基本法推算实际杀菌时间的基础,是罐头冷点的温度曲线和对象菌的热力致死时间曲线(TDT 曲线)。
比奇洛将杀菌时罐头冷点的传热曲线分割成若干小段,每小段的时间为(t i )。假定每小段内温度不变,利用TDT 曲线,可以获得在某段温度(T i )下所需的热力致死时间(τi )。热力致死时间τi 的倒数1/τi 为在温度T i 杀菌1 min 所取得的效果占全部杀菌效果的比值,称为致死率;而t i /τi 即为该小段取得的杀菌效果占全部杀菌效果的比值A i ,称为“部分杀菌值”。
将各段的部分杀菌值相加,就得到总杀菌值A(或称累积杀菌值)。
A=ΣA i
比奇洛法的特点:①方法直观易懂,当杀菌温度间隔取得很小时,计算结果与实际效果很接近;②不管传热情况是否符合一定模型,用此法可以求得任何情况下的正确杀菌时间;
③计算量和实验量较大,需要分别经实验确定杀菌过程各温度下的TDT值,再计算出致死率。
2、鲍尔改良法。针对比奇洛基本法需要逐一计算热致死时间、致死率和部分杀菌值的繁琐,鲍尔等人作了一些改进,主要有两点:①建立了“致死率值”的概念;②时间间隔取相等值。改进后的方法称为“鲍尔改良法”。
(1)致死率值:
L= 1/t =lg-1(T - 121)/z
致死率值L的含义:对F0=1 min的微生物,经T温度,1 min的杀菌效果与该温度下全部杀灭效果的比值;也可表达为经温度T,1 min的杀菌处理,相当于温度121℃时的杀菌时间。
实际杀菌过程中,冷点温度随时间不断变化,于是,
L i=lg-1(T i-121)/z
微生物Z值确定后,即可预先计算各温度下的致死率值,列成表格,以方便使用。
(2)时间间隔:
鲍尔改良法的时间间隔等值化,简化了计算过程。若间隔取得太大,会影响到计算结果的准确性。
整个杀菌过程的杀菌强度(总致死值):
F p = ∑(L i△t)= △t.∑L i
F p值与F0值的关系:F0值指在标准温度下(121℃)杀灭对象菌所需要的理论时间;F p 值指将实际杀菌过程的杀菌强度换算成标准温度下的时间。判断一个实际杀菌过程的杀菌强度是否达到要求,需要比较F0与F p的大小,要求:
F p ≥F0
一般取F p略大于F0。
罐头杀菌时间的计算第一章食品罐藏容器
第四章罐头杀菌时间的计算(重点和难点) 先看杀菌锅及操作过程,这是一台立式杀菌锅,拧开柄型螺母,打开锅盖,将装满罐头的杀菌栏吊入锅中,拧紧柄型螺母,开始供应蒸汽。经过三个阶段:首先经过升温阶段、时间为τ1,达到预定杀菌温度t;再经过恒温杀菌阶段、时间为τ2;最后进行降温冷却阶段、时间为τ 3 ;对于高温杀菌的罐头,有的需要通入压缩空气反压冷却P。以上参数时间、温度、反压即为杀菌的工艺条件。 第一节罐头杀菌条件的表示方法 通常排列成公式的形式,因此也叫杀菌公式,也叫杀菌规程。 τ1—τ2—τ3 P t 不是加减乘除的关系。τ 1升温时间min,τ 2 恒温杀菌时间min,τ 3 降温时间min, t杀菌(锅)温度℃、注意不是指罐头的中心温度。P冷却时的反压—。τ 1 一般10 min 左右,τ 3 一般10min —20min,快一些为好,即快速升温和快速降温,有利于食品的色香味形、营养价值。但有时受到条件的限制,如锅炉蒸汽压力不足、延长升温时间; 冷却时罐头易胖听、破损等,不允许过快。目前的主要任务就是要确定τ 2 、t,最麻烦 就是要确定τ 2 ,要求杀菌公式在防止腐败的前提下尽量缩短杀菌时间。既能防止腐败,又能尽量保护品质。 下面是现有成熟的杀菌公式: 午餐肉:10 min—60 min—10 min /121℃,反压力。 蘑菇罐头:10 min—30 min—10 min /121℃ 桔子罐头:5 min—15 min—5 min /100℃
第二节 罐头杀菌条件的确定(难点和重点) 首先了解几个概念。 1、实际杀菌F 值:指某一杀菌条件下的总的杀菌效果。 实际杀菌F 值:把不同温度下的杀菌时间折算成121℃的杀菌时间,相当于121℃的杀菌时间,用F 实表示。特别注意:它不是指工人实际操作所花时间,它是一个理论上折算过的时间。为了帮助同学们理解和记忆,请看我为大家设计的例题。 例:某罐头110℃杀菌10 min ,115℃杀菌20 min ,121℃杀菌30 min 。 工人实际杀菌操作时间等于50 min ,实际杀菌F 值并不等于50 min 。 F 实=10×L 1+15×L 2+30×L 3, L 我把它叫做折算系数。 L 1 肯定小于L 2,二者均小于1。请问同学们L 3=? F 实肯定小于50 min , 由此可见,实际杀菌F 值不是工厂杀菌过程的总时间之和。 例:100℃杀菌90分钟,120℃杀菌10分钟,哪个杀菌强度大? 折算成相当于121℃的杀菌时间,再比较! 90×L 100和10×L 120比较!只要找到折算系数就好比较。 2、安全杀菌F 值 在某一恒定温度(121℃)下杀灭一定数量的微生物或者芽孢所需的加热时间。它被作为判别某一杀菌条件合理性的标准值,也称标准F 值,用F 安表示。“杀灭”具有商业杀菌的含义,允许活菌存在。F 安表示满足罐头腐败率要求所需的杀菌时间(121℃),每种罐头要求的标准杀菌时间(通常 121℃为标准温度),就象其它食品标准一样,拿
杀菌原理及其杀菌工艺条件确定
杀菌原理及其杀菌工艺条件的确定 一、食品罐藏原理细菌 ㈠.热力杀菌原理:酵母 微生物霉菌 1.引起腐败的原因食品中的酶 其他化学 食品本身含有各种酶。当食品被采收或屠宰后往往会分解食品使其不堪食用。但一般这比酶的抗热性不强。通常在装罐前的热处理过程中就失去活性。所以罐头保藏食品的热处理杀菌对象主要是腐败微生物。 2.何为杀菌: 当食品加热到某一高温,并保持一段时间使微生物失去生命力,以保藏食品的过程称之杀菌。 3.商业杀菌: 使罐头在一般正常条件下,运输贮藏和分配销售的时候,罐头不再遭受腐败微生物破坏致于腐败,同时也不会有害于人体健康的热力杀菌。 要达到商业无菌,必须借助于密封容器,进行密封。防止再污染,达到商业无菌。 ㈡.杀菌条件的科学确定: 1.杀菌条件的确定,要考虑的因素有: ①.食品的特性、粘度、颗粒大小 ②.固体与液体的经例
③.罐头的大小 ④.装罐前预处理过程 ⑤.污染腐败微生物的种类、习性、数量等 2.杀菌条件确定的依据: ⑴.微生物的耐热性及种类: 首先必须对食物对象进行微生物方面的调查,搞清造成污染微生物有哪些?哪些是腐败和致病菌?它们的耐热程度如何?继而进行耐热菌的TDT值、D值、Z值的测定和计算。这对制定杀菌规程来说,是起决定性作用的关键一步。 对于低酸性食品,其主要危害是肉毒杆菌,因此,低酸性食品罐头杀菌的中心目的,就是要彻底杀死肉毒杆菌。 ⑵.食品的传热、速度:fh.j(有些资料称热穿透速度) 随着罐头内容物的不同以及固液比基质的粘稠度,固形物在罐内的排列方式及固形物大小等方面的不同,它们的传热方式和传热速度也不相同。有的是以对流传热为主,有的是以传导为主,有的是两者兼有。传热方式对杀菌效果有着极其重要的影响。这一点我们绝对不能忽视。 ⑶.罐内初菌数 基质中的初菌数对杀菌效果也有着一定的影响。由于微生物的生长或死亡都是按照对数规律递增或递减的。因此对同一种微生物来说,如果污染严重,那么要达到一定的安全值,所需的杀菌时间就长,反之则短。 3.确定热力杀菌工艺条件的过程:
罐头杀菌时间的计算(重点和难点)
第四章 罐头杀菌时间的计算(重点和难点) 先看杀菌锅及操作过程,这是一台立式杀菌锅,拧开柄型螺母,打开锅盖,将装满罐头的杀菌栏吊入锅中,拧紧柄型螺母,开始供应蒸汽。经过三个阶段:首先经过升温阶段、时间为τ1,达到预定杀菌温度t ;再经过恒温杀菌阶段、时间为τ2;最后进行降温冷却阶段、时间为τ3;对于高温杀菌的罐头,有的需要通入压缩空气反压冷却P 。以上参数时间、温度、反压即为杀菌的工艺条件。 第一节 罐头杀菌条件的表示方法 20 4060801001200 10 20 30 40 50 通常排列成公式的形式,因此也叫杀菌公式,也叫杀菌规程。 τ1—τ2—τ3 P t 不是加减乘除的关系。 τ1升温时间min , τ2恒温杀菌时间min ,τ3降温时间min ,t 杀菌(锅)温度℃ 、注意不是指罐头的中心温度。P 冷却时的反压—。τ1一般10 min 左右,τ3一般10min —20min ,快一些为好,即快速升温和快速降温,有利于食品的色香味形、营养价值。但有时受到条件的限制,如锅炉蒸汽压力不足、延长升温时间;冷却时罐头易胖听、破损等,不允许过快。目前的主要任务就是要确定τ2、t ,最麻烦就是要确定τ2,要求杀菌公式在防止腐败的前提下尽量缩短杀菌时间。既能防止腐败,又能尽量保护品质。 下面是现有成熟的杀菌公式:
午餐肉:10 min —60 min —10 min /121℃,反压力。 蘑菇罐头:10 min —30 min —10 min /121℃ 桔子罐头:5 min —15 min —5 min /100℃ 第二节 罐头杀菌条件的确定(难点和重点) 首先了解几个概念。 1、实际杀菌F 值:指某一杀菌条件下的总的杀菌效果。 实际杀菌F 值:把不同温度下的杀菌时间折算成121℃的杀菌时间,相当于121℃的杀菌时间,用F 实表示。特别注意:它不是指工人实际操作所花时间,它是一个理论上折算过的时间。为了帮助同学们理解和记忆,请看我为大家设计的例题。 例:某罐头110℃杀菌10 min ,115℃杀菌20 min ,121℃杀菌30 min 。 图2-6-4立式高压蒸汽杀菌锅 1蒸汽管 2水管 3排水管 4溢流管 5排气阀 6安全阀 7压缩空气管 8温度计
第六章罐头杀菌装置及操作要领
第六章罐头杀菌装置及操作要领罐头(热)杀菌技术 罐头加热杀菌的方法很多,根据其原料品种的不同,包装容器的不同等采用不同的杀菌方法。罐头的杀菌可以在装罐前进行,也可以在装罐密封后进行。装罐前进行杀菌,即所谓的无菌装罐,需先将待装罐的食品和容器均进行杀菌处理,然后在无菌的环境下装罐,密封。 我国各罐头厂普遍采用的是装罐密封后杀菌。罐头的杀菌根据各种食品对温度的要求分为常压杀菌(杀菌温度不超过100℃)、高温高压杀菌(杀菌温度高于100℃而低于125℃)和超高温杀菌(杀菌温度在125℃以上)三大类,依具体条件确定杀菌工艺,选用杀菌设备, 第一节杀菌装置(锅) 一、静止间歇式杀菌 静止批量式杀菌技术与设备因杀菌压力的不同而分为静止高压杀菌和静止 图2-6-4立式高压蒸汽杀菌锅 1蒸汽管 2水管 3排水管 4溢流管 5排气阀 6安全阀 7压缩空气管 8温度计 9压力表 10温度记录控制仪 常压杀菌两种。 1 静止高压杀菌 静止高压杀菌是肉禽、水产及部分蔬菜等低酸性罐头食品所采用的杀菌方
法,根据其热源的不同又分为高压蒸汽杀菌和高压水浴杀菌。 (1)高压蒸汽杀菌大多数低酸性金属罐头常采用高压蒸汽杀菌。其主要杀菌设备为静止高压杀菌锅,通常是批量式操作,并以不搅动的立式或卧式密闭高压容器进行。这种高压容器一般用厚度为6.5mm以上的钢板制成,其耐压程度至少能达到0.196MPa。 合理的杀菌装置是保证杀菌操作完善的必要条件。对于高压蒸汽杀菌来说,蒸汽供应量应足以使杀菌锅在—定的时间内加热到杀菌温度,并使锅内热分布均匀;空气的排放量应该保证在杀菌锅加热到杀菌温度时能将锅内的空气全部排放干净;在杀菌锅内冷却罐头时,冷却水的供应量应足以使罐头在一定时间内获得均匀而又充分的冷却。图2-6-4和图2-6-5分别为常用的立式和卧式高压蒸汽杀菌锅的装置图。 (2)高压水浴杀菌高压水浴杀菌就是将罐头投入水中进行加压杀菌。一般低酸性大直径罐、扁形罐和玻璃罐常采用此法杀菌,因为用此法较易平衡罐内外压力。可防止罐头的变形、跳盖,从而保证产品质量。高压水浴杀菌的主要设备也是高压杀菌锅,其形式虽相似,但它们的装置、方法和操作却有所不同。 图2-6-5卧式高压蒸汽杀菌锅 1,6空气管 2安全阀 3排气阀 4,8水管 5温 度记录控制仪 7蒸汽管 9压力表 10温度计 11溢流管
干热灭菌相关温度与时间一览表
对开门百级净化热风循环风箱: 1、通常采用250℃,时间不低于45分钟; 2、在250度时,1min ,FH=; 3、那么45分钟,其FH值就是*45=; 4、那么不是大于基本要求FH等于1000吗? 5、2000年版药典就是不低于30分钟(FH=*30=),那么为什么会在2005年版做如此修改? 6、是因为这里的250度是腔体内温度,不是物品内部或表面温度,也不是最低点温度,所以将其时间提高15分钟!所谓:“温度不够时间补,补的是时间” 隧道烘箱: 1、通常采用320度,时间不低于4分钟; 2、其在300度(公认温度,低于通常,真是!),1分钟,FH=, 3、那么4分钟,FH值就是*4=1022; 4、那么为什么会通常用320度呢?原因同上,瓶底温度在320度时,瓶内温度才会达到300度."要提高产量,得提高温度,温度不均匀更要提高温度,补的是温度“ 一补时间,一补温度,中国人真是大补呀!原因不说,乱补一气,反正设备不会说话,而我们有的不是效率,而是时间。 干热灭菌FH值计算 SDA不知为何?FH大于1400.准确地说是1364. 干热标准温度为170C,Z为54. F(T)=10^((T-170)/Z) F(320)=10^((320-170)/54)=600,也就是说:320C 1分钟相当于标准温度(170C)600分钟 320C,10MIN,F(H)=6000(5995). 隧道烘箱设定320度,但不能全程达到320C,我们公司的是5分钟. 以我做过的经验.,F(H)在2000到3000之间.为什么呢?正常的计算是要把长升温100度开始与降温至100度结束,均应计入FH值的计算,所以,FH值的计算是一个倒扣的船形集合,即使低于药典正常标准,仍能达到FH值大于1000,但这计算起来有点麻烦. 从资料报道,国外生产能满足灭菌去热原要求,其FH≥1000。根据中国2000版药典的要求和公式计算,认为空瓶FH≥ 1400为宜。通过计算:当FH≥1400, 安瓿在300℃时的暴露(灭菌)时间必须大于。因此,对连续式隧道灭菌烘箱的灭菌程序为:300℃时, 大于4min即能满足工艺要求。 温度设备验证合格判断标准
罐头杀菌时间的计算(重要和难点)
第四章罐头杀菌时间的计算(重点和难点)先看杀菌锅及操作过程,这是一台立式杀菌锅,拧开柄型螺母,打开锅盖,将装满罐头的杀菌栏吊入锅中,拧紧柄型螺母,开始供应蒸汽。经过三个阶段:首先经过升温阶段、时间为τ1,达到预定杀菌温度t;再经过恒温杀菌阶段、时间为τ2;最后进行降温冷却阶段、时间为τ3;对于高温杀菌的罐头,有的需要通入压缩空气反压冷却P。以上参数时间、温度、反压即为杀菌的工艺条件。 第一节罐头杀菌条件的表示方法 通常排列成公式的形式,因此也叫杀菌公式,也叫杀菌规程 1—τ2—τ3 t P 不是加减乘除的关系。τ1升温时间min ,τ2 恒温杀菌时间min ,τ3降温时间 min ,t 杀菌(锅)温度℃ 、注意不是指罐头的中心温度。P 冷却时的反压0.12—0.13MPa 。τ1一般10 min 左右,τ3 一般10min —20min ,快一些为好,即快速升温和快速降温,有利于食品的色香味形、营养价值。但有时受到条件的限制,如锅
炉蒸汽压力不足、延长升温时间;冷却时罐头易胖听、破损等,不允许过快。目前的主要任务就是要确定τ2、t ,最麻烦就是要确定τ2,要求杀菌公式在防止腐败的前提下尽量缩短杀菌时间。既能防止腐败,又能尽量保护品质。 下面是现有成熟的杀菌公式:午餐肉:10 min —60 min —10 min /121 ℃,反压力0.12MPa 。 蘑菇罐头:10 min —30 min —10 min /121 ℃ 图2-6-4 立式高压蒸汽杀菌锅 1 蒸汽管 2 水管 3 排水管 4 溢流管 5 排气阀 6 安全阀 7 压缩空气管 8 温度计 9 压力表10 温度记录控制仪 桔子罐头:5 min —15 min —5 min /100 ℃ 第二节罐头杀菌条件的确定(难点和重点) 首先了解几个概念
抗菌药物使用率和使用强度等指标计算方法说明
抗菌药物使用率和使用强度等指标计算方法说明 (1)门诊患者抗菌药物处方比例 门诊患者抗菌药物处方比例= 就诊使用抗菌药物人次×100%。 同期就诊总人次 目的:在总体水平上,考查抗菌药物使用情况,明确抗菌药物的范围。 就诊使用抗菌药物人次:指使用的抗菌药物人次,无论其用了几种抗菌药物,即一个患者挂一次号就诊时使用了抗菌药物,就计为:就诊使用抗菌药物1人次。 同期就诊总人次:指在同一个抽样时间段内,患者就诊总人次,即在同一个抽样时间段内挂号的患者人次。 统计:将每次就诊使用抗菌药物的例数除以就诊总人数乘100。 (2)住院患者抗菌药物使用率 住院患者抗菌药物使用率= 出院患者使用抗菌药物总例数×100% 。 同期总出院人数 目的:测算住院患者使用抗菌药物的情况 此项是以患者使用抗菌药物例数计算的,一个病例中无论其使用了几种抗菌药物(包括不同剂型),都只计为1例使用抗菌药物例数。 (3)I类切口手术患者预防使用抗菌药物使用率 使用率=I类切口手术预防使用抗菌药物例数×100% 。 同期I类切口手术总例数 目的:测算I类切口手术病例预防用药的水平 I类切口手术预防用抗菌药物例数:只指用于预防用药的I类切口手术病例同期I类切口手术总例数:是按I类切口手术例数统计 (4)接受外科手术及内科介入手术,术前0.5-2.0小时内给药率 术前0.5-2.0小时内给药率= 术前0.5-2.0小时内给药例数×100% 。 同期外科手术及内科介入手术总例数 (5)接受抗菌药物治疗住院患者微生物检验样本送检率
微生物检验样本送检率= 使用了抗菌药物的出院患者中送检例数 ×100% 。 同期治疗性使用抗菌药物的出院患者总例数 目的:测量提供病原学检查,从而决定最佳治疗方案的能力。 住院用抗菌药物患者:是指治疗用抗菌药物患者。 统计:做了病原学检查的出院病例数除以同期使用治疗性抗菌药物的住院 病例数乘100。 (6)抗菌药物使用强度(AUD)计算公式 抗菌药物使用强度= 抗菌药物累计消耗量(累计DDD数)×100 。 同期全院出院患者(人次)×同期全院平均住院天数 释义:抗菌药物使用强度:是指住院患者每100人\天中消耗抗菌药物的DDD数。 DDD值:按照WHO推荐的药物应用日处方协定剂量计算:(defined daily doses , DDD),同一通用名的药物,剂型不同DDD值也不同,具体DDD值见附件6。 某个抗菌药物的DDD数=该抗菌药物某一时段消耗量除以DDD值。 例:如某医院所用头孢呋辛注射剂规格为:1.5克/支,查其DDD值为:3克,2011年3月份住院部共计消耗该药1000支,2011年3月份出院患者数800人次,该月平均住院天数为11.8天,则该药3月份消耗量为:1.5 克/支×1000支=1500克,据此DDD数(DDDs)为:DDDs(头孢呋辛注射剂)=1500克/3克=500 DDD,则该院头孢呋辛注射剂2011年3月份的使用强度(AUD)为:AUD(头孢呋辛注射剂)=500 DDD×100/(800人×11.8天)=5.30 DDD/100人/天。如果需要计算某个科室某个抗菌药物的AUD,也是计算出该科室某抗菌药物的DDDs,再乘以100后除以全院该取样时间段的(出院人数×平均住院天数)。全院抗菌药物累计消耗量(累计DDDs)=所有抗菌药物DDD数(DDDs)的和。 如果该院2011年3月份共计使用抗菌药物50种,90个规格,应该分别计算每一个规格的DDD数(DDDs),此时应该得到90个DDDs,最后将90个DDDs累加得出该医院2011年3月份所有抗菌药物DDDs的和(累计DDDs),
抗菌药物使用强度的计算步骤
抗菌药物使用强度的计算步骤 1.确定抗菌药物的限定日剂量(DDD) 限定日剂量(Defined Daily Dose,DDD)定义:为药物主要适应证的平均每日维持剂量(成人)。来源: (1)WHO制定的限定日剂量值 (2) 其中未收载的药品可按《中国药典临床用药须知》、《新编药物学》或药品说明书取该药品的平均剂量作为限定日剂量。 如:某药品,1日3次,每次0.1~0 .3g,取平均剂量0.2g×3次,则DDD为0.6g 2. 将限定时间段内各种抗菌药物的销售数量均折合成与DDD值相同的计量单位(g、mg或万IU) 如:某药品,一年销售2000盒,每盒10粒,每粒0.2g,则该药品的销售数量为2000×10×0.2=4000g 3. 求得用药频度(Defined Daily Doses,DDDs) 公式:用药频度(DDDs)=某药品年消耗量/该药品的限定日剂量(DDD) 可以利用用药频度分析评价药物在临床的地位。DDDs大,反映患者(处方)对该药的选择倾向性大,用量越大;反之说明患者(处方)已较少使用。 DDDs提供了一种与药物价格和成分无关的计量单位,从而可以估计药物消耗的趋势并在不同群体和医疗机构之间进行比较。 上例中:用药频度(DDDs)=4000g/0.6g=6666.67(无单位数值) 4. 将限定时间段内所有抗菌药物的用药频度求和,得到累计抗菌药物消耗量
5. 计算同期用药总人天数 公式:同期收治患者人天数=同期出院患者人数×同期患者平均住院天数 6. 计算抗菌药物使用强度(指每100人天中消耗抗菌药物的DDD数) 公式: 注:不计入累计DDDs的部分: (1) 外用抗菌药物:如氧氟沙星滴耳剂、妥布霉素滴眼液、硝酸咪康唑乳膏等外用制剂; (2) 抗病毒药物不计入累计DDDs,不计算在抗菌药物使用强度内。 抗菌药物使用强度=DDD数)抗菌药物消耗量(累计)*100/同期收治患者人天数 λ抗菌药物使用强度:是指每100人天中消耗抗菌药物的DDD数。λ DDD值:按照WHO推荐的药物应用日处方协定剂量计算:(defined daily doses , DDD),同一通用名的药物用于不同的适应症时,DDD 值也 不同。 λ某个抗菌药物的DDD数=该抗菌药物消耗量除以DDD值(克/DDD 值)。 抗菌药物消耗量(累计DDD数)=所有抗菌药物DDD数的和。λ λ同期是指某段时间,一般多以年度计。 λ收治患者人天数:指在同一抽样时间段内出院患者总数与同期患者平均
灭菌参数
D 值:(考察对时间的关系)在一定温度下,杀灭90%微生物所需的灭菌时间。杀灭微生物符合一级动力学方程,即有 kt dt dN -= 或303 .2lg lg 0kt N N t =- 式中,t N :灭菌时间为t 时残存的微生物数;0N :原有微生物数;k :灭菌常数 )10lg 100(lg 303.2-=k t D = D 值随微生物的种类、环境和灭菌温度变化而异。 Z 值:(考察对温度的敏感性)降低一个lgD 值所需升高的温度,即灭菌时间减少到原来的1/10所需升高的温度或相同灭菌时间内,杀灭99%的微生物所需提高的温度。 1 212lg lg D D T T Z --= 即10121 2Z T T D D -= F 值:在一定灭菌温度(T )下给定的Z 值所产生的灭菌效果与在参比温度(T 0)下给定的Z 值所产生的灭菌效果相同时所相当的时间。常用于干热灭菌 ∑-?=100 Z T T t F F 0值:在一定灭菌温度(T )、Z 值为10℃所产生的灭菌效果与121℃、Z 值为10℃产生的灭菌效果相同时所相当的时间(min )。 ∑-?=10121 0Z T t F 物理F0值数学表达式:F0 = △t ∑10 T-121/ Z 生物F0值数学表达式: F0=D121℃×(lgN0-lgNt) 为灭菌后预计达到的微生物残存数,即染菌度概率。 F0值 F0值仅限于热压灭菌,生物F0值相当于121℃热压灭菌时,杀灭容器中全部微生物所需要的时间。 F0值体现了灭菌温度与时间对灭菌效果的统一,数值更为精确、实用。 为了确保灭菌效果,应适当增加安全系数,一般增加理论值 的50%。 键词:罐头,杀菌,F 值, D 值,Z 值
{时间管理}第四章罐头杀菌时间的计算第一章食品罐藏容器
(时间管理)第四章罐头杀菌时间的计算第一章食品 罐藏容器 20XX年XX月
第四章罐头杀菌时间的计算(重点和难点) 先见杀菌锅及操作过程,这是壹台立式杀菌锅,拧开柄型螺母,打开锅盖, 将装满罐头的杀菌栏吊入锅中,拧紧柄型螺母,开始供应蒸汽。经过三个阶段: 首先经过升温阶段、时间为T1,达到预定杀菌温度t ;再经过恒温杀菌阶段、时间为T2;最后进行降温冷却阶段、时间为T3;对于高温杀菌的罐头,有的需要通入压缩空气反压冷却P。之上参数时间、温度、反压即为杀菌的工艺条件。 第壹节罐头杀菌条件的表示方法 通常排列成公式的形式,因此也叫杀菌公式,也叫杀菌规程。 n — T2 — T3 不是加减乘除的关系。T I升温时间min,T恒温杀菌时间min,T降温时间min,t杀菌(锅)温度C、注意不是指罐头的中心温度。P冷却时的反压0.12 —0.13MPa。 T I壹般10min左右,T3壹般10min —20min,快壹些为好,即快速升温和快速 降温,有利于食品的色香味形、营养价值。但有时受到条件的限制,如锅炉蒸汽压力不足、延长升温时间;冷却时罐头易胖听、破损等,不允许过快。目前的主要任务就是要确定T 2、t,最麻烦就是要确定T 2,要求杀菌公式于防止腐败的前提下尽量缩短杀菌时间。既能防止腐败,又能尽量保护品质。 下面是现有成熟的杀菌公式: 午餐肉:10min —60min —10min/121 C,反压力0.12MPa。 蘑菇罐头:10mi n —30mi n —10mi n/121 °C
桔子罐头:5mi n —15mi n —5mi n/100 °C 第二节罐头杀菌条件的确定(难点和重点)首先了解几个概 念。 1 、实际杀菌F 值:指某壹杀菌条件下的总的杀菌效果。 实际杀菌F值:把不同温度下的杀菌时间折算成121 C的杀菌时间,相当于121 C的杀菌时间,用F实表示。特别注意:它不是指工人实际操作所花时间,它是壹个理论上折算过的时间。为了帮助同学们理解和记忆,请见我为大家设计的例题。 例:某罐头110 C杀菌10min , 115 C杀菌20min , 121 C杀菌30min。工人实际杀菌操作时间等于50min ,实际杀菌 F 值且不等于50min 。 F实=10 XL+15 XL+30 XL3, L我把它叫做折算系数。 L1肯定小于1_2,二者均小于1。请问同学们L3= ? F 实肯定小于50min ,由此可见,实际杀菌F 值不是工厂杀菌过程的总时间之 和。 例:100 C杀菌90分钟,120 C杀菌0分钟,哪个杀菌强度大?折算成相当于121 C的杀菌时间,再比较! 90 XL100和10 XL120比较!只要找到折算系数就好比较。 2、安全杀菌F 值 于某壹恒定温度(121 C)下杀灭壹定数量的微生物或者芽抱所需的加热时间。它被作为判别某壹杀菌条件合理性的标准值,也称标准 F 值,用 F 安表示。“杀灭”具有商业杀菌的含义,允许活菌存于。 F 安表示满足罐头腐败率要求所需 的杀菌时间(121 C),每种罐头要求的标准杀菌时间(通常121 C为标准温度),
干热灭菌相关温度与时间一览表
干热灭菌相关温度与时 间一览表 标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
对开门百级净化热风循环风箱: 1、通常采用250℃,时间不低于45分钟; 2、在250度时,1min ,FH=; 3、那么45分钟,其FH值就是*45=; 4、那么不是大于基本要求FH等于1000吗? 5、2000年版药典就是不低于30分钟(FH=*30=),那么为什么会在2005年版做如此修改? 6、是因为这里的250度是腔体内温度,不是物品内部或表面温度,也不是最低点温度,所以将其时间提高15分钟!所谓:“温度不够时间补,补的是时间” 隧道烘箱: 1、通常采用320度,时间不低于4分钟; 2、其在300度(公认温度,低于通常,真是!),1分钟,FH=, 3、那么4分钟,FH值就是*4=1022; 4、那么为什么会通常用320度呢原因同上,瓶底温度在320度时,瓶内温度才会达到300度."要提高产量,得提高温度,温度不均匀更要提高温度,补的是温度“
一补时间,一补温度,中国人真是大补呀!原因不说,乱补一气,反正设备不会说话,而我们有的不是效率,而是时间。 干热灭菌FH值计算 SDA不知为何FH大于1400.准确地说是1364. 干热标准温度为170C,Z为54. F(T)=10^((T-170)/Z) F(320)=10^((320-170)/54)=600,也就是说:320C 1分钟相当于标准温度(170C)600分钟320C,10MIN,F(H)=6000(5995). 隧道烘箱设定320度,但不能全程达到320C,我们公司的是5分钟. 以我做过的经验.,F(H)在2000到3000之间.为什么呢正常的计算是要把长升温100度开始与降温至100度结束,均应计入FH值的计算,所以,FH值的计算是一个倒扣的船形集合,即使低于药典正常标准,仍能达到FH值大于1000,但这计算起来有点麻烦. 从资料报道,国外生产能满足灭菌去热原要求,其FH≥1000。根据中国2000版药典的要求和公式计算,认为空瓶FH≥ 1400为宜。通过计算:当FH≥1400, 安瓿在300℃时的暴露(灭菌)时间必须大于。因此,对连续式隧道灭菌烘箱的灭菌程序为:300℃时, 大于4min即能满足工艺要求。
罐头杀菌时间的计算
罐头杀菌时间的计算(重点和难点) 先看杀菌锅及操作过程,这是一台立式杀菌锅,拧开柄型螺母,打开锅盖,将装满罐头的杀菌栏吊入锅中,拧紧柄型螺母,开始供应蒸汽。经过三个阶段:首先经过升温阶段、时间为τ1,达到预定杀菌温度t ;再经过恒温杀菌阶段、时间为τ2;最后进行降温冷却阶段、时间为τ3;对于高温杀菌的罐头,有的需要通入压缩空气反压冷却P 。以上参数时间、温度、反压即为杀菌的工艺条件。 第一节 罐头杀菌条件的表示方法 20 4060801001200 10 20 30 40 50 通常排列成公式的形式,因此也叫杀菌公式,也叫杀菌规程。 τ1—τ2—τ3 P t 不是加减乘除的关系。 τ 1 升温时间min , τ2 恒温杀菌时间min ,τ 3 降温时 间min ,t 杀菌(锅)温度℃ 、注意不是指罐头的中心温度。P 冷却时的反压0.12—0.13MPa 。τ1一般10 min 左右,τ3一般10min —20min ,快一些为好,即快速升温和快速降温,有利于食品的色香味形、营养价值。但有时受到条件的限制,如锅炉蒸汽压力不足、延长升温时间;冷却时罐头易胖听、破损等,不允许过快。目前的主要任务就是要确定τ2、t ,最麻烦就是要确定τ2,要求杀菌公式在防止腐败的前提下尽量缩短杀菌时间。既能防止腐败,又能尽量保护品质。 下面是现有成熟的杀菌公式: 午餐肉:10 min —60 min —10 min /121℃,反压力0.12MPa 。 蘑菇罐头:10 min —30 min —10 min /121℃ 桔子罐头:5 min —15 min —5 min /100℃
图2-6-4立式高压蒸汽杀菌锅 1蒸汽管 2水管 3排水管 4溢流管 5排气阀 6安全阀 7压缩空气管 8温度计 9压力表 10温度记录控制仪 第二节罐头杀菌条件的确定(难点和重点) 首先了解几个概念。 1、实际杀菌F值:指某一杀菌条件下的总的杀菌效果。 实际杀菌F值:把不同温度下的杀菌时间折算成121℃的杀菌时间,相当于121℃的杀菌时间,用F实表示。特别注意:它不是指工人实际操作所花时间,它是一个理论上折算过的时间。为了帮助同学们理解和记忆,请看我为大家设计的例题。 例:某罐头110℃杀菌10 min,115℃杀菌20 min,121℃杀菌30 min。 工人实际杀菌操作时间等于50 min,实际杀菌F值并不等于50 min。 F实=10×L1+15×L2+30×L3, L我把它叫做折算系数。 L1肯定小于L2,二者均小于1。请问同学们L3=? F实肯定小于50 min, 由此可见,实际杀菌F值不是工厂杀菌过程的总时间之和。 例:100℃杀菌90分钟,120℃杀菌10分钟,哪个杀菌强度大? 折算成相当于121℃的杀菌时间,再比较! 90×L100和10×L120比较!只要找到折算系数就好比较。 2、安全杀菌F值 在某一恒定温度(121℃)下杀灭一定数量的微生物或者芽孢所需的加热时间。它被作为判别某一杀菌条件合理性的标准值,也称标准F值,用F安表示。
抗菌药物使用强度
抗菌药物使用强度:是指每100人日中消耗抗菌药物的DDD数。 DDD值:按照WHO推荐的药物应用日处方约定剂量计算:(defined daily doses , DDD),同一通用名的药物剂型不同DDD值也不同。 某个抗菌药物的DDD数=该抗菌药物消耗量除以DDD值(克/DDD值)。 抗菌药物消耗量(累计DDD数)=所有抗菌药物DDD数的和。 收治患者人天数:指在同一抽样时间段内出院患者总数与同期患者平均住院天数的乘积。 由于不同抗菌药物的使用剂量有差异,因此必须建立一个可用于不同药品间比较的指标。DDD数(DDDs)即是这样的指标。DDD(Defined Daily Dose,约定日剂量)是指为达到主要的用于成人的药物平均日剂量。 DDD数有两种计算方法(1) 1、DDDs=(年消耗某药品量×1000)/(DDD值×365天×居民数) 含义:以约定日计量为单位的每1000居民每天某药品的消耗量。适用于对某一地区居民的用药的总体评价。 2、DDDs=年消耗某药品量/DDD值 含义:以约定日剂量为单位的某药品的消耗量。适用于一家或几家医院的不同年度的动态比较和用药结构的分析。 DDD数作为不同药品间可比较的指标,是因为DDD数是一个比值,与日剂量无关的数值,并不会因为各种药物一次用量不同、一日用药次数不同而无法比较。DDD数大,反映对该药的选择倾向性大,反之,渐少用该药。 DDD以成人每日常用剂量作为标准剂量,将不同药物的消耗量换算为统一标准单位。世界卫生组织推荐DDD为研究药物使用合理性的指标,并颁布了用来规范此类研究的每一种抗生素的标准DDD值。 可以计算单一病例或所有病例使用药物累积DDD或平均DDD,也可以计算使用不同种类药物的累积DDD。
F0及FH标准灭菌时间计算方法
F0/FH标准灭菌时间计算方法 (2013-03-26 14:40:25) 转载▼ 在灭菌设备验证中,应用Excel对验证中采集的数据进行处理计算FH、F0值。利用Excel 编制公式,对实验数据进行处理,操作方便简单,结果准确。本文利用Excel表的自动计算功能进行计算,能极大地提高计算效率并减少出错的可能。 、常用灭菌参数 在检品中存在微量的微生物时,往往难以用现行的无菌检查法检出。因此,有必要对灭菌方法的可靠性进行验证。F与F0值可作为验证灭菌可靠性的参数。 (一)D值与Z值 D值是指在一定温度下,杀灭90%微生物(或残存率为10%)所需的灭菌时间。在一定灭菌条件下,不同微生物具有不同的D值;同一微生物在不同灭菌条件下,D值亦不相同。因此D值随微生物的种类、环境和灭菌温度变化而异。 Z值是指灭菌时间减少到原来的1/10所需升高的温度或在相同灭菌时间内,杀灭99%的微生物所需提高的温度。 (二)F值与F0值 1.F值 F值为在一定温度(T)下,给定Z值所产生的灭菌效果与在参比温度(T0)下给定Z值所产生的灭菌效果相同时,所相当的灭菌时间,以min为单位。F值常用于干热灭菌。 F值的数学表达式如下: 式中,Δt为测量被灭菌物温度的时间间隔,一般为0.5~1min,T为每个时间间隔Δt所测得被灭菌物温度,T0为参比温度。 2.F0值 F0值为一定灭菌温度(T)下,Z为10℃时所产生的灭菌效果与121℃,Z值为10℃所产生的灭菌效果相同时所相当的时间(min)。也就是说,不管温度如何变化,t分钟内的灭菌效果相当于在121℃下灭菌F0 分钟的效果。 在湿热灭菌时,参比温度定为121℃,以嗜热脂肪芽孢杆菌作为微生物指示菌,该菌在121℃时,Z值为10℃。则: 显然,即把各温度下灭菌效果都转化成121℃下灭菌的等效值。因此称F0为标准灭菌时间(min)。F0目前仅应用于热压灭菌。 式中:F0——标准灭菌时间(min),FH——当量灭菌时间(min),T0——标准灭菌温度(℃),T ——灭菌温度(℃),t ——灭菌时间(min),Z ——灭菌温度系数。 根据中华人民共和国制药机械行业标准JB/T20093-2007《抗生素瓶表冷式隧道灭菌干燥机》中所论及:干燥灭菌的杀菌热力强度FH(min),系参照基准温度T0=170℃下的标准干燥灭菌时间得出。合格标准为FH≥1365。计算公式如下:FH=∑△t10(T1-T0)/z 式中:T1——实测温度; T0――为灭菌保证温度170℃
罐头食品的杀菌方法
罐头食品的杀菌方法 所谓食品的杀菌顾名思义是将食品中的微生物全部杀灭。然而罐头食品所称“杀菌”与纲菌学上的杀菌是有区别的。后者是指绝对无菌,因而有用“灭菌”一词。如果罐头食品的杀菌真要达到这种程度,那末杀菌的温度与时间将大为增加。这势必影响食品的质量。也就是降低食品的风味和营养,甚致丧失食用价值。为了保证食品的色、香、味及其营养价值,罐头食品的杀菌只能要求食品在加热一定程度后不致含有对人体健康;有害的致病菌。同时在正常的贮藏条件下能抑制使食品败坏的非致病微生物的活动。从而达到罐头贮藏所规定的保存期。罐头食品的这种杀菌也称为“商品杀菌”。 据研究,影响罐头杀菌效果的因素很多,如食品在杀菌前的污染程度、食品成分、热的传递、罐头初温等。分别简要介绍如下: (1)食品在杀菌前的污染程度 从原料处理至灌装杀菌,食品均会受到不同程度的微生物污染,污染率愈高,在同样温度下,杀菌所需的时间愈长。不同种类的微生物具有不同程度的抗热性,酵母菌40~70℃,嗜热性细菌75~80℃,肉毒杆菌A、B型芽孢要100℃经过6小时或在120℃经过4分钟加热才能杀死。微生物芽孢愈多,杀菌所需的温度愈高,杀菌的时间也愈长。 (2)食品成分 罐头食品含有糖、盐、蛋白质、脂肪等能影响微生物的抗热性而含有植物杀菌素的食品,如:辣椒、洋葱等则具有抑制或杀灭微生物的作用。
食品中的酸度对微生物的耐热性影响很大,未解离的有机酸分子很容易渗入细菌的活细胞那而离解为离子,从而转化细胞内部反应,引起细胞死亡。所以酸度高的食品一般杀菌温度可低些,时间可短些。 (3)热的传递 罐头加热杀菌时,热的传递方式主要有传导和对流。 ①罐头容器的种类和型式:镀锡薄钢板罐较玻璃罐传热速度快,小罐比大罐传热快。同体积的罐头,扁罐比矮罐传热快。 ②食品的种类和装罐状态:流质食品传热较快,但糖液、盐水或调味液传热速度,随其浓度增加而降低。固体食品如:午餐肉、蟹肉等,传热速度慢。块状食品加汤汁比不加汤汁传热快。块状大的较块状小的传热慢。装罐装的紧的传热较慢。 ③杀菌锅形式和罐头在杀菌锅中的位置:回转式杀菌比静置式杀菌效果大,时间短。罐头在杀菌锅中远离进气管路,在锅内温度还没有达到平衡状态时,传热比较慢。锅内空气排除量、冷凝水积聚、杀菌篮的结构等均影响杀菌效果。 ④罐头初温 罐头在杀菌前的中心温度高低,对杀菌效果有密切关系。杀菌前应提高罐内食品初温(如装罐时提高食品和汤汁的温度、排气密封后要及时杀菌),这对于不易形成对流和传热较慢的罐头更为重要。 罐头杀菌工艺过程有严格的要求,对不同品种有不同的工艺曲线,按时间顺序可分为升温、升温、保温和降温4个阶段,在不同阶段对温
罐头杀菌时间的计算(重要和难点)
第四章罐头杀菌时间的计算(重点和难点) 先看杀菌锅及操作过程,这是一台立式杀菌锅,拧开柄型螺母,打开锅盖, 将装满罐头的杀菌栏吊入锅中,拧紧柄型螺母,开始供应蒸汽。经过三个阶段:首先经过升温阶段、时间为T1,达到预定杀菌温度t ;再经过恒温杀菌阶段、时间为T2;最后进行降温冷却阶段、时间为T3;对于高温杀菌的罐头,有的需要通入压缩空气反压冷却P。以上参数时间、温度、反压即为杀菌的工艺条件。 第一节罐头杀菌条件的表示方法 通常排列成公式的形式,因此也叫杀菌公式,也叫杀菌规程 1——T2——T3 ~~t P 不是加减乘除的关系。T升温时间min,T恒温杀菌时间min ,T降温时间min,t杀菌(锅)温度C、注意不是指罐头的中心温度。P冷却时的反压0.12 — 0.13MPa o T I一般10 min 左右,T一般10min —20min,快一些为好,即快 速升温和快速降温,有利于食品的色香味形、营养价值。但有时受到条件的限制, 如锅炉蒸汽压力不足、延长升温时间;冷却时罐头易胖听、破损等,不允许过快。
目前的主要任务就是要确定T 2、t,最麻烦就是要确定T 2,要求杀菌公式在防止腐败的前提下尽量缩短杀菌时间。既能防止腐败,又能尽量保护品质。 下面是现有成熟的杀菌公式:午餐肉:10 min —60 min —10 min /121 °C,反压力0.12MPa。 蘑菇罐头:10 min —30 min —10 min /121 C 图2 —6-4立式高压蒸汽杀菌锅 1蒸汽管2水管3排水管4溢流管5排气阀 6安全阀7压缩空气管8温度计 9压力表10温度记录控制仪 桔子罐头:5 min —15 min — 5 min /100 C 第二节罐头杀菌条件的确定(难点和重点) 首先了解几个概念
抗菌药物使用强度分析报告
我院抗菌药物使用强度分析报告 [摘要]目的:分析我院住院患者抗菌药物使用情况,促进我院抗菌药物合理应用。方法:收集我院2012年1月—2013年12月住院患者使用的抗菌药物,计算抗菌药物使用强度并进行分析。结果:住院患者抗菌药物使用强度总体呈下降趋势。结论:医院加强了抗菌药物的管理,抗菌药物的使用逐步转向合理用药,但还是存在用药过于集中,应继续加强抗菌药物临床应用管理,达到合理用药[1]。 [关键词] 住院患者抗菌药物使用强度控制 为了加强我院抗菌药物临床应用管理,规范抗菌药物临床应用行为,提高抗菌药物临床应用水平,促进临床合理应用抗菌药物,控制细菌耐药,保障医疗质量安全,我院根据《抗菌药物临床应用管理办法》等相关卫生法律法规,制定了有关抗菌药物使用的一系列规章制度。其中抗菌药物使用强度是评价医院抗菌药物合理使用的重要指标之一,我院已在严格执行中,从我院监管的这两年来看,还是取得了一定的成绩,现报告如下: 1资料与方法 1.1 一般资料收集我院2012年1月—2013年12月住院患者使用的抗菌药物,主要科室有外一科,外二科(2012年8月成立),内一科,内二科(2013年9月成立),儿科(2012年6月成立),急诊科(在2012年前两季度基本上不收住院患者,所以没有统计意义,从2012年第三季度开始统计),妇产科。
1.2 方法利用我院中联软件系统对院科两级住院患者使用的抗菌药物按季度进行统计,把数据导出EXCEL2003,由于我院的信息系统收集到的数据包含了抗菌药物的规格,数量,金额,人工把规格转换为数字形式的含量,才可以作数据处理[2]。用含量乘以该抗菌药物总的使用数量就可以得出该抗菌药物在这一季度的消耗量,用消耗量除以该抗菌药物的DDD值(根据WHO推定的限定日剂量),就可以计算出该抗菌药物的DDD数,各科抗菌药物使用强度由各科抗菌药物消耗量(累计DDD数)乘以100除以各科同期患者住院总天数得出。全院的抗菌药物也是由此方法计算。 1.3 数据处理本组研究中,所有数据与资料均采用中联软件信息系统处理分析,具有比较意义: 院科两级住院患者抗菌药物使用强度,见表(1): 用折线图形式表示,更加可以清晰地看出各科室在各季度的住院患者使用强度。见表(2):
抗菌药物使用强度(DDD)的计算
抗菌药物使用强度(DDD)的计算 WHO在1969年制定了解剖-治疗-化学的药物分类系统(anatomical therapeutic chemical,ATC),确定了将限定日剂量(d efined d aily d ose,DDD)作为用药频度分析的单位。并给其下定义为:用于主要治疗目的的成人的药物平均日剂量。以DDD作为测量单位,较以往单纯的药品金额和消耗量更合理,不会受到药品销售价格、包装剂量以及各种药物每日剂量不同的影响,解决了因为不同药物一次用量不同、一日用药次数不同而无法比较的问题,可以较好地反映出药物的使用频度。DDD 是一个比值,同类药物和不同类药物的DDD可以进行数值上的比较,某药的DDD数值大,说明用药频度高,用药强度大,对该药的选择倾向性大。 DDD (defined daily dose):限定日剂量。《中国药典》(2005年版)、《新编药物学》(第16版)DDD作为用药频度分析单位,不受治疗分类、剂型和不同人群的限制。 药品的总剂量,是指对同一品种、不同规格、不同厂家药品分别计算其总剂量(g),最后求和得到该品种消耗的总剂量(g)。 DDDs:用药频度。DDDs=该药年销售总量(g)/该药的DDD值。DDDs 可反映不同年度的用药动态和用药结构,DDDs越大,说明该药的使用频率越高。 DDDc:限定日费用。DDDc=该药年销售总金额(元)/该药的DDDs 值。DDDc代表药品的总价格水平,表示患者应用该药的平均日费用。DDDc越大,表示患者的经济负担越重。 DUI(drug utilization index)药物利用指数,是以DDDs除以实际用药天数,可作为判别临床用药是否合理的标准。若DUI大于1.0,说明医生日剂量大于DDD,用药不合理。 具体计算方法: 采用WHO推荐的限定日剂量(Defined Daily Dose,DDD)方法,DDD值根据《中国药典临床用药须知》2005年版、《新编药物学》第17版及药品说明书并结合临床用药的习惯确定。 用药频度(DDDs)=年消耗药品量/DDD,抗菌药物使用强度(Antibiotics Use Density.AUD)以平均每日每百张床位所消耗抗菌药物的DDD数(即DDD/100 人天)表示,其值=(DDDs/用药总人天数)x100,可以测算住院人群暴露于抗菌药物的广度、强度。