钢筋焊接试验汇总表
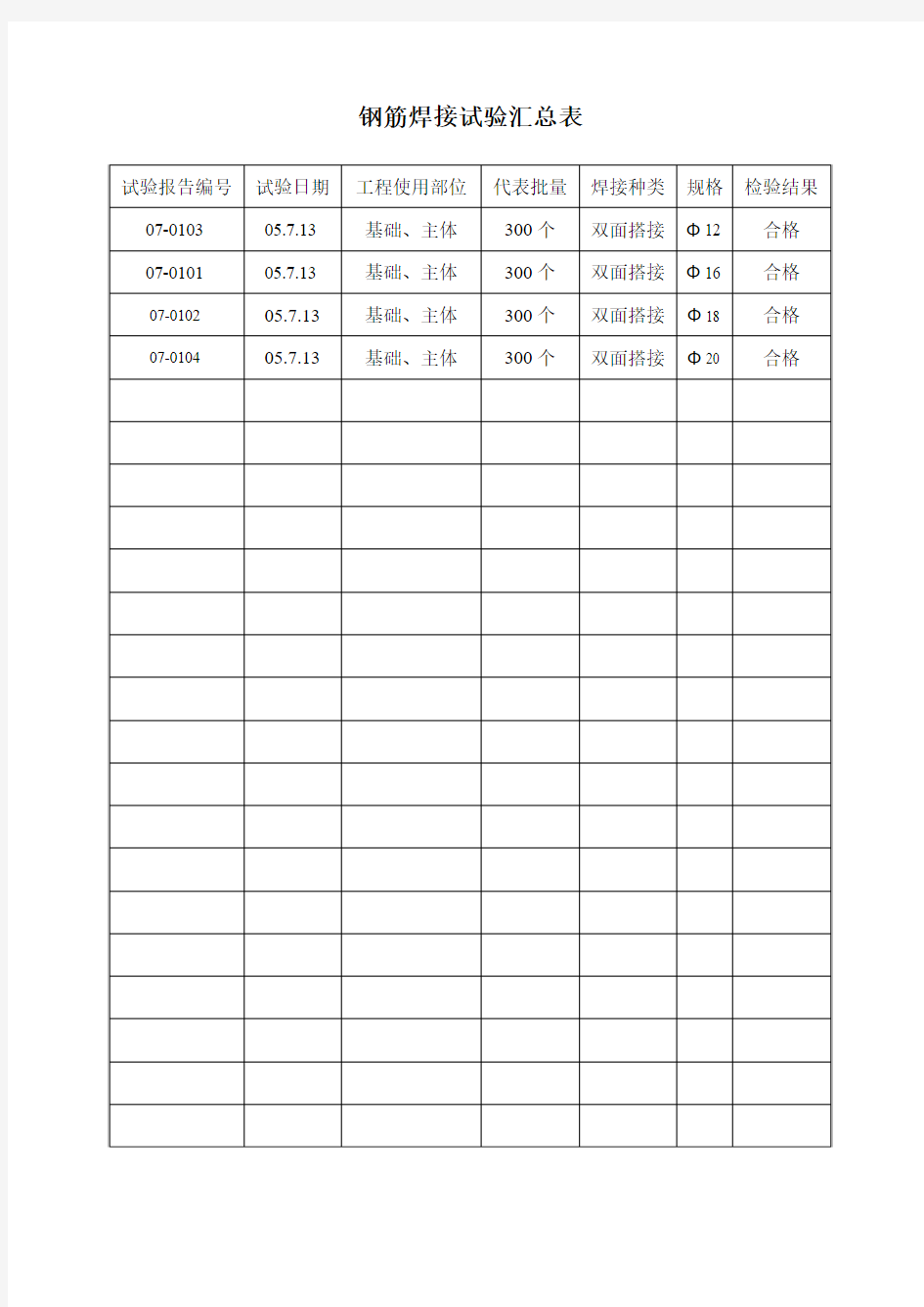

钢筋焊接试验汇总表
砂试验汇总表
混凝土试块试验汇总表
钢筋焊接试验委托单
钢筋焊接试验委托单 (取送样见证人签章)试验编号: 委托日期:2010年11 月日建设单位:绥中燕山旅游房地产开发公司 委托单位:绥中县第一建筑安装工程公司工程名称: 九门口国际旅游养生度假 #楼使用部位:基础梁母材生产厂家:抚顺新钢铁有限责任公司 出厂合格证号:lw100302183 试验单号: 送样人:姜涛联系电话:收样人: 钢筋焊接试验委托单 (取送样见证人签章)试验编号: 委托日期:2010年11 月日建设单位:绥中燕山旅游房地产开发公司 委托单位:绥中县第一建筑安装工程公司工程名称: 九门口国际旅游养生度假 #楼使用部位:基础梁母材生产厂家:抚顺新钢铁有限责任公司 出厂合格证号:lw10052055 试验单号:
钢筋焊接试验委托单 (取送样见证人签章)试验编号: 委托日期:2010年11 月日建设单位:绥中燕山旅游房地产开发公司 委托单位:绥中县第一建筑安装工程公司工程名称: 九门口国际旅游养生度假 #楼使用部位:基础梁母材生产厂家:通化钢铁股份有限公司 出厂合格证号:BTXQ050635 试验单号: 送样人:姜涛联系电话:收样人: 钢筋焊接试验委托单 (取送样见证人签章)试验编号: 委托日期:2010年11 月日建设单位:绥中燕山旅游房地产开发公司 委托单位:绥中县第一建筑安装工程公司工程名称: 九门口国际旅游养生度假 #楼使用部位:基础梁母材生产厂家:抚顺新钢铁有限责任公司 出厂合格证号:lw090125027 试验单号:
钢筋焊接试验委托单 (取送样见证人签章)试验编号: 委托日期:2010年11 月日建设单位:绥中燕山旅游房地产开发公司 委托单位:绥中县第一建筑安装工程公司工程名称: 九门口国际旅游养生度假4#楼 使用部位:母材生产厂家:唐山市丰南区宏利钢铁有限公司出厂合格证号:试验单号: 送样人:姜涛联系电话:收样人: 钢筋焊接试验委托单 (取送样见证人签章)试验编号: 委托日期:2010年11 月日建设单位:绥中燕山旅游房地产开发公司 委托单位:绥中县第一建筑安装工程公司工程名称: 九门口国际旅游养生度假45#楼 使用部位:母材生产厂家:唐山市丰南区宏利钢铁有限公司出厂合格证号:试验单号:
钢筋焊接汇总表
XX能源科技有限公司1#厂房 BGL-01 1 试验报告 电渣 压力焊HRB400-20 2013-12-23,BGL1307194,合格 2 试验报告 电渣 压力焊HRB400-20 2013-12-23,BGL1307195,合格 3 试验报告 电渣 压力焊HRB400-22 2013-12-23,BGL1307196,合格 4 试验报告 电渣 压力焊HRB400-14 2014-01-17,BGL1400251,合格 5 试验报告 电渣 压力焊HRB400-20 2014-01-17,BGL1400251,合格 6 试验报告 电渣 压力焊HRB400-22 2014-01-17,BGL1400251,合格 7 试验报告 电渣 压力焊HRB400-14 2014-01-17,BGL1400251,合格 8 试验报告 电渣 压力焊HRB400-20 2014-01-17,BGL1400251,合格电渣
9 试验报告压力焊HRB400-22 2014-01-17,BGL1400251,合格 10 试验报告 电渣 压力焊HRB400-25 2014-01-17,BGL1400251,合格 11 试验报告 电渣 压力焊HRB400-14 2014-01-17,BGL1400251,合格 12 试验报告 电渣 压力焊HRB400-16 2014-01-17,BGL1400251,合格 13 试验报告 电渣 压力焊HRB400-18 2014-01-17,BGL1400251,合格 14 试验报告 电渣 压力焊HRB400-20 2014-01-17,BGL1400251,合格 安徽省恒创建设工程有限公司 XX能源科技有限公司1#厂房 BGL-02 15 试验报告 电渣 压力焊HRB400-22 2014-01-17,BGL1400251,合格
钢筋焊接对焊质量验收记录
钢筋焊接(对焊)质量验收记录工程名称施工单位 验收部位专业工长 质量验收规定施工单位检查评定记录监理(建设)单位验收记录 主控项目 焊条、焊剂和牌号、性能以及接头中使用的钢板和型钢必须 符合设计要求和有关标准。进口钢筋焊接前必须进行化学成分检 验和焊接试验,符合设计要求量,方可焊接。 经检查钢筋有出厂合格证且合格证 和进场复检报告均设计和 规范要求,焊接接头报告符合钢筋焊 接及验收规范(HRB400E )钢筋焊接接头的机构性能试验结果必须符合钢筋焊接及验 收的专门规定。 一般项目对焊无横向裂纹,无烧伤,焊包均匀 电弧焊√焊接表平整,无凹陷、焊瘤,接头处无裂皱、气孔、 夹渣及咬边。 焊接表平整,无凹陷、焊瘤,接头处 无裂皱、气孔、夹渣及咬边。 电渣压力焊无裂纹、烧伤,焊包均匀 埋弧压力焊焊包均匀,无烧伤,咬边 实测项目 项目对焊电弧焊√ 电渣 压力焊 埋弧 压力焊接头处 弯折( o ) 4o 4o3o3o 接头处钢筋 轴线的偏移 0.1d且不大 于2mm 0.1d且不大 于3mm 0.1d且不大 于2mm —焊缝厚度 — +0.05d, 0且不小于 设计要求 ——设计 要求 焊缝宽度 — +0.01d, 0且不小于 设计要求 ——设计 要求 焊缝长度 — -0.5d, 0且不小于 设计要求 ——设计 要求 其实测点,其中合格点;不合格点;合格点率% 施工单位检查评定结果经检查,该检验批主控项目和一般项目施工质量设计和相关规范要求,资料,评定。项目专业质量检查员: 项目专业质量(技术)负责人: 年月日 监理(建设)单位 验收结果 监理工程师(建设单位项目技术负责人): 年月日注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量技术负责人等进行验收。 四川省建设厅制
钢筋焊接试验报告汇总表-建龙
SG-044 钢筋焊接试验报告汇总表 单位工程名称:成都康弘药业集团股份有限公司施工单位名称:成都倍特建筑安装工程有限公司共页,第页固体口服制剂异地改扩建项目 序号材料名称型号(规格)代表数量使用部位试验单编号备注 注册建造师(技术负责人): (签字)审核: (签字) 填表: (签字)
混凝土(弯拉)强度合格评定 施工单位:成都倍特建筑安装工程有限公司 单位工程名称 成都康弘药业集团股份有限公司 研发中心异地改扩建项目 混凝土强度等级 水泥品种及标号 配合比(重量比) 坍落度 (㎝) 养护条件 同批混凝土代表数量(m 3) 结构部位 水 水泥 砂 石子 外加剂 试件组数n= 合格判定系数λ1= λ3= λ2= λ4= 同一验收批强度平均值: 最小值f cu,min= 前一检验期强度标准差: 同一验收批强度标准差: 验收批各组试件弯拉强度: 标 准 差 已 知 统 计 方 法 m f cu= MPa f cuk+0.7§ m f cu f cuk+0.7§ f cu,min= MPa f ck-0.7§= f cu,min f ck-0.7§ 弯 拉 强 度 试 件 大 于 10 组 弯 拉 强 度 试 件 小 于 10 组 标 准 差 未 知 统 计 方 法 m f cu= MPa f cuk+λ1·s f cu= m f cu f cuk+λ1·s f cu f cu,min= MPa λ2·f cuk= f cu,min λ2·f cuk 非 统 计 方 法 m f cu= MPa λ3·f cuk= m f cu λ3·f cuk f cu,min= MPa λ4·f cuk= f cu,min λ4· f cuk 验收评定结论: 根据《混凝土强度检验评定标准》GB/T 50107-2010 方法进行评定,达到合格标准。 注册建造师(技术负责人): (签字) 年 月 日 审核人:(签字) 年 月 日 评定人:(签字) 年 月 日 监理工程师:(注册方章) 年 月 日 注:本表一式四份,建设单位、施工单位、监理单位、城建档案馆各一份。
钢筋网检验批质量记录表
[支护工程] 04010303□□□□单位工程名称小盘岭2号隧道 分部工程名称支护 分项工程名称钢筋网验收部位GDK349+000~GDK348+970 仰坡 施工单位中铁十九局集团有限公司项目负责人王学忠施工质量验收标准名称及编号 [A]:《高速铁路隧道工程施工质量验收标准》(TB10753-2010) [B]:《铁路混凝土工程施工质量验收标准》(TB10424-2010) 施工质量验收标准的规定施工单位检查评定记录监理单位验收记录 主控项目1 钢筋网材料质量[A]第7.5.4条 质量证明书编号2023834 ,试验报告编号: 19-05GJ110815-004,质量合格。 2 钢筋品种、规格[A]第7.5.5条采用HPB235钢筋,规格φ8,符合设计要求。 3 钢筋网制作[A]第7.5.6条 用φ8 钢筋焊制,网孔 25×25cm , 符合设计要求。 4 钢筋网安装位置[A]第7.5.7条 钢筋网的安装位置应符合设计要求, 并与锚杆或其他固定装置联结牢固。 5 双层钢筋网安装[A]第7.5.8条/ 一般项目 1 钢筋网网格尺寸允 许偏差 ±10mm +6 +4 +8 +5 +4 / / / / / 2 钢筋网搭接长度允 许偏差 ±5cm +3 +2 +4 +3 +2 / / / / / 3 钢筋外观质量[A]第7.5.11条 钢筋调直后使用,钢筋表面不得有裂纹、 油污、颗粒状或片状锈蚀。 施工作业人员 质量责任登记 施工单位 检查评定结果 专职质量检查员年月日 分项工程技术负责人年月日 分项工程负责人年月日 监理单位 验收结论监理工程师年月日
[支护工程] 04010303□□□□单位工程名称小盘岭2号隧道 分部工程名称支护 分项工程名称钢筋网验收部位GDK349+000~GDK348+970 仰坡 施工单位中铁十九局集团有限公司项目负责人王学忠施工质量验收标准名称及编号 [A]:《高速铁路隧道工程施工质量验收标准》(TB10753-2010) [B]:《铁路混凝土工程施工质量验收标准》(TB10424-2010) 施工质量验收标准的规定施工单位检查评定记录监理单位验收记录 主控项目1 钢筋网材料质量[A]第7.5.4条 质量证明书编号2023834 ,试验报告编号: 19-05GJ110815-004,质量合格。 2 钢筋品种、规格[A]第7.5.5条采用HPB235钢筋,规格φ8,符合设计要求。 3 钢筋网制作[A]第7.5.6条 用φ8 钢筋焊制,网孔25×25cm , 符合设计要求。 4 钢筋网安装位置[A]第7.5.7条 钢筋网的安装位置应符合设计要求, 并与锚杆或其他固定装置联结牢固。 5 双层钢筋网安装[A]第7.5.8条/ 一般项目 1 钢筋网网格尺寸允 许偏差 ±10mm -4-2-2-4-6 ///// 2 钢筋网搭接长度允 许偏差 ±5cm -4-2 -4 -3 -4 ///// 3 钢筋外观质量[A]第7.5.11条 钢筋调直后使用,钢筋表面不得有裂纹、 油污、颗粒状或片状锈蚀。 施工作业人员 质量责任登记 施工单位 检查评定结果 专职质量检查员年月日 分项工程技术负责人年月日 分项工程负责人年月日 监理单位 验收结论监理工程师年月日
试验委托单
分检号: 混凝土抗压强度实验委托单WT-15 (取送样见证人签章) 实验编号: 委托日期:年月日建设单位: 委托单位:工程名称: 施工部位:设计强度等级: 试件规格:坍落度(工作度): (mm或S)搅拌方法:捣固方法: 工程量:养护方法和温度: ℃ 试件制作人:试件送试人:收样人: 分检号: 混凝土抗压强度实验委托单WT-15 (取送样见证人签章) 实验编号: 委托日期:年月日建设单位: 委托单位:工程名称: 施工部位:设计强度等级: 试件规格:坍落度(工作度): (mm或S)搅拌方法:捣固方法: 工程量:养护方法和温度: ℃ 试件制作人:试件送试人:收样人:
分检号: 钢筋焊接实验委托单WT-4 (取送样见证人签章) 实验编号: 委托日期:年月日建设单位: 委托单位:工程名称: 使用部位:生产厂家: 出厂合格证号:母材试验单编号: 焊工姓名:技术等级:考试证件 号: 送样人:收样人: 分检号: 钢筋焊接实验委托单WT-4 (取送样见证人签章) 实验编号: 委托日期:年月日建设单位: 委托单位:工程名称: 使用部位:生产厂家: 出厂合格证号:母材试验单编号: 焊工姓名:技术等级:考试证号: 送样人:收样人:
分检号: WT-4 (取送样见证人签章) 钢筋焊接实验委托单 委托日期:年月日实验编号: 委托单位:建设单位: 使用部位:工程名称: 出厂合格证号:生产厂家: 焊工姓名:母材试验单编号: 送样人:收样人: 分检号: WT-4 (取送样见证人签章) 钢筋焊接实验委托单 委托日期:年月日实验编号: 委托单位:建设单位: 使用部位:工程名称: 出厂合格证号:生产厂家: 焊工姓名:母材试验单编号: 送样人:收样人:
钢筋焊接见证记录
编号: 工程名称:凌宇犀地B-4#楼 取样部位:主体34层剪力墙、暗柱 样品名称:电渣压力焊取样数量:2组 取样地点:施工现场取样日期:2016年9月4日 见证记录: 在监理的见证下,在本层钢筋焊接的墙柱中随机抽取12电渣压力焊2组;于2016年9月4日送检。 有见证取样和送检印章: 取样人签字: 见证人签字: 填制日期:2016年9月4日 见证记录 编号: 工程名称:凌宇犀地B-4#楼 取样部位:屋面楼梯间、电梯机房、消防水箱间 样品名称:电渣压力焊取样数量:1组 取样地点:施工现场取样日期:2016年9月12日 见证记录: 在监理的见证下,在本层钢筋焊接的墙柱中随机抽取12电渣压力焊1组;于2016年9月12日送检。 有见证取样和送检印章: 取样人签字: 见证人签字: 填制日期:2016年9月12日
编号: 工程名称:凌宇犀地B-4#楼 取样部位:主体32层剪力墙、暗柱 样品名称:电渣压力焊取样数量:2组 取样地点:施工现场取样日期:2016年8月26日 见证记录: 在监理的见证下,在本层钢筋焊接的墙柱中随机抽取12电渣压力焊2组;于2016年8月26日送检。 有见证取样和送检印章: 取样人签字: 见证人签字: 填制日期:2016年8月26日 见证记录 编号: 工程名称:凌宇犀地B-4#楼 取样部位:主体33层剪力墙、暗柱 样品名称:电渣压力焊取样数量:2组 取样地点:施工现场取样日期:2016年8月31日 见证记录: 在监理的见证下,在本层钢筋焊接的墙柱中随机抽取12电渣压力焊2组;于2016年8月31日送检。 有见证取样和送检印章: 取样人签字: 见证人签字: 填制日期:2016年8月31日
钢筋焊接及连接几种形式
一级钢筋(HPB235)普通是光面钢筋,俗称盘条,6——12个圆的最常见。建筑上常用于制作箍筋、板的分布筋、马镫、墙拉筋等等。 二级钢筋(HRB335)是螺纹钢筋,直径12——25的最为常见,用于梁、柱、剪力墙等等。直径再大的极少用于工民建,常用于大体积混凝土,例如水工。 三级钢筋(HRB400以上)也是螺纹钢筋,直径与二级钢筋类似,强度更高,但价格也高,极少用于工民建,常用于特殊建筑。 不同等级钢材的特点: 一级钢有良好的延性,明显的屈服过程。 二级钢较一级钢强度高,有肋可增强与混凝土的握裹力。 三级钢强度最大,但不易加工,但可以减少钢材用量。 钢筋焊接和连接 钢筋接头严格按照设计施工图和施工规范要进行施工,水平钢筋接头连接形式以闪光对焊为主。直径≥Φ16的竖向钢筋连接,宜采用电渣压力焊。设置在同一构件内钢筋接头应相互错开,在长度为35d且不小于500mm的截面内,焊接接头在受拉区不超过50%。 焊工必须持证上岗。焊接前应先试焊,经测试合格后,方可正式焊接施工。 1. 钢筋闪光对焊: 将两根钢筋安放成对接形式,利用电阻热使接触点金属熔化,产生强烈飞溅,形成闪光,迅速加顶锻力完成的一种压焊方法。 水平钢筋闪光对焊连接: 闪光对焊施工工艺 a连续闪光焊 b预热闪光焊 c闪光—预热—闪光焊 3.4.2闪光对焊接头的施工工艺选取和质量检查,应根据《钢筋焊接及验收规范》JGJ18—96规定,进行外观检查和作拉伸试验和冷弯试验。 a 外观检查:接头表面不能有横向裂纹;电极接触处的钢筋表面不得有明显烧伤,接头处的弯折不得大于4度;轴线偏移不大于0.1倍钢筋直径,且不大于
2mm。 b 拉伸试验:抗拉强度不得低于该级别钢筋的规定的抗拉强度;3个试样中应至少有2个断于焊缝外并呈延性断裂。 C 冷弯试验:弯心直径依据《钢筋验收及焊接规范》JGJ18—96规定选取。 2 钢筋电渣压力焊 将钢筋安放成竖向对接形式,利用焊接电流通过两钢筋端面间隙,在焊剂层下形成电弧过程和电渣过程,产生电弧热和电阻热,熔化钢筋,加压完成的一种压焊方式。 竖向钢筋电渣压力焊: 质量要求:外观检查焊包均匀,焊包直径宜为钢筋直径的1.6倍且突出钢筋表面高度≥4mm。接头外钢筋轴线偏移不得超过0.1倍钢筋直径,同时不得大于2mm,接头弯折不得大于4度。以300个接头为一个验收批,取三个试件进行抗拉试验,抗拉强度不得低于该级别钢筋的规定数值。 施工注意事项:焊机的上、下钳口要保持同心。钢筋焊接端头要对正压紧且保持垂直。罐内倒焊剂,严禁将焊剂从罐内一侧倾倒。在低温条件下,焊剂罐拆除要较常温条件下适当延长。雨雪天气时,在无可靠遮蔽措施条件下禁止施焊。 3. 预埋件钢筋埋弧压力焊 将钢筋与钢板安放成T形接着形式,利用焊接电流通过,在焊剂层下产生电弧,形成熔池,加压完成的一种压焊方法。 4. 钢筋机械连接 通过连接件的机械咬合作用或钢筋端面的承压作用,将一根钢筋中的力传递至另一根钢筋的连接方法。 5. 挤压套筒接头 通过挤压力使连接用钢套塑性变形与带肋钢筋紧密咬合形成的接头。 6. 锥螺纹套筒接头 通过钢筋端头特制的锥形螺纹和锥纹套管咬合形成的接头。 7. 直螺纹套筒接头 通过钢筋端头特制的直螺纹和直螺纹套管咬合形成的接头。
钢筋焊接报审表
工程名称:南昌市前湖大道快速路工程编号: 致:江西中昌工程咨询监理有限公司(项目监理机构) 于 2015 年 4 月 3 日制作的用于焊接工艺/可焊性试验的单面搭接焊接头,经我方检验合格。现将相关资料报上,请予以审查。 附件: 1.焊接工艺检测报告 2.焊接工艺试验记录表 3.焊接工艺作业指导书 4.其他相关文件 材料名称单面搭接焊接头 材料来源、产地/ 材料规格 HRB400Φ20 用途(使用在何工程或部位)箱涵桥、U型槽 本批材料数量/ 承包人的试验试样来源见证取样 取样地点、日期施工现场 2015-4-3 试验日期、操作人2015-4-? 试验结果合格 施工项目经理部(盖章): 项目经理(签字): 日期:年月日 审查意见: 致(承包人):上海建工集团股份有限公司 我证明上述材料的取样、试验等是符合/不符合规程要求的,经抽检复查试验的结果表明,这些材料符合/不符合合同技术规范要求,可以/不可以在指示的工程部位上使用。 项目监理机构(盖章): 专业监理工程师(签字) 日期:年月日
工程名称:南昌市前湖大道快速路工程编号: 致:江西中昌工程咨询监理有限公司(项目监理机构) 于 2015 年 4 月 3 日制作的用于焊接工艺/可焊性试验的单面搭接焊接头,经我方检验合格。现将相关资料报上,请予以审查。 附件: 1.焊接工艺检测报告 5.焊接工艺试验记录表 6.焊接工艺作业指导书 7.其他相关文件 材料名称单面搭接焊接头 材料来源、产地/ 材料规格 HRB400Φ22 用途(使用在何工程或部位)箱涵桥、U型槽 本批材料数量/ 承包人的试验试样来源见证取样 取样地点、日期施工现场 2015-4-3 试验日期、操作人2015-4-? 试验结果合格 施工项目经理部(盖章): 项目经理(签字): 日期:年月日 审查意见: 致(承包人):上海建工集团股份有限公司 我证明上述材料的取样、试验等是符合/不符合规程要求的,经抽检复查试验的结果表明,这些材料符合/不符合合同技术规范要求,可以/不可以在指示的工程部位上使用。 项目监理机构(盖章): 专业监理工程师(签字) 日期:年月日
全部钢筋与焊接内容(内容比较全)
光圆钢筋 6尺寸、外形、重量及允许偏差 6.1 公称直径范围及推荐直径 钢筋的公称直径范围为6mm?22mm ,本部分推荐的钢筋公称直径为 6mm、8mm、10mm、 12mm、16mm、20mm。 6.2 公称横截面面积与理论重量 钢筋的公称横截面面积与理论重量列于表2。 2 公称直径/mm 公称横截面面积 / mm2理论重量 / kg/m 6 (6.5) 28.2 7 (33.18) 0.222 (0.260) 8 50.27 0.395 10 78.54 0.617 12 113.1 0.888 14 153.9 1.21 16 201.1 1.58 18 254.5 2.00 20 314.2 2.47 22 380.1 2.98 6.3 光圆钢筋的截面形状及尺寸允许偏差 6.3.1 光圆钢筋的截面形状如下图所示。
6.6.3 盘重 按盘卷交货的钢筋,每根盘条重量应不小于 500kg ,每盘重量应不小于 1000kg 。 7.3.1钢筋的屈服强度 R eL 、抗拉强度R m 、断后伸长率 A 、最大力总伸长率 A gt 等力学性能 特征值应符合表6的规定。 表6所列各力学性能特征值,可作为交货检验的最小保证值。 表6 7.3.2根据供需双方协议,伸长率类型可从 A 或A gt 中选定。如伸长率类型未经协议确定, 则伸长率采用A ,仲裁检验时 采用 A gt 。 8.1 检验项目 6.4 长度及允许偏差 6.4.1 6.4.1.1 6.3.2 光圆钢筋的直径允许偏差和不圆度应符合表 3的规定。钢筋实际重量与理论重量的 偏差符合表4规定时,钢筋直径允许偏差不作交货条件。 表3 长度 钢筋可按直条或盘卷交货。 直条钢筋定尺长度应在合同中注明。 长度允许偏差 6.4.1.2 6.4.2 0 ?+ 50mm 。 6.5 6.5.1 6.5.2 6.6 6.6.1 6.6.2 按定尺长度交货的直条钢筋其长度允许偏差范围为 弯曲度和端部 直条钢筋的弯曲度应不影响正常使用,总弯曲度不大于钢筋总长度的 钢筋端部应剪切正直,局部变形应不影响使用。 重量及允许偏差 钢筋按实际重量交货,也可按理论重量交货。 直条钢筋实际重量与理论重量的允许偏差应符合表 4的规定。 0.4%。
钢筋焊接方案
钢筋焊接施工方案 一、工程概况 1、建筑设计 荷都庄园1#-3#楼,位于金湖县衡阳路东侧、上湾路南侧。1#楼为框架结构三层,建筑面积为688平方米,建筑高度为9.9米,工程±0.000相当于黄海高程 12.7m;2#楼为框架结构三层,建筑面积为1331平方米,建筑高度为9.9米,工程 ±0.000相当于黄海高程12.7m。3#楼为框架结构十层,建筑面积为6265平方米,建筑高度为33米,工程±0.000相当于黄海高程12.7m。 2、结构概况 1#-3#楼为框架结构,基础为独立基础。抗震设防烈度为六度,抗震构造措施除施工图注明,均参照<<建筑物抗震构造详图>>,本工程为建筑类别二类,防火设计及耐火等级为二级,本工程屋面防水等级为二级,建筑使用合理年限为50年。天然地基,1#-3#楼垫层砼强度等级为C15,基础为C30(3#混凝土强度为C35),主体结构为C30(3#混凝土强度为C35),二次结构为C25。 二、编制依据 《建筑工程施工质量验收统一标准》(GB50300-2015) 《钢筋焊接及验收规程》(JGJ18-2012) 施工组织设计 设计施工图
三、施工计划 1、材料 1)钢筋:应有出厂合格证,实验报告性能指标应符合有关标准或规范的规定。钢筋的验收和加工,应按有关的规定进行。 2)电渣压力焊接使用的钢筋端头应平直、干净,不得有马蹄形、压扁、凹凸不平、弯曲歪扭等严重变形。如有严重变形时应用手提切割机或用气焊切割、矫正,以保证钢筋端面垂直于轴线。钢筋端部200mm范围不应有锈浊、油污、混凝土浆等污染,受污染的钢筋应清理干净后才能进行电渣压力焊焊接。处理钢筋时应在当天进行,防止处理后再生锈。 3)电渣压力焊焊剂:必须有出厂合格证,化学性能指标符合相关规定。在使用前,须经恒温250℃烘焙1~2h。焊剂回收重复使用时,应除去熔渣和杂物并经干燥,一般采用431焊剂。 2、机具设备准备 1)电渣焊机。 2)焊接夹具:应具有一定刚度,使用灵巧,坚固耐用,上下钳口同心,焊接电缆的断面面积应与焊接钢筋大小相适应,焊接电缆以及控制电缆的连接必须保持良好接触。 3)焊剂盒:应与所焊钢筋的直径大小相适应。 4)石棉线:用于堵塞剂盒安装后的缝隙,防止焊剂盒焊剂泄露。 6)秒表:用于准确掌握焊接通电时间。 7)切割机或圆片锯:用于切割钢筋。
钢筋焊接及规范
1总则 1.0.1为了在钢筋焊接施工中采用合理的焊接工艺和统一质量验收标准,做到技术先进,确保质量,制订本规程。 1.0.2本规程适用于建筑工程混凝土结构中的钢筋焊接施工及质量检验与验收。 1.0.3从事钢筋焊接施工的焊工必须持有焊工考试合格证书,才能上岗操作。 1.0.4在进行钢筋焊接施工及质量检验与验收时,除按本规程规定执行外,尚应符合国家现行有关强制性标准的规定。 2 术语 2.0.1钢筋电阻点焊resistance spot welding of reinforcing steel bar 将两钢筋安放成交叉叠接形式,压紧于两电极之间,利用电阻热熔化母材金属,加压形成焊点的一种压焊方法。 2.0.2钢筋闪光对焊flash butt welding of reinforcing steel bar 将两钢筋安放成对接形式,利用电阻热使接触点金属熔化,产生强烈飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法 2.0.3钢筋电弧焊arc welding of reinforcing steel bar 以焊条作为一极,钢筋为另一极,利用焊接电流通过产生的电弧热进行焊接的一种熔焊方法。 2.0.4钢筋窄间隙电弧焊narrow-gap arc welding of reinforcing steel bar 将两钢筋安放成水平对接形式,并置于铜模内,中间留有少量间隙,用焊条从接头根部引弧,连续向上焊接完成的一种电弧焊方法。 2.0.5钢筋电渣压力焊electroslag pressure welding of reinforcing steel bar 将两钢筋安放成竖向对接形式,利用焊接电流通过两钢筋端面间隙,在焊剂层下形成电弧过程和电渣过程,产生电弧热和电阻热,熔化钢筋,加压完成的一种压焊方法。 2.0.6钢筋气压焊gas pressure welding of reinforcingsteel bar 采用氧乙炔火焰或其他火焰对两钢筋对接处加热,使其达到塑性状态(固态)或熔化状态(熔态)后,加压完成的一种压焊方法。 2.0.7预埋件钢筋埋弧压力焊submerged-arc pressure welding of re-infoncing steel bar at prefabrecated components 将钢筋与钢板安放成T 型接头形式,利用焊接电流通过,在焊剂层下产生电弧,形成熔池,加压完成的一种压焊方法。 2.0.8压入深度pressed depth