钢筋焊接试验报告汇总表10#
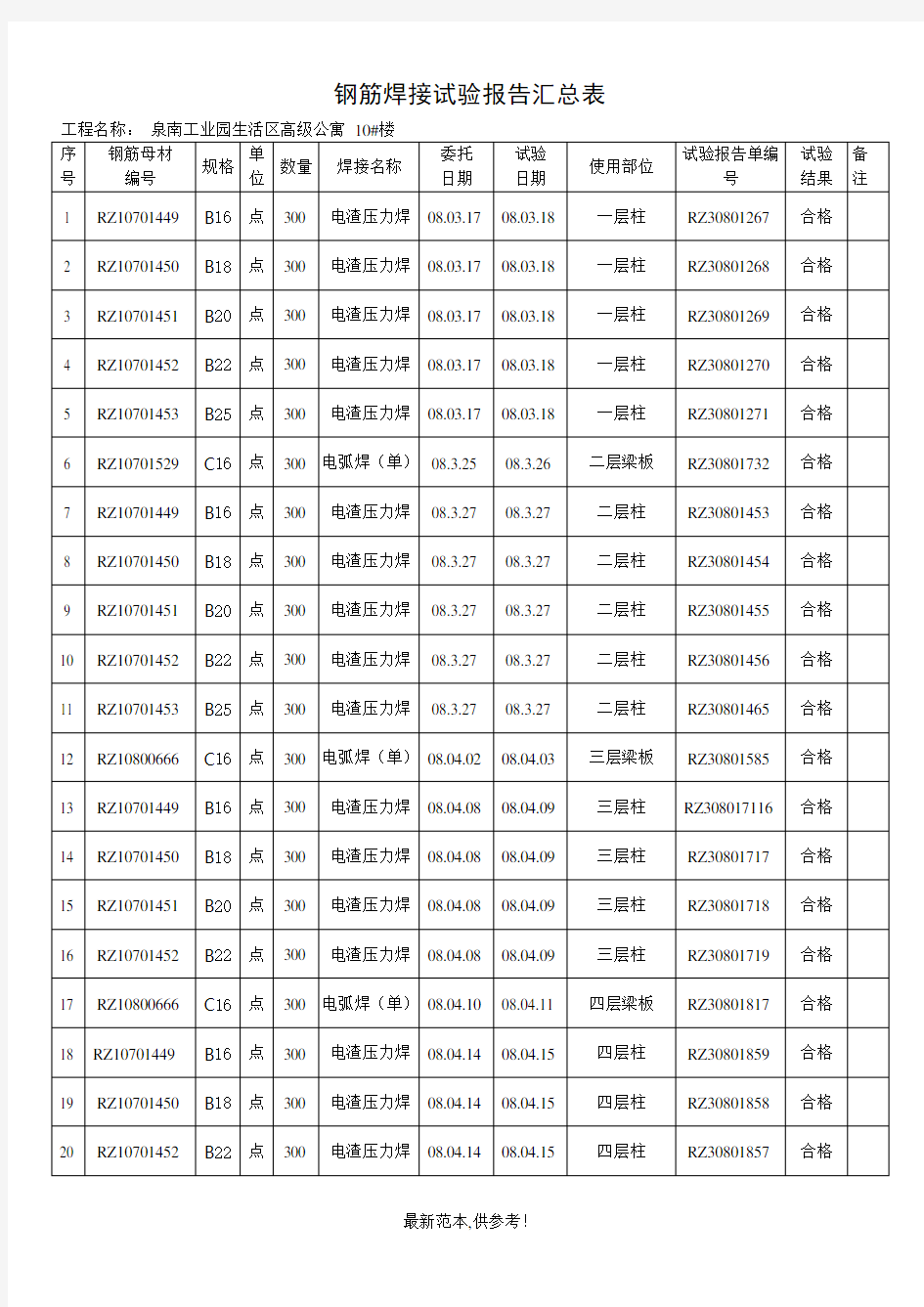

钢筋焊接试验报告汇总表
【本文档内容可以自由复制内容或自由编辑修改内容期待你的好评和关注,我们将会做得更好】
焊接工艺试验报告
焊接工艺试验报告 工程(产品)名称 钢筋焊件 试验报告编号 DQHJ008 委托单位 XX 建设公司 工艺指导书编号 HJZD008 项目负责人 依据标准 《钢筋焊接及验收规程》 试样焊接单位 XX 建设公司 施焊日期 焊工 XX 资格代号 XX 级别 中级 母材钢号 HRB235 规格 Φ22 供货状态 甲供 生产厂家 西林 化学成分和力学性能 C(%) Mn(%) Si(%) S(%) P(%) δs (MPa) δb (MPa) δ5(%) Akv(J) 标准 0.20 1.00~1.60 ≤0.55 ≤0.040 ≤0.040 ≮335 470~630 ≮21 ≮34 合格证 0.20 1.37 0.43 0.015 0.020 385 565 24 50 复验 / / / / / / / / / 碳含量 0.42% 焊接材料 生产厂家 牌号 类型 直径(mm) 烘干制度(℃×h ) 备注 焊条 天津金桥 J422 E4303 3.2 150×2 \ 焊丝 \ \ \ \ \ \ 焊剂或气体 \ \ \ \ \ \ 焊接方法 电渣压力焊 焊接位置 平焊 接头形式 对接 焊接工艺参数 见焊接工艺试验指导书 接头处理 人工 焊接设备型号 BX-630 电源及极性 交流 预热温度(℃) \ 层间温度(℃) ≤80 后热温度(℃)及时间(min ) \ 焊后热处理 \ 试验结论:本试验按《钢筋焊接及验收规程》(JGJ 18-2003)规定,根据工程情况编制工艺评定指导书、焊 接试件、制取并检验试样、测定性能,确认试验记录正确,试验结果为: 合 格 。焊接条件及工艺参数 范围按本试验指导书执行。 试验 年 月 日 检测单位: (签章) XX 建设公司技术开发部 年 月 日 审核 年 月 日 技术负责人 年 月 日
钢筋焊接工艺性试验报告
钢筋焊接工艺性试验报 告 标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
杭黄铁路站前VII标大章坑大桥 钢筋焊接工艺试验报告 承包人:中铁二局杭黄铁路站前Ⅶ标 监理人:华铁咨询杭黄铁路监理Ⅶ标 2015年7月25日 目录 1、钢筋电弧焊工艺性试验报告 2、金属(焊接)拉伸试验报告 3、电焊工操作证书 4、钢筋电弧焊接作业指导书
钢筋电弧焊工艺性试验报告 电弧焊是利用弧焊机使焊条与焊件之间产生电弧,熔化焊条与焊件的金属,凝固后形成焊接接头。本工艺具有不需特殊设备,操作工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质量可靠,施工费用较低等优点。 一、指导依据: 1、02 2、钢筋焊接及验收规程 JGJ18-2012 3、钢筋混凝土用钢第2部分热轧带肋钢筋 4、钢筋焊接接头试验方法标准 JGJ/T 27-2014 5、 6、金属材料弯曲试验方法 GB/T 232-2010 二、试验目的: (1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现场钢筋焊接质量; (2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。 三、施工准备: 1、机械设备 电弧焊的主要设备是BX1-500交流电焊机。其各种参数见下表:
2、人员配置: 电弧焊主要人员:焊工2名、试验人员1名、安全员1名、电工1名、钢筋加工6名。 3、材料 (1)钢筋:采用冷浙江富钢金属制品有限公司生产的热轧光圆钢筋 HPB300Φ 16,钢筋出厂质量证明书、钢筋牌号齐全。 (2)焊条:牌号应符合设计要求,并应按焊条说明书的要求进行烘焙后使用(焊接前一般在 250~300℃烘箱内烘干),如设计无规定时,可按下表选用。 钢筋电弧焊焊条型号
钢筋焊接汇总表
XX能源科技有限公司1#厂房 BGL-01 1 试验报告 电渣 压力焊HRB400-20 2013-12-23,BGL1307194,合格 2 试验报告 电渣 压力焊HRB400-20 2013-12-23,BGL1307195,合格 3 试验报告 电渣 压力焊HRB400-22 2013-12-23,BGL1307196,合格 4 试验报告 电渣 压力焊HRB400-14 2014-01-17,BGL1400251,合格 5 试验报告 电渣 压力焊HRB400-20 2014-01-17,BGL1400251,合格 6 试验报告 电渣 压力焊HRB400-22 2014-01-17,BGL1400251,合格 7 试验报告 电渣 压力焊HRB400-14 2014-01-17,BGL1400251,合格 8 试验报告 电渣 压力焊HRB400-20 2014-01-17,BGL1400251,合格电渣
9 试验报告压力焊HRB400-22 2014-01-17,BGL1400251,合格 10 试验报告 电渣 压力焊HRB400-25 2014-01-17,BGL1400251,合格 11 试验报告 电渣 压力焊HRB400-14 2014-01-17,BGL1400251,合格 12 试验报告 电渣 压力焊HRB400-16 2014-01-17,BGL1400251,合格 13 试验报告 电渣 压力焊HRB400-18 2014-01-17,BGL1400251,合格 14 试验报告 电渣 压力焊HRB400-20 2014-01-17,BGL1400251,合格 安徽省恒创建设工程有限公司 XX能源科技有限公司1#厂房 BGL-02 15 试验报告 电渣 压力焊HRB400-22 2014-01-17,BGL1400251,合格
钢筋焊接方案
荷都庄园二期1#-3# 钢 筋 焊 接 施 工 方 案 编制人:纪丽丽 审核人:邹开兵 审批人:施庆国 编制单位:江苏中尚建设集团有限公司荷都庄园项目部编制日期:二0一七年八月三日
一、工程概况 1、建筑设计 荷都庄园1#-3#楼,位于金湖县衡阳路东侧、上湾路南侧。1#楼为框架结构三层,建筑面积为688平方米,建筑高度为9.9米,工程±0.000相当于黄海高程12.7m;2#楼为框架结构三层,建筑面积为1331平方米,建筑高度为9.9米,工程±0.000相当于黄海高程12.7m。3#楼为框架结构十层,建筑面积为6265平方米,建筑高度为33米,工程±0.000相当于黄海高程12.7m。 2、结构概况 1#-3#楼为框架结构,基础为独立基础。抗震设防烈度为六度,抗震构造措施除施工图注明,均参照<<建筑物抗震构造详图>>,本工程为建筑类别二类,防火设计及耐火等级为二级,本工程屋面防水等级为二级,建筑使用合理年限为50年。天然地基,1#-3#楼垫层砼强度等级为C15,基础为C30(3#混凝土强度为C35),主体结构为C30(3#混凝土强度为C35),二次结构为C25。 二、编制依据 《建筑工程施工质量验收统一标准》(GB50300-2015) 《钢筋焊接及验收规程》(JGJ18-2012) 施工组织设计 设计施工图 三、施工计划 1、材料 1)钢筋:应有出厂合格证,实验报告性能指标应符合有关标准或规范的规定。钢筋的验收和加工,应按有关的规定进行。 2)电渣压力焊接使用的钢筋端头应平直、干净,不得有马蹄形、压扁、凹凸不平、弯曲歪扭等严重变形。如有严重变形时应用手提切割机或用气焊切割、矫正,以保证钢筋端面垂直于轴线。钢筋端部200mm范围不应有锈浊、油污、混凝土浆等污染,受污染的钢筋应清理干净后才能进行电渣压力焊焊接。处理钢筋时应在当天进行,防止处理后再生锈。 3)电渣压力焊焊剂:必须有出厂合格证,化学性能指标符合相关规定。在使用前,须经恒温250℃烘焙1~2h。焊剂回收重复使用时,应除去熔渣和杂物并经干燥,一般采用431焊剂。 2、机具设备准备
钢筋焊接工艺试验报告
项目 钢筋焊接工艺性能试验报告 施工单位: 监理单位:杭州信达投资咨询估价监理有限公司 项目监理部 年月日
目录 第1章工程概况及专业工程特点 (1) 1.1 工程概况 (1) 1.2 编制依据 (1) 1.3本工程钢筋焊接情况特点 (2) 第2章钢筋电弧焊工艺性能试验要求 (4) 2.1 试验目的 (4) 2.2 施工准备 (4) 2.3 操作工艺: (5) 2.4 电弧焊焊接工艺性试验结论 (8) 第3章钢筋电渣压力焊工艺性能试验要求 (9) 3.1 试验目的 (9) 3.2 施工准备 (9) 3.3 操作工艺: (10) 3.4 电渣压力焊焊接工艺性试验结论 (12) 第4章钢筋闪光对焊(箍筋闪光对焊)工艺性能试验要求 (13) 4.1 试验目的 (13) 4.2 施工准备 (13) 4.3 操作工艺: (14) 4.4 电弧焊焊接工艺性试验结论 (17)
第1章工程概况及专业工程特点 1.1 工程概况 工程名称: 项目位置: 建设单位(代建单位): 设计单位: 施工单位: 勘察单位: 监理单位:杭州信达投资咨询估价监理有限公司 工程规模:(含建筑面积(市政工程为造价)、结构形式、抗震等级等情况)1.2 编制依据 本工程设计图纸 本工程合同文件:监理合同、施工合同 本工程施工组织设计/施工方案 本工程《材料见证取样计划》 《钢筋焊接及验收规程》 JGJ18-2012 《钢筋混凝土用钢第2部分热轧带肋钢筋》 GB1499.2-2007 《钢筋混凝土用钢第1部分热轧光圆钢筋》 GB1499.1-2008 《钢筋焊接接头试验方法标准》 JGJ/T 27-2014 《混凝土结构工程施工质量验收规范》 GB50204-2015 《混凝土结构工程施工规范》 GB50666-2011 《钢结构工程施工规范》 GB50755-2012 《钢结构焊接规范》 GB50661-2011
钢筋试验规范
混凝土用热轧钢筋拉伸、冷弯试验 一、钢筋拉伸试验 1. 混凝土用热轧光圆钢筋及带肋钢筋牌号及公称直径、横截面面积 (1)钢筋的牌号及其含义 (2)钢筋的公称直径、横截面面积 2. 组批规则和取样方法 (1)组批规则 钢筋应按批进行检查和验收,每批由同一牌号、同一炉罐号、同一规格的钢筋组成。 每批重量通常不大于60t。超过60 t的部分,每增加40t(或不足40 t的余数),增加一个拉伸试验试样和一个弯曲试验试样。 允许由同一牌号、同一冶炼方法、同一浇注方法的不同炉罐号组成混合批。各炉罐号含碳量之差不大于
0.02%,含锰量之差不大于0.15%。混合批的重量不大于60t 。 (2)取样方法 每批钢筋的检验项目,取样方法和试验方法应符合下表的规定: (3)试件要求 拉伸试件的长度L ,分别按下式计算后截取: 拉伸试件:1022h h L L ++=; 式中:L 、w L ——分别为拉伸试件和冷弯试件的长度(mm ); L 0——拉伸试件的标距(mm ); h 、h 1——分别为夹具长度和预留长度(mm ),h1=(0.5~1)a ; a ——钢筋的公称直径(mm )。 对于光圆钢筋一般要求夹具之间的最小自由长度不小于350mm ; 对于带肋钢筋,夹具之间的最小自由长度一般要求:25≤d 时,不小于350mm ;3225≤ 钢筋工实训报告The final revision was on November 23, 2020 一、实训的目的 施工综合实训是高职水利工程专业《水利工程施工技术》课程的独立实践教学环节。通过施工综合实训,使学生获得水利工程施工的感性认识,掌握一定的施工实际操作技能及相关技术与质量标准。使学生对水利工程建设过程有更深刻的认识,激发学生热爱专业、热爱劳动。 二、实训内容 (1)学习钢筋混凝土结构施工图识读、钢筋进场验收、钢筋配料、钢筋加工与安装、钢筋工程质量检查与资料整理的相关知识。 (2)阅读钢筋混凝土构件配筋图,计算下料长度,编制钢筋配料单。(3)钢筋加工与安装。按要求将钢筋混凝土构件各编号钢筋划线剪切、弯曲成型、绑扎。 (4)每道工序完成后,应进行质量的“三检”(自检、互检和交接检)。 三、钢筋下料长度计算 阅读钢筋混凝土构件配筋图,计算下料长度,编制钢筋配料单。 计算方法:直钢筋下料长度=构件长度-保护层厚度+弯钩增加长度弯起钢筋下料长度=直段长度+斜段长度-弯曲调整值+弯钩增加长度 箍筋下料长度=箍筋周长+箍筋调整值 注:混凝土保护层厚度25mm 钢筋弯曲调整长度表 箍筋调整值表(mm) 五、钢筋加工工序 (1)钢筋加工前,应先去除钢筋上的铁锈,油渍等杂物。 (2)钢筋加工要严格按料表进行,料表上应按设计和规范要求,注明需加工钢筋的型号、形状、尺寸及使用部位和数量。 (3)根据钢筋使用部位、接头形式、接头比例合理配料,加工时,要本着“长料长用、短料短用、长短搭配”的原则,不得随意切断整根钢筋。 (4)弯曲钢筋时,要用机械冷弯,不得用气焊烤弯。 (5)I级圆盘钢筋加工前,应先调直去锈,调直时,要严格控制其冷拉率。 (6)I级钢筋的末端需做180°的弯钩。 (7)箍筋加工时,弯曲部分需确保135°,平直部分长度为10d,且箍筋双肢相互平行。 (8)钢筋的定位梯,定位卡具、马凳等需提前加工并检查,确保尺寸准确。 (9)加工好的钢筋半成品要在现场指定范围内堆放,且挂牌标识,注明钢筋的型号、尺寸、使用部位及数量,防止使用时发生误用。 钢筋焊接工艺试验报告 项目 钢筋焊接工艺性能试验报告 施工单位: 监理单位:杭州信达投资咨询估价监理有限公司 项目监理部 年月日 第1章工程概况及专业工程特点 1.1 工程概况 工程名称: 项目位置: 建设单位(代建单位): 设计单位: 施工单位: 勘察单位: 监理单位:杭州信达投资咨询估价监理有限公司 工程规模:(含建筑面积(市政工程为造价)、结构形式、抗震等级等情况)1.2 编制依据 本工程设计图纸 本工程合同文件:监理合同、施工合同 本工程施工组织设计/施工方案 本工程《材料见证取样计划》 《钢筋焊接及验收规程》 JGJ18-2012 《钢筋混凝土用钢第2部分热轧带肋钢筋》 GB1499.2-2007 《钢筋混凝土用钢第1部分热轧光圆钢筋》 GB1499.1-2008 《钢筋焊接接头试验方法标准》 JGJ/T 27-2014 《混凝土结构工程施工质量验收规范》 GB50204-2015 《混凝土结构工程施工规范》 GB50666-2011 《钢结构工程施工规范》 GB50755-2012 《钢结构焊接规范》 GB50661-2011 1.3本工程钢筋焊接情况特点 1.3.1 本工程设计采用的钢筋牌号与规格 序号钢筋牌号 钢筋直 径(mm) 使用 部位 /用 途 1 □HPB300 2 □HRB335 □ HRB335E 3 □HRB400 □ HRB400E 4 □HRB500 □ HRB500E 1.3.2 本工程计划采用的钢筋焊接方式 序号焊接方法接头形式 规范允许的适用范围 钢筋牌号钢筋直径(mm) 1 闪光对焊 HPB300 HRB335 HRB335E HRB400 HRB400E HRB500 HRB500E 8-22 8-40 8-40 8-40 2 箍筋闪光对焊 HPB300 HRB335 HRB335E HRB400 HRB400E HRB500 HRB500E 6-18 6-18 6-18 6-18 3 电弧搭接焊 (双面焊、单 面焊) HPB300 HRB335 HRB335E HRB400 HRB400E HRB500 HRB500E 10-22 10-40 10-40 10-32 SG-044 钢筋焊接试验报告汇总表 单位工程名称:成都康弘药业集团股份有限公司施工单位名称:成都倍特建筑安装工程有限公司共页,第页固体口服制剂异地改扩建项目 序号材料名称型号(规格)代表数量使用部位试验单编号备注 注册建造师(技术负责人): (签字)审核: (签字) 填表: (签字) 混凝土(弯拉)强度合格评定 施工单位:成都倍特建筑安装工程有限公司 单位工程名称 成都康弘药业集团股份有限公司 研发中心异地改扩建项目 混凝土强度等级 水泥品种及标号 配合比(重量比) 坍落度 (㎝) 养护条件 同批混凝土代表数量(m 3) 结构部位 水 水泥 砂 石子 外加剂 试件组数n= 合格判定系数λ1= λ3= λ2= λ4= 同一验收批强度平均值: 最小值f cu,min= 前一检验期强度标准差: 同一验收批强度标准差: 验收批各组试件弯拉强度: 标 准 差 已 知 统 计 方 法 m f cu= MPa f cuk+0.7§ m f cu f cuk+0.7§ f cu,min= MPa f ck-0.7§= f cu,min f ck-0.7§ 弯 拉 强 度 试 件 大 于 10 组 弯 拉 强 度 试 件 小 于 10 组 标 准 差 未 知 统 计 方 法 m f cu= MPa f cuk+λ1·s f cu= m f cu f cuk+λ1·s f cu f cu,min= MPa λ2·f cuk= f cu,min λ2·f cuk 非 统 计 方 法 m f cu= MPa λ3·f cuk= m f cu λ3·f cuk f cu,min= MPa λ4·f cuk= f cu,min λ4· f cuk 验收评定结论: 根据《混凝土强度检验评定标准》GB/T 50107-2010 方法进行评定,达到合格标准。 注册建造师(技术负责人): (签字) 年 月 日 审核人:(签字) 年 月 日 评定人:(签字) 年 月 日 监理工程师:(注册方章) 年 月 日 注:本表一式四份,建设单位、施工单位、监理单位、城建档案馆各一份。 钢筋实验 一、一般规定 (1)钢筋混凝土用热轧钢筋,同一公称直径和同一炉罐号组成的钢筋应分批检查和验收,每批质量不大于60t。 (2)钢筋应有出厂证明,或实验报告单。验收时应抽样作机械性能实验:拉伸实验和冷弯实验。钢筋在使用中若有脆断、焊接性能不良或机械性能显著不正常时,还应进行化学成分分析。验收时包括尺寸、表面及质量偏差等检验项目。 (3)钢筋拉伸及冷弯使用的试样不允许进行车削加工。实验应在20 ±10C 的温度下进行,否则应在报告中注明。 (4)验收取样时,自每批钢筋中任取两根截取拉伸试样,任取两根截取冷 弯试样。在拉伸实验的试件中,若有一根试件的屈服点、抗拉强度和伸长率三个指标中有一个达不到标准中的规定值,或冷弯实验中有一根试件不符合标准要求,则在同一批钢筋中再抽取双倍数量的试件进行该不合格项目的复验,复验结果中只要有一个指标不合格,则该实验项目判定为不合格,整批不得交货。 (5)拉伸和冷弯试件的长度L,分别按下式计算后截取: 拉伸试件:L L 2h 2h 1;冷弯试件:L w 5a 150 式中L、Lw ——分别为拉伸试件和冷弯试件的长度(mm); L o 拉伸试件的标距,Lo 5a 或 Lo 10a (mm); h、h i 分别为夹具长度和预留长度(mm), h i =(0.5?1)a,见图试 7.1; a --- 钢筋的公称直径(mm)。 二、拉伸实验 (一)实验目的 测定钢筋的屈服点、抗拉强度和伸长率,评定钢筋的强度等级。 (二)主要仪器设备 1.万能材料实验机示值误差不大于1%。量程的选择:实验时达到最大荷载时,指针最好在第三象限(180°?270°)内,或者数显破坏荷载在量程的 工程名称弋江生活服务中心编号 评定日期2014.9.26 机械连接类型直螺纹 钢筋厂家马钢炉批号1404093800 钢筋级别HRB400 钢筋连接 规格 25 套筒牌号机械连接接头 设计要求级别 Ⅱ级 力矩扳手 型号 操作人 机械性能试验结果 试验单位安徽天平工程技术检测有限公司试验报告编号TPHJ2014-12454 接头破坏 形式 钢筋拉断试验结果合格 附:钢筋机械连接接头检测报告 综合评定结论: 该型号钢筋按照《钢筋机械连接技术规程》(JGJ107-2010)规定检验连接接头,工艺评定合格,同意在实际施工中使用。 施工单位监理(建设)单位 技术负责人: 年月日专业/总监理工程师: 年月日 工程名称弋江生活服务中心编号 评定日期2014.9.30 焊接连接类型电渣压力焊钢筋厂家马钢炉批号1406096200 钢筋级别HRB400 钢筋连接规格Ф16 焊机设备型号操作人 检查依据JGJ 18-2012 一般项目 质量验收规程的规定试件外观描述结果 1.焊接钢筋表面质量四周焊包均匀合格 2.钢筋与电极接触处无烧伤缺陷无明显烧伤合格 机械性能 实验单位安徽天平工程技术检测有限公司实验报告编号TPHJ2014-12724 接头破坏形式母材断裂实验结果合格 附:钢筋焊接连接接头检测报告 评定意见结论: 本评定按JGJ 108-2012规定进行准备、施工和试验,工艺评定合格,同意在实际施工中使用。 施工单位监理单位 技术负责人: 年月日专业/总监理工程师 年月日 工程名称弋江生活服务中心编号 评定日期2014.9.30 焊接连接类型电渣压力焊钢筋厂家马钢炉批号1406032700 钢筋级别HRB400 钢筋连接规格Ф18 焊机设备型号操作人 检查依据JGJ 18-2012 一般项目 质量验收规程的规定试件外观描述结果 1.焊接钢筋表面质量四周焊包均匀合格 2.钢筋与电极接触处无烧伤缺陷无明显烧伤合格 机械性能 实验单位安徽天平工程技术检测有限公司实验报告编号TPHJ2014-12725 接头破坏形式母材断裂实验结果合格 附:钢筋焊接连接接头检测报告 评定意见结论: 本评定按JGJ 108-2012规定进行准备、施工和试验,工艺评定合格,同意在实际施工中使用。 施工单位监理单位 技术负责人: 年月日专业/总监理工程师 年月日 Record the situation and lessons learned, find out the existing problems and form future countermeasures. 姓名:___________________ 单位:___________________ 时间:___________________ 钢筋实训报告 编号:FS-DY-20254 钢筋实训报告 时光之流,宛若时间飞逝,感觉很急促,很急促...然而我们第二学年的专业实训又开始了,又是把我们准备已久的理论知识与实际相结合的时候了,心中充满着无比好奇与期待...新的环境,新的开始,新的考验,来吧!让我们一起努力,一起学习,一起奋斗。 一、《实训目的》 掌握钢筋的分类方法,熟练识别各种规格钢筋,掌握常用工器具的使用方法,遵守劳动保护制度,熟练完成各种钢筋的加工,掌握钢筋的计算及现场施工焊接、绑扎技能,通过实训周的课程,让学生获得对工程造价—钢筋平法计算和钢筋工程施工的感性认识,掌握一定的施工实际操作技能及相关技术与质量标注,同时激发学生热爱学习,热爱专业,热爱劳动。 二、《实训内容》 1、基本知识、安全纪律教育(0.5天) 2、钢筋的翻样,钢筋切断(0.5天) 3、钢筋计算与弯曲成形(1天) 4、柱、梁、板的钢筋的绑扎(1天) 5、综合作业(考核检查)(1天) 6、拆除钢筋骨架、清理现场(1天) 三、《施工准备》 1、材料 钢筋:hrb335φ12,hpb235φ6、镀锌铁丝 2、施工机具 断线钳、手摇板、钢筋弯曲机、钢筋切断机、铅丝钩、钢筋架、钢卷尺、笔、计算器、粉笔、墨线、绑扎钢丝等。 3、班级分组 每个实训班分成五人小组,星期一在本班教室进行理论知识学习,星期二至星期五在实训中心建筑工程综合实训室实操。 四、《钢筋下料长度计算》 首先要熟悉钢筋混凝土构件配筋图,计算下料长度,编制 高家湾充电站项目钢筋焊接工艺试验报告 施工单位:湖北景盛建筑工程有限公司 钢筋电弧焊工艺试验报告审批表 目录 一、工程概况................................................................................ 二、指导依据……………………………………………………………… 三、试验目的……………………………………………………………… 四、施工准备……………………………………………………………… 五、操作工艺……………………………………………………………… 六、试验时间及试验结果………………………………………… 七、确定的施工工艺与参数………………………………………………… 八、注意事项………………………………………………… 钢筋电弧焊工艺性试验报告 一、工程概况: 高家湾汽车充电站由武汉华力运通新能源科技有限公司投资兴建,本工程位于武汉市武昌区兴国路与杏林西路交汇处,由地下2层地上4层框架结构充电站组成。采用筏板基础,拟建建筑采用天然地基,以(2)-1或(2)-2层粉质粘土为持力层。地下室±0.00相当于绝对标高25.70m。 支护桩钢筋焊接接头采用单面搭接电弧焊。 电弧焊是利用弧焊机使焊条与焊件之间产生电弧,熔化焊条与焊件的金属,凝固后形成焊接接头。本工艺具有不需特殊设备,操作工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质量可靠,施工费用较低等优点。 二、试验依据 (1)《钢筋焊接及验收规程》JGJ 18-2012; (2)《混凝土工程施工质量验收规范》GB50204-2011; (3)《混凝土结构工程施工规范》GB50666-2011; 三、试验目的、适用范围 通过本次钢筋焊接工艺性试验,确定钢筋电弧焊的各项参数,确保钢筋焊接质量。 四、施工准备: 1、计划清单 22 18 (1)钢筋 钢筋采用热轧带肋HRB400E18、22、进行工艺试验,出厂合格证明及检测报告齐全。 (2)焊条 焊条规格为E502(J50*50),产品合格证齐全。 2、机械设备 砂轮切割机、钢筋弯曲机、交流弧电焊机等。 生产厂家为:凯尔达 电弧焊的主要设备是BX1-400-1交流弧焊机。其各种参数见下表: 3、人员配置: 电弧焊主要人员: 电焊工:7名电工:2名安全员:1名钢筋加工:5名 钢筋电弧焊工艺试验总结报告 一、工程概况 二、试验目的、适用范围 通过本次钢筋焊接工艺性试验,确定钢筋电弧焊的各项参数,确保钢筋焊接质量。本次试验确定的连接施工工艺及参数适用于本标段内所有混凝土的钢筋焊接连接制作 安装施工。 三、试验依据 (1)《钢筋焊接及验收规程》JGJ 18-2012; (2)《混凝土工程施工质量验收规范》GB50204-2015。 四、试验准备 1、材料 (1)钢筋 钢筋采用热轧带肋HRB335Φ18、Φ22进行工艺试验,出厂合格证明及检测报告齐全。 (2)焊条 焊条采用J422焊条,产品合格证齐全。 2、设备机具 砂轮切割机、钢筋弯曲机、交流弧电焊机等。 3、人员配备 焊工1名、试验人员2名、电工1名、钢筋工2名。 五、试验操作工艺 1、工艺流程:准备工作→选择焊接参数→施焊操作→质量检验搭接焊接头形式见下图:搭接焊工艺 (1)钢筋搭接长度应符合见下表: HRB335 单面 焊 ≥10d 双面焊≥5d 注:d 为主筋直径(mm) (3)根据《钢筋焊接及验收规程》JGJ18-2012的有关规定,搭接焊只适用于Ⅰ、Ⅱ、Ⅲ级钢筋的焊接,其制作要点除注意对钢筋搭接部位的预弯和安装,应确保两钢筋 轴线相重合。 (4)搭接焊接头的焊缝厚度s不应小于主筋直径的0.25倍;焊缝宽度 b 不应小于主筋直径的0.7倍,见下图: (a)双面焊;(b)单面焊:b 一焊缝宽度;s 一焊缝厚度; d 一钢筋直筋;l 一搭接长度d一钢筋直径 2、操作方法 (1)准备工作 检查电源、焊机、试焊钢筋、焊条等设备材料准备齐全,具备施焊条件。 (2)选择焊接参数 根据钢筋级别、直径、接头形式和焊接位置,选择适宜的焊条、焊接层数、焊接电 流,保证焊缝和钢筋融合良好。钢筋采用热轧带肋HRB335Φ18、Φ22,焊条采用J422焊条,接头形式采用单面搭接焊。 (3)施焊操作 引弧应在垫板、形成焊缝的部位,防止烧伤主筋。焊接地线与钢筋应接触紧密。 先将搭接钢筋用2点定位焊固定,离端部约20mm。 施焊应在搭接部位一侧开始打弧,收弧时弧坑应填满,并向另一侧拉出灭弧。 尽量施水平焊,需多层焊时,第一层焊的电流可以稍大,以增加融化深度,焊完一 层之后,应将焊渣清除干净,当需要立焊时,焊接电流应比平焊减少10%~15%。 (4)质量检验 在接头外观检查合格后抽取试件进行试验,电弧焊接头拉伸试验应符合下列要求: 3个热轧钢筋接头试件的抗拉强度均不得小于该牌号钢筋规定的抗拉强度。 至少应有2个试件断于焊缝之外,并应呈延性断裂,当达到上述两项要求,应评定 该批接头为抗拉强度合格。 当试验结果有2个试件抗拉强度小于钢筋规定的抗拉强度,或3个试件均在焊缝或热影响区发生脆性断裂时,则一次判定该批接头为不合格品。 当试验结果有1个试件抗拉强度小于规定值,或2个试件均在焊缝或热影响区发生脆性断裂,其抗拉强度均小于钢筋规定抗拉强度的 1.10倍时,应进行复检。 复检时,应再切取6个试做。复检结果,当仍有1个试件的抗拉强度小于规定值,或3个试件均在焊缝或热影响区发生脆性断裂,其抗拉强度均小于钢筋规定抗拉强度的1.10倍时,应判定该批接头为不合格品。 3、钢筋电弧焊质量标准: (1)焊接前必须首先核对钢筋的材质、规格及焊条类型符合钢筋工程的设计施工规范,有材质及产品合格证书和物理性能检验,对于进口钢材需增加化学性能检定,检验 合格后方能使用。 (2)焊工必须持相应等级焊工证才允许上岗操作。 (3)在焊接前应预先用相同的材料、焊接条件及参数,制作二个抗拉试件,其试验 结果大于该类别钢筋的抗拉强度时,才允许正式施焊,此时可不再从成品抽样取试件。 河南省南水北调配套工程许昌境17号分水口门;输水管道工程第三施工标段;钢筋焊接工艺性试验总结报告;批准:审核:编制:;中国水利水电第八工程局有限公司河南省南水北调配套;二零一二年十二月;目录;一、工程概况..................;钢筋电弧焊工艺试验总结报告;一、工程概况;本标段为河南省南水北调配套工程许昌市境17号分水;通过本次钢筋焊接工艺性试验 河南省南水北调配套工程许昌境17号分水口门 输水管道工程第三施工标段 钢筋焊接工艺性试验总结报告 批准:审核:编制: 中国水利水电第八工程局有限公司河南省南水北调配套工程许昌境17号分水口门输水管道工程第三施工标段项目部 二零一二年十二月 目录 一、工程概况 (3) 二、试验目的、适用范围...................................................................................3 三、试验依据.......................................................................................................3 四、施工准备.......................................................................................................3 五、试验操作工艺...............................................................................................4 六、抽样检查.......................................................................................................4 七、钢筋电弧焊质量标准...................................................................................6 八、施工注意事项.. (7) 钢筋电弧焊工艺试验总结报告 一、工程概况 本标段为河南省南水北调配套工程许昌市境17号分水口门输水管道工程第 钢筋工种实训总结 一、实训的目的 施工综合实训是高职水利工程专业《水利工程施工技 术》课程的独立实践教学环节。通过施工综合实训,使学生获得水利工程施工的感性认识,掌握一定的施工实际操作技能及相关技术与质量标准。使学生对水利工程建设过程有更深刻的认识,激发学生热爱专业、热爱劳动。 二、实训内容 学习钢筋混凝土结构施工图识读、钢筋进场验收、钢筋 配料、钢筋加工与安装、钢筋工程质量检查与资 料整理的相关知识。 阅读钢筋混凝土构件配筋图,计算下料长度,编制钢筋配料单。 钢筋加工与安装。按要求将钢筋混凝土构件各编号钢筋划线剪切、弯曲成型、绑扎。每道工序完成后,应进行质 量的“三检”。 三、钢筋下料长度计算 阅读钢筋混凝土构件配筋图,计算下料长度,编制钢筋 配料单。 计算方法:直钢筋下料长度=构件长度-保护层厚度+ 弯钩增加长度弯起钢筋下料长度=直段长度+斜段长度- 弯曲调整值+弯钩增加长度箍筋下料长度=箍筋周长+箍 筋调整值注:混凝土保护层厚度25mm 钢筋弯曲调整长度表 箍筋调整值表 五、钢筋加工工序 钢筋加工前,应先去除钢筋上的铁锈,油渍等杂物。 钢筋加工要严格按料表进行,料表上应按设计和规范要求,注明需 加工钢筋的型号、形状、尺寸及使用部位和数量。 根据钢筋使用部位、接头形式、接头比例合理配料,加工时,要本着“长料长用、短料短用、长短搭配”的原则,不得随意切断整根钢筋。 弯曲钢筋时,要用机械冷弯,不得用气焊烤弯。 I级圆盘钢筋加工前,应先调直去锈,调直时,要严格控制其冷拉率。I级钢筋的末端需做180。的弯钩。 箍筋加工时,弯曲部分需确保135。,平直部分长度为 10d,且箍筋双肢相互平行。 钢筋的定位梯,定位卡具、马凳等需提前加工并检查,确保尺寸准确。 加工好的钢筋半成品要在现场指定范围内堆放,且挂牌标识,注明钢筋的型号、尺寸、使用部位及数量,防止使用时发生误用。 除设计有要求外,梁、柱等结构中钢筋骨架的箍筋应与主筋垂直围紧;箍筋与主筋交叉点处应以铁丝绑扎;梁柱等构件拐角处的交叉点应全部绑扎;中间平直部分的交叉点可交错扎结。 六、钢筋工程质量检查 1 .主控项目 《钢筋工》实训 实训目的: 本大纲是根据建设部颁发的《建筑行业职业技能标准》中级钢筋工的理论知识(应知)、操作技能(应会)要求,按照《职业技能岗位鉴定规范》中级钢筋工的要求,结合高职学生的岗位能力要求编写。 钢筋工实训是建筑工程技术、铁道工程技术、道路与桥梁工程技术、城市轨道交通工程技术专业的一项重要的实践性教学环节,其目的是使学生通过钢筋工专项实训,获得一定的钢筋工生产技能操作,提高学生的动手能力和培养、巩固、加深、扩大所学的专业理论知识,为毕业实习、顶岗实习和以后工作就业打下必要的基础。 二、实训内容: 1、钢筋图的识读; 2 钢筋的除锈、调直、截断、弯制和绑扎; 3、钢筋的下料长度计算、钢筋的焊接; 4、钢筋网架的制作与安装。 一、对学生能力培养的要求: 1、通过钢筋工实训,使学生具备中级钢筋的职业技能。了解钢筋工程材料 的性能、用途、分类;熟悉钢筋的加工工艺过程;并要求学生熟练掌握 钢筋工的操作技能,提高动手能力;掌握钢筋下料长度计算、钢筋加工、 钢筋连接与安装; 3、培养学生吃苦耐劳、不怕困难、精心操作和施工的敬业爱岗的良好品德; 4、为学习相关课程和今后工作就业打下一个初步的基础。 四、项目名称及学时分配 五、实训质量标准 国家(行业)职业技能标准或技能鉴定相关标准 六、实训方式、方法与手段 具体方法是:现场参观、应知讲授、实作演练、应会测试、技能考核。 现场参观:现场直观教学,让学生了解钢筋的加工程序、加工方法等,并建立初步的感性认识。要求学生遵章守纪、尊敬现场指导人员和生产人员,认真听、仔细看,作好笔记,为后续课程打基础。 应知讲授:讲授钢筋工应知相关知识。要求学生认真听课,作好笔记,利用自习课时间复习巩固,为实作演练做准备。 实作演练:按照实训内容、中级钢筋工应会的技能标准,进行技能的训练,促使学生将理论知识转化为实践技能,培养学生动手能力。要求学生认真学习专业技能,增强劳动观念。 应会测试:测验学生应会知识的掌握情况,作为成绩评定的组成部分。 技能考核:根据学生所做工件的质量,按照钢筋工程检验方法及评定标准,评定操作成绩,促使学生端正学习态度,苦练操作技能。 七、与其它教学环节的关系 与相关理论课程紧密联系起来,理论与实践相结合。学习完《工程材料》等相关理论课,紧接着开设《钢筋工》实践课,使理论与实践有机结合。 八、考核方式及成绩评定 钢筋工实训成绩的评定是根据学生对钢筋工的应知、应会及实习表现,结合实习报告的质量,进行终合评定,分为优、良、及格、不及格四个等级。(一)、主要考核学生的实作操作动手能力,实作操作技能占60%。 优:应做到: 1、网架尺寸符合要求; 2、钢筋所有除锈符合要求; 郑州市白沙园区象湖生态工程C区成湖工程(水利和景观绿化)施工钢筋焊接工艺试验成果报告 编制: 审核: 审批: 河南水建集团有限公司 郑州市白沙园区象湖生态工程C区成湖工程项目部 目录 1.工程概况 (1) 2.试验目的、适用范围 (1) 3.试验依据 (1) 4.钢筋焊接工艺指导 (1) 4.1本次试验需要焊接的类别 (1) 4.2试验准备和作业条件 (2) 4.3试验操作工艺 (2) 4.4 操作要点: (3) 4.5质量检验与验收 (4) 4.6焊接安全 (4) 5.试验结果 (6) 6.确定施工工艺与参数 (6) 附件 (6) 钢筋焊接(电弧焊)工艺试验成果报告 1.工程概况 象湖工程位于郑开大道与贾鲁河交叉处,分布于郑开大道两侧,东至前程路,西至杨桥路,南至高庄、白坟两村,北至升平路、祭城路之间,其工程的开发任务主要为“改善白沙园区生态环境,提高城市品位,促进城市水生态文明建设”。 象湖节制闸位于象湖下游的贾鲁河上,对应河道桩号为53+300处,闸室轴线与河道轴线正交。该处河道治理后地块约123m,边坡1:4,闸室底板高程77.90m,从上游至下游布置分上游连接段、控制段、消力池段、海漫段、防冲糟段。主要工程内容包括节制闸土建、电气、金属结构及房建部分。 目前节制闸消力池段6号底板HRB400E Φ16需做单面搭接焊接。 2.试验依据 (1)《钢筋焊接及验收规程》(JGJ18-2012) (2)《钢筋混凝土用钢第2部分:热轧带肋钢筋》(GB1499.2-2007) (3)《非合金钢及细晶粒钢焊条》(GB/T5117-2012) (4)《热强钢焊条》(GB/T5118-2012) 4.钢筋焊接工艺 4.1本次试验需要焊接的类别 序号焊接类别 钢筋焊条(焊剂) 品牌型号规格品牌型号 1 单面焊沙钢集团安阳永 兴特钢有限公司 Φ16 HRB400E 天津大桥 4.0 钢筋焊接取样标准 Document number:PBGCG-0857-BTDO-0089-PTT1998 常用建材见证取样方法汇总 常用建材见证取样方法汇总(钢筋、混凝土、水泥、砖、砂石等)一、钢筋钢筋进场时的验收:钢筋进场时,应按照现行国家标准《钢筋砼用热轧带肋钢筋》GB1499等的规定抽取试件作力学性能检验,其质量必须符合有关标准规定。验收方法:检查产品合格证、出厂检验报告和进场复验报告。取样方法:按照同一批量、同一规格、同一炉号、同一出厂日期、同一交货状态的钢筋,每批重量不大于60t为一检验批,进行现场见证取样;当不足60t也为一个检验批,进行现场见证取样。试样分为抗拉试件两根,冷弯试件两根。实验室进行检验时,每一检验批至少应检验一个拉伸试件,一个弯曲试件。试件长度:冷拉试件长度一般≥500mm(500~650mm),冷弯试件长度一般≥250mm (250~350mm)。(备注:取样时,从任一钢筋端头,截取500~1000mm的钢筋,再进行取样。)冷拉钢筋:应进行分批验收,每批重量不大于20t的同等级、同直径的冷拉钢筋为一个检验批。取样数量:两个拉伸试件、两个弯曲试件。二、钢筋焊接钢筋焊接在建筑施工中一般分为:闪光对焊、电阻点焊、电弧焊、电渣压力焊、预埋件T型接头埋弧压力焊、钢筋气压焊。取样方法:1、闪光对焊:在同一工作班内,由同一焊工完成的300个同级别、同直径钢筋焊接接头应作为一检验批。当同一台班内不足300个接头时也作为一个检验批。其机械性能试验包括拉伸试验和弯曲试验,应从每批成品中切取6个试件,3个作拉伸试验,3个作弯曲试验。拉伸试件长度一般≥500mm (500~650mm);冷弯试件长度一般≥250mm(250~350mm)。验收方法:(1)接头处不得有横向袭纹;(2)与电极接触处的钢筋表面,Ⅰ~Ⅲ级钢筋焊接时不得有明显烧伤;Ⅳ级钢筋焊接时不得有烧伤;负温闪光对焊时,对于 电渣压力焊焊接工艺试验评估报告 目录 1、钢筋电渣压力焊工艺评定作业指导书 2、钢筋电渣压力焊工艺评定记录报告 一、钢筋电渣压力焊工艺评定作业指导书 1、编制目的明确钢筋电渣压力焊的施工工艺,确保施工工艺评定满足设计和施工规范规定的要求,验证设计和施工规范的可操作性与可执行性,同时用以指导现场施工。 2、实施范围钢筋电渣压力焊适用于本项目工程用HRB400E级14、16、18、20、22、25mm柱钢筋的连接接头。 3、编制依据: 3.1《混凝土结构工程施工及验收规范》; 3.2《钢筋焊接及验收规程》JGJ18-2012; 3.3《工程质量管理手册》 3.4施工图纸说明。 4、施工工艺评定的基本条件 4.1材料准备 4.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有产品合格证、出厂检验报告和进场复试报告。 4.1.2 焊剂 4.1.2.1 在钢筋电渣压力焊中,必须采用合适的焊剂,常用的焊剂型号为HJ431,其性能应符合GB5293碳素钢埋弧焊用焊剂的规定。常用的为熔炼型高锰高硅低氟焊剂或HJ330中锰高硅低氟焊剂。 4.1.2.2 焊剂应存放在干燥的库房内,当受潮时,在使用前应经250~300℃烘焙2h,以防止产生气孔。 4.1.2.3 使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 4.1.2.4 焊剂应有出厂合格证。各种焊接材料应分类存放和妥善管理,并应采取防止锈蚀、受潮变质的措施 4.2 施工机具 2.2.1 手工电渣压力焊设备包括:焊接电源、控制箱、焊接夹具、焊剂填装盒等。 2.2.3 焊接电源:钢筋电渣压力焊宜采用次级空载电压较高(75V以上)的交流或直流焊接电源。(一般32mm直径及以下的钢筋焊接时,可采用容量为600A的焊接电源;)。焊机容量应根据所焊钢筋直径选定。一台焊接电源可供数个焊接机头交替用电,单台容量不能满足焊接要求时,同性能的焊机可两台并联使用 4.3施工准备 4.3.1 焊工必须持有有效的焊工考试合格证。 4.3.2 设备应符合要求。焊接夹具应有足够的刚度,在最大允许荷载下应移动灵活,操作方便。焊剂填装盒的直径与所焊钢筋直径相适应,不致在焊接过程中烧坏。电压表、时间显示器应配备齐全,以便操作者准确掌握各项焊接参数。 4.3.3 焊接电源应符合要求。当电源电压下降大于5%,则不宜进行焊接。 4.3.4 作业场地应有安全防护措施,制定和执行安全技术措施,加强焊工的劳动保护,防止发生烧伤、触电、火灾、爆炸以及烧坏机器等事故。 5、施工工艺 5.1 工艺流程:检查设备、电源→钢筋端头制备→选择焊接参数→安装焊接夹具和钢筋→安放铁丝圈(也可省去) →安放焊剂盒、填装焊剂→试焊、钢筋工实训报告
钢筋焊接工艺试验报告
钢筋焊接试验报告汇总表-建龙
钢筋冷弯试验
钢筋连接接头工艺评定报告
钢筋实训报告范本
单面搭接焊工艺试验报告2018
钢筋电弧焊工艺试验总结报告
钢筋焊接工艺实验报告
钢筋工种实训总结
钢筋工实训
钢筋焊接工艺试验报告
钢筋焊接取样标准
电渣压力焊焊接工艺试验报告