钢材焊接试验报告汇总表
.
.
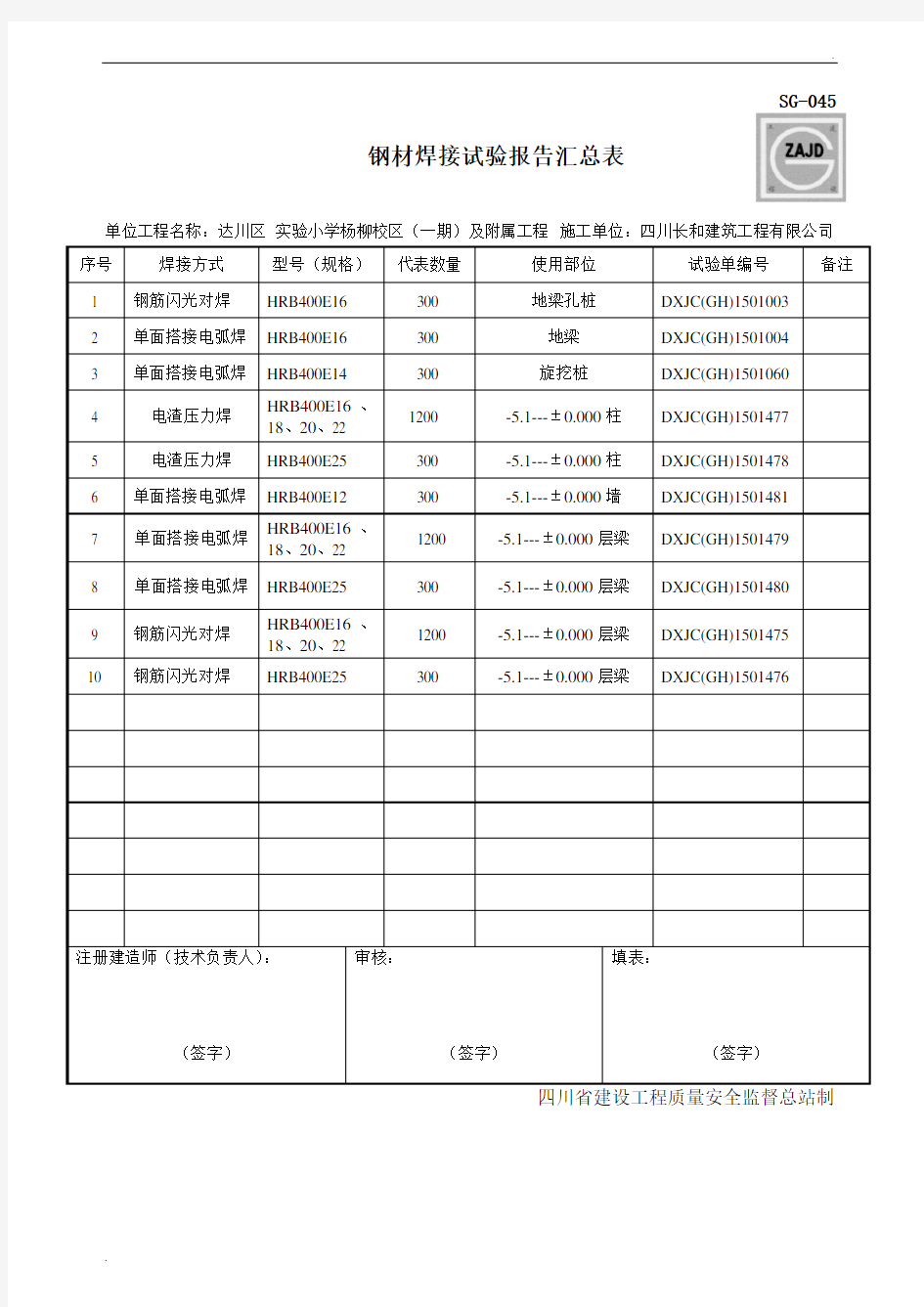
SG-045 钢材焊接试验报告汇总表
单位工程名称:达川区实验小学杨柳校区(一期)及附属工程施工单位:四川长和建筑工程有限公司序号焊接方式型号(规格)代表数量使用部位试验单编号备注
1 钢筋闪光对焊HRB400E16 300 地梁孔桩DXJC(GH)1501003
2 单面搭接电弧焊HRB400E16 300 地梁DXJC(GH)1501004
3 单面搭接电弧焊HRB400E1
4 300 旋挖桩DXJC(GH)1501060
4 电渣压力焊HRB400E16、
18、20、22
1200 -5.1---±0.000柱DXJC(GH)1501477
5 电渣压力焊HRB400E25 300 -5.1---±0.000柱DXJC(GH)1501478
6 单面搭接电弧焊HRB400E12 300 -5.1---±0.000墙DXJC(GH)1501481
7 单面搭接电弧焊HRB400E16、
18、20、22
1200 -5.1---±0.000层梁DXJC(GH)1501479
8 单面搭接电弧焊HRB400E25 300 -5.1---±0.000层梁DXJC(GH)1501480
9 钢筋闪光对焊HRB400E16、
18、20、22
1200 -5.1---±0.000层梁DXJC(GH)1501475
10 钢筋闪光对焊HRB400E25 300 -5.1---±0.000层梁DXJC(GH)1501476
注册建造师(技术负责人):
(签字)审核:
(签字)
填表:
(签字)
焊接工艺试验报告
焊接工艺试验报告 工程(产品)名称 钢筋焊件 试验报告编号 DQHJ008 委托单位 XX 建设公司 工艺指导书编号 HJZD008 项目负责人 依据标准 《钢筋焊接及验收规程》 试样焊接单位 XX 建设公司 施焊日期 焊工 XX 资格代号 XX 级别 中级 母材钢号 HRB235 规格 Φ22 供货状态 甲供 生产厂家 西林 化学成分和力学性能 C(%) Mn(%) Si(%) S(%) P(%) δs (MPa) δb (MPa) δ5(%) Akv(J) 标准 0.20 1.00~1.60 ≤0.55 ≤0.040 ≤0.040 ≮335 470~630 ≮21 ≮34 合格证 0.20 1.37 0.43 0.015 0.020 385 565 24 50 复验 / / / / / / / / / 碳含量 0.42% 焊接材料 生产厂家 牌号 类型 直径(mm) 烘干制度(℃×h ) 备注 焊条 天津金桥 J422 E4303 3.2 150×2 \ 焊丝 \ \ \ \ \ \ 焊剂或气体 \ \ \ \ \ \ 焊接方法 电渣压力焊 焊接位置 平焊 接头形式 对接 焊接工艺参数 见焊接工艺试验指导书 接头处理 人工 焊接设备型号 BX-630 电源及极性 交流 预热温度(℃) \ 层间温度(℃) ≤80 后热温度(℃)及时间(min ) \ 焊后热处理 \ 试验结论:本试验按《钢筋焊接及验收规程》(JGJ 18-2003)规定,根据工程情况编制工艺评定指导书、焊 接试件、制取并检验试样、测定性能,确认试验记录正确,试验结果为: 合 格 。焊接条件及工艺参数 范围按本试验指导书执行。 试验 年 月 日 检测单位: (签章) XX 建设公司技术开发部 年 月 日 审核 年 月 日 技术负责人 年 月 日
Q345钢板焊接性能分析解析
Q345钢板焊接性能分析 摘要:本文进行了Q345钢板焊接性能分析。首先根据板材制定了埋弧焊对接试验,然后用卧式显微镜对焊接接头进行宏观和微观分析,并用维氏硬度测试仪检测焊接接头的维氏硬度,同时通过磁粉检测对焊接试样进行了无损检测。最终通过对试验数据进行分析,得出此种材料的焊接性能,并与理论进行分析比较,总结了影响Q345焊接性的因素。 关键词:Q345;埋弧焊;卧式显微镜;维氏硬度;磁粉检测 The Welding Performance Analysis of Q345 Steel Plate Abstract:This article has conducted the welding performance analysis of Q345 steel plate.First of all, on the basis of the plate, we drew up a submerged arc welding butt joint test, then used horizontal microscope to analyze the macrostructure and microstructure of the welding joint, and used HV tester to test its Vickers hardness, at the same time, using the magnetic particle testing to detect the welding sample on the nondestructive testing.Finally analyzed the test data, summing up such material welding performance, and carried on the analysis comparison theory, summarized the influence factors of Q345 weld ability. Keywords:Q345; Submerged Arc Welding; Horizontal Microscope; HV; Magnetic Particle Testing
钢筋焊接汇总表
XX能源科技有限公司1#厂房 BGL-01 1 试验报告 电渣 压力焊HRB400-20 2013-12-23,BGL1307194,合格 2 试验报告 电渣 压力焊HRB400-20 2013-12-23,BGL1307195,合格 3 试验报告 电渣 压力焊HRB400-22 2013-12-23,BGL1307196,合格 4 试验报告 电渣 压力焊HRB400-14 2014-01-17,BGL1400251,合格 5 试验报告 电渣 压力焊HRB400-20 2014-01-17,BGL1400251,合格 6 试验报告 电渣 压力焊HRB400-22 2014-01-17,BGL1400251,合格 7 试验报告 电渣 压力焊HRB400-14 2014-01-17,BGL1400251,合格 8 试验报告 电渣 压力焊HRB400-20 2014-01-17,BGL1400251,合格电渣
9 试验报告压力焊HRB400-22 2014-01-17,BGL1400251,合格 10 试验报告 电渣 压力焊HRB400-25 2014-01-17,BGL1400251,合格 11 试验报告 电渣 压力焊HRB400-14 2014-01-17,BGL1400251,合格 12 试验报告 电渣 压力焊HRB400-16 2014-01-17,BGL1400251,合格 13 试验报告 电渣 压力焊HRB400-18 2014-01-17,BGL1400251,合格 14 试验报告 电渣 压力焊HRB400-20 2014-01-17,BGL1400251,合格 安徽省恒创建设工程有限公司 XX能源科技有限公司1#厂房 BGL-02 15 试验报告 电渣 压力焊HRB400-22 2014-01-17,BGL1400251,合格
钢筋焊接方案
荷都庄园二期1#-3# 钢 筋 焊 接 施 工 方 案 编制人:纪丽丽 审核人:邹开兵 审批人:施庆国 编制单位:江苏中尚建设集团有限公司荷都庄园项目部编制日期:二0一七年八月三日
一、工程概况 1、建筑设计 荷都庄园1#-3#楼,位于金湖县衡阳路东侧、上湾路南侧。1#楼为框架结构三层,建筑面积为688平方米,建筑高度为9.9米,工程±0.000相当于黄海高程12.7m;2#楼为框架结构三层,建筑面积为1331平方米,建筑高度为9.9米,工程±0.000相当于黄海高程12.7m。3#楼为框架结构十层,建筑面积为6265平方米,建筑高度为33米,工程±0.000相当于黄海高程12.7m。 2、结构概况 1#-3#楼为框架结构,基础为独立基础。抗震设防烈度为六度,抗震构造措施除施工图注明,均参照<<建筑物抗震构造详图>>,本工程为建筑类别二类,防火设计及耐火等级为二级,本工程屋面防水等级为二级,建筑使用合理年限为50年。天然地基,1#-3#楼垫层砼强度等级为C15,基础为C30(3#混凝土强度为C35),主体结构为C30(3#混凝土强度为C35),二次结构为C25。 二、编制依据 《建筑工程施工质量验收统一标准》(GB50300-2015) 《钢筋焊接及验收规程》(JGJ18-2012) 施工组织设计 设计施工图 三、施工计划 1、材料 1)钢筋:应有出厂合格证,实验报告性能指标应符合有关标准或规范的规定。钢筋的验收和加工,应按有关的规定进行。 2)电渣压力焊接使用的钢筋端头应平直、干净,不得有马蹄形、压扁、凹凸不平、弯曲歪扭等严重变形。如有严重变形时应用手提切割机或用气焊切割、矫正,以保证钢筋端面垂直于轴线。钢筋端部200mm范围不应有锈浊、油污、混凝土浆等污染,受污染的钢筋应清理干净后才能进行电渣压力焊焊接。处理钢筋时应在当天进行,防止处理后再生锈。 3)电渣压力焊焊剂:必须有出厂合格证,化学性能指标符合相关规定。在使用前,须经恒温250℃烘焙1~2h。焊剂回收重复使用时,应除去熔渣和杂物并经干燥,一般采用431焊剂。 2、机具设备准备
钢筋试验规范
混凝土用热轧钢筋拉伸、冷弯试验 一、钢筋拉伸试验 1. 混凝土用热轧光圆钢筋及带肋钢筋牌号及公称直径、横截面面积 (1)钢筋的牌号及其含义 (2)钢筋的公称直径、横截面面积 2. 组批规则和取样方法 (1)组批规则 钢筋应按批进行检查和验收,每批由同一牌号、同一炉罐号、同一规格的钢筋组成。 每批重量通常不大于60t。超过60 t的部分,每增加40t(或不足40 t的余数),增加一个拉伸试验试样和一个弯曲试验试样。 允许由同一牌号、同一冶炼方法、同一浇注方法的不同炉罐号组成混合批。各炉罐号含碳量之差不大于
0.02%,含锰量之差不大于0.15%。混合批的重量不大于60t 。 (2)取样方法 每批钢筋的检验项目,取样方法和试验方法应符合下表的规定: (3)试件要求 拉伸试件的长度L ,分别按下式计算后截取: 拉伸试件:1022h h L L ++=; 式中:L 、w L ——分别为拉伸试件和冷弯试件的长度(mm ); L 0——拉伸试件的标距(mm ); h 、h 1——分别为夹具长度和预留长度(mm ),h1=(0.5~1)a ; a ——钢筋的公称直径(mm )。 对于光圆钢筋一般要求夹具之间的最小自由长度不小于350mm ; 对于带肋钢筋,夹具之间的最小自由长度一般要求:25≤d 时,不小于350mm ;3225≤ 钢筋工实训报告The final revision was on November 23, 2020 一、实训的目的 施工综合实训是高职水利工程专业《水利工程施工技术》课程的独立实践教学环节。通过施工综合实训,使学生获得水利工程施工的感性认识,掌握一定的施工实际操作技能及相关技术与质量标准。使学生对水利工程建设过程有更深刻的认识,激发学生热爱专业、热爱劳动。 二、实训内容 (1)学习钢筋混凝土结构施工图识读、钢筋进场验收、钢筋配料、钢筋加工与安装、钢筋工程质量检查与资料整理的相关知识。 (2)阅读钢筋混凝土构件配筋图,计算下料长度,编制钢筋配料单。(3)钢筋加工与安装。按要求将钢筋混凝土构件各编号钢筋划线剪切、弯曲成型、绑扎。 (4)每道工序完成后,应进行质量的“三检”(自检、互检和交接检)。 三、钢筋下料长度计算 阅读钢筋混凝土构件配筋图,计算下料长度,编制钢筋配料单。 计算方法:直钢筋下料长度=构件长度-保护层厚度+弯钩增加长度弯起钢筋下料长度=直段长度+斜段长度-弯曲调整值+弯钩增加长度 箍筋下料长度=箍筋周长+箍筋调整值 注:混凝土保护层厚度25mm 钢筋弯曲调整长度表 箍筋调整值表(mm) 五、钢筋加工工序 (1)钢筋加工前,应先去除钢筋上的铁锈,油渍等杂物。 (2)钢筋加工要严格按料表进行,料表上应按设计和规范要求,注明需加工钢筋的型号、形状、尺寸及使用部位和数量。 (3)根据钢筋使用部位、接头形式、接头比例合理配料,加工时,要本着“长料长用、短料短用、长短搭配”的原则,不得随意切断整根钢筋。 (4)弯曲钢筋时,要用机械冷弯,不得用气焊烤弯。 (5)I级圆盘钢筋加工前,应先调直去锈,调直时,要严格控制其冷拉率。 (6)I级钢筋的末端需做180°的弯钩。 (7)箍筋加工时,弯曲部分需确保135°,平直部分长度为10d,且箍筋双肢相互平行。 (8)钢筋的定位梯,定位卡具、马凳等需提前加工并检查,确保尺寸准确。 (9)加工好的钢筋半成品要在现场指定范围内堆放,且挂牌标识,注明钢筋的型号、尺寸、使用部位及数量,防止使用时发生误用。 龙源期刊网 https://www.360docs.net/doc/ed2413060.html, Q420高强度钢板焊接工艺性能研究 作者:裴广州 来源:《中小企业管理与科技·下旬刊》2013年第08期 摘要:在对凤凰山矿井下所使用的电机护罩用高强度钢板Q420的电阻点焊工艺性能进行深入研究中,对不同工艺条件下点焊接头宏观金相、焊接接头力学性能进行了分析,研究结果表明:该实验条件下,最佳点焊工艺参数为:焊接电流7.5~8.0KA,焊接时间20cyc,电极压力450kgf。为了防止发生焊接缺陷,避免焊接电流过小或者焊接时间过长,导致锻压力不足等现象,在焊接过程中需要保持电极和工件表面的清洁。 关键词:Q420钢电阻点焊焊接工艺缺陷防止 0 引言 Q420钢具有较高的碳当量,焊后硬化可能性更高。因此,许多先进煤机制造企业密切关注着其焊接性能。鉴于此,为了探讨不同点焊工艺参数下Q420的焊接性能,本文通过点焊工艺和力学性能试验等对凤凰山矿井下电机护罩所用的Q420钢进行研究分析,进而对Q420钢合理的点焊规范参数范围进行确定。 1 实验方法 1.1 设定焊接参数本文通过采用单脉冲规范对Q420进行点焊工艺试验。电极压力为 350kgf、400kgf、450kgf,焊接时间为7cyc、10cyc、15cyc、20cyc和24cyc。在进行每组试验的过程中,固定电极压力和焊接时间,通过改变型控DIN100制器的焊接热量(功率输m百分比)进而改变焊接电流的大小,对Q420进行焊接。最小焊接热量通过拉伸试验进行确定,在焊接过程中以5%数量级进行取样焊接,发生飞溅时停止对Q420焊接。同一焊接热量,通常 情况下要进行2-3次的取样。由于焊件和电极表面状态存在差异,在一定程度上造成电流值大小的不同,由于这些微小的变化对试验不构成影响,所以在较小范围内可以忽略不计。 1.2 力学性能实验通常情况下,借助接头强度来反映点焊接头质量的好坏,然而一般采用拉伸剪切强度对接头强度进行评定。因此,本文通过利用拉剪试验对点焊工艺试验后的试样进行试验。在试验过程中,根据GB2651-81《焊接接头拉伸试验法》中的相关规定,确定拉剪试样的形状与尺寸。 2 试验结果与分析 2.1 工艺参数对焊点性能的影响 2.1.1 焊接电流。按照焊接规范,电极压力选450kgf,焊接时间为7cyc、10cyc、15cyc、20cyc、24cyc。通过点焊工艺和接头拉剪试验对不同焊接电流下的点焊接头的拉剪断裂载荷进 SG-044 钢筋焊接试验报告汇总表 单位工程名称:成都康弘药业集团股份有限公司施工单位名称:成都倍特建筑安装工程有限公司共页,第页固体口服制剂异地改扩建项目 序号材料名称型号(规格)代表数量使用部位试验单编号备注 注册建造师(技术负责人): (签字)审核: (签字) 填表: (签字) 混凝土(弯拉)强度合格评定 施工单位:成都倍特建筑安装工程有限公司 单位工程名称 成都康弘药业集团股份有限公司 研发中心异地改扩建项目 混凝土强度等级 水泥品种及标号 配合比(重量比) 坍落度 (㎝) 养护条件 同批混凝土代表数量(m 3) 结构部位 水 水泥 砂 石子 外加剂 试件组数n= 合格判定系数λ1= λ3= λ2= λ4= 同一验收批强度平均值: 最小值f cu,min= 前一检验期强度标准差: 同一验收批强度标准差: 验收批各组试件弯拉强度: 标 准 差 已 知 统 计 方 法 m f cu= MPa f cuk+0.7§ m f cu f cuk+0.7§ f cu,min= MPa f ck-0.7§= f cu,min f ck-0.7§ 弯 拉 强 度 试 件 大 于 10 组 弯 拉 强 度 试 件 小 于 10 组 标 准 差 未 知 统 计 方 法 m f cu= MPa f cuk+λ1·s f cu= m f cu f cuk+λ1·s f cu f cu,min= MPa λ2·f cuk= f cu,min λ2·f cuk 非 统 计 方 法 m f cu= MPa λ3·f cuk= m f cu λ3·f cuk f cu,min= MPa λ4·f cuk= f cu,min λ4· f cuk 验收评定结论: 根据《混凝土强度检验评定标准》GB/T 50107-2010 方法进行评定,达到合格标准。 注册建造师(技术负责人): (签字) 年 月 日 审核人:(签字) 年 月 日 评定人:(签字) 年 月 日 监理工程师:(注册方章) 年 月 日 注:本表一式四份,建设单位、施工单位、监理单位、城建档案馆各一份。 钢筋实验 一、一般规定 (1)钢筋混凝土用热轧钢筋,同一公称直径和同一炉罐号组成的钢筋应分批检查和验收,每批质量不大于60t。 (2)钢筋应有出厂证明,或实验报告单。验收时应抽样作机械性能实验:拉伸实验和冷弯实验。钢筋在使用中若有脆断、焊接性能不良或机械性能显著不正常时,还应进行化学成分分析。验收时包括尺寸、表面及质量偏差等检验项目。 (3)钢筋拉伸及冷弯使用的试样不允许进行车削加工。实验应在20 ±10C 的温度下进行,否则应在报告中注明。 (4)验收取样时,自每批钢筋中任取两根截取拉伸试样,任取两根截取冷 弯试样。在拉伸实验的试件中,若有一根试件的屈服点、抗拉强度和伸长率三个指标中有一个达不到标准中的规定值,或冷弯实验中有一根试件不符合标准要求,则在同一批钢筋中再抽取双倍数量的试件进行该不合格项目的复验,复验结果中只要有一个指标不合格,则该实验项目判定为不合格,整批不得交货。 (5)拉伸和冷弯试件的长度L,分别按下式计算后截取: 拉伸试件:L L 2h 2h 1;冷弯试件:L w 5a 150 式中L、Lw ——分别为拉伸试件和冷弯试件的长度(mm); L o 拉伸试件的标距,Lo 5a 或 Lo 10a (mm); h、h i 分别为夹具长度和预留长度(mm), h i =(0.5?1)a,见图试 7.1; a --- 钢筋的公称直径(mm)。 二、拉伸实验 (一)实验目的 测定钢筋的屈服点、抗拉强度和伸长率,评定钢筋的强度等级。 (二)主要仪器设备 1.万能材料实验机示值误差不大于1%。量程的选择:实验时达到最大荷载时,指针最好在第三象限(180°?270°)内,或者数显破坏荷载在量程的 BS系列高强钢简介 Brief introduction 开发历史 工程机械用系列高强、超高强结构钢是宝钢于2000年在国内率先开发成功的一类热轧新产品,牌号大多采用“BS”开头, 如第一代高强钢BS600MC和BS700MC已大量应用于工程机械、集装箱制造等行业。2005年宝钢开发成功具有优良低温韧性的第二代高强钢,牌号为BS700MCK2、BS600MCJ4、BS550MCK4等等。BS系列高强钢为低碳低合金结构钢,具有良好的可焊接性和冷成形性,可广泛应用于工程机械、车辆结构、集装箱等制造行业。 高强钢 BS系列高强结构钢采用宝钢股份公司先进的冶炼技术、铌钛微合金化处理以及精确的控制轧制和控制冷却技术获得金相显微组织为少量铁素体加针状体组织。制造工艺和金相组织保证了合格稳定的力学性能、加工性能和可靠的质量。自从2000年开发成功以后,深受用户青睐,产销量逐年增加。超高强钢选用高强钢代替传统产品可显著减小钢板的设计厚度,进而减轻结构的自重。除此之外,BS系列高强钢还具有如下特点: ? 优良的成形性,不同强度级别钢板均能够冷加工成形; ? 良好的焊接性,钢板具有低焊接裂纹敏感性,焊接接头的性能优良; ? 良好的低温冲击韧性。 制造工艺及交货状态 生产工艺流程: BS系列高强钢采用氧气转炉冶炼镇静钢,经过二次精炼后进行连续铸造,连铸坯送热轧厂再加热并采用控轧控冷工艺轧制成卷,精整检验后可以钢卷状态交货,也可以矫直切板后以钢板状态交货。交货状态: BS系列高强钢基本采用轧态(TMCP)交货。 所示,超出规格范围可与宝钢热轧高强钢产销研小组联系(附后)。 牌号Steel grade 可供厚度Thickness,mm 可供宽度Width,mm 可供长度Length,mm BS550- 2.5-16 850-1750 2000-12000 BS600- 2.5-16 850-1750 2000-12000 BS700- 2.5-14 850-1600 2000-12000 BS960- 4-10 950-1200 2000-12000 牌号及可供规格范围 Product range of dimensions 宽度 (width), mm 18 10 14 6 17 9 13 5 16 8 12 4 工程名称弋江生活服务中心编号 评定日期2014.9.26 机械连接类型直螺纹 钢筋厂家马钢炉批号1404093800 钢筋级别HRB400 钢筋连接 规格 25 套筒牌号机械连接接头 设计要求级别 Ⅱ级 力矩扳手 型号 操作人 机械性能试验结果 试验单位安徽天平工程技术检测有限公司试验报告编号TPHJ2014-12454 接头破坏 形式 钢筋拉断试验结果合格 附:钢筋机械连接接头检测报告 综合评定结论: 该型号钢筋按照《钢筋机械连接技术规程》(JGJ107-2010)规定检验连接接头,工艺评定合格,同意在实际施工中使用。 施工单位监理(建设)单位 技术负责人: 年月日专业/总监理工程师: 年月日 工程名称弋江生活服务中心编号 评定日期2014.9.30 焊接连接类型电渣压力焊钢筋厂家马钢炉批号1406096200 钢筋级别HRB400 钢筋连接规格Ф16 焊机设备型号操作人 检查依据JGJ 18-2012 一般项目 质量验收规程的规定试件外观描述结果 1.焊接钢筋表面质量四周焊包均匀合格 2.钢筋与电极接触处无烧伤缺陷无明显烧伤合格 机械性能 实验单位安徽天平工程技术检测有限公司实验报告编号TPHJ2014-12724 接头破坏形式母材断裂实验结果合格 附:钢筋焊接连接接头检测报告 评定意见结论: 本评定按JGJ 108-2012规定进行准备、施工和试验,工艺评定合格,同意在实际施工中使用。 施工单位监理单位 技术负责人: 年月日专业/总监理工程师 年月日 工程名称弋江生活服务中心编号 评定日期2014.9.30 焊接连接类型电渣压力焊钢筋厂家马钢炉批号1406032700 钢筋级别HRB400 钢筋连接规格Ф18 焊机设备型号操作人 检查依据JGJ 18-2012 一般项目 质量验收规程的规定试件外观描述结果 1.焊接钢筋表面质量四周焊包均匀合格 2.钢筋与电极接触处无烧伤缺陷无明显烧伤合格 机械性能 实验单位安徽天平工程技术检测有限公司实验报告编号TPHJ2014-12725 接头破坏形式母材断裂实验结果合格 附:钢筋焊接连接接头检测报告 评定意见结论: 本评定按JGJ 108-2012规定进行准备、施工和试验,工艺评定合格,同意在实际施工中使用。 施工单位监理单位 技术负责人: 年月日专业/总监理工程师 年月日 ND钢的焊接 耐硫酸露点腐蚀用09CrCuSb钢板的可焊接性及焊接技术要求,通过焊接工艺试验制定了合理的焊接工艺参数,在酸性气燃烧炉的焊接施工中应用,获得了满意的焊接质量,保证了设备的制造要求。 1、概况 露点腐蚀对加热炉设备的使用寿命有很大的影响,为了提高燃料的热效率,稍降低排烟温度就会使设备严重腐蚀,这就给生产带来了很大的困难,由此也可以看出解决露点腐蚀的难度。1987-1990年间由中石化北京设计院、江苏江阴兴澄钢铁有限公司与机械部伤害材料研究所共同研究开发了新型耐硫酸露点腐蚀用钢---ND钢,其主要特点是在中温中浓度的硫酸(如70℃、50%H2SO4溶液)中表面发生钝化,形成一层富含Cu、Cr、Sb等合金元素的保护层,因而具有高的耐硫酸腐蚀能力。 在兰炼酸性水汽提及硫酸回收装置的技术改造过程中,酸性气燃烧炉壳体材质就选用了ND钢——09CrCuSb,炉内介质为H2S、SO2、H2O,用ND钢可防止硫酸露点腐蚀,保证设备的正常运行。 2 09CrCuSb钢的可焊性 09CrCuSb钢的显微组织为铁素体+珠光体组织,珠光体含量为15%,夹杂物为硫化物及少量氧化物,晶粒度为8-9级。其化学成分及力学性能见表1、表2 表1 09CrCuSb钢板(厚12mm)的力学性能 须控制在C<0.10%、Sb<0.10%范围以内,除此以外要保证主要合金元素含量越高越耐蚀,耐蚀性能主要取决于合金元素的配比,任何合金成分中元素的偏析都将使ND钢的耐蚀性受到影响,甚至出现局部腐蚀。可通过严格控制合金元素的成分,使合金元素达到均匀化的目的。 一般来说,钢的可焊性是用它的碳当量C eq、焊后最高硬度值HV max及焊接裂纹敏感系数P cm 来衡量的。 (1)按实际元素含量计算碳当量C eq: C eq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14=0.355% C eq<0.4% 由此可知09CrCuSb钢板焊接时基本无淬硬倾向。 (2)按碳当量用下式近似估算09CrCuSb钢焊接后的硬度HV max HV max=1200×C eq-200: HV226.5<HV350 由此可知该钢板焊前无须预热,而且焊接时冷裂倾向很小。 (3)焊接裂纹敏感系数P cm: P cm=C+Si/30+Mn/20+Cu/20+Cr/20+Ni/60+Mo/15+V/10+5B=0.179% 由P cm值可以看出09CrCuSb钢属于地焊接裂纹敏感性钢材。 综上所述,09CrCuSb钢含碳量较低,又添加了少量Cr、Cu、Sb等合金元素,补偿了由于碳含量较低可能引起的强度损失,同时根据碳当量C eq及焊后硬度HV max值可知这种钢的淬硬倾向较小,焊前无须预热,而且由焊接裂纹敏感系数P cm可知这种钢是一种低焊接裂纹敏感性的钢材,因此可以看出09CrCuSb钢具有良好的焊接性能。 Record the situation and lessons learned, find out the existing problems and form future countermeasures. 姓名:___________________ 单位:___________________ 时间:___________________ 钢筋实训报告 编号:FS-DY-20254 钢筋实训报告 时光之流,宛若时间飞逝,感觉很急促,很急促...然而我们第二学年的专业实训又开始了,又是把我们准备已久的理论知识与实际相结合的时候了,心中充满着无比好奇与期待...新的环境,新的开始,新的考验,来吧!让我们一起努力,一起学习,一起奋斗。 一、《实训目的》 掌握钢筋的分类方法,熟练识别各种规格钢筋,掌握常用工器具的使用方法,遵守劳动保护制度,熟练完成各种钢筋的加工,掌握钢筋的计算及现场施工焊接、绑扎技能,通过实训周的课程,让学生获得对工程造价—钢筋平法计算和钢筋工程施工的感性认识,掌握一定的施工实际操作技能及相关技术与质量标注,同时激发学生热爱学习,热爱专业,热爱劳动。 二、《实训内容》 1、基本知识、安全纪律教育(0.5天) 2、钢筋的翻样,钢筋切断(0.5天) 3、钢筋计算与弯曲成形(1天) 4、柱、梁、板的钢筋的绑扎(1天) 5、综合作业(考核检查)(1天) 6、拆除钢筋骨架、清理现场(1天) 三、《施工准备》 1、材料 钢筋:hrb335φ12,hpb235φ6、镀锌铁丝 2、施工机具 断线钳、手摇板、钢筋弯曲机、钢筋切断机、铅丝钩、钢筋架、钢卷尺、笔、计算器、粉笔、墨线、绑扎钢丝等。 3、班级分组 每个实训班分成五人小组,星期一在本班教室进行理论知识学习,星期二至星期五在实训中心建筑工程综合实训室实操。 四、《钢筋下料长度计算》 首先要熟悉钢筋混凝土构件配筋图,计算下料长度,编制 冷轧钢焊接性能研究 一、冷轧钢与热轧性能比较 1、冷轧与热轧区别及各自优缺点 热轧和冷轧都是型钢或钢板成型的工序,它们对钢材的组织和性能有很大的影响,钢的轧制主要以热轧为主,冷轧只用于生产小号型钢和薄板。 热轧: 优点:可以破坏钢锭的铸造组织,细化钢材的晶粒,并消除显微组织的缺陷,从而使钢材组织密实,力学性能得到改善。这种改善主要体现在沿轧制方向上,从而使钢材在一定程度上不再是各向同性体;浇注时形成的气泡、裂纹和疏松,也可在高温和压力作用下被焊合。 缺点:1.经过热轧之后,钢材内部的非金属夹杂物(主要是硫化物和氧化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。分层使钢材沿厚度方向受拉的性能大大恶化,并且有可能在焊缝收缩时出现层间撕裂。焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变大得多;2.不均匀冷却造成的残余应力。残余应力是在没有外力作用下内部自相平衡的应力,各种截面的热轧型钢都有这类残余应力,一般型钢截面尺寸越大,残余应力也越大。残余应力虽然是自相平衡的,但对钢构件在外力作用下的性能还是有一定影响。如对变形、稳定性、抗疲劳等方面都可能产生不利的作用。 冷轧: 优点:成型速度快、产量高,且不损伤涂层,可以做成多种多样的截面形式,以适应使用条件的需要;冷轧可以使钢材产生很大的塑性变形,从而提高了钢材的屈服点。 缺点: :1.虽然成型过程中没有经过热态塑性压缩,但截面内仍然存在残余应力,对钢材整体和局部屈曲的特性必然产生影响;2.冷轧型钢样式一般为开口截面,使得截面的自由扭转刚度较低。在受弯时容易出现扭转,受压时容易出现弯扭屈曲,抗扭性能较差;3.冷轧成型钢壁厚较小,在板件衔接的转角处又没有加厚,承受局部性的集中荷载的能力弱。 2、焊接性能比较 同等材质的钢材,热轧时经高温加热,相当于一个退火过程钢材自身基本没有应力。而冷轧板在轧制时不加热,在冷态时轧制,有一个“冷作硬化”的作用,强度有所升高,硬度也增加,同时也产生了应力。 在焊接时有一个“焊接应力”,由于冷轧板(含其他型材)的自有应力,加上 河南省南水北调配套工程许昌境17号分水口门;输水管道工程第三施工标段;钢筋焊接工艺性试验总结报告;批准:审核:编制:;中国水利水电第八工程局有限公司河南省南水北调配套;二零一二年十二月;目录;一、工程概况..................;钢筋电弧焊工艺试验总结报告;一、工程概况;本标段为河南省南水北调配套工程许昌市境17号分水;通过本次钢筋焊接工艺性试验 河南省南水北调配套工程许昌境17号分水口门 输水管道工程第三施工标段 钢筋焊接工艺性试验总结报告 批准:审核:编制: 中国水利水电第八工程局有限公司河南省南水北调配套工程许昌境17号分水口门输水管道工程第三施工标段项目部 二零一二年十二月 目录 一、工程概况 (3) 二、试验目的、适用范围...................................................................................3 三、试验依据.......................................................................................................3 四、施工准备.......................................................................................................3 五、试验操作工艺...............................................................................................4 六、抽样检查.......................................................................................................4 七、钢筋电弧焊质量标准...................................................................................6 八、施工注意事项.. (7) 钢筋电弧焊工艺试验总结报告 一、工程概况 本标段为河南省南水北调配套工程许昌市境17号分水口门输水管道工程第 钢筋工种实训总结 一、实训的目的 施工综合实训是高职水利工程专业《水利工程施工技 术》课程的独立实践教学环节。通过施工综合实训,使学生获得水利工程施工的感性认识,掌握一定的施工实际操作技能及相关技术与质量标准。使学生对水利工程建设过程有更深刻的认识,激发学生热爱专业、热爱劳动。 二、实训内容 学习钢筋混凝土结构施工图识读、钢筋进场验收、钢筋 配料、钢筋加工与安装、钢筋工程质量检查与资 料整理的相关知识。 阅读钢筋混凝土构件配筋图,计算下料长度,编制钢筋配料单。 钢筋加工与安装。按要求将钢筋混凝土构件各编号钢筋划线剪切、弯曲成型、绑扎。每道工序完成后,应进行质 量的“三检”。 三、钢筋下料长度计算 阅读钢筋混凝土构件配筋图,计算下料长度,编制钢筋 配料单。 计算方法:直钢筋下料长度=构件长度-保护层厚度+ 弯钩增加长度弯起钢筋下料长度=直段长度+斜段长度- 弯曲调整值+弯钩增加长度箍筋下料长度=箍筋周长+箍 筋调整值注:混凝土保护层厚度25mm 钢筋弯曲调整长度表 箍筋调整值表 五、钢筋加工工序 钢筋加工前,应先去除钢筋上的铁锈,油渍等杂物。 钢筋加工要严格按料表进行,料表上应按设计和规范要求,注明需 加工钢筋的型号、形状、尺寸及使用部位和数量。 根据钢筋使用部位、接头形式、接头比例合理配料,加工时,要本着“长料长用、短料短用、长短搭配”的原则,不得随意切断整根钢筋。 弯曲钢筋时,要用机械冷弯,不得用气焊烤弯。 I级圆盘钢筋加工前,应先调直去锈,调直时,要严格控制其冷拉率。I级钢筋的末端需做180。的弯钩。 箍筋加工时,弯曲部分需确保135。,平直部分长度为 10d,且箍筋双肢相互平行。 钢筋的定位梯,定位卡具、马凳等需提前加工并检查,确保尺寸准确。 加工好的钢筋半成品要在现场指定范围内堆放,且挂牌标识,注明钢筋的型号、尺寸、使用部位及数量,防止使用时发生误用。 除设计有要求外,梁、柱等结构中钢筋骨架的箍筋应与主筋垂直围紧;箍筋与主筋交叉点处应以铁丝绑扎;梁柱等构件拐角处的交叉点应全部绑扎;中间平直部分的交叉点可交错扎结。 六、钢筋工程质量检查 1 .主控项目 厚钢板焊缝强度匹配对韧度影响的试验方法 苗张木陶德馨吴卫国李永信 武汉理工大学,武汉,430063 摘要:提出了研究厚钢板焊缝强度匹配对韧度影响的试验方法:用“直接测量法”确定焊缝强度匹配系数;用裂纹尖端张开位移(C TOD )断裂韧度作为焊缝材料韧度的指标。用“直接测量法”确定了低合金高强钢S355ML 钢板(厚65mm )自动埋弧焊和手工电弧焊的焊缝强度匹配系数,同时将这两项焊接工艺的对接焊缝制成全厚度断裂韧度试样,运用裂纹尖端张开位移试验方法测定其焊缝中心的断裂韧度。结果表明,厚钢板焊态对接焊缝,低匹配焊缝具有较高的韧度,高匹配焊缝的韧度比较低。 关键词:焊缝强度匹配系数;断裂韧度;裂纹尖端张开位移(C TOD );厚钢板中图分类号:T G404;T G115.5 文章编号:1004-132X (2006)09—0958—05 Experimental Method of the Influence of Strength Mismatch on Toughness in Thick Sheet Steel Miao Zhangmu Tao Dexin Wu Weiguo Li Y ongxin Wuhan University of Technology ,Wuhan ,430063 Abstract :A testing met hod of exploring t he influence of st rengt h mismatch on toughness in t hick sheet steel welds was developed.By means of t his met hod ,t he mismatching factors can be determined wit h “direct measurement met hod ”,and t he crack tip opening displacement (C TOD )should be selected to be as index characterized t he toughness of welds.First ,t he mismatching factors of submerged arc welding (SAW )and shielded metal arc welding (SMAW )of S355ML steel (65mm t hickness )were de 2termined wit h “direct measurement met hod ”.Then ,t he butt welds of SAW and SMAW were made to f ull t hickness f ract ure toughness specimens and t he fract ure toughness in welds cent re were measured by C TOD test.The result s indicate t hat t he welds po ssess higher toughness for lower mismatch ,whereas t he welds possess lower toughness for higher mismatch for butt welds of t hick sheet steel. K ey w ords :mismatching factor of toughness ;f ract ure toughness ;crack tip opening displacement (C TOD );t hick sheet steel 收稿日期:2005—11—30 0 引言 焊接结构设计必须确定焊缝金属的强度和韧度。强度和韧度是焊接结构安全中密切联系的两个问题。韧度是材料在断裂前所经历的弹塑性变形过程中吸收能量的能力[1],是强度和塑性的综合指标,它比强度这个单一指标更应受到关注,特别是对于焊接接头。焊缝强度对其韧度的影响,已经有许多文献进行了讨论,但存在一些分歧[2,3],如文献[3]指出了两种不同观点:一是在保证焊缝常规延性、韧性(如使焊缝金属与母材具有相同延伸率)的条件下,适当选用屈服点较高的焊缝金属,即高匹配是有利的;二是着眼于焊缝的韧性或延性,而其强度与母材相比可适当降低,即低匹配。已有的研究多限于较薄钢板的焊接,厚钢板焊缝强度对韧度的影响研究的文献较少。随着经济发展和科学技术不断进步,海洋结构、桥梁结构、现代建筑及水电核电等工程项目的规模越 来越大,焊接结构呈厚壁化、大型化趋势,所用厚钢板焊接接头破坏的主要原因是由于韧度不足。 因此,研究厚钢板焊缝强度匹配对韧度的影响具有重要的意义。 研究厚钢板焊缝强度匹配对韧度的影响,一是要能够准确测量并计算焊缝强度匹配系数,二是要选择恰当的指标来评价焊缝韧度。本文针对厚钢板特点,结合低合金高强钢S355ML (相当于国产Q345钢)厚钢板(厚65mm )自动埋弧焊和手工电弧焊焊缝强度对韧度的影响研究,提出了研究厚钢板焊缝强度匹配对韧度影响的试验方法:用“直接测量法”确定焊缝强度匹配系数;用裂纹尖端张开位移(C TOD )断裂韧度作为综合度量焊缝韧度的指标。 1 焊接工艺 1.1 母材 本研究采用厚65mm 的S355ML 热轧钢板,系从日本进口。其化学成分见表1,最大碳当量为 8 59 《钢筋工》实训 实训目的: 本大纲是根据建设部颁发的《建筑行业职业技能标准》中级钢筋工的理论知识(应知)、操作技能(应会)要求,按照《职业技能岗位鉴定规范》中级钢筋工的要求,结合高职学生的岗位能力要求编写。 钢筋工实训是建筑工程技术、铁道工程技术、道路与桥梁工程技术、城市轨道交通工程技术专业的一项重要的实践性教学环节,其目的是使学生通过钢筋工专项实训,获得一定的钢筋工生产技能操作,提高学生的动手能力和培养、巩固、加深、扩大所学的专业理论知识,为毕业实习、顶岗实习和以后工作就业打下必要的基础。 二、实训内容: 1、钢筋图的识读; 2 钢筋的除锈、调直、截断、弯制和绑扎; 3、钢筋的下料长度计算、钢筋的焊接; 4、钢筋网架的制作与安装。 一、对学生能力培养的要求: 1、通过钢筋工实训,使学生具备中级钢筋的职业技能。了解钢筋工程材料 的性能、用途、分类;熟悉钢筋的加工工艺过程;并要求学生熟练掌握 钢筋工的操作技能,提高动手能力;掌握钢筋下料长度计算、钢筋加工、 钢筋连接与安装; 3、培养学生吃苦耐劳、不怕困难、精心操作和施工的敬业爱岗的良好品德; 4、为学习相关课程和今后工作就业打下一个初步的基础。 四、项目名称及学时分配 五、实训质量标准 国家(行业)职业技能标准或技能鉴定相关标准 六、实训方式、方法与手段 具体方法是:现场参观、应知讲授、实作演练、应会测试、技能考核。 现场参观:现场直观教学,让学生了解钢筋的加工程序、加工方法等,并建立初步的感性认识。要求学生遵章守纪、尊敬现场指导人员和生产人员,认真听、仔细看,作好笔记,为后续课程打基础。 应知讲授:讲授钢筋工应知相关知识。要求学生认真听课,作好笔记,利用自习课时间复习巩固,为实作演练做准备。 实作演练:按照实训内容、中级钢筋工应会的技能标准,进行技能的训练,促使学生将理论知识转化为实践技能,培养学生动手能力。要求学生认真学习专业技能,增强劳动观念。 应会测试:测验学生应会知识的掌握情况,作为成绩评定的组成部分。 技能考核:根据学生所做工件的质量,按照钢筋工程检验方法及评定标准,评定操作成绩,促使学生端正学习态度,苦练操作技能。 七、与其它教学环节的关系 与相关理论课程紧密联系起来,理论与实践相结合。学习完《工程材料》等相关理论课,紧接着开设《钢筋工》实践课,使理论与实践有机结合。 八、考核方式及成绩评定 钢筋工实训成绩的评定是根据学生对钢筋工的应知、应会及实习表现,结合实习报告的质量,进行终合评定,分为优、良、及格、不及格四个等级。(一)、主要考核学生的实作操作动手能力,实作操作技能占60%。 优:应做到: 1、网架尺寸符合要求; 2、钢筋所有除锈符合要求;钢筋工实训报告
Q420高强度钢板焊接工艺性能研究
钢筋焊接试验报告汇总表-建龙
钢筋冷弯试验
高强度钢板的性能及焊接
钢筋连接接头工艺评定报告
ND钢焊接性能及检验
钢筋实训报告范本
冷轧钢焊接性能研究
钢筋焊接工艺实验报告
钢筋工种实训总结
厚钢板焊缝强度匹配对韧度影响的试验方法
钢筋工实训