标准件检验规范(含表格)
德信诚培训网
标准件检验规范
(IATF16949/ISO9001-2015)
1.0 目的
对所采购的标准件的质量进行控制,对进货检验所涉及的技术要求、检验方法、抽样等进行规定。
2.0 范围
适用于螺栓、螺母、平垫、弹垫、销轴等标准件的进货检验。
3.0 职责
3.1 品质部IQC负责标准件检验及不合格的处理记录;
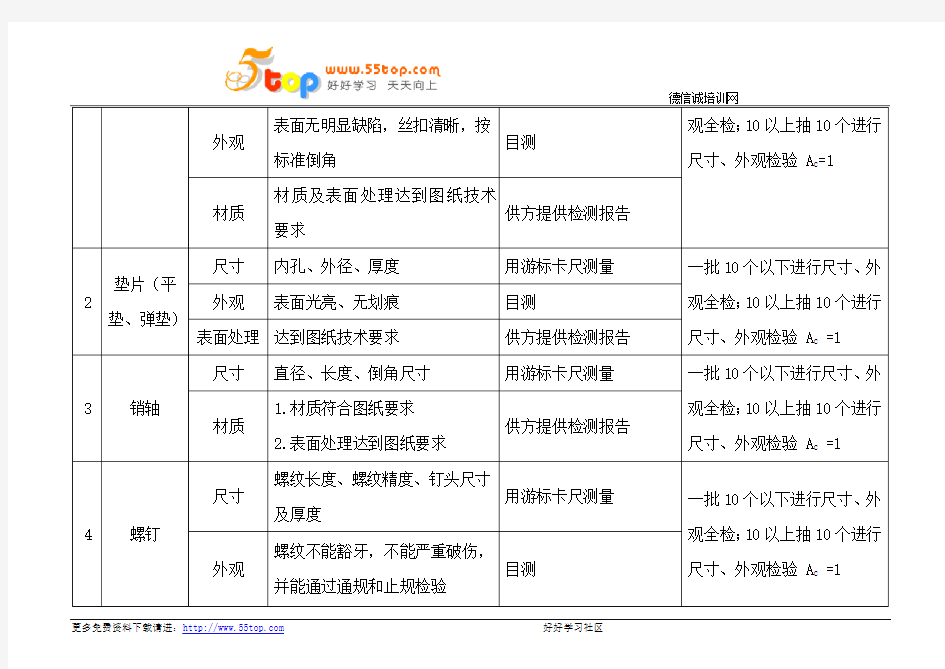
4.0 工作程序
5.0参考文件
GB/T 90.1-2002 紧固件验收检查
GB/T 16938-2008 紧固件螺栓、螺钉、螺柱和螺母通用技术条件GB/T 3098.1-2000 紧固件机械性能螺栓、螺钉和螺柱
GB/T 3103.1-2002 紧固件公差螺栓、螺钉、螺柱和螺母
GB/T 3103.3-2000 紧固件公差平垫圈
德信诚培训网GB/T 3104-1982 紧固件六角产品的对边宽度
GB/T 5267.4-2009 紧固件表面处理耐腐蚀不锈钢钝化处理
GB/T 5779.1-2000 紧固件表面缺陷螺栓、螺钉和螺柱一般要求
6.0记录表格
《标准件检验记录表》
标准件检验记录表.
doc
《不合格品分析表》
不合格品分析报告
表.xls
标准紧固件检验规范方案汇总
修订记录 、目的 对所采购的标准件的质量进行控制,对进货检验所涉及的技术要求、检验方法、抽 样等进行规定。 二、适用范围 适用于螺栓、螺母、平垫、弹垫、销轴等标准件的进货检验。 三、一般性检查(按S-3级,AQL=2.5) 3.1查随货技术资料质量证明书,证明该标准符合标准要求和订货合同证明书应包括: 1. 供方名称或厂标; 2. 制造依据的标准; 3. 精度级别; 4. 表面处理方法。 3.2外观检查 3.2.1抽查是否有等级钢印标志 a)性能等级为4.6、5.6及》8.8级的螺栓、螺钉必须标志; b)性能等级为5级及>8级的螺母必须标志; c)螺纹直径>5m的螺栓、螺钉、螺母才需要标志。 3.2.2螺钉表面: 表面应光洁、平整、无毛刺、无锈斑、无缺牙、无烂牙,镀层不得有起泡、脱落或锌白等缺陷,厚度应满足规定要求。 四、尺寸检查(按S-3级,AQL= 2.5)依据相关的国标或技术要求进行检查 4.1对螺栓、螺钉及螺母,应检查螺纹大小径、螺纹导入长度、螺距,同时使用相应的螺纹规止通规 进行检测;
a)电镀前的螺栓、螺钉应使用公差等级为6g螺纹环规检查,电镀后的螺栓、螺钉应使用公差等级为6h螺纹环规检查; b)电镀前的螺母应使用公差等级为6GS纹止通规及塞规检查,电镀后的螺母应使用公差等级为6H螺纹止通规及塞规检查; c)螺栓、螺母、螺钉通规检查须每个螺纹能顺利通过才合格,止规检查最多只能通过两个螺纹才合格。 4.2对自攻螺钉类,按标准要求进行螺纹尺寸检测:螺纹外径、末端外径、螺纹导入长度、螺距。 五、性能检查 5.1硬度检查(每批抽3Pcs试验,按Ac/Re=0/1判定) a)根据实际情况,对大于或等于M8的螺栓、螺钉、螺母直接在洛氏硬度计上测试即可; b)有机械性能等级要求时,按对应的国标或图纸进行检验;未作要求时;螺栓、螺钉必须为 4.8级,螺母必须为8级; c)对于自攻、自挤螺钉,硬度检测应制成镶件,测试其表面硬度、芯部硬度及渗碳层深度。 1. 自攻、自挤螺钉热处理后的表面硬度应 > 450HV0.3 2. 自攻钉热处理后的芯部硬度: 螺纹w ST3.9: 270~390 HV5 螺纹w ST4.2: 270~390 HV10 3. 自挤螺钉热处理后芯部硬度应为290~370HV10 4. 自攻螺纹规格与渗碳层的关系: 1mm 5. 自挤螺钉螺纹规格与渗碳层的关系: mm
紧固件检验规范
出厂检验规范 1、引言 1.1本规范适用于本公司生产的标准紧固件的出厂检验 1.2每个紧固件都应当符合相应标准的全部规定,但这在大量生产中总是部可能的,根据紧固件的功能和应用,将全部符合标准的和不完全符合标准的紧固件截然分开是不必要的,也是不经济的。 2 引用标准 下列规范所包含的条文,通过在本规范中引用而构成为本规范的条文,本规范实施时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB196-81普通螺纹基本尺寸 GB197-81普通螺纹公差与配合 GB3103.1-82紧固件公差螺柱、螺钉和螺母 GB1237-88紧固件的标记方法 GB3098.1-82紧固件机械性能螺栓、螺柱和螺钉 GB3098.6-82紧固件机械性能不锈钢螺栓、螺钉、螺栓和螺母 GB90-85紧固件验收检查标志与包装 GB5779.1-86紧固件表面缺陷——螺栓、螺钉和螺栓——一般要求 3 尺寸检验要求 3.1 AQL的确定 3.1.1六角螺栓: a.本厂公差等级为B级,AQL分别为: 对边宽度、对角尺寸、螺纹通规、螺纹止规均为1.0;头下圆角半径 1.5;其他所有项目2.5. 3.1.3双头螺柱: a.当公差等级为B级,AQL分别为: 对边宽度、对角尺寸、螺纹通规、螺纹止规均为1.0;其他所有项目:2.5. 3.2检查比例(LQ10/AQL)的确定。 按生产者风险不大于5%的抽样方案定LQ10/AQL值为6.2(生产者风险等于5%) 3.3检查项目 3.3.1六角螺栓 a. B级公差等级的主要项目——对边宽度(S),对角尺寸(e),头下圆角半径rmin,螺纹通规,螺纹止规; c. B级公差等级的次要项目——头厚(K),无纹处直径(ds),螺纹长度(b),
紧固件检验规范
紧固件检验规范 1.适用范围: 适用于外购输电线路铁塔、输电线路附件及通讯塔用紧固件的检验。 2.引用标准: GB/T2694《输电线路铁塔制造技术条件》 GB5780《六角头螺栓--C级》 GB90《紧固件验收检查、标志与包装》 GB/T2828.1《按接收质量限(AQL)检索的逐批检验抽样计划》 GB/T41《六角头螺母--C级》 GB/T3098.1《紧固件机械性能螺栓、螺钉和螺柱》 GB/T3098.2《紧固件机械性能螺母粗牙螺纹》 GB/T5779.1《紧固件表面缺陷螺栓、螺钉和螺柱》一般要求 GB/T5779.2《紧固件表面缺陷螺母》 GB/T90.1《紧固件验收检查》 DL/T764.4《输电线路铁塔及电力金具紧固用冷镦热浸镀锌螺栓与螺母》 GB95《平垫圈C级》 3.职责 质量管理部负责本规程的实施。 4.检验模式 批量检验一般外购产品是在30000--150000件时,在批量中进行随机抽样检查,抽样样本单位为80件。 结构部分 5.抽样项目 5.1螺栓抽样项目及检验方法见表5 5.2螺母抽样项目及检验方法见表6
5.3脚钉抽样项目及检验方法见表7 5.4平垫圈抽样项目及检验方法见表8 6.质量等级 产品批量检查应判定质量等级。 6.1螺栓质量等级判定按表1规定执行 表1 螺栓质量等级判定表 n--样本大小 c--合格判定数6.2螺母质量等级判定按表2规定执行 表2 螺母质量等级判定表
n--样本大小 c--合格判定数6.3脚钉质量等级判定按表3规定执行 表3 脚钉质量等级判定表 n--样本大小 c--合格判定数6.4平垫圈质量等级判定按表4规定执行 表4平垫圈质量等级判定表 n--样本大小 c--合格判定数7.检验程序 7.1在批量中随机抽取样本。 7.2外观检查 7.3尺寸精度检查 7.4机械性能试验
紧固件检验规范标准
紧固件检验规 文件编号: 版次: 编制: 审核: 批准: 受控状态: 发布日期: 2011 年 7月 30 日实施日期: 2011 年 7月 30 日
紧固件检验规 1 目的 为了确保本公司采购的紧固件符合技术设计的要求,特制订本检验规,采购人员与检验人员需依此检验规进行采购和验收。 2 围 本检验规规定了本公司采购的各种标准紧固件(包括螺钉、螺栓、螺母、垫圈、自攻螺钉等)的技术要求、测试方法、验收规则。 3 职责 检验员:负责依据检验规及相关产品规格资料执行各项检验。 采购人员:负责依本规的质量要求进行产品的采购。 质量部经理:负责审批相关检验记录表,协调处理质量异常问题。 4 工作程序 4.1 操作者资格 经公司培训、考核合格,取得质量检验员任职资格,了解紧固件的相关术语及要求。 4.2 检测设备及工具 游标卡尺(0.02mm) 1 六角搬手 1套 4.3 测试条件 典型环境温度:;20℃—30℃ 典型环境湿度:30%—60% 4.4 检验项目、技术要求及测试方法 4.4.1 质量说明文件 目测法检查,要求送检产品应附有相应的“产品合格证”或“检测记录”。“检测记录”中测试数据应在其相应规允许围并结论合格。 4.4.2产品型号、数量 目测法检查,要求根据装相单中填写的规格型号和数量描述情况查验实物应与送检单描述一致。 4.4.3产品包装
目测法检查,要求产品、外包装完好无破损、无碰撞或淋雨现象,标识清晰。 4.4.4外观、性能技术要求、缺陷分类及测试方法 4.4.4.1外观表面质量、缺陷分类及测试方法 外观表面质量、缺陷分类及测试方法见表1。 序 号 检验项目技术要求 测试方法 及工具 缺陷分类 MAJ MIN 1 包装不允许混入其它不同品种、规格或半成品 目测法 √ 2 镀层有镀层产品镀层应完整、无漏镀、浮锈√ 3 表面 产品应清洁,无油污、金属屑、毛刺√ 无烂牙、螺纹异常√ 表面无裂缝、爆裂、在拐角上不允许有皱纹√ 不影响使用的凹痕(凹痕深度不得超过0.02d,最大值 为0.25mm) √ 4.4.4.2.1螺栓的技术要求、缺陷分类及测试方法 螺栓的技术要求、缺陷分类及测试方法见表2,外形图见图1。[本表包括六角头螺栓—C级(GB/T5780)、六角头螺栓全螺纹—C级(GB/T5781)、六角头螺栓(GB/T5782)] 膨胀螺栓的技术要求、缺陷分类及测试方法见表3。 序 号 检验项目技术要求 测试方法 及工具 缺陷分类 MAJ MIN 1 头部 对边 宽度 (S) 5780/ 5781 规格M5 M6 M8 M10 M12 M16 游标卡尺√ Max 8 10 13 16 18 24 Min 7.64 9.64 12.57 15.57 17.57 23.16 5782 Min 7.78 9.78 12.73 15.73 17.73 23.67 2 头部 厚度 (k) 5780/ 5781 Max 3.875 4.375 5.675 6.85 7.95 10.75 游标卡尺√min 3.125 3.625 4.925 5.95 7.05 9.25 5782 Max 3.65 4.15 5.45 6.58 7.68 10.18 Min 3.35 3.85 5.15 6.22 7.32 9.82 3 长度(L) ≤10 12~ 16 20~ 30 35~ 50 55~ 80 90~ 120 130~ 150 160~ 180 游标卡尺√±0.75 ±0.9 ±1.05 ±1.25 ±1.5 ±1.75 ±2 ±4 GB5780 GB5781
紧固件验收规范
紧固件验收规范 1.验收目的 为保证我公司外购紧固件符合技术要求,满足整机装配的需求,最终生产出合格的产品,对外购紧固件进行质量控制,根据GB/T90.1-2002《紧固件验收检查》,制定本规范。 2.适用范围 本规范为通用规范,主要适用于各种外购的紧固件,并包括客户财产,如螺栓、螺钉、螺柱和螺母,以及平垫圈、销、盲铆钉等等。其他紧固件,没有相应的专用验收规范的,可以参照本规范执行。否则,按照相应的专用验收规范执行。 3.验收规则 3.1 紧固件必须有发货清单、产品合格证、质量检验报告、第三方材质、机械性能等报告,非标准紧固件还必须有图纸,有批次号的还必须核对批次号,否则拒绝验收。 3.2 对于高强度螺栓需出具产品经100%目视检查和100%磁粉检验或其他无损检验的报告否则拒绝验收 3.3 紧固件的验收,在没有特殊规定的情况下,采取抽样检验的原则。 3.4 所有紧固件的入库检验由入库检验员负责,拉力试验、磁粉探伤等项目由其委托理化中心实施。 3.5 表面质量检验采用目测检验。 4.检验项目 4.1 所有紧固件型号必须与交检清单提供的型号相符。 4.2 表面质量 4.2.1紧固件表面无裂缝、裂纹、凹痕、切痕、皱纹、损伤,以及锈蚀、毛刺、磕碰伤等缺陷,具体可以参照GB/T5779.1-2000《紧固件表面缺陷螺栓、螺钉和螺柱一般要求》及GB/T5779.3-2000《紧固件表面缺陷螺栓、螺钉和螺柱特殊要求》。 4.2.2 交检过程中只要发现有一件裂纹,则该批次做退回处理。 4.2.3 紧固件表面电镀层或氧化层应均匀致密、完整光亮无色差。
4.2.4 紧固件的标志与包装按照GB/T90.2-2002《紧固件标志与包装》执行,标记方法按照GB/T1237-2000《紧固件标记方法》进行标记。 4.2.5紧表面质量检查采用抽样检验的方法,按照公司文件《抽样方案、判定准则ZG/NGC8.2.4-04》中规定的抽样检验用表加严检验方案实施。 4.3 尺寸特性 4.3.1 紧固件的各部分尺寸应符合图纸或相应的国家标准。 4.3.2紧固件的尺寸检验采用抽样检验的方法,按照公司文件《抽样方案判定准则ZG/NGC8.2.4-04》中规定的抽样检验用表的正常检验方法实施。 4.3.3 尺寸可以采用相应的量具进行检测,螺纹质量采用螺纹规进行检测。 4.4 表面探伤 4.4.1对于10.9级以上高强度螺栓,需对其进行表面探伤检验,按照《抽样方案、判定准则ZG/NGC8.2.4-04》中规定硬度检验的抽样方案实施。交检时,供应商必须提供磁粉探伤报告。检查员必须仔细检查抽样出的高强度螺栓的外观质量。 4.5 硬度、拉力试验 4.5.1批量提交有级别要求的(除市场零星采购外)紧固件,可以参照GB/T3098.1-2000《紧固件机械性能螺栓、螺钉和螺柱》中第8.4条(附录1)的规定进行硬度试验,其硬度值应符合附表1的规定。 4.5.2 圆柱销的硬度值,参照GB121-86的规定,35钢为28~38HRC,45钢为38~ 48HRC。 4.5.3 对销、螺母、挡圈和8.8级及8.8级以下螺栓等需要进行硬度检查的产品,以每次送货各种规格的总数为一批次,按照千分之二比例抽取做硬度检查,将抽检数量分配到各种规格,同时要保证每种规格至少抽取1件。 4.5.4 螺栓入库理化检验时需要进行硬度和拉力试验,因该俩项检查均为破坏性检验,根据标准不继续使用。 4.5.5 供应商按照同炉原材料、同炉热处理(连续炉在不变更工艺的前提下以一个班次为一炉)进行组批,批量不得大于5000件。 4.5.6 供应商高强度螺栓(10.9级和12.9级)按照上条对产品进行标识,检计处对同一批次随机抽取8件进行硬度试验。 4.5.7 对高强度螺栓(10.9级12.9级)还需要取硬度最高和最低的2件交理化
紧固件检验规范
紧固件检验规范 1.适用范围 : 适用于外购输电线路铁塔、输电线路附件及通讯塔用紧固件的检验 2. 引用标准: GB/T2694《输电线路铁塔制造技术条件》 GB5780《六角头螺栓--C 级》 GB90《紧固件验收检查、标志与包装》 GB/T2828.1《按接收质量限(AQL 检索的逐批检验抽样计划》 DL/T764.4《输电线路铁塔及电力金具紧固用冷镦热浸镀锌螺栓与螺 母》 GB95《平垫圈C 级》 3. 职责 质量管理部负责本规程的实施。 4. 检验模式 批量检验一般外购产品是在 30000--150000 件时,在批量中进行随机 抽样检查,抽样样本单位为 80件。 结构部分 5. 抽样项目 5.1螺栓抽样项目及检验方法见 表5 5.2螺母抽样项目及检验方法见 表6 5.3脚钉抽样项目及检验方法见 表7 5.4平垫圈抽样项目及检验方法见 表8 GB/T41《六角头螺母--C 级》 GB/T3098.1《紧固件机械性能 GB/T3098.2《紧固件机械性能 GB/T5779.1《紧固件表面缺陷 GB/T5779.2《紧固件表面缺陷 GB/T90.1《紧固件验收检查》 螺栓、螺钉和螺柱》 螺母 粗牙螺纹》 螺栓、螺钉和螺柱》一般要求 螺母》
6.质量等级 产品批量检查应判定质量等级。 6.1螺栓质量等级判定按表1规定执行 表1螺栓质量等级判定表 n--样本大小c-- 合格判定数 6.2螺母质量等级判定按表2规定执行 表2螺母质量等级判定表
n--样本大小c-- 合格判定数6.3脚钉质量等级判定按表3规定执行 表3脚钉质量等级判定表 n--样本大小c-- 合格判定数 6.4平垫圈质量等级判定按表4规定执行 表4平垫圈质量等级判定表 n--样本大小c-合格判定数
五金紧固件检验规范
五金紧固件检验规范 1 主题内容与适用范围 本标准规定了五金紧固件的技术要求、检验项目、抽样与检验方法。 本标准适用于电子、电信用五金紧固件成品的检验。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB196-81普通螺纹基本尺寸 GB197-81普通螺纹公差与配合 GB3103.1-82紧固件公差螺柱、螺钉和螺母 GB1237-88紧固件的标记方法 GB3098.1-82紧固件机械性能螺栓、螺柱和螺钉 GB3098.2-82紧固件机械性能螺母 GB3098.4-82紧固件机械性能细牙螺母 GB3098.6-82紧固件机械性能不锈钢螺栓、螺钉、螺栓和螺母 GB90-85紧固件验收检查标志与包装 GB5779.1-86紧固件表面缺陷——螺栓、螺钉和螺栓——一般要求 GB5779.2-86紧固件表面缺陷——螺母——一般要求 3 尺寸检验要求 3.1 AQL的确定 3.1.1六角螺母: a.当机械性能等级≥8级时,AQL分别为: 对边宽度1.0;对角尺寸1.0;螺纹通规 1.5;螺纹止规 2.5;其他所有项目2.5. b.当机械性能等级<8级时,AQL分别为: 对边宽度对角尺寸及螺纹通规均为1.5;螺纹止规2.5;其他所有项目4.0. 3.1.2六角螺栓:a.当公差等级为A、B级时,AQL分别为: 对边宽度、对角尺寸、螺纹通规、螺纹止规均为1.0;头下圆角半径 1.5;其他所有项目 2.5. b.当公差等级为C级时,AQL分别为: 对边宽度、对角尺寸、螺纹通规、螺纹止规均为1.5;其他所有项目4.0. 3.1.3双头螺柱:a.当公差等级为A、B级时,AQL分别为: 对边宽度、对角尺寸、螺纹通规、螺纹止规均为1.0;其他所有项目:2.5. b.当公差等级为C级时,AQL分别为: 对边宽度、对角尺寸、螺纹通规、螺纹止规均为1.5;其他所有项目4.0. 3.2检查比例(LQ10/AQL)的确定。 按生产者风险不大于5%的抽样方案定LQ10/AQL值为6.2(生产者风险等于5%) 3.3检查项目 3.3.1六角螺母
标准紧固件检验标准
标准紧固件检验标准 xxxxxxx设备有限公司 IQC-XX 标准紧固件检验标准 编制审核批准日期 1. 修订记录 版本号修订人/部门修订日期修订内容备注 标准紧固件包括各种螺栓、螺钉、螺母等标准件。 2. 一般性检查 (按S-3级, AQL=2.5) 2.1 查随货技术资料质量证明书~证明该标准符合标准要求和订货合同证明书应包括: A 供方名称或厂标, B 制造依据的标准, C 精度级别, D 表面处理方法。 2.2 外观检查 A 抽查是否有等级钢印标志 a) 性能等级为4.6、5.6及?8.8级的螺栓、螺钉必须标志, b) 性能等级为5级及?8级的螺母必须标志, c) 螺纹直径?5mm的螺栓、螺钉、螺母才需要标志。 B 螺钉表面: 表面应光洁、平整、无毛刺、无锈斑、无缺牙、无烂牙~镀层不得有起泡、脱落或锌 白等缺陷~厚度应满足规定要求。
3. 尺寸检查(按S-3级~AQL= 2.5) 依据相关的国标或技术要求进行检查 A. 对螺栓、螺钉及螺母~应检查螺纹大小径、螺纹导入长度、螺距~同时使用相应的螺 纹规止通规进行检测, a) 电镀前的螺栓、螺钉应使用公差等级为6g螺纹环规检查~电镀后的螺栓、螺钉应使 用公差等级为6h螺纹环规检查, b) 电镀前的螺母应使用公差等级为6G螺纹止通规及塞规检查~电镀后的螺母应使用公 差等级为6H螺纹止通规及塞规检查, Page 1 of 2 Rev. : 2 xxxxxxx设备有限公司 IQC-XX 标准紧固件检验标准 c) 螺栓、螺母、螺钉通规检查须每个螺纹能顺利通过才合格~止规检查最多 只能通过 两个螺纹才合格。 B. 对自攻螺钉类~按标准要求进行螺纹尺寸检测:螺纹外径、末端外径、螺纹导入长度、螺距。 4. 性能检查 A. 硬度检查,每批抽3Pcs试验~按Ac/Re=0/1判定, a) 根据实际情况~对大于或等于M8的螺栓、螺钉、螺母直接在洛氏硬度计上测试即可, b) 有机械性能等级要求时~按对应的国标或图纸进行检验,未作要求时,螺栓、螺钉必
常用紧固件采购规范
表单编号:****
图1 六角头螺栓基本尺寸标记代号常见螺母基本尺寸标注代号(如下图2)及其含义: 图中:e:对角宽度; D:螺纹基本大径(公称直径); m:螺母高度; m':扳拧高度; s:对边宽度。 图2 六角螺母尺寸标记代号常见螺纹标记示例及其含义(如下图3): 图3 普通螺纹标记示例及其含义
各标准关于产品尺寸标注有不同要求,以国标GB/T 1237-2000为例,规定如下: 完整标记: 紧固件的完整标记形式如下图4: 图4 紧固件完整标记 标记简化原则: .1类别(名称)标准年代号及其前面的“-”允许全部或部分省略。年代号的标准应以现行标准为准。 .2标记中的“-”允许全部或部分省略;标记中“其他直径或特性”前面的“×”允许省略。但省略后不应导致对标记的误解,一般以空格代替。 .3当产品标准中只规定一种产品型式、性能等级或硬度或材料、产品等级、扳拧型式及表面处理时,允许全部或部分省略。 .4当产品标准中规定两种及其以上的产品型式、性能等级或硬度或材料、产品等级、扳拧型式及表面处理时,应规定可以省略其中的一种,并在产品标准的标记示例中给出 省略后的简化标记。 标记示例: 外螺纹件: .1螺纹规格d=M12、公称长度l=80mm、性能等级为级、表面氧化、产品等级为A级的六角头螺栓的标记: 螺栓 GB/T 5782—2000-M12× (完整标记) .2螺纹规格d=M12、公称长度l=80mm、性能等级为级、表面氧化、产品等级为A级、的六角头螺栓的标记: 螺栓 GB/T 5782 M12×80 (简化标记) .3螺纹规格d=M6、公称长度l=6mm、长度z=4mm、性能等级为33H级、表面氧化的开槽盘头定位螺钉的标记: 螺钉 GB/T 828—1988-M6×6×4-33H-O (完整标记) .4螺纹规格D=M6、公称长度l=6mm、长度z=4mm、性能等级为14H级不经表面处理的开槽盘头定位螺钉的标记: 螺钉 GB/T 828 M6×6×4 (简化标记) 内螺纹件:
药材检验原始记录样本
XXXXX药业(饮片)有限公司 原药材检验报告单 XXXXX药业(饮片)有限公司
原药材检验记录 【性状】 结果: 【鉴别】(1)显微鉴别 横截面: 结果: 粉末: 结果: (2)薄层鉴别 供试品溶液的制备:取粉末1g,加乙醇15ml,加热回流1小时,放冷,滤过,滤液
蒸干,残渣加乙醇5ml使溶解。 对照药材、对照品溶液配制:取菊花对照药材1g,同法制成对照药材溶液。再取绿原酸对照品,加乙醇制成每1ml含O.5mg的溶液。 温度:(℃) 相对湿度:(%) 展开剂:三氯甲烷-丙酮-甲醇-5%浓氨试液 (6:1:1:0.1) 薄层板:硅胶G 显色剂:稀碘化铋钾试液 灯光:白光、紫外光灯(365nm) 展距:(cm) 供试品色谱中,在与对照药材色谱相对应的位置 上,显相同颜色的荧光斑点。 S1为对照药材(对照品为中检所提供编号为) S2为对照品(对照品为中检所提供编号为) T为样品 结果: 【检查】杂质不得过 XX % (附录IX A) 杂质称重: g 杂质计算结果为: % (标准规定不得过 XX %) 结果: 膨胀度应不低于4.0(附录IX O) 温度:(℃)相对湿度:(%) 电子天平型号:CP214 溶剂:水 样品编号 1# 2# 3# 干燥品称重: g g g 第一次样品膨胀后体积: ml ml ml 第二次样品膨胀后体积: ml ml ml (两次差异不超过0.1ml) 膨胀度计算结果为:(标准规定不低于4.0)
结果: 水分不得过12.0% (附录Ⅸ H 第一法)。 温度:(℃)相对湿度:(%) 烘箱型号:DHG-91012SA型电子天平型号:CP214 样品编号 1# 2# 第一次称量瓶干燥(105℃ 3h) (g)(g)第二次称量瓶恒重(105℃ 1h) (g)(g)样品称重(g)(g)第一次称量瓶+样品干燥(105℃ 5h) (g)(g)第二次称量瓶+样品恒重(105℃ 1h) (g)(g)水分计算结果为:(%)(标准规定不得过12.0%) 结果: 总灰分不得过4.0%(附录Ⅸ K) 温度:(℃)相对湿度:(%) 马福炉型号:SX2.5-10 电子天平型号:CP214 样品编号 1# 2# 第一次坩锅称重(600℃ 3h) (g)(g)第二次坩锅恒重(600℃ 0.5h) (g)(g)样品称重(g)(g)第一次坩锅+残渣称重(600℃ 3h) (g)(g)第二次坩锅+残渣恒重(600℃ 0.5h) (g)(g)总灰分计算结果为:(%)(标准规定不得过4.0%) 结果: 酸不溶性灰分不得过3.0%(附录Ⅸ K)。 温度:(℃)相对湿度:(%) 马福炉型号 SX2.5-10 电子天平型号 CP214
标准紧固件规范
修订记录 一、目的 对所采购的标准件的质量进行控制,对进货检验所涉及的技术要求、检验方法、抽 样等进行规定。 二、适用范围 适用于螺栓、螺母、平垫、弹垫、销轴等标准件的进货检验。 三、一般性检查(按S-3级, AQL=2.5) 3.1 查随货技术资料质量证明书,证明该标准符合标准要求和订货合同证明书应包括: 1. 供方名称或厂标; 2. 制造依据的标准; 3. 精度级别; 4. 表面处理方法。 3.2 外观检查 3.2.1抽查是否有等级钢印标志 a) 性能等级为4.6、5.6及≥8.8级的螺栓、螺钉必须标志; b) 性能等级为5级及≥8级的螺母必须标志; c) 螺纹直径≥5mm的螺栓、螺钉、螺母才需要标志。 3.2.2 螺钉表面: 表面应光洁、平整、无毛刺、无锈斑、无缺牙、无烂牙,镀层不得有起泡、脱落或锌白等缺陷,厚度应满足规定要求。 四、尺寸检查(按S-3级,AQL= 2.5) 依据相关的国标或技术要求进行检查 4.1 对螺栓、螺钉及螺母,应检查螺纹大小径、螺纹导入长度、螺距,同时使用相应的螺纹 规止通规进行检测;
a) 电镀前的螺栓、螺钉应使用公差等级为6g螺纹环规检查,电镀后的螺栓、螺钉应使 用公差等级为6h螺纹环规检查; b) 电镀前的螺母应使用公差等级为6G螺纹止通规及塞规检查,电镀后的螺母应使用公 差等级为6H螺纹止通规及塞规检查; c) 螺栓、螺母、螺钉通规检查须每个螺纹能顺利通过才合格,止规检查最多只能通过两 个螺纹才合格。 4.2 对自攻螺钉类,按标准要求进行螺纹尺寸检测:螺纹外径、末端外径、螺纹导入长度、 螺距。 五、性能检查 5.1 硬度检查(每批抽3Pcs试验,按Ac/Re=0/1判定) a) 根据实际情况,对大于或等于M8的螺栓、螺钉、螺母直接在洛氏硬度计上测试即可; b) 有机械性能等级要求时,按对应的国标或图纸进行检验;未作要求时;螺栓、螺钉必 须为4.8级,螺母必须为8级; c) 对于自攻、自挤螺钉,硬度检测应制成镶件,测试其表面硬度、芯部硬度及渗碳层深 度。 1. 自攻、自挤螺钉热处理后的表面硬度应≥450HV0.3 2. 自攻钉热处理后的芯部硬度: 螺纹≤ST3.9:270~390 HV5 螺纹≤ST4.2:270~390 HV10 3. 自挤螺钉热处理后芯部硬度应为290~370HV10 4. 自攻螺纹规格与渗碳层的关系: 5. 自挤螺钉螺纹规格与渗碳层的关系:
紧固件检验规范
紧固件检验规范 The Standardization Office was revised on the afternoon of December 13, 2020
紧固件检验规范 文件编号: 版次: 编制: 审核: 批准: 受控状态: 发布日期: 2011 年 7月 30 日实施日期: 2011 年 7月 30 日
紧固件检验规范 1 目的 为了确保本公司采购的紧固件符合技术设计的要求,特制订本检验规范,采购人员与检验人员需依此检验规范进行采购和验收。 2 范围 本检验规范规定了本公司采购的各种标准紧固件(包括螺钉、螺栓、螺母、垫圈、自攻螺钉等)的技术要求、测试方法、验收规则。 3 职责 检验员:负责依据检验规范及相关产品规格资料执行各项检验。 采购人员:负责依本规范的质量要求进行产品的采购。 质量部经理:负责审批相关检验记录表,协调处理质量异常问题。 4 工作程序 操作者资格 经公司培训、考核合格,取得质量检验员任职资格,了解紧固件的相关术语及要求。 检测设备及工具 游标卡尺() 1 内六角搬手 1套 测试条件 典型环境温度:;20℃—30℃ 典型环境湿度:30%—60% 检验项目、技术要求及测试方法
4.4.1 质量说明文件 目测法检查,要求送检产品应附有相应的“产品合格证”或“检测记录”。“检测记录”中测试数据应在其相应规范允许范围内并结论合格。 4.4.2产品型号、数量 目测法检查,要求根据装相单中填写的规格型号和数量描述情况查验实物应与送检单描述一致。 4.4.3产品包装 目测法检查,要求产品内、外包装完好无破损、无碰撞或淋雨现象,标识清晰。 4.4.4外观、性能技术要求、缺陷分类及测试方法 4.4.4.1外观表面质量、缺陷分类及测试方法 外观表面质量、缺陷分类及测试方法见表1。 表1 外观表面质量、缺陷分类及测试方法 4.4.4.2技术指标要求、缺陷分类及测试方法 4.4.4.螺栓的技术要求、缺陷分类及测试方法 螺栓的技术要求、缺陷分类及测试方法见表2,外形图见图1。[本表包括六角头螺栓—C级(GB/T5780)、六角头螺栓全螺纹—C级(GB/T5781)、六角头螺栓(GB/T5782)] 膨胀螺栓的技术要求、缺陷分类及测试方法见表3。 表2螺栓的技术要求、缺陷分类及测试方法单位:mm
紧固件进货检验规范
北京安龙科技集团有限公司紧固件检验规范 文件编号:JS-17-1/1 版次:A 编制: 审核: 批准: 受控状态: 发布日期: 2011 年 7月 30 日实施日期: 2011 年 7月 30 日
紧固件检验规范 1 目的 为了确保本公司采购的紧固件符合技术设计的要求,特制订本检验规范,采购人员与检验人员需依此检验规范进行采购和验收。 2 范围 本检验规范规定了本公司采购的各种标准紧固件(包括螺钉、螺栓、螺母、垫圈、自攻螺钉等)的技术要求、测试方法、验收规则。 3 职责 检验员:负责依据检验规范及相关产品规格资料执行各项检验。 采购人员:负责依本规范的质量要求进行产品的采购。 质量部经理:负责审批相关检验记录表,协调处理质量异常问题。 4 工作程序 4.1 操作者资格 经公司培训、考核合格,取得质量检验员任职资格,了解紧固件的相关术语及要求。 4.2 检测设备及工具 游标卡尺(0.02mm) 1 内六角搬手 1套 4.3 测试条件 典型环境温度:;20℃—30℃ 典型环境湿度:30%—60% 4.4 检验项目、技术要求及测试方法 4.4.1 质量说明文件 目测法检查,要求送检产品应附有相应的“产品合格证”或“检测记录”。“检测记录”中测试数据应在其相应规范允许范围内并结论合格。 4.4.2产品型号、数量 目测法检查,要求根据装相单中填写的规格型号和数量描述情况查验实物应与送检单描述一致。 4.4.3产品包装 目测法检查,要求产品内、外包装完好无破损、无碰撞或淋雨现象,标识清晰。
4.4.4外观、性能技术要求、缺陷分类及测试方法 4.4.4.1外观表面质量、缺陷分类及测试方法 外观表面质量、缺陷分类及测试方法见表1。 4.4.4.2.1螺栓的技术要求、缺陷分类及测试方法 螺栓的技术要求、缺陷分类及测试方法见表2,外形图见图1。[本表包括六角头螺栓—C级(GB/T5780)、六角头螺栓全螺纹—C级(GB/T5781)、六角头螺栓(GB/T5782)] 膨胀螺栓的技术要求、缺陷分类及测试方法见表3。 GB5780 GB5781
紧固件检验规范
紧固件检验规范 文件编号: 版次: 编制: 审核: 批准: 受控状态: 发布日期: 2011 年 7月 30 日 实施日期: 2011 年 7月 30 日 紧固件检验规范 1 目的 为了确保本公司采购的紧固件符合技术设计的要求,特制订本检验规范,采购人员与检验人员需依此检验规范进行采购和验收。 2 范围 本检验规范规定了本公司采购的各种标准紧固件(包括螺钉、螺栓、螺母、垫圈、自攻螺钉等)的技术要求、测试方法、验收规则。 3 职责 检验员:负责依据检验规范及相关产品规格资料执行各项检验。
采购人员:负责依本规范的质量要求进行产品的采购。 质量部经理:负责审批相关检验记录表,协调处理质量异常问题。 4 工作程序 4.1 操作者资格 经公司培训、考核合格,取得质量检验员任职资格,了解紧固件的相关术语及要求。 4.2 检测设备及工具 游标卡尺 (0.02mm) 1 内六角搬 手 1套 4.3 测试条件 典型环境温度:;20℃—30℃ 典型环境湿度:30%—60% 4.4 检验项目、技术要求及测试方法 4.4.1 质量说明文件 目测法检查,要求送检产品应附有相应的“产品合格证”或“检测记录”。“检测记录”中测试数据应在其相应规范允许范围内并结论合格。
4.4.2产品型号、数量 目测法检查,要求根据装相单中填写的规格型号和数量描述情况查验实物应与送检单描述一致。 4.4.3产品包装 目测法检查,要求产品内、外包装完好无破损、无碰撞或淋雨现象,标识清晰。 4.4.4外观、性能技术要求、缺陷分类及测试方法 4.4.4.1外观表面质量、缺陷分类及测试方法 外观表面质量、缺陷分类及测试方法见表1。 表1 外观表面质量、缺陷分类及测试方法
高强螺栓、普通紧固件连接施工工艺标准
高强螺栓、普通紧固件施工工艺标准 1适用范围 适用于建筑工程钢结构安装过程中,构件机械连接的施工;主要涉及扭剪型型高强度螺栓,普通螺栓、射钉等普通紧固件的施工工艺。 2施工准备 技术准备 图纸会审和深化设计工作已完成报审。 施工方案已编制,明确流水作业划分、施工顺序、螺栓的储存及使用、作业进度计划、工程量等并分级进行交底。 吊装前对于摩擦面的油污、尘土、浮锈要进行清除,要求摩擦面保持干燥、整洁,不应有飞边、毛刺、焊接飞溅物、焊疤、氧化铁皮、污垢等。若有的话,需用钢丝刷及时清除,以提高其抗滑移系数。 高强螺栓的形式、规格和技术要求必须符合设计要求和有关规定,高强螺栓必须经试验确定扭矩系数或复验螺栓拉力,符合规定时方准使用。 材料要求 高强螺栓及普通紧固件进场检验 (1)螺栓均应按设计及规范要求选用其材料和规格,保证其性能符合要求。 (2)高强度螺栓连接副应进行摩擦面抗滑移系数试验,试验用螺栓连接副应在施工现场待安装的螺栓批中随机抽取。每套连接副只应做一次试验,不得重复使用。 高强螺栓抗滑移系数试验用试件尺寸如下图: 图高强螺栓抗滑移系数试验用试件尺寸 (3)高强螺栓和连接副的额定荷载及螺母和垫圈的硬度试验,应在工厂进行; 连接副紧固轴力的平均值和变异系数由厂方、施工方参加,在工厂确定。 扭剪型高强度螺栓紧固轴力()表
高强螺栓的保管 主要机具 扭剪型高强螺栓用扳手、扭矩型高强度螺栓扳手、检测合格的力矩扳手、手动棘轮扳手、橄榄冲子(俗称过眼冲钉,形似橄榄)、力矩倍增计、手锤等。 作业条件 现场水电供应正常,道路通畅,作业面照明条件良好。 安全平网悬挂到位无死角,生命绳固定牢固,经检查符合施工需要和安全要求。 雨天严禁作业,雨后应用压缩空气吹净,干燥后方能进行作业。 管理人员已向作业班组进行安全技术交底。
紧固件检验规范
标准修订记录表
QJ 紧固件(螺栓、螺钉、螺柱和螺母) 检验规范 XXXXXXXXXXXXXXX有限公司发布
目次 前言 ............................................................................................................................. 错误!未定义书签。 1 范围.................................................................................................................................. 错误!未定义书签。 2 规范性引用文件.............................................................................................................. 错误!未定义书签。 3 技术要求及试验方法...................................................................................................... 错误!未定义书签。 4 检验规则.......................................................................................................................... 错误!未定义书签。 5 标志、包装、运输和贮存.............................................................................................. 错误!未定义书签。附录 A (规范性附录)检验报告模板.................................................................... 错误!未定义书签。附录 B (规范性附录)头部坚固性试验................................................................ 错误!未定义书签。
紧固件检验规范
1. 目的 为了严格控制紧固件产品质量,规范紧固件检验标准,为采购该产品的验收工作提供指导依据。 2. 适用范围 本规范适用于螺钉、螺母、垫圈等相关的紧固件。 3. 引用标准 GB/T 196-81普通螺纹基本尺寸 GB/T 3103.1-82紧固件公差螺柱、螺钉和螺母GB1237-88紧固件的标记方法 GB/T 90-85紧固件验收检查标志与包装 GB/T 93-87 标准型弹簧垫圈 GB/T 894.1-1986轴用弹性挡圈 GB/T 5779.1-86紧固件表面缺陷——螺栓、螺钉和螺栓——一般要求。 GB/T 5779.2-86紧固件表面缺陷——螺母——一般要求 JBT 9163.17-1999 带肩六角螺母尺寸 GB/T 1096-2003 普通型平键 4. 技术要求 紧固件的应用非常广泛,其材质也很多。螺钉螺母的主要材质有碳钢、不锈钢、高强度钢和塑钢等几个种类,其中碳钢螺母和不锈钢螺母较为常见,高强度钢螺母和塑钢螺母则多用于满足特殊环境要求。垫圈通常材质有普通碳钢,不锈钢等,一般用Q235钢;弹簧垫圈用的一般是弹簧钢,一般用65Mn钢。 4.1螺钉:我们选用内六角圆柱头螺钉和开槽盘口螺钉。 4.1.1 内六角圆柱头螺钉:结构图和尺寸规格如下: 图1 内六角圆柱头螺钉
表1 内六角圆柱头螺钉单位mm 螺纹规格d M6M8M10M12M16M20M24M30 d k max(1)1013161824303645 max(2)10.2213.2716.2718.2724.3330.3336.3945.39 min9.7812.7315.7317.7323.7629.6735.6144.61 K max68101216202430 min 5.767.649.6411.5715.5719.4823.4829.48 S5681014171922 e min 5.72 6.869.1511.4316.0019.4421.7325.15 L系(3)10~3012~35(16)~4020~4525~(55)30~(65)40~8045~90 (4)35~6040~8045~10050~12060~16070~20090~200100~200 L尺寸表12,(14),(16),20,25,30,35,40,45,50,(55),60,(65),70,80,90,100,110,120,130,140,150,160,180,200 注:(1)光滑头部(2)滚花头部(3)杆部螺纹距头部3倍螺距(P)以内(4)螺纹距头部大于3倍螺距(P) 尽 量不采用括号内的尺寸 4.1.2开槽盘头螺钉:结构及尺寸规格如下: 图2 开槽盘头螺钉 表2 开槽盘头螺钉尺寸单位mm 螺纹规格d M2M2.5M3(M3.5)M4M5M6M8M10 P(螺距)0.40.450.50.60.70.81 1.25 1.5 d k公称=max 4.0 5.0 5.67.008.009.5012.0016.0020.00 min 3.7 4.7 5.3 6.647.649.1411.5715.5719.48 K公称=max 1.30 1.50 1.80 2.10 2.40 3.00 3.6 4.8 6.0
验收记录表
住宅工程质量分户验收记录表 附表1
室内空间尺寸分户验收记录表
附表1.1 室内空间尺寸验收 1、验收内容: 1.1室内净高(按设计尺寸推算值)。 检查方法及数量:每个房间抽测5点,其中距墙(柱)500mm处各1点,中间测1点(厨房、卫生间等除外)。 1.2室内净开间、净进深(按设计尺寸推算值)。 检查方法及数量:每个房间抽测2点,其中距墙(柱)500mm处各1点(厨房、卫生间等除外),无墙体则测柱间净距。 1.3特殊的自然间可单独制定测量方法。 2、验收标准: 3.房型附图如下(房间应编号)。
门、窗、玻璃拦杆(板)安装分户验收记录表
附表1.2门、窗、玻璃安装验收 1、验收内容: 1.1外窗台高度。 检查方法及数量:钢尺检查,每一窗台不少于2点,记录最低点。全数检查。 1.2外窗渗漏。 检查方法及数量:观察检查。全数检查。 1.3推拉窗防脱落。 检查方法及数量:观察、手扳检查。全数检查。 1.4安全玻璃认证标志。 检查方法及数量:观察。全数检查。 1.5门窗开启性能。 检查方法及数量:观察、手板开启和关闭检查。全数检查。 1.6门窗配件。 检查方法及数量:观察、手板开启和关闭检查。全数检查。 1.7门窗扇密封条。 检查方法及数量:观察、手扳检查。全数检查。 1.8门窗排水。 检查方法及数量:观察、手扳检查。全数检查。 1.9进户门质量。 检查方法及数量:观察、开启检查、检查出厂合格证。全数检查。 1.10玻璃品种、规格、厚度 检查方法及数量:查合格证、游标卡尺检查。全数检查。 1.11门窗观感。 检查方法及数量:观察检查。全数检查。 2、验收标准: 2.1外窗台净高不低于0.90m,否则应采取防护措施。 2.2外窗及周边无渗漏。 2.3推拉窗必须有防脱落装置。 2.4应使用安全玻璃的,不得使用普通玻璃,玻璃上应有安全认证标志。 2.5门窗应开关灵活、关闭严密,无倒翘。 2.6门窗配件的规格、数量应符合设计要求,安装应牢固,位置应正确,功能应满足使用要求。窗锁扣应采用不锈钢等材料。 2.7密封条应安装完好,不脱槽,密封条应在转角处断开,并在转角处固定。 2.8有排水孔的门窗,排水孔应畅通,位置数量应满足排水要求。窗台流水坡度、滴水线、鹰嘴设置合理到位。 2.9进户门种类应符合设计要求。 2.10玻璃的品种、规格、厚度应符合设计要求和相应标准的要求。 2.11观感质量应符合质量要求。 2.12落地门窗、玻璃隔断等易受人体或物体碰撞的玻璃,应在视线高度设醒目标志或护栏,碰撞后可能发生高处人体或玻璃坠落的部位,必须设置可靠的护栏。 2.13栏板(杆)高度、型式、厚度应符合设计要求,同时必须符合强制性标准要求。