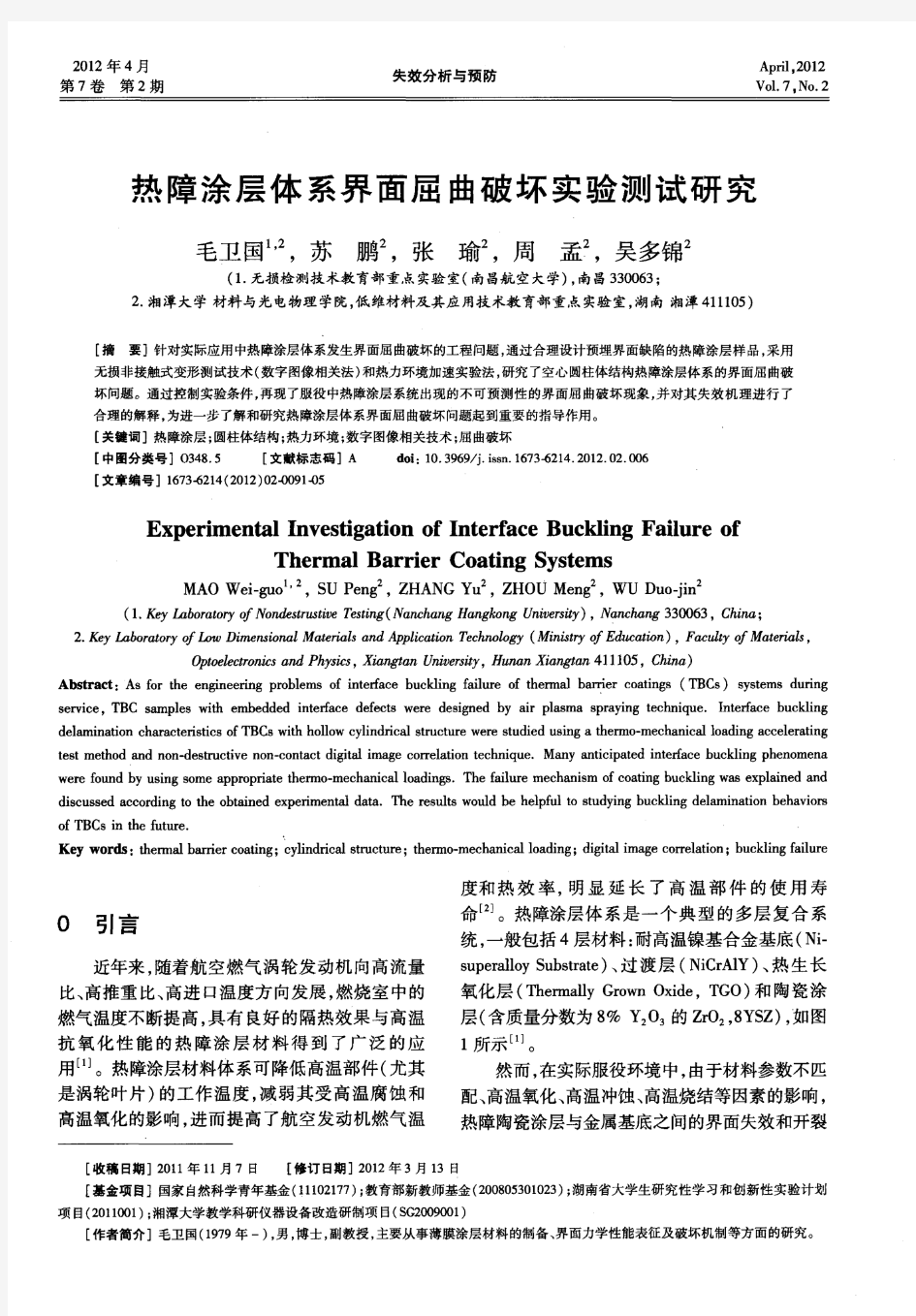
热障涂层体系界面屈曲破坏实验测试研究
油漆涂层附着力检测方法(百格测试)
油漆涂层附着力检测方法 ——百格测试 含义及测试方法 含义:一般而言是测试对象在经过涂装之后测试其附着度的工具,按照日本工业标准(JIS),分为1~5级,级数越高,要求越严格,当客户规范当中要求是第5级时,表示完全不能有脱落。参考标准:《GBT9286-1998 色漆和清漆漆膜的划痕实验》 测试方法:用百格刀在测试样本表面划10×10个(100个)1mm×1mm小网格,每一条划线应深及油漆的底层;用毛刷将测试区域的碎片刷干净;用3M600号胶纸或等同效力的胶纸牢牢粘住被测试小网格,并用橡皮擦用力擦拭胶带,以加大胶带与被测区域的接触面积及力度;用手抓住胶带一端,在垂直方向(90°)迅速扯下胶纸,同一位置进行2次相同试验。实验条件及标准 规定利用3M600或610的胶带黏贴于百格中,快速拉起3M胶带,其面漆或电度层被胶带黏起的数量依照百格的百分比: ISO等级:0 =ASTM等级:5B 切口的边缘完全光滑,格子边缘没有任何剥落。 ISO等级:1 =ASTM等级:4B 在切口的相交处有小片剥落,划格区内实际破损≤5% 。 ISO等级:2 =ASTM等级:3B 切口的边缘和/或相交处有被剥落,其面积大于5%~15% 。 ISO等级:3 =ASTM等级:2B 沿切口边缘有部分剥落或整大片剥落,或部分格子被整片剥落。剥落的面积超过15%~35% 。 ISO等级:4 =ASTM等级:1B 切口边缘大片剥落/或者一些方格部分或全部剥落,其面积大于划格区的35%~65% 。 ISO等级:5 =ASTM等级:0B 在划线的边缘及交叉点处有成片的油漆脱落,且脱落总面积大于65%。 依照客户要求B数测试是否通过百格实验,一般手机业界客户要求在4B以上。 正式的话是使用百格刀,横向与纵向各划1刀及型成100各细小方格.如无百格刀利用美工刀也可以. 利用3M600或610的胶带黏贴于百格中,快速拉起3M胶带,测试脱落数量。 操作步骤: 用划格器在涂层上切出十字格子图形,切口直至基材; 用毛刷对角线方向各刷五次,用胶带贴在切口上再拉开; 观察格子区域的情况,可用放大镜观察。 划格结果附着力按照第二项的标准等级。 相关测试工具产品参数 百格测试仪(漆膜划格仪,漆膜划格器) 产品说明: 根据ISO2409-1992标准设计制造的。 适用于GB/T9286-98、BS 3900 E6/ASTM D3359。 特点: 用于均匀划出一定规格尺寸的方格,通过评定方格内涂膜的完整程度来评定涂膜对基材附着程度,以‘级’表示。它主要用于有机涂料划格法附着力的测定,不仅适用于实验室,也可用于各种条件下的施工现场。 用途:
热障涂层的制备及其失效的研究现状
收稿日期:2009206201; 修订日期:2009206225 作者简介:邢亚哲(19762 ),陕西岐山人,讲师,博士.研究方向:材料表 面强化及器件制造. Email:x ingyazhe@gm https://www.360docs.net/doc/7b3592670.html, 热障涂层的制备及其失效的研究现状 邢亚哲,郝建民 (长安大学材料科学与工程学院,陕西西安710064) 摘要:热障涂层作为航空发动机和燃气轮机高温部件的保护涂层,其抗高温失效能力直接决定了部件的工作效率和寿命。回顾热障涂层的发展历史及研究现状,着重介绍了热障涂层的主要制备方法及其相应涂层的结构特征,综述了各类热障涂层失效的影响因素和失效机理。 关键词:热障涂层;电子束物理气相沉积;等离子喷涂;失效机理 中图分类号:TG174.44 文献标识码:A 文章编号:100028365(2009)0720922204 Re se a rc h Stat us in Fa bric at ion and Fa ilure of The rmal Barrie r Co atings XING Ya 2zhe,HAO Jian 2min (School of Mater ials Science and Engineering,Chang p an University,Xi p an 710064,China) Abst ract:Thermal barrier coatings are widely used to protect the components in aircraft and industrial gas 2turbine engines against high temperature damage.The e ne rgy efficiency and lifetime of these components are mainly dominated by the failure resistance of thermal barrier coatings in the high te mperature atmosphere.In this paper,the development and research status of thermal barrie r coatings are reviewe d.Especially,the main fabricating methods and the microstructure fe ature of the coatings,as well as the factors re sulting in the failure of thermal barrier coatings and its failure mechanisms,are summarized in detail. K e y words:Thermal barrier coatings;Electron beam physical vapor deposition;Plasma Spraying; Fa ilure mechanism 随着现代工业的发展,数以百计种类型的涂层被用在各种结构材料表面,以使这些材料表面免受腐蚀、磨损、侵蚀和高温氧化等危害。热障涂层(T BCs:Thermal Barrier Coatings)就是其中的一种,其具有最复杂的结构且工作在高温环境下,常作为航空发动机和燃气轮机受高温零件的保护涂层,以提高设备的工作温度和效能,同时减少温室气体的排放量。典型的TBCs 在结构上包含四个部分 [1] :1基体,即被保护的 零件;o金属结合层(BC:Bond Coat),通常为高温合金MCrA lY(M 代表Ni 、Co 或NiCo 合金);?热生长氧化物层(T GO:Thermally Grown Oxide),TGO 是在高温条件下外部氧通过T C 层到达BC 层表面并使其氧化而形成的,通常为一致密的Al 2O 3薄膜,在随后的工作过程中能够阻止外部氧向BC 层内部和基体的扩散,起到保护基体(零件)的作用;?陶瓷顶层(TC:Top Coat),一般为6%~8%Y 2O 32Zr O 2(YSZ), 正是由于YSZ 低的热传导率和相对较高的热膨胀系数,使其具有优越的热障和耐热冲击性能。目前,TBCs 研究的难点和重点主要为对其失效的控制[1~4]。为此,对TBCs 微观结构的研究显得尤为重要。而作为控制其微观结构的主要因素,即TBCs 的制备工艺就成了国内外学者们关注的热点。1 基于制备工艺的T BCs 的发展历程 早期在航空航天发动机中应用的TBCs(又称第一代T BCs),其BC 层和TC 层均采用大气等离子喷涂(APS:Atmospheric Plasma Spr aying)制备。对于APS BC 层,涂层含氧量较高,特别是有一定量的氧化镍生成,而氧化镍的存在致使难以形成在高温下具有保护性能的致密TGO 氧化膜,BC 层使用过程中容易在其内部也发生显著氧化而使层内结合弱化,裂纹易在BC 层内扩展而造成涂层剥落失效,使得该类T BCs 寿命较低。 随着低压(又称真空)等离子喷涂(LPPS:Low Pressur e Plasma Spraying)技术的进步和发展,逐步采用VPS 制备BC 层,避免了喷涂过程中高温合金BC 层的氧化,并通过热扩散处理,从根本上强化了BC
材料物理性能思考题
材料物理性能思考题 第一章:材料电学性能 1如何评价材料的导电能力?如何界定超导、导体、半导体和绝缘体材料? 2 经典导电理论的主要内容是什么?它如何解释欧姆定律?它有哪些局限性? 3 自由电子近似下的量子导电理论如何看待自由电子的能量和运动行为? 4 根据自由电子近似下的量子导电理论解释:准连续能级、能级的简并状态、 简并度、能态密度、k空间、等幅平面波和能级密度函数。 5 自由电子近似下的等能面为什么是球面?倒易空间的倒易节点数与不含自旋 的能态数是何关系?为什么自由电子的波矢量是一个倒易矢量? 6 自由电子在允许能级的分布遵循何种分布规律?何为费米面和费米能级?何 为有效电子?价电子与有效电子有何关系?如何根据价电子浓度确定原子的费米半径? 7 自由电子的平均能量与温度有何种关系?温度如何影响费米能级?根据自由 电子近似下的量子导电理论,试分析温度如何影响材料的导电性。 8 自由电子近似下的量子导电理论与经典导电理论在欧姆定律的微观解释方面 有何异同点?
9 何为能带理论?它与近自由电子近似和紧束缚近似下的量子导电理论有何关 系? 10 孤立原子相互靠近时,为什么会发生能级分裂和形成能带?禁带的形成规律 是什么?何为材料的能带结构? 11 在布里渊区的界面附近,费米面和能级密度函数有何变化规律?哪些条件下 会发生禁带重叠或禁带消失现象?试分析禁带的产生原因。 12 在能带理论中,自由电子的能量和运动行为与自由电子近似下有何不同? 13 自由电子的能态或能量与其运动速度和加速度有何关系?何为电子的有效质 量?其物理本质是什么? 14 试分析、阐述导体、半导体(本征、掺杂)和绝缘体的能带结构特点。 15 能带论对欧姆定律的微观解释与自由电子近似下的量子导电理论有何异同 点? 16 解释原胞、基矢、基元和布里渊区的含义
热障涂层材料研究进展_周洪
*2005民口配套项目 周洪:男,1972年生,博士生,讲师,主要从事材料表面技术的研究工作 E -mail :zhouhong @https://www.360docs.net/doc/7b3592670.html, 热障涂层材料研究进展* 周 洪,李 飞,何 博,王 俊,孙宝德 (上海交通大学金属基复合材料国家重点实验室,上海200030) 摘要 简要概述了热障涂层材料的基本要求,介绍了国内外热障涂层材料近年来的研究状况和发展趋势。目前 广泛使用的是Y 2O 3稳定Z rO 2热障陶瓷材料及其粘结层材料,而稀土锆酸盐和稀土氧化物是非常有前景的隔热材料。 关键词 热障涂层 M C rAlY 二氧化锆 Research Progresses in Materials for Thermal Barrier Coatings ZHO U Hong ,LI Fei ,HE Bo ,WANG Jun ,SUN Baode (T he Sta te K ey Labor atory of M e ta l M at rix Co mpo sitio ns ,Shanghai Jiao tong U niver sity ,Shanghai 200030) A bstract T he rmal bar rie r coating s (T BCs )o ffer the po tential to significantly improve efficiencies of aero en -g ines a s w ell as g as turbine engines fo r po wer generatio n.State -of -the -ar t T BCs ,ty pica lly consisting of an y ttria -stabi -lized zir co nia top coat and a metallic bo nd co at ,hav e bee n widely used to prolong lifetime now adays.In the pape r ,re -sear ch status a nd prog resses o f materials for the rmal bar rie r coating s a re briefly rev iew ed.Except y ttria stabilized zir -co nia ,o ther materials such a s lanthanum zirconate and rar e ear th o xides a re also promising materials for thermal bar rie r co ating s. Key words ther mal bar rier co atings ,M CrA lY ,zir co nia 0 引言 热障涂层(T hermal bar rier coating s ,简称T BCs )通常是指沉积在金属表面、具有良好隔热效果的陶瓷涂层,主要用来降低 基体的工作温度,免受高温氧化、腐蚀、磨损。美国N AS A -Lew is 研究中心为了提高燃气涡轮叶片、火箭发动机的抗高温和耐腐蚀性能,早在20世纪50年代就提出了热障涂层概念。在涂层材料选择和制备工艺上进行较长时间的探索后,80年代初取得了重大突破,为热障涂层的应用奠定了坚实基础。文献表明,目前先进陶瓷热障涂层能在工作环境下降低零件温度170℃左右[1~3]。随着热障涂层在高温发动机热端部件上的应用,人们认识到热障涂层的应用不仅可以达到提高基体抗高温腐蚀能力,进一步提高发动机工作温度的目的,而且可以减少燃油消耗、提高效率、延长热端部件的使用寿命。与开发新型高温合金材料相比,热障涂层的研究成本要低得多,工艺也现实可行[2,4]。 1 热障涂层系统材料体系 高温隔热涂层的研究发展经历了数十年。20世纪60年代研制出β-NiA l 基铝化物涂层,但其脆性大,A l 元素向基体扩散 快,寿命短;之后出现了加入Cr 、Ti 、Si 、Y 、T a 、Pt 等元素改进的铝化物涂层,其中镀Pt 渗Al 形成的铂铝涂层具有较长的寿命。目前普遍使用的热障涂层系统是以M Cr AlY (M =N i ,Co ,Fe ,N i +Co )高温抗氧化合金为中间粘结层,表面覆盖Y 2O 3稳定的Z rO 2陶瓷隔热涂层[5,6]。 1.1 热障涂层陶瓷材料 热障涂层材料需要具有难熔、化学惰性、相稳定和低热导、低密度、高热反射率等重要物理化学特征,同时要考虑其热膨胀 系数与基体材料相匹配。另外,针对高温部件氧化腐蚀的问题,应当考虑低烧结率、界面反应和抗高温氧化腐蚀等因素。 陶瓷材料具有离子键或共价键结构,键能高,因此熔点高、硬度高、化学性能稳定,是热障涂层的理想材料。但韧性、抗疲劳性和抗热震性较差,对应力集中和裂纹敏感。目前使用的热障涂层陶瓷材料多为金属氧化物,这是因为金属氧化物陶瓷的导热以声子传导和光子传导机理为主,热导率较低且其涂层在富氧环境中具有良好的高温稳定性[7]。常用氧化物陶瓷的导热顺序为[8]: BeO >M g O >Al 2O 3>CaO >Z rO 2 常用热障涂层陶瓷材料有Al 2O 3、Z rO 2、SiO 2等,主要性能如表1所示[6,8~10]。 研究表明[1,2,4,9~12],Z rO 2是目前应用广泛、综合性能最好的热障涂层材料。它具有高熔点、耐高温氧化、良好的高温化学稳定性、较低且稳定的热传导率和优良的抗热震性等特性,并且热膨胀系数接近金属材料。纯Zr O 2具有同素异晶转变,常温下稳定相为单斜结构;高温下稳定相则为立方结构: 单斜相(m ) 1170℃950℃ 正方相(t )2370℃ 立方相(c ) 单斜相与四方相间转化因伴有3%~6%的体积分数变化而导致热应力产生,因此,使用纯Z rO 2制备的热障涂层不稳定。为避免这个缺点,可采用M gO 、CaO 、CeO 2、Sc 2O 3、In 2O 3、Y 2O 3等氧化物来稳定Z rO 2,起到相变增韧的效果[8]。最早使用的是22%M gO 完全稳定的Zr O 2,在热循环过程中M gO 会从固溶体中析出,使涂层热导率提高,降低了涂层的隔热性能。CaO 对Zr O 2的稳定也不好,在燃气的硫化作用下,CaO 从涂层
EB-PVD制备热障涂层完整介绍
电子束物理气相沉积(EB-PVD)技术制备热障涂层技术 黄升 摘要:本文介绍电子束物理气相沉积(EB-PVD)制备热障涂层技术,结合发展历程综述其技术原理、设备构造及工艺特点。 关键词:电子束物理气相沉积(EB-PVD)热障涂层 1 引言 当今航空涡扇发动机正朝高流量比、高推重比和高涡轮进口温度方向发展,这就使得发动机叶片所承受温度不断升高,据报道目前商用飞机燃气温度达1500 °C、军用飞机燃气温度高达1700 °C[1]。而当前所使用镍基高温合金最高工作温度只能达到1200 °C,并几乎已达到其使用温度上限,提升空间极其有限。面对发动机使用的高温障碍,降低发动机叶片温度就成了极其关键的任务。热障涂层就是一种降温的有效途径(见图1),自20世纪70年代初问世以来[2],受到广泛重视并迅速发展成为高温涂层研究的热点[3-8]。 图1 涡轮叶片承温能力 所谓热障涂层(Thermal Barrier Coatings, TBCs)是指由金属缓冲层或者黏结层和耐热性好、隔热性好的瓷热保护功能层组成的层合型金属瓷复合涂层系统[9]。一般由具有一定厚度和耐久性的瓷涂层、金属粘结层和承受机械载荷的合金组成。目前根据不同设计要求热障涂层具有如图2所示双层、多层、梯度系统三种结构形式。 图2 热障涂层结构示意图 而电子束物理气相沉积(Electron bean-physical vapor deposition EB-PVD)制备热障涂层(TBCs)是在20世纪80年代开发,近年来不断发展成熟起来的新技术,其使用高能
电子束加热并汽化瓷源,瓷蒸汽以原子形式沉积到基体上而形成涂层。EB-PVD法制备的TBCs涂层表面光洁,有良好的动力学性能;涂层/基体的界面以冶金结合为主,结合力强,稳定性好。特别是其制备涂层组织为垂直基体表面柱状晶结构,具有很高的应变容限,较热喷涂制备涂层热循环寿命提升巨大。另外EB-PVD工艺技术精密,具有良好的可重复性。 简而言之,EB-PVD法制备热障涂层是兼具优良性能和巨大应用潜力的前沿技术。 2 EB-PVD技术发展历程 EB-PVD技术是伴随着电子束与物理气相沉积技术的发展而发展。直到上世纪中叶,电子束与物理气相沉积技术结合并成功地用于材料焊接及镀膜(或涂层)的制备。20世纪80年代,美国、德国等西方国家开始利用EB-PVD工艺制备热障涂层,但由于该设备在西方国家价格昂贵,且制备成本高,这使得对EB-PVD 技术的开发曾经一度停止[10, 11]。 20世纪50年代,前联对EB-PVD设备和工艺的投入全部集中在乌克兰巴顿焊接研究所,该所设计制造了30多台各种类型的EB-PVD设备。前联解体后,在科学院院士B A Movchen 的领导下,乌克兰巴顿焊接研究所成立了电子束国际中心(International Center for Electron Beam Technologies, ICEBT),并将EB-PVD设备的成本降低到接近西方国家同类设备的1/5。该中心成功地在叶片上制备出热障涂层,现已得到应用。到了上世纪九十年代中期,随着乌克兰巴顿焊接研究所研制的低成本的EB-PVD设备在世界各国的推广,从而掀起了EB-PVD技术的开发的新热潮[12-14]。 鉴于等离子喷涂(APS)涂层表面粗糙度大、孔隙多,难以适应气动性要求高的飞行器发动机涡轮转子叶片,加之APS涂层热稳定性和抗热冲击、热腐蚀性差。因此自20世纪70年代开始国外对EB-PVD制备TBCs开展了大量研究,自20世纪80年代美国、德国均获得可成功的应用[15]。由于EB-PVD TBCs柱状组织结构,能非常牢固地粘接在金属基体上,当基体受热膨胀时,柱状瓷晶体在水平方向具有大膨胀系数与基体匹配,在平面的氏模量较低,可更多地释放热应力,具有较好的抗热冲击性。正是这种高应力容限,使这种TBCs在高应力发动机上成功工作而不致剥落。这种特性是等离子喷涂TBCs不具备的。EB-PVD制备的TBCs在航空航天领域得到了广泛应用并发挥了巨大作用,正常情况下,TBCs可降低金属表面温度50~80 °C,个别高温点降温可达140 °C。 以EB-PVD技术在梯度热障涂层的研究历程中起的作用为例,为了解决金属与瓷热膨胀系数不匹配造成瓷层过早剥落现象,德国和加拿大研究人员最先提出了梯度热障涂层的设想。梯度热障涂层(图3)顶层YSZ(Yttria Stabilized Zironia)瓷层,底层为NiCoCrAlY金属粘接层,在二者之间引入了Al2O3-YSZ 梯度过渡层[16, 17]。该系统中金属粘接层到瓷层为连续过渡,消除了层状结构的明显层间界面,使涂层力学性能由基体向瓷层连续过渡。B A Movchan等人[18]选用Al-Al2O3-YSZ作为梯度过渡材料,利用EB-PVD采用单源多组分蒸发技术制备梯度热障涂层。采用EB-PVD方法制备梯度热障涂层,将在YSZ瓷层形成柱状晶结构,极提高瓷层的容应变能力。当Al2O3和ZrO2共同蒸发时,将在基体上得到具有微观多孔结构的Al2O3-YSZ混合层,可以降低材料的热导率。EB-PVD制备梯度TBC的抗热震性能得到了提高,在1135 °C (24 h)风冷至50 °C的热循环试验条件下,涂层能持续1500 h。
材料物理性能及材料测试方法大纲、重难点
《材料物理性能》教学大纲 教学内容: 绪论(1 学时) 《材料物理性能》课程的性质,任务和内容,以及在材料科学与工程技术中的作用. 基本要求: 了解本课程的学习内容,性质和作用. 第一章无机材料的受力形变(3 学时) 1. 应力,应变的基本概念 2. 塑性变形塑性变形的基本理论滑移 3. 高温蠕变高温蠕变的基本概念高温蠕 变的三种理论 第二章基本要求: 了解:应力,应变的基本概念,塑性变形的基本概念,高温蠕变的基本概念. 熟悉:掌握广义的虎克定律,塑性变形的微观机理,滑移的基本形态及与能量的关系.高温蠕变的原因及其基本理论. 重点: 滑移的基本形态,滑移面与材料性能的关系,高温蠕变的基本理论. 难点: 广义的虎克定律,塑性变形的基本理论. 第二章无机材料的脆性断裂与强度(6 学时) 1.理论结合强度理论结合强度的基本概念及其计算 2.实际结合强度实际结合强度的基本概念 3. 理论结合强度与实际结合强度的差别及产生的原因位错的基本概念,位错的运动裂纹的扩展及扩展的基本理论 4.Griffith 微裂纹理论 Griffith 微裂纹理论的基本概 念及基本理论,裂纹扩展的条件 基本要求: 了解:理论结合强度的基本概念及其计算;实际结合强度的基本概念;位错的基本概念,位错的运动;裂纹的扩展及扩展的基本理论;Griffith 微裂纹理论的基本概念及基本理论,裂纹扩展的条件熟悉:理论结合强度和实际结合强度的基本概念;位错的基本概念,位错的运动;裂纹的扩展及扩展的基本理论;Griffith 微裂纹理论的基本概念及基本理论,裂纹扩展的条件. 重点: 裂纹的扩展及扩展的基本理论;Griffith 微裂纹理论的基本概念及基本理论,裂纹扩展的条件难点: Griffith 微裂纹理论的 基本概念及基本理论 第三章无机材料的热学性能(7 学时) 1. 晶体的点阵振动一维单原子及双原子的振动的基本理论 2. 热容热容的基本概念热容的经验定律和经典理论热容的爱因斯坦模型热容的德拜模型 3.热膨胀热膨胀的基本概念热膨胀的基
划格法附着力测试操作流程
划格法附着力测试操作流程 1、仪器和材料 ⑴多刃刀具具有六个切割刃口,刀刃间隔为1mm或2mm的划格器 ⑵软毛刷 ⑶百格专用3M透明胶带 ⑷放大镜 2、测定方法 ①将试片放置在有足够硬度的平板上。 ②手持划格器手柄,使多刃切割刀垂直于试片平面。 ③以均匀的压力,平稳不颤动的手法和20-50mm/S的切割速度割划。 ④将试片旋转90度,在所割划的切口上重复以上操作,以使形成格阵图形。 ⑤用软毛刷刷格阵图形的两边对角线轻轻地向后5次,向前5次的刷试片。 ⑥试验至少在试片的三个不同位置上完成,如果三个位置的试验结果不同,应在多于三个位置上重复实验,同时记录全部结果。 ⑦如需更换多刃切割刀,可用螺丝刀将刀体上两个螺丝旋松,换上所用的刀,把刀刃口部位贴向手柄一侧,将螺丝旋紧。 ⑧划格试验结果评级
3.实验条件及标准 按漆膜被胶带黏起的数量依照百格的百分比: ISO等级:0 =ASTM等级:5B ,切口的边缘完全光滑,格子边缘没有任何剥落。 ISO等级:1 =ASTM 等级:4B ,在切口的相交处有小片剥落,划格区内实际破损≤5% ISO等级:2=ASTM等级:3B,切口的边缘或相交处有被剥落,面积大于5%~15% 。 ISO等级:3 =ASTM等级:2B ,沿切口边缘有部分剥落或整大片剥落,或部分格子被整片剥落。剥落的面积超过15%~35% 。 ISO等级:4 =ASTM等级:1B,切口边缘大片剥落或者一些方格部分部分或全部剥落,其面积大于划格区的35%~65% 。 ISO等级:5 =ASTM等级:0B在划线的边缘及交叉点处有成片的油漆脱落,且脱落总面积大于65%。 注:当等级在4B和5B时,百格测试合格.
涂层性能测试方法
涂层性能测试方法 1盐雾试验 盐雾试验是将试验样板(件)放置于盐雾箱中,在一定温度、湿度条件下,保持电解质溶液成雾状,进行循环腐蚀的实验室技术。 1.1盐雾试验注意事项 (1)供试验用样板底材,必须彻底清除锈迹和润滑油脂。无论是经喷砂、打磨还是磷化过的底材,谨防暴露于潮湿空气中,以防底材表面形成水膜造成再度生锈或因此而降低涂层与底材间的附着力。特别强调的是严禁用手指触摸底材有效部位,因为手指上的油脂、汗渍会沾污板面,造成涂层局部起泡和生锈。 (2)盐雾试验的关键是配制电解质溶液的浓度,多种组分的溶质要按比例严格称量,以确保pH值的准确性。不然会直接影响检测结果。 (3)制备涂层后的样板(件),需用涂料封边和覆盖底材裸露部位,否则,造成锈痕流挂、污染板面,给评定等级工作带来困难。 (4)定期查板(件)时,应保持板面呈湿润状态,尽量缩短板面暴露于空气中的时间。 (5)完成试验后,应立即对板面做出客观评价,包括:起泡、变色、生锈、脱落。也可按客户要求增加附着力、划痕单边锈蚀距离的检测评定。 (6)板面如需要划痕,则应一次性划透涂膜,并露出底材。不应重复施刀,以免造成划痕处涂层翻边和加宽单边锈蚀距离。根据经验,板面划痕通常为交叉状(X),而圆柱工件则可划成平行线(Ⅱ)。但划痕距板(件)缘应大于20mm,并依据GB/T9286—1998标准推荐的方法,使用单刃切割器。 值得注意的是划痕处单边锈蚀距离的测定方法。根据作者多年工作经验,在试验过程中,周期性查板(件)应保持原始锈蚀状态记录单项等级评定结果。当试验结束后进行综合等级评定时,首先选择划痕单边锈蚀最严重部位进行测量,然后用一工具小心剥离锈斑,尽量保持不要破坏涂层,用水冲净后再测量锈蚀距离,测量结果可能有3种情况:①因涂层沿 中心以化工行业技术需求和科技进步为导向,以资源整合、技术共享为基础,分析测试、技术咨询为载体,致力于搭建产研结合的桥梁。以“专心、专业、专注“为宗旨,致力于实现研究和应用的对接,从而推动化工行业的发展。
热障涂层的研究进展 终结篇
Thermal Barrier Coatings for Gas-TurbineEngine Applications Science 296, 280 (2002); DOI: 10.1126/science.1068609 Nitin P. Padture,1* Maurice Gell,1 Eric H. Jordan2 重点阐述热障涂层成分的选择、结构设计、制备工艺、失效机理以及发展趋势。 随着科学技术的发展,在航天航空、燃气发电等领域,热障涂层得到更广泛的应用。热障涂层可使高温燃气和工作基体金属部件之间产生很大的温降(可达170 ℃或更高) ,达到延长热机零件寿命、提高热机热效率的目。所谓热障涂层是指由金属粘结层和陶瓷表面涂层组成的涂层系统。陶瓷层是借助于中间抗高温氧化作用的合金粘结层而与基体连结的。这一中间过渡层减少了界面应力,避免陶瓷层的过早剥落。 金属粘结层主要作用增强陶瓷涂层与基体的结合力、提高热膨胀系数匹配, 提高基体的抗氧化性。目前,常用作粘结层的合金为MCrAlY, M 代表Fe、Co、Ni 或二者的结合,但由于CoO、Fe2O3 等在高温下易与ZrO2 的单斜相或立方相发生化学反应, 因此, CoCrAlY 和FeCrAlY 不宜做热障涂层的粘结底层。由于NiCoCrAlY 粘结层的抗氧化、抗热腐蚀综合性能较好,因此热障涂层大多采用这种合金体系。MCrAl Y的成分对TGO 的生长速度、成分、完整性以及与基体的结合力等因素有决定作用。 陶瓷层的作用:隔热,抗高温、热冲击性能及高温耐腐蚀性能。ZrO2 成为首选是因为具有很高的熔点、良好的高温稳定性、低的热导率以及与基体材料最为接近的热膨胀率。氧化锆是一种耐高温的氧化物,熔点是2 680 ℃,它有三种晶体类型:单斜四方立方。从四方相向单斜相转变,伴随3 %~5 %的体积膨胀,导致涂层破坏,为延长涂层的使用寿命,ZrO2 中需加入稳定剂。研究结果表明当Y2O3 含量小于6%时,在热循环过程中会发生四方相到单斜相的转变,导致涂层剥落;在Y2O3 含量为6 %~8 %时,陶瓷涂层抗热循环性能最好,寿命最长。可能适用于高温热障涂层的陶瓷材料主要有氧化锆、氧化铝、氧化钇/氧化铈稳定的氧化锆、莫来石、锆酸镧、稀土氧化物等但氧化钇/氧化铈稳定的氧化锆整体性能为最好,仍是目前广泛应用的陶瓷热障涂层。 TBC 主要有3 种结构: 双层系统、多层系统和梯度系统,。双层系统陶瓷层一般为YSZ,粘结层材料普遍采用MCrAlY 合金。制备工艺简单, 是TBC 主要采用的结构形式。多层系统是在双层结构的基础上多加了几层封阻层。封堵层可以阻止外部的V2O5、SO2 侵蚀粘结层, 降低氧的扩散速度, 能有效地防止粘结层氧化。但抗热震性能改善不大, 而且工艺复杂。梯度系统是在陶瓷层和基体金属之间采用成分、结构连续变化的一种系统。它可以减小陶瓷层与粘结底层因线膨胀系数不同而引起的内应力, 提高涂层的结合强度和抗热震性能,消除了层状结构的明显层间界面, 使力学性能和线膨胀系数连续过渡,还形成了孔隙率梯度。 从热障涂层技术的发展及应用来看,涂层的制备技术以等离子喷涂( PS)和电子束物理气相沉积( EB2PVD) 两种为主。等离子喷涂( PS)是把金属或陶瓷粉末送入高温的等离子体火焰,将喷涂材料加热到熔融或高塑性状态,在高速等离子体焰流的引导下,高速撞击工件表面最终形成的喷涂涂层,操作简便,制备成本低, 沉积率高,几乎适用于所有难熔材料的喷涂,组织为层状的等轴晶, 涂层与金属基体的结合力相对较低,低的耐应变性,涂层是多孔的, 金属结合层易氧化导
热障涂层的三维界面形貌与热应力关系
第32卷第1期2011年1月 焊 接 学 报 TRANSACTI ONS OF T HE C H I N A W ELDI NG I N STI TUTI ON V o.l 32 N o .1 Januar y 2011 收稿日期:2010-03-30 基金项目:国家自然科学基金资助项目(60879018) 热障涂层的三维界面形貌与热应力关系 王志平, 韩志勇, 陈亚军, 丁昆英 (中国民航大学材料工艺技术研究所,天津 300300) 摘 要:使用等离子喷涂方法制备出双层热障涂层(粘结层为N i C r A l Y,陶瓷层为Z r O 2).使用ABAQU S 有限元分析软件,采用间接耦合分析的方法,模拟计算了喷涂过程中陶瓷层/粘结层间三维结构椭圆界面的应力场分布,得出了粘结层表面三维椭球形貌单元位置和尺寸与热应力分布之间的关系.模拟结果表明,涂层制备后,椭球形貌单元位置和尺寸对于陶瓷层和粘结层的界面应力影响较为明显,在形貌单元尺寸一定的情况下,涂层边界附近形貌单元的热应力相对较大,是涂层失效的危险单元,单元角点处为各个单元的危险点,当短半轴为20 m 时界面危险点应力 y y 达到最大值324M Pa .关键词:热障涂层;热应力;界面形貌中图分类号:TG 172.6 文献标识码:A 文章编号:0253-360X (2011)01-0021- 04 王志平 0 序 言 基于提高航空发动机的经济性和可靠性的要求,热障涂层技术已成为未来发动机热端部件高温防护涂层技术的发展方向 [1,2] .由于涂层系统线膨 胀系数和导热系数在界面上跃变较大,尤其是在化学组成和物理性能陡变的粘结层和陶瓷层的结合界面上,无论在制备过程中还是在热载荷下,涂层内部的热应力容易导致涂层发生开裂、剥离、脱落等形式的失效. 界面粗糙化可以提高界面的结合强度,粗糙表面有利于增强机械结合力.然而,粗糙化的同时,界面出现复杂形貌,出现的垂直于界面的残余拉应力, 可能会导致涂层破裂和剥离[3,4] . 喷涂过程中残余应力与界面形貌的研究与预测的试验研究相对复杂,随着计算机技术的发展,有限元分析方法在分析涂层表面形貌与残余应力关系的研究得到了较快的发展 [5,6] . 考虑到涂层制备过程中出现的复杂的三维界面形貌,文中使用ABAQUS 有限元分析软件,研究了热障涂层制备过程中分界面上典型的三维椭球微坑形貌单元的热应力,对涂层的危险位置和可能的失效方式进行了初步分析. 1 热应力计算的基本原理 当涂层的温度发生变化时,由于热变形而产生线应变 (T 1-T 0),其中 是材料的线膨胀系数,T 1 是弹性体内任一点现时的温度值,T 0是初始温度值.如果物体的热变形不受任何约束时,则物体上有变形而不引起应力.但是,物体由于约束或各部分温度变化不均匀,热变形不能自由进行时,则在物体中产生应力. 涂层应力计算的过程一般可以分成以下几个步 骤.首先根据定解方程! 2 T =?c p T / t ,以及模型的初始条件和边界条件计算出涂层冷却过程中的温度场分布,其中!为热导率;?为密度;c p 为比热容;T 为温度;t 为时间.再根据涂层温度场分布和各部分的线膨胀系数计算在特定约束条件下的变形,然后利用几何方程由变形位移计算涂层各点的应变,最后根据材料的物理方程(应力与应变的关系)由应变计算各点的应力. 2 计算模型的建立 文中的研究对象为等离子喷涂方法制备的双层热障涂层,其陶瓷层(内含质量分数8%Y 2O 3的Zr O 2)厚度为250 m ,粘结层(N i 22Cr 10A l 1Y )厚度为100 m.粘结层表面均匀分布着椭球形微坑,长半轴长度为100 m,短半轴长度的变化范围为0~50 m.
材料物理性能测试思考题答案
有效电子数:不是所有的自由电子都能参与导电,在外电场的作用下,只有能量接近费密能的少部分电子,方有可能被激发到空能级上去而参与导电。这种真正参加导电的自由电子数被称为有效电子数。 K状态:一般与纯金属一样,冷加工使固溶体电阻升高,退火则降低。但对某些成分中含有过渡族金属的合金,尽管金相分析和X射线分析的结果认为其组织仍是单相的,但在回火中发现合金电阻有反常升高,而在冷加工时发现合金的电阻明显降低,这种合金组织出现的反常状态称为K状态。X射线分析发现,组元原子在晶体中不均匀分布,使原子间距的大小显著波动,所以也把K状态称为“不均匀固溶体”。 能带:晶体中大量的原子集合在一起,而且原子之间距离很近,致使离原子核较远的壳层发生交叠,壳层交叠使电子不再局限于某个原子上,有可能转移到相邻原子的相似壳层上去,也可能从相邻原子运动到更远的原子壳层上去,从而使本来处于同一能量状态的电子产生微小的能量差异,与此相对应的能级扩展为能带。 禁带:允许被电子占据的能带称为允许带,允许带之间的范围是不允许电子占据的,此范围称为禁带。 价带:原子中最外层的电子称为价电子,与价电子能级相对应的能带称为价带。 导带:价带以上能量最低的允许带称为导带。 金属材料的基本电阻:理想金属的电阻只与电子散射和声子散射两种机制有关,可以看成为基本电阻,基本电阻在绝对零度时为零。 残余电阻(剩余电阻):电子在杂质和缺陷上的散射发生在有缺陷的晶体中,绝对零度下金属呈现剩余电阻。这个电阻反映了金属纯度和不完整性。 相对电阻率:ρ (300K)/ρ (4.2K)是衡量金属纯度的重要指标。 剩余电阻率ρ’:金属在绝对零度时的电阻率。实用中常把液氦温度(4.2K)下的电阻率视为剩余电阻率。 相对电导率:工程中用相对电导率( IACS%) 表征导体材料的导电性能。把国际标准软纯铜(在室温20 ℃下电阻率ρ= 0 .017 24Ω·mm2/ m)的电导率作为100% , 其他导体材料的电导率与之相比的百分数即为该导体材料的相对电导率。 马基申定则(马西森定则):ρ=ρ’+ρ(T)在一级近似下,不同散射机制对电阻率的贡献可以加法求和。ρ’:决定于化学缺陷和物理缺陷而与温度无关的剩余电阻率。ρ(T):取决于晶格热振动的电阻率(声子电阻率),反映了电子对热振动原子的碰撞。 晶格热振动:点阵中的质点(原子、离子)围绕其平衡位置附近的微小振动。 格波:晶格振动以弹性波的形式在晶格中传播,这种波称为格波,它是多频率振动的组合波。 热容:物体温度升高1K时所需要的热量(J/K)表征物体在变温过程中与外界热量交换特性的物理量,直接与物质内部原子和电子无规则热运动相联系。 比定压热容:压力不变时求出的比热容。 比定容热容:体积不变时求出的比热容。 热导率:表征物质热传导能力的物理量为热导率。 热阻率:定义热导率的倒数为热阻率ω,它可以分解为两部分,晶格热振动形成的热阻(ωp)和杂质缺陷形成的热阻(ω0)。导温系数或热扩散率:它表示在单位温度梯度下、单位时间内通过单位横截面积的热量。热导率的单位:W/(m·K) 热分析:通过热效应来研究物质内部物理和化学过程的实验技术。原理是金属材料发生相变时,伴随热函的突变。 反常膨胀:对于铁磁性金属和合金如铁、钴、镍及其某些合金,在正常的膨胀曲线上出现附加的膨胀峰,这些变化称为反常膨胀。其中镍和钴的热膨胀峰向上为正,称为正反常;而铁和铁镍合金具有负反常的膨胀特性。 交换能:交换能E ex=-2Aσ1σ2cosφA—交换积分常数。当A>0,φ=0时,E ex最小,自旋磁矩自发排列同一方向,即产生自发磁化。当A<0,φ=180°时,E ex也最小,自旋磁矩呈反向平行排列,即产生反铁磁性。交换能是近邻原子间静电相互作用能,各向同性,比其它各项磁自由能大102~104数量级。它使强磁性物质相邻原子磁矩有序排列,即自发磁化。 磁滞损耗:铁磁体在交变磁场作用下,磁场交变一周,B-H曲线所描绘的曲线称磁滞回线。磁滞回线所围成的面积为铁 =? 磁体所消耗的能量,称为磁滞损耗,通常以热的形式而释放。磁滞损耗Q HdB 技术磁化:技术磁化的本质是外加磁场对磁畴的作用过程即外加磁场把各个磁畴的磁矩方向转到外磁场方向(和)或近似外磁场方向的过程。技术磁化的两种实现方式是的磁畴壁迁移和磁矩的转动。 请画出纯金属无相变时电阻率—温度关系曲线,它们分为几个阶段,各阶段电阻产生的机制是什么?为什么高温下电阻率与温度成正比? 1—ρ电-声∝T( T > 2/ 3ΘD ) ; 2—ρ电-声∝T5 ( T< <ΘD );
涂层附着力检测方法的详细介绍
涂层附着力的检测方法 摘要:介绍了防腐蚀涂料涂层附着力的机理,并对附着力检测的标准划格法、划X法以及拉开法的测试方法和程序,作了详细说明。 关键词:涂层、附着力、划格法、拉开法 1.涂层附着力 涂装工程中,对于防腐蚀涂料的涂层附着力检测是涂层保护性能相当重要的指标,越来越被业主和监理所重视。除了在试验室内的检测外,防腐蚀涂料的选用过程中,对涂料产品进行的样板附着力测试,以及施工过程中现场附着力的检测,也越来越普遍。 有机涂层与金属基底间的附着力,与涂层对金属的保护有着密切的关系,它主要是由附着力与有机涂层下金属的腐蚀过程所决定的。有机涂层下金属的腐蚀主要是由相界面的电化学腐蚀引起的,附着力的好坏对电化学腐蚀有明显的影响。良好的附着力能有效地阻挡外界电解质溶液对基体的渗透,推迟界面腐蚀电池的形成;牢固的界面附着力可以极大地阻止腐蚀产物——金属阳离子经相间侧面向阴极区域的扩散,这些阳离子扩散是为了平衡阴极反应所生成的带负电荷的氢氧根离子,这虽然是一个相当缓慢的过程,但是一旦附着力降低,阳离子从相间侧面向阴极扩散的扩散则容易得多。 有机涂层的附着力,应该包括两个方面,首先是有机涂层与基底金属表面的黏附力(adhesion),其次是有机涂层本身的凝聚力(Cohesion)。这两者对于涂层的防护作用来说缺一不可。有机涂层在金属基底表面的附着力强度越大越好;涂层本身坚韧致密的漆膜,才能起到良好的阻挡外界腐蚀因子的作用。涂层的不能牢固地黏附于基底表面,再完好的涂层也起不到作用;涂层本身凝聚力差,漆膜容易开裂而失去保护作用。这两个方面缺一不可,附着力不好,再完好的涂层也起不到作用;而涂层本身凝聚力差,则漆膜容易龟裂。这两者共同决定涂层的附着力,构成决定涂层保护作用的关键因素。 有关涂层附着力的研究有相当多的理论学说,影响涂层附着力有基本因素主要有两个,涂料对底材的湿润性和底材的粗糙度。涂层对金属底材的湿润性越强,附着力越好;一定的表面粗糙度对涂层起到了咬合锚固(Anchor Pattern)的作用。 检测涂层与底材之间的附着力有多种方法,很多机构制订了相应的标准,同时也制备了很多的仪器工具来进行附着力的检测。 适用于现场检测附着力的方法主要有两大类,用刀具划X或划格法,以及拉开法。这两种方法除了可以在实验室内使用外,更适合于在施工现场中应用。主要的应用标准如表1。 表1 涂层附着力的检测方法和标准 美国材料试验协会制订的ASTM D3359-02是目前最新版的有关划X法的标准。它适用于干膜厚度高于125微米的情况,对最高漆膜厚度没有作出限制.而相对应的划格法通常适用于250微米以下的干膜厚度。 测试所要有的工具比较简单,锋利的刀片,比如美工刀、解剖刀;25mm(1in.)的半透
04.025-2005 涂层附着力试验方法-划格法
涂层附着力试验方法-划格法(试行)范围 本规范规定了金属或非金属基材油漆涂层附着力特性的试验方法,此方法不适用于总厚度大于250μm的涂层,合成纤维涂层,以及粗糙表面的涂层。本标准由范围,规范性引用文件,试验目的,试验设备,取样或样板制作,试验过程等内容组成。 1 试验目的 通过从基材上脱落的油漆涂层来评定涂层附着力。 5.1 试样地尺寸要求能在三个不同的地方进行试验,且划痕距试板边缘至少为5mm 5.2 试板准备 5.2.1 清洁试板表面,保证涂层表面无油、蜡或其它残余物 5.2.2 试板表面的流挂、气泡或其它明显缺陷区域,不作为试验部位 5.2.3试验前,试板应在温度23±2℃,相对湿度为(50±5)%环境下静置16小时 2 试验过程 6.1刀具选用: 根据涂层的厚度选用不同刀锯的划格器: 膜厚:0~60μm,刀具间距1mm 膜厚:61~120μm,刀具间距2mm 膜厚:121~250μm,刀具间距3mm 6.2操作步骤 6.2.1 为了避免在试验期间试板的变形,应将试板放在刚性平面上。 6.2.2将切割工具放在样板表面的标准平面上,在工具上施加均匀压力,用均匀速度在漆膜上完成相应数量的划痕,保证划痕深入到基材;用同样方法呈90度交叉划痕,形成一个个方格。 6.2.3 用刷子轻刷划格部位,清除漆屑。 6.2.4 用专用胶带粘贴到被划伤的涂层表面,用手指把胶带再划格处上方的部位压平,保证胶带和涂层接触良好,胶带的长度至少超过划格处20mm。 6.2.5拿住胶带的末端在0.5秒到1秒内,以接近60度的角度迅速地剥离,揭下胶带。 6.2.6 检查格子区域涂层剥落情况(可用放大镜观察),按标准判定级别。 6.3 在试样上至少进行三个不同位置的试验,相互间距与试样边缘的距离不小于5mm,如果三次结果不一致,差值超过一个等级时,在三个以上不同位置重复以上实验或者另取试样进行试验。 3 结论描述 1