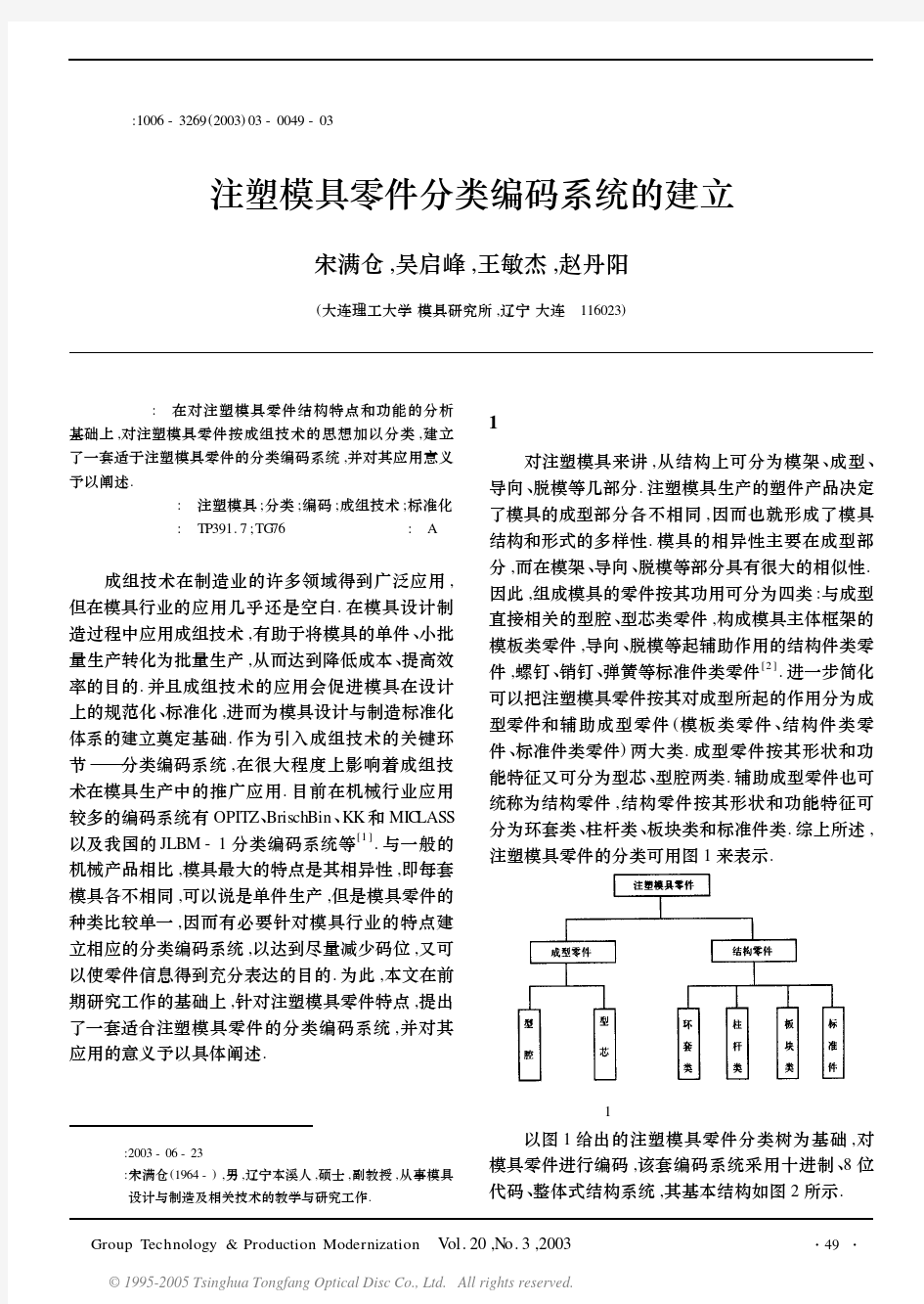
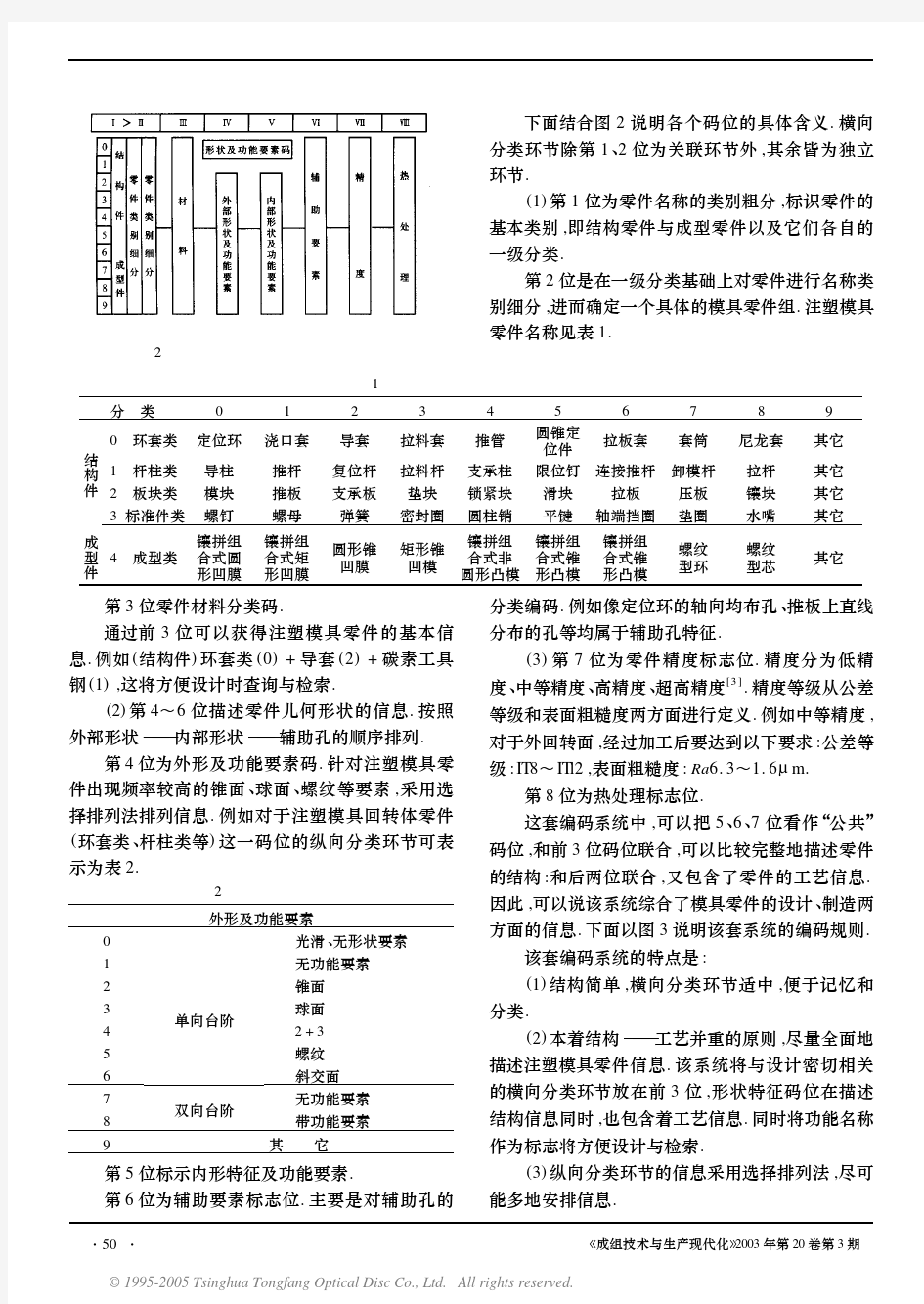
注塑模具零件分类编码系统的建立
注塑模之标准模架
模具是制造模型的工具,按特定形状去成型具有一定形状和尺寸的制品的工具。模具技术在制造业中占用很高的地位。对于我们产品设计人员来说,模具在工作中频繁出现,与我们的工作内容关系紧密,因为我们设计出来的产品零件很多需要通过模具来实现,对于模具知识的掌握是必不可少的。 模具(注射模)组成:成型部分、浇注系统、导向机构、脱模装置、侧向分型抽芯机构、温度调节和排气系统和标准模架。 一,标准模架结构简述 不同产品零件所需要的模具不一样,而模具结构又有很多相同的结构,所以为了更加效率地做出模具,人们开始使用一些标准模架,标准模架构成了模具的骨架,只要换成不同的匹配模仁,就能成型不同的零件,对于整个模具来说,就有三个部分组成:前模板、后模板和模仁,当然,一套模具是相当复杂的,这里只是介绍模具的骨架--标准模架。 1,标准模架的分类 对于塑胶模具,按照基本结构分类,一般分为二板模式模具(大水口)和三板式模具(细水口),其中三板式模具又可以细分为细水口模具和简化型细水口模具,对应的就有大水口模架、细水口模架和简化型细水口模架。 2,模架的基本结构(以二板模CI型为例) 由上图可以看出标准模架的组成 (1),板子部分:前模底板、后模底板、前模板、后模板、上顶出板、下顶出板、两个模脚。 前后模底板:分别要和注塑机上面的定模扳和动模板固定在一起。 前后模板:两个模仁就是要镶嵌在两个模板里面。 上下顶出板:注塑机上面的合模系统中的顶出机构会顶住这两块板,进而将塑件顶出。 模脚:为零件的顶出支撑出一定的空间。 (2),固定螺钉部分:前模固定螺钉,、后模板固定螺钉、顶出板锁紧螺钉、模脚固定螺钉。(3),辅助零部件:导柱与导套、回针。
塑料注塑模具验收与标准
塑料注塑模具验收标准 BP-ZL-006 版本号:01 目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估; 参照标准: GB/T 12554—2006塑料注射模技术条件 GB/T 4169.1~4169.23—2006注射模零件 GB/T 12556—2006塑料注射模模架技术条件 GB/T 14486—2008塑料模塑件尺寸公差 一、成型产品外观、尺寸、配合 1.产品外观
二、模具外观 1.模具铭牌内容完整,字符清晰,排列整齐。 2.铭牌应固定在模脚上靠近模板和基准角的地方。铭牌固定可靠、不易剥落。 3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。 5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。 6.冷却水嘴应有进出标记。 7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。 8.模具配件应不影响模具的吊装和存放。安装时下方有外露的油缸、水嘴,预复位机构等,应有支撑腿 保护。 9.支撑腿的安装应用螺钉穿过支撑腿固定在模架上,过长的支撑腿可用车加工外螺纹柱子紧固在模架上。 10.模具顶出孔尺寸应符合指定的注塑机要求,除小型模具外,不能只用一个中心顶出。 11.定位圈应固定可靠,圈直径为100mm、250mm两种,定位圈高出底板10~20mm。顾客另有要求的除 外。 12.模具外形尺寸应符合指定注塑机的要求。 13.安装有方向要求的模具应在前模板或后模板上用箭头标明安装方向,箭头旁应有“UP”字样,箭头和 文字均为黄色,字高为50 mm。 14.模架表面不应有凹坑、锈迹、多余的吊环、进出水汽、油孔等以及影响外观的缺陷。 15.模具应便于吊装、运输,吊装时不得拆卸模具零部件,吊环不得与水嘴、油缸、预复位杆等干涉。 三、模具材料和硬度 1.模具模架应选用符合标准的标准模架。 2.模具成型零件和浇注系统(型芯、动定模镶块、活动镶块、分流锥、推杆、浇口套)材料采用性能高 于40Cr以上的材料。 3.成型对模具易腐蚀的塑料时,成型零件应采用耐腐蚀材料制作,或其成型面应采取防腐蚀措施。 4.模具成型零件硬度应不低于50HRC,或表面硬化处理硬度应高于600HV。 四、顶出、复位、抽插芯、取件 1.顶出时应顺畅、无卡滞、无异常声响。 2.斜顶表面应抛光,斜顶面低于型芯面。 3.滑动部件应开设油槽,表面需进行氮化处理,处理后表面硬度为HV700以上。 4.所有顶杆应有止转定位,每个顶杆都应进行编号。 5.顶出距离应用限位块进行限位。 6.复位弹簧应选用标准件,弹簧两端不得打磨,割断。 7.滑块、抽芯应有行程限位,小滑块用弹簧限位,弹簧不便安装时可用波子螺丝;油缸抽芯必须有行程 开关。
注塑模具_参考文献
参考文献 [1] 赵蓓蓓. 初探塑料模具材料现状及发展方向[J]. 科技资讯, 2009, (34). [2] 孙安垣, 闫烨, 杨超谈, 桂春. 我国改性塑料行业的发展前景[M].《工程塑料应用》杂志社, 2010, 11(2):83-87. [3] 伍先明,王群. 塑料模具设计指导[M]. 北京: 国防工业出版社, 2006. [4] 朱光力, 万金保. 塑料模具设计[M]. 北京: 清华大学出版社, 2003. [5] 杨明锦, 陆长征. 结构型与复合型导电塑料研究进展[J]. 塑料, 2005, 34(3); 15-18. [6] 陈勇, 官建国, 谢洪泉. 导电塑料的研究进展[J]. 弹性体, 2008, 18(2). [7] 彭竹琴. 塑料导电改性原理及应用[J]. 绝缘材料, 2004(06). [8] 赵幸, 王立新. 复合型导电塑料的发展[J]. 塑料科技, 2002(2). [9] 韩小雪, 季静. 纤维增强塑料(FRP)在混凝土结构中的应用——FRP材料性能与发展[J]. 华南理工大学学报(自然科学版), 2002, 30(2). [10] 田水, 朱墩. 纤维增强塑料(FRP)在结构加固工程中的应用[J]. 建筑结构, 2000(03). [11] 金秀莲. 浅谈注塑工艺的影响因素[J]. 商品与质量·前沿观察, 2010, (2). [12] 刘松年, 崔怡. 水辅助注塑工艺介绍[J]. 模具技术, 2009, (2). [13] 马俊彪. 微发泡注塑成型设备的改造[J]. 农机使用与维修, 2009, (3). [14] 几种新型注塑设备的简单介绍[J]. 中国液压机械网, 2009. [15] 刘钵, 陈利民. 热塑性塑料注塑工艺参数优化设计[J]. 工程塑料应用, 2005,36(4): 8-11. [16] 翁其金. 塑料模塑成型技术[M]. 北京:机械工业出版社, 2001. [17] 许发樾. 实用模具设计与制造手册[M]. 北京: 机械工业出版社, 2005 [18] 申树义. 塑料模具设计[M]. 北京: 机械工业出版社, 2005. [19] 盛晓敏, 邓朝晖主编. 先进制造技术[M]. 北京: 机械工业出版社, 2000. [20] 唐志玉主编. 注塑模具设计师指南[M]. 北京: 国防工业出版社, 1996 [21] 华希俊, 张培耘. 模具工业先进制造技术特点及发展概况[J]. 金属成形工艺,2001, 18(2): 3-5.
注塑模具制作标准
注塑模具制作标准 注塑模具制作标准2010-11-28 14:01阅读(8)转载自退休老农 下一篇:祥发模具公司管理... |返回日志列表 赞赞 转载(33) 分享 评论 复制地址 更多1.0 目的和适用范围 本标准规定了注塑模具的加工标准和要求。 2.0 外观要求 2.1 模具交付前需安装铭牌。位置在模具操作侧模脚的左上方,横向放置。 2.2 模具交付前外表面喷绿色漆。在操作侧模脚竖向用红色漆喷上项目名称、产品名称和模具编号;字体为黑体,5050以下模架字高40mm,5050以上模架字高60mm。 2.3 安装有方向性的模具,在操作侧用红色漆喷上“↑”标记。
锁模片喷红色漆。锁模片螺丝需收到底(开模状态锁模2.4 片固定在动模侧)。 2.5 模架进厂经检验合格后,在各板有基准标记的一侧的左 方横向用字码打上模具编号,右方竖向用字码打上模板编号(从上固定板开始用1、2、3、…标识) 。2030以下模架用 8mm字码,2030以上用12mm字码。 2.6 模架基准面标记不能损伤。 2.7 模架表面不得有对刀痕、油污、毛刺、缺口、划花、尖角`铁锈等缺陷。 2.8 冷却水进出处用8mm字码图纸要求打上组别编号 (1IN,2IN ,3IN …;1OUT ,2OUT…)。 2.9 吊模孔正下方处用8mm字码打上吊环直径(M20…)。 2.10 所有喉嘴不得露出模胚表面(详见工程技术标准-喉嘴)。 3.0 通用加工要求 3.1 除成型部分外,所有未做要求的棱边均倒角2*45°。 3.2 烧焊部位须修顺,且不能留有明显的痕迹。 3.3 退位螺丝孔、水口拉杆和复位弹簧孔应用铣床加工,以保证各孔的深度公差在±0.1mm以内。(避空孔除外)。 3.4 分型面锁扣应安装下模板上。 3.5 导套底下面加工10*0.5深的排气槽(直通模外)。 3.6 顶针板的限位块高度公差为±0.1mm,两端须用磨床磨平。
注塑模具验收标准模板
注塑模具验收标准
注塑模具验收标准 目的: 建立从模具结构、胶件质量及注塑成型工艺要求三方面认可模具的标准, 据此对模具质量进行评估、打分, 望不断提高模具质量; 确保模具能正常投入生产, 并生产出合格质量的胶件, 满足产 品设计的要求。 1、模具结构部分 ( 1) 模具材料 ①模胚各板材所用钢质不低于1050钢。( 相当于日本王牌钢) ②胚司、边钉、回钉、中托司、中托边所用材料表面硬度不低 于HRC60。 ③啤ABS、 HIPS料前模及前模镶件, 用超级P20钢材( 如718、M238等) 。后模用一般P20钢材( 如MUP、 M202等) , 后模镶件用1050~1055钢或材质更好的钢材。 ④啤PC、 POM、 PE等腐蚀性材料前后模及其镶件均需用420 钢材( 如S136、 M300、 M310等) 。 ⑤啤镜面模具所用钢材为420钢材( 如S136、 M300、 M310 等) 。 ⑥斜顶、摆杆表面硬度不少于HRC35, 推板表面硬度不少于
HRC28。 ⑦如果客户指定应使用模具钢材时, 模厂应满足客户要求。 ( 2) 模具应具备结构 ①模具标识: 模胚外应按客户要求打上文字。模胚内按客户指定位置打上P/N号、胶件牌号, 一模多腔应打上模腔号, 多镶件应按 设计要求打上镶件编号。 ②模具应安装合适的法兰圈, 并开标准码模坑。 ③三板模应安装扣锁并加锁钉, 以及应安装拉料钩及水口板, 先开 弹圈。 ④模具底板应开合格的顶棍孔, 孔位置应符合顶出平衡要求。 ⑤模具顶针板应装复位弹簧, 合模时, 前模板应先接触回针, 否则 模具应先安装复位机构( 有行位结构的另行要求) 。 ⑥行位结构。 2行位运动应畅顺, 接触面应开油槽。
2018年注塑模具的加工标准和要求
技术资料 模具制造标准 一、范围: 本标准规定了注塑模具的加工标准和要求。 二、引用标准: 《模具设计标准》《一般模具设计参照标准》《热嘴设计标准》《模具设计规范》 三、模具外观: 1.铭牌内容打印模具编号、模具重量(Kg)、模具外形尺寸(mm),字符均用1/4英寸的字码打上,字符清晰、排列整齐,铭牌厚度1mm铝片。 2.铭牌固定在模腿上靠近后模板和基准角的地方(离两边各有15mm的距离),用四个柳钉固定,固定可靠,不易剥落。 3.冷却水嘴用塑料块插水嘴Ф10管,规格可为G1/8″、G1/4″、G3/8″。如合同有特殊要求,按合同。 4.冷却水嘴原则上不伸出模架表面(客户另有要求除外),水嘴头部凹进外表面不超过3mm。 5.冷却水嘴避空孔直径为Ф25×30、Ф30×30、Ф35×30三种规格,孔外沿有倒角,倒角大于1.5×45,倒角一致。 6.冷却水嘴有进出标记,进水为IN,出水为OUT,IN、OUT后加顺序号,如:IN01、02,OUT01、02,要求用8~12mm字码打上。 7.进出油嘴、进出气嘴在IN、OUT前空一个字符加G(气)、O(油),字码相同。 8.模具安装柱下方有支撑腿加以保护。 9.模架上各模板有基准符号,大写英文DATUM,字高5/16″,位置在离边10mm处,字迹清晰、美观、整齐、间距均匀(或按模架厂统一)。 10.各模板有零件编号,编号在基准角符号正下方离底面10mm处,要求同9号,模号打在基准角的对边。 11.模具配件影响模具的吊装和存放,如安装时下方有外漏的油缸、水嘴、先复位机构等,应有支撑腿保护(同8号)。 12.支撑腿的安装用螺丝穿过支撑腿固定在模架上,如果过长的支撑腿则车加工外螺纹紧固在模架上。 13.模具顶出孔符合指定的注塑机,除小型模具外,原则上不能只用一个中心顶出(模具长度或宽度尺寸有一个大于500mm 时),顶出孔直径应比顶出杆大5-10mm。 14.定位环可靠固定(一般用三个M6或M8的内六角螺丝),直径一般为Ф100或Ф150mm,高出顶板10mm。(如合同有特殊要求,按合同)。 15.定位环安装孔必须为沉孔至少沉入5mm,不准直接贴在模架顶面上。 16.重量超过8000Kg的模具安装在注塑机上时,用穿孔方式压螺丝,不得单独压压板。如设备采用液压锁紧模具,也必须加上螺丝穿孔,以防液压机构失效(依客户而定)。 17.浇口套球R大于注塑机喷嘴R(一般为SR20)。 18.浇口套入口直径大于喷嘴注射口直径(大模为Ф5、小模为3.5)。 19.模具外形尺寸符合指定的注塑机。
汽车零部件编号规则
汽车零部件编号规则 1 范围 本标准规定了各类汽车、半挂车的总成和装置及零件号编制的基本规则和方法。 本标准适用于各类汽车和半挂车的零件、总成和装置的编号。 本标准不适用于专用汽车和专用半挂车的专用装置部分的零件、总成和装置的编号及汽车标准件和轴承的编号。 2 术语和定义 下列术语和定义适用于本标准。 2.1 组complete group 表示汽车各功能系统的分类。 2.2 分组subgroup 表示功能系统内分系统的分类顺序。 2.3 零部件part and component 包括总成、分总成、子总成、单元体、零件。 2.3.1 总成assembly 由数个零件、数个分总成或它们之间的任意组合而构成一定装配级别或某一功能形式的组合体,具有装配分解特性。 2.3.2 分总成subassembly 由两个或多个零件与子总成一起采用装配工序组合而成,对总成有隶属装配级别关系。 2.3.3 子总成subdivisible assembly 由两个或多个零件经装配工序或组合加工而成,对分总成有隶属装配级别关系。 2.3.4 单元体unit 由零部件之间的任意组合而构成具有某一功能特征的功能组合体,通常能在不同环境独立工作。 2.3.5 零件part 不采用装配工序制成的单一成品、单个制件。或由两个及以上连在一起具有规定功能,通常不能再分解的(如含油轴承、电容器等外购小总成)制件。 2.3.6 零部件号coding for part and component 指汽车零部件实物的编号,亦包括为了技术、制造、管理需要而虚拟的产品号和管理号。 3 汽车零部件编号 3.1 汽车零部件编号表达式 完整的汽车零部件编号表达式由企业名称代号、组号、分组号、源码、零部件顺序号和变更代号构成。零部件编号表达式根据其隶属关系可按下列三种方式进行选择。
注塑模具验收标准
塑料注塑模具验收标准 目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估; 参照标准: GB/T 12554—2006塑料注射模技术条件 GB/T 4169.1~4169.23—2006注射模零件 GB/T 12556—2006塑料注射模模架技术条件 GB/T 14486—2008塑料模塑件尺寸公差 一、成型产品外观、尺寸、配合 1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、 皱纹。 2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通 过功能安全测试。 3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。 4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。 5.外观明显处不能有气纹、料花,产品一般不能有气泡。 6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公 差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。 7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到 -0.1mm。 8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证 配合间隔和使用要求。 二、模具外观 1.模具铭牌内容完整,字符清晰,排列整齐。 2.铭牌应固定在模脚上靠近模板和基准角的地方。铭牌固定可靠、不易剥落。 3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。 4.冷却水嘴不应伸出模架表面。 5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。 6.冷却水嘴应有进出标记。 7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
注塑模具验收项目及标准
1、模具结构部分 (1)模具材料 ①模胚各板材所用钢质不低于1050钢。(相当于日本王牌钢) ②胚司、边钉、回钉、中托司、中托边所用材料表面硬度不低于HRC60。 ③啤ABS、HIPS料前模及前模镶件,用超级P20钢材(如718、M238等)。后模用一般P20钢材(如MUP、M202等),后模镶件用1050~1055钢或材质更好的钢材。 ④啤PC、POM、PE等腐蚀性材料前后模及其镶件均需用420钢材(如S136、M300、M310等)。 ⑤啤镜面模具所用钢材为420钢材(如S136、M300、M310等)。 ⑥斜顶、摆杆表面硬度不少于HRC35,推板表面硬度不少于HRC28。 ⑦如果客户指定应使用模具钢材时,模厂应满足客户要求。 (2)模具应具备结构 ①模具标识:模胚外应按客户要求打上文字。模胚内按客户指定位置打上P/N号、胶件牌号,一模多腔应打上模腔号,多镶件应按设计要求打上镶件编号。 ②模具应安装合适的法兰圈,并开标准码模坑。 ③三板模应安装扣锁并加锁钉,以及应安装拉料钩及水口板,先开弹圈。 ④模具底板应开合格的顶棍孔,孔位置应符合顶出平衡要求。 ⑤模具顶针板应装复位弹簧,合模时,前模板应先接触回针,否则模具应先安装复位机构(有行位结构的另行要求)。 ⑥行位结构。 2行位运动应畅顺,接触面应开油槽。 2行位上应安装使行位弹出作用之弹簧,并安装限位装置。 2在高度方向运动之哈夫块共推出高度不能超过导滑槽长度的2/5。 ⑦顶出机构。
2顶针设置应使胶件脱模时不产生永久变形、顶白、不影响塑胶件外观。 2顶针机构应保证灵活、可靠、不发生错误动作。 2顶针、司筒顶面非平面时,顶针、司筒应定位。 ⑧底板上应均匀设置垃圾钉,垃圾钉高度应一致。 ⑨4545或以上级大模应加设中托边,一套模中司筒数量达到或超过16支应增设中托边。 ⑩流道直径、长度加工应合理,在保证成形质量的前提下尽量缩短流程,减少断面积以缩短填充及冷却时间,同时浇注系统损耗的塑料应最少。流道一般应设置冷料井。 11 型腔分布应合理,应符合各型腔同时注满的原理,浇口设置应不影响胶件外观,满足胶件装配,在啤作允许的条件下尽量做到浇口残留量最少。 12 冷却系统。 2运水流道分面应使模具表面各部分温差在10℃之内。 2运水流道出入孔位置不影响安装,喉嘴大小为13mm。 2在型腔表面的镶件、行位等一般应通入运水,电池兜、手柄位、喇叭位等镶件必须通入运水。 2模具运水流道应不漏水,并在流道出入口应标有“OUT”和“IN”字样。若是多组运水流道还应加上组别号。 13 电池兜等对前模产生较大包紧力部位应在对应之后模部位均匀增加勾针等。 14 模具结构保证排气顺畅。 15 柱位高度超过20mm应用司筒,超过25mm骨位应根据设计要求均匀增加走胶米仔。 16 模具应根据强度要求均匀分布撑头,以防模具变形。 17 模具型腔应力中心应尽量与模具中心一致,其型腔中心最多不超过模具中心的25%。 18 外形表面有会引起缩水之对应后模柱位应增设火山口。 19 分模面为单向斜面及大型深型腔等模具,分模面应设可靠的自锁装置。
电站设备备配件分类与编码导则
中华人民共和国电力行业标准 DL511—93 电站设备备品配件分类与编码导则 中华人民共和国能源部1993-03-08批准1993-01-01实施 1主题内容与适用范围 本标准规定了电站设备备品配件按功能、材料、结构和工艺特征进行分类编码的规则。 本标准适用于电站设备备品配件的估价、生产技术准备和管理等方面信息的采集、处理、存储、管理、检索、传输和使用。特别适用于使用计算机辅助进行上述工作,以及在上述工作中实施成组技术。 在电站成套辅机生产的技术准备、管理和设计方面,也可在上述用途范围使用本标准。2引用标准 GB7026信息分类编码标准的编写规定 GB7027信息分类编码的基本原则和方法 GB10113分类编码通用术语 3术语 3.1电站设备备品配件(简称备件)Spare parts and fittings of power equipment 在正常运行条件下,各类、各容量电站主机和辅机的非标准易损件或备用件;在各类、各容量电站设备的常规检修中,经常需要更换的非标准零件、结合件和组合件。 3.2零件Parts 构成设备的最基本单元,由单一材料构成且不可再分解。包括机械设备和电器设备的需要机械加工或不需要机械加工的零件。 3.3结合件Link parts 由两种及两种以上材料或两个及两个以上零件,用不可拆卸方法结合在一起形成的备件。例如焊接隔板、铸铁隔板、巴氏合金轴瓦等。 3.4组合件Combination parts 用可拆卸装配方法将两个及两个以上零件或结合件组合而成的备件。通常在组合之后还需要进行机械加工。例如带分离面的轴承座、隔板副等。 3.5分类特征Character of classification 根据既定的分类或聚类目的,作为分类或聚类依据所选定的分类对象的主要属性。每个码位或码段代表一类特征,不同码位或码段分别代表不同类特征。 3.6特征项(简称“项”)Characteristic term 在同一类特征中所采用的各特征要素。即在同一码位或码段中,不同字符所代表的各自不同的具体特征属性。 3.7成组技术Group technology 根据既定的工程目的,将虽不相同却在某些方面相似的对象聚类成组(族),对同组(族)的对象用相同或相似的方法处理,以减少重复劳动,提高工效的技术原理。 3.8功能名称Function name 具有某种共性的备件的典型名称,不一定与图纸注名称一致,亦不一定是同一种设备或同一装配部位的备件。例如圆柱斜齿轮,汽封圈、高压螺栓、门杆、门套等。 3.9基本形状Basic shape 备件最明显的轮廓形状,不论其是否是由机械加工形成的。例如环、套、筒、杆、条、
2020年注塑模具验收标准参照模板
注塑模具验收标准 目的:建立从模具结构、胶件质量及注塑成型工艺要求三方面认可模具的标准,据此对模具质量进行评估、打分,望不断提高模具质量;确保模具能正常投入生产,并生产出合格质量的胶件, 满足产品设计的要求。 1、模具结构部分 (1)模具材料 ①模胚各板材所用钢质不低于1050钢。(相当于日本王牌钢) ②胚司、边钉、回钉、中托司、中托边所用材料表面硬度不低于HRC60。 ③啤ABS、HIPS料前模及前模镶件,用超级P20钢材(如718、M238等)。后模用一般P20 钢材(如MUP、M202等),后模镶件用1050~1055钢或材质更好的钢材。 ④啤PC、POM、PE等腐蚀性材料前后模及其镶件均需用420钢材(如S136、M300、M310 等)。 ⑤啤镜面模具所用钢材为420钢材(如S136、M300、M310等)。 ⑥斜顶、摆杆表面硬度不少于HRC35,推板表面硬度不少于HRC28。 ⑦如果客户指定应使用模具钢材时,模厂应满足客户要求。 (2)模具应具备结构 ①模具标识:模胚外应按客户要求打上文字。模胚内按客户指定位置打上P/N号、胶件牌号, 一模多腔应打上模腔号,多镶件应按设计要求打上镶件编号。 ②模具应安装合适的法兰圈,并开标准码模坑。 ③三板模应安装扣锁并加锁钉,以及应安装拉料钩及水口板,先开弹圈。 ④模具底板应开合格的顶棍孔,孔位置应符合顶出平衡要求。 ⑤模具顶针板应装复位弹簧,合模时,前模板应先接触回针,否则模具应先安装复位机构(有 行位结构的另行要求)。 ⑥行位结构。
2行位运动应畅顺,接触面应开油槽。 2行位上应安装使行位弹出作用之弹簧,并安装限位装置。 2在高度方向运动之哈夫块共推出高度不能超过导滑槽长度的2/5。 ⑦顶出机构。 2顶针设置应使胶件脱模时不产生永久变形、顶白、不影响塑胶件外观。 2顶针机构应保证灵活、可靠、不发生错误动作。 2顶针、司筒顶面非平面时,顶针、司筒应定位。 ⑧底板上应均匀设置垃圾钉,垃圾钉高度应一致。 ⑨4545或以上级大模应加设中托边,一套模中司筒数量达到或超过16支应增设中托边。 ⑩流道直径、长度加工应合理,在保证成形质量的前提下尽量缩短流程,减少断面积以缩短填充及冷却时间,同时浇注系统损耗的塑料应最少。流道一般应设置冷料井。 11 型腔分布应合理,应符合各型腔同时注满的原理,浇口设置应不影响胶件外观,满足胶件装 配,在啤作允许的条件下尽量做到浇口残留量最少。 12 冷却系统。 2运水流道分面应使模具表面各部分温差在10℃之内。 2运水流道出入孔位置不影响安装,喉嘴大小为13mm。 2在型腔表面的镶件、行位等一般应通入运水,电池兜、手柄位、喇叭位等镶件必须通入运水。2模具运水流道应不漏水,并在流道出入口应标有“OUT”和“IN”字样。若是多组运水流道还应加 上组别号。 13 电池兜等对前模产生较大包紧力部位应在对应之后模部位均匀增加勾针等。 14 模具结构保证排气顺畅。 15 柱位高度超过20mm应用司筒,超过25mm骨位应根据设计要求均匀增加走胶米仔。 16 模具应根据强度要求均匀分布撑头,以防模具变形。
产品及零部件编码规则
产品及零部件编码规则
1目的 为了在保证产品及零、部件管理连续性的基础上,进一步完善产品及零、部件的管理,以使所有的产品及零、部件命名得到规范和统一,特编写此规则,力求做到: 1)反映元件的主要特征; 2)能区别同类元件的不同产品及零、部件; 3)易懂,易记忆 4)方便书写、记录和计算机输入。 2适用范围 1)本文件规定了公司产品及零、部件的编号规则。 2)本规则适用于本公司采购、生产、供货、试验的所有产品零部件。 3职责 1)研发部负责产品及零、部件编码的规定及编制工作,确保不重码;如果原有产品及 零、部件代码需要变更,研发部负责向相关部门发放更改通知单。 2)各部门负责审核所管辖产品及零、部件编码的合理性,并批准实施。 3)各部门负责落实产品及零、部件编码的管理制度。 4编码的基本原则 编码应体现科学化、标准化、规范化、合理化。 具备唯一性:所有产品及零、部件均应按照本编码规则编制,每种产品及零、部件的编码是唯一的。 可以扩充:适当留下可扩充之流水号,避免新增元件无法加入而致使元件重编。 反映重要属性:需加以大中分类以利于以后报表的整理。产品及零、部件编码应具有一定的意义,但又不能包含太多的意义,以免影响编码的通用性与适用性。
变动属性不纳入:属于部门、供应商、客户、员工等属性不纳入编码。产品及零、部件编码中包含的含义只是一些不会变的属性。 产品及零、部件编码在产品及零、部件整个流程是不变的。 码长定为12位,除首位用字母表示,其它用阿拉伯数字表示。 产品及零、部件代码的分配,统一由公司文控中心负责,并通知库房及时录入计算机系统。 产品及零、部件将以其编码为主体运作,各相关受控或不受控的文件、业务单据、BOM 等均使用产品及零、部件编码。 产品及零、部件编码的大、中各类及明细可随公司的需要而增加,但不可删改。 5编码规则内容 编码由“产品分类码+产品大类码+产品小类码+产品特性码+产品子类码+零部件序列码”组成,共计12位编码,各字段定义内容如下: 1 2 3 4 5 6 7 8 9 10 11 12 X XX XX XX XX XXX ↓↓↓↓↓↓ 零部件序列 产品分类码产品大类码产品小类码产品特性码产品子类码 码 产品及零、部件编码字段定义
注塑模具验收标准规范
注塑模具验收标准规范 一、成型产品外观、尺寸、配合 1、产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。 2.、熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。 3、收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。 4、一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。 5、外观明显处不能有气纹、料花,产品一般不能有气泡。 6、产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7、产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。 8、产品配合:面壳底壳配合——表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。 二、模具外观 1、模具铭牌内容完整,字符清晰,排列整齐。 2、铭牌应固定在模脚上靠近模板和基准角的地方。铭牌固定可靠、不易剥落。 3、冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。 4、冷却水嘴不应伸出模架表面。 5、冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6、冷却水嘴应有进出标记。 7、标记英文字符和数字应大于5。 8、位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。 9、模具配件应不影响模具的吊装和存放。安装时下方有外露的油缸、水嘴,预复位机构等,应有支撑腿保护。 10、支撑腿的安装应用螺钉穿过支撑腿固定在模架上,过长的支撑腿可用车加工外螺纹柱子紧固在模架上。 11、模具顶出孔尺寸应符合指定的注塑机要求,除小型模具外,不能只用一个中心顶出。 12、定位圈应固定可靠,圈直径为100mm、250mm两种,定位圈高出底板10~20mm。顾客另有要求的除外。 13、模具外形尺寸应符合指定注塑机的要求。
2017注塑模具的加工标准和要求
模具制造标准 一、范围: 本标准规定了注塑模具的加工标准和要求。 二、引用标准: 《模具设计标准》《一般模具设计参照标准》《热嘴设计标准》《模具设计规范》 三、模具外观: 1.铭牌内容打印模具编号、模具重量(Kg)、模具外形尺寸(mm),字符均用1/4英寸的字码打上,字符清晰、排列整齐,铭牌厚度1mm铝片。 2.铭牌固定在模腿上靠近后模板和基准角的地方(离两边各有15mm的距离),用四个柳钉固定,固定可靠,不易剥落。 3.冷却水嘴用塑料块插水嘴Ф10管,规格可为G1/8″、G1/4″、G3/8″。如合同有特殊要求,按合同。 4.冷却水嘴原则上不伸出模架表面(客户另有要求除外),水嘴头部凹进外表面不超过3mm。 5.冷却水嘴避空孔直径为Ф25×30、Ф30×30、Ф35×30三种规格,孔外沿有倒角,倒角大于1.5×45,倒角一致。 6.冷却水嘴有进出标记,进水为IN,出水为OUT,IN、OUT后加顺序号,如:IN01、02,OUT01、02,要求用8~12mm字码打上。 7.进出油嘴、进出气嘴在IN、OUT前空一个字符加G(气)、O(油),字码相同。 8.模具安装柱下方有支撑腿加以保护。 9.模架上各模板有基准符号,大写英文DATUM,字高5/16″,位置在离边10mm处,字迹清晰、美观、整齐、间距均匀(或按模架厂统一)。 10.各模板有零件编号,编号在基准角符号正下方离底面10mm处,要求同9号,模号打在基准角的对边。 11.模具配件影响模具的吊装和存放,如安装时下方有外漏的油缸、水嘴、先复位机构等,应有支撑腿保护(同8号)。 12.支撑腿的安装用螺丝穿过支撑腿固定在模架上,如果过长的支撑腿则车加工外螺纹紧固在模架上。 13.模具顶出孔符合指定的注塑机,除小型模具外,原则上不能只用一个中心顶出(模具长度或宽度尺寸有一个大于500mm 时),顶出孔直径应比顶出杆大5-10mm。 14.定位环可靠固定(一般用三个M6或M8的内六角螺丝),直径一般为Ф100或Ф150mm,高出顶板10mm。(如合同有特殊要求,按合同)。 15.定位环安装孔必须为沉孔至少沉入5mm,不准直接贴在模架顶面上。 16.重量超过8000Kg的模具安装在注塑机上时,用穿孔方式压螺丝,不得单独压压板。如设备采用液压锁紧模具,也必须加上螺丝穿孔,以防液压机构失效(依客户而定)。 17.浇口套球R大于注塑机喷嘴R(一般为SR20)。 18.浇口套入口直径大于喷嘴注射口直径(大模为Ф5、小模为3.5)。 19.模具外形尺寸符合指定的注塑机。
产品和零部件的分类及编码
1 范围 本标准规定了集团公司设计输出文档中产品和零部件的分类及编码原则和方法。 本标准适用于集团公司设计输出文档中产品和零部件编码。 2 规范性引用文件 JB/T 5054.1 产品图样及设计文件总则 3 定义 3.1 产品及其组成部分 3.1.1 产品 企业向用户或市场以商品形式提供的制成品。 3.1.2 部件 由若干个组成部分(零件、分部件),以可拆或不可拆的形式组成的成品。 注:分部件可按其隶属关系,划分为第1代分部件,第2代分部件……。 3.1.3 零件 不采用装配工序制成的单一成品。 3.1.4 钢结构件 由各种型材通过焊接、组立、装配制成的金属结构件。 3.1.5 重要部件 组成产品的实现产品某种功能的主要部件,其外部特征为查询或借用次数明显多于其它部件。 3.1.6 重要钢结构件 查询或借用次数明显多于其它钢结构件。
3.1.7外购件 本企业产品及其组成部分中采购其它企业的产品。 3.2 产品图样 3.2.1零件图 制造与检验零件用图样。应包括必要的数据和技术要求。 3.2.2 部件图 表达零件、分部件之间连接的图样。包括装配(加工)与检验所必需的数据和技术要求。 3.2.3 总图 表达产品及组成部分结构概况、相互关系和基本性能的图样。当总图中注有产品及其组成部分的外形、安装和连接尺寸时,可作为外形图和安装图使用。 3.2.4 表格图 用表格表示两个或两个以上形状相同的同类零件、部件或产品,并包括必要的数据和技术要求的图样。 3.3 有关编码的概念 3.3.1 编码 对某一信息(产品及组成产品的部件、零件、标准件、外购件等)赋予代码的过程。 3.3.2 代码 是一个或一组有序的、易于计算机和人识别与处理的符号。 3.3.3 产品分类、编码 对产品及组成产品的部件、零件、标准件、外购件等按各自的特征、特性分类,并按一定的规则以数字码或数字、字母混合的方式进行排列。 4 职责 4.1 编码部门:按编码规则对设计输出文档为实体的对象编码。 4.2 编码管理部门:设编码管理员,验证编码的正确性,制止违反编码规则的行为。 5 分类 5.1 产品和零部件的分类 为了给企业产品和零部件建立一个确定的规范化的描述规则,结合本企业产品特点,根据编码的需要,将产品和零部件等分为10大类(用大写英文字母表示),以此为前缀再用数字向下分类。产品和零部件的分类如下: A—产品类 B—部件类
模具验收标准
一.成型产品外观、尺寸、配合。 1、产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断) 、烘印、皱纹。 2、熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。 3、收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。 4、一般小型产品平面不平度小于0、3mm,有装配要求的需保证装配要求。 5、外观明显处不能有气纹、料花,产品一般不能有气泡。 6、产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。 7、产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0、1mm。 8、产品配合:面壳底壳配合:表面错位小于0、1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔与使用要求。 2、铭牌应固定在模脚上靠近模板与基准角的地方。铭牌固定可靠、不易剥落。 3、冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。 4、冷却水嘴不应伸出模架表面 5、冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。。 6、冷却水嘴应有进出标记。 7、标记英文字符与数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。 8、模具配件应不影响模具的吊装与存放。安装时下方有外露的油缸、水嘴,预复位机构等,应有支撑腿保护。 9、支撑腿的安装应用螺钉穿过支撑腿固定在模架上,过长的支撑腿可用车加工外螺纹柱子紧固在模架上。 10、模具顶出孔尺寸应符合指定的注塑机要求,除小型模具外,不能只用一个中心顶出。 11、定位圈应固定可靠,圈直径为100mm、250mm两种,定位圈高出底板10~20mm。顾客另有要求的除外。 12、模具外形尺寸应符合指定注塑机的要求。 13、安装有方向要求的模具应在前模板或后模板上用箭头标明安装方向,箭头旁应有“UP”字样,箭头与文字均为黄色,字高为50 mm。 14、模架表面不应有凹坑、锈迹、多余的吊环、进出水汽、油孔等以及影响外观的缺陷。 15、模具应便于吊装、运输,吊装时不得拆卸模具零部件,吊环不得与水嘴、油缸、预复位杆等干涉。
2017年度注塑模具的加工规范标准和要求
第 1 页2020-4-20 模具制造标准 一、范围: 本标准规定了注塑模具的加工标准和要求。 二、引用标准: 《模具设计标准》《一般模具设计参照标准》《热嘴设计标准》《模具设计规范》 三、模具外观: 1.铭牌内容打印模具编号、模具重量(Kg)、模具外形尺寸(mm),字符均用1/4英寸的字码打上,字符清晰、排列整齐,铭牌厚度1mm铝片。 2.铭牌固定在模腿上靠近后模板和基准角的地方(离两边各有15mm的距离),用四个柳钉固定,固定可靠,不易剥落。 3.冷却水嘴用塑料块插水嘴Ф10管,规格可为G1/8″、G1/4″、G3/8″。如合同有特殊要求,按合同。 4.冷却水嘴原则上不伸出模架表面(客户另有要求除外),水嘴头部凹进外表面不超过3mm。 5.冷却水嘴避空孔直径为Ф25×30、Ф30×30、Ф35×30三种规格,孔外沿有倒角,倒角大于1.5×45,倒角一致。 6.冷却水嘴有进出标记,进水为IN,出水为OUT,IN、OUT后加顺序号,如:IN01、02,OUT01、02,要求用8~12mm字码打上。 7.进出油嘴、进出气嘴在IN、OUT前空一个字符加G(气)、O(油),字码相同。 8.模具安装柱下方有支撑腿加以保护。 9.模架上各模板有基准符号,大写英文DATUM,字高5/16″,位置在离边10mm处,字迹清晰、美观、整齐、间距均匀(或按模架厂统一)。 10.各模板有零件编号,编号在基准角符号正下方离底面10mm处,要求同9号,模号打在基准角的对边。 11.模具配件影响模具的吊装和存放,如安装时下方有外漏的油缸、水嘴、先复位机构等,应有支撑腿保护(同8号)。 12.支撑腿的安装用螺丝穿过支撑腿固定在模架上,如果过长的支撑腿则车加工外螺纹紧固在模架上。 13.模具顶出孔符合指定的注塑机,除小型模具外,原则上不能只用一个中心顶出(模具长度或宽度尺寸有一个大于500mm 时),顶出孔直径应比顶出杆大5-10mm。 14.定位环可靠固定(一般用三个M6或M8的内六角螺丝),直径一般为Ф100或Ф150mm,高出顶板10mm。(如合同有特殊要求,按合同)。 15.定位环安装孔必须为沉孔至少沉入5mm,不准直接贴在模架顶面上。 16.重量超过8000Kg的模具安装在注塑机上时,用穿孔方式压螺丝,不得单独压压板。如设备采用液压锁紧模具,也必须加上螺丝穿孔,以防液压机构失效(依客户而定)。 17.浇口套球R大于注塑机喷嘴R(一般为SR20)。 18.浇口套入口直径大于喷嘴注射口直径(大模为Ф5、小模为3.5)。 编制:审核:审批:
2021年注塑模具验收标准
塑料注塑模具验收标准 欧阳光明(2021.03.07) 目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估; 参照标准: GB/T 12554—2006塑料注射模技术条件 GB/T 4169.1~4169.23—2006注射模零件 GB/T 12556—2006塑料注射模模架技术条件 GB/T 14486—2008塑料模塑件尺寸公差 一、成型产品外观、尺寸、配合 1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起 泡、拉白(或拉裂、拉断)、烘印、皱纹。 2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接 痕长度小于15mm,熔接痕强度并能通过功能安全测试。 3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水 (手感不到凹痕)。 4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保 证装配要求。 5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或 3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。 7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合 图纸要求,公差根据模具特性应做到-0.1mm。 8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现 象,有配合要求的孔、轴、面要保证配合间隔和使用要求。 二、模具外观 1.模具铭牌内容完整,字符清晰,排列整齐。 2.铭牌应固定在模脚上靠近模板和基准角的地方。铭牌固定可靠、 不易剥落。 3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。 4.冷却水嘴不应伸出模架表面。 5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种 规格,孔口倒角,倒角应一致。 6.冷却水嘴应有进出标记。 7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处, 字迹应清晰、美观、整齐、间距均匀。 8.模具配件应不影响模具的吊装和存放。安装时下方有外露的油 缸、水嘴,预复位机构等,应有支撑腿保护。 9.支撑腿的安装应用螺钉穿过支撑腿固定在模架上,过长的支撑腿 可用车加工外螺纹柱子紧固在模架上。