COB_集成_封装注意事项
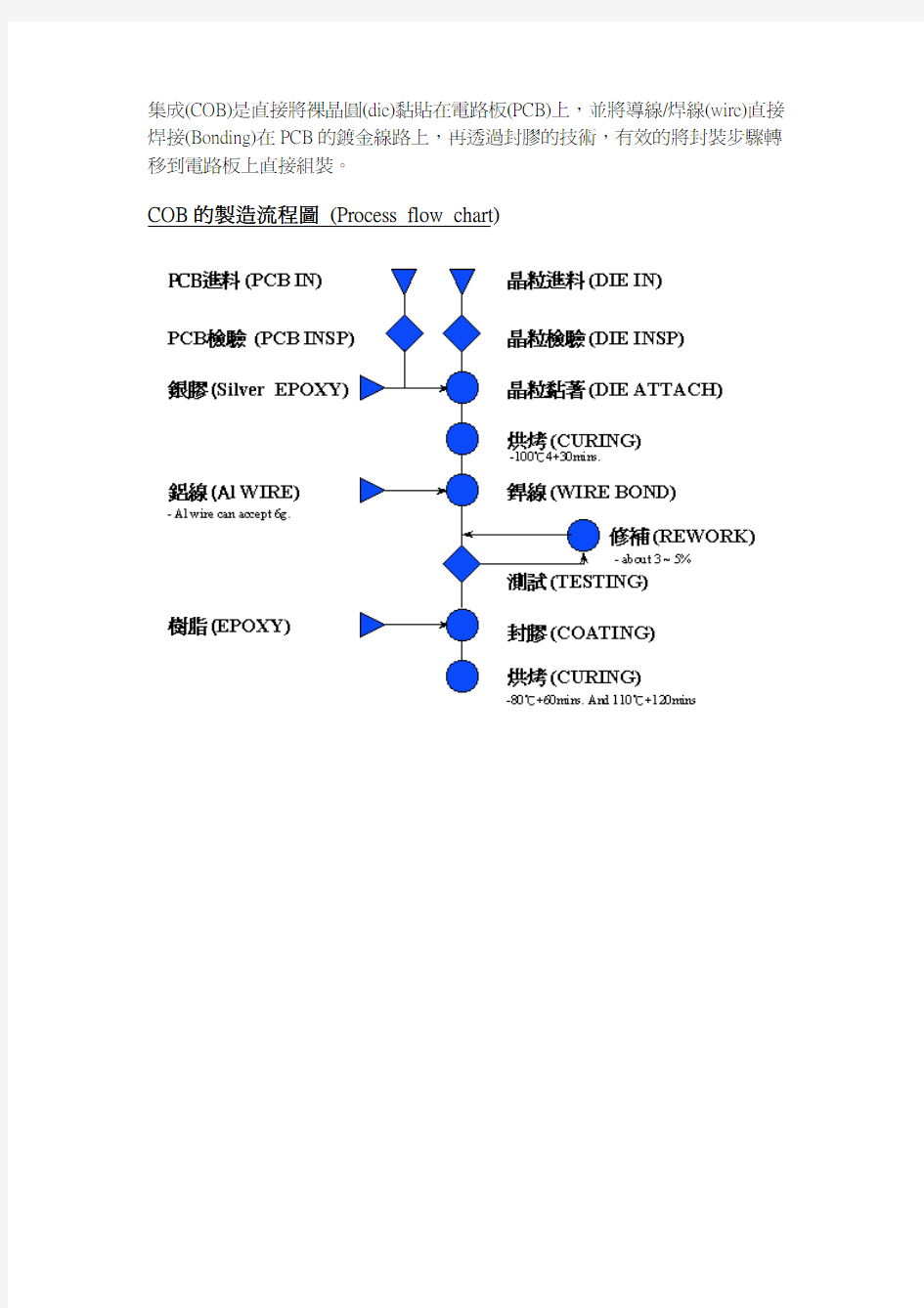

集成(COB)是直接將裸晶圓(die)黏貼在電路板(PCB)上,並將導線/焊線(wire)直接焊接(Bonding)在PCB的鍍金線路上,再透過封膠的技術,有效的將封裝步驟轉移到電路板上直接組裝。
COB的製造流程圖
的製造流程圖 (Process flow chart)
COB 的板的選用
晶粒黏著 (Die Bonding)
晶粒黏著
塗佈在焊墊的固晶膠需確保黏住70~100%的晶圓面積,以確保晶圓不會在後製程中移動。須注意的是固晶膠不應溢出晶圓的範圍以免沾污的焊點。
一般自動焊線機(Wire Bonding Machine)所允許的晶圓最大黏著旋轉角度在8~10°。晶圓的儲存:一般的從晶圓廠商來的晶圓,多會使用真空防潮包裝;如果已經拆封的晶圓,要留意灰塵沾污不可暴露於的,而且晶圓表面不可用金屬物接觸。儲存拆封過的晶圓可以重新真空包裝或儲存於氮氣櫃中,以避免氧化及任何的沾污。
焊線 (Wire Bonding)
焊線
以焊點的形狀來區分,焊線製程可以分為『球型焊(Ball Bond)』及『楔型焊(Wedge Bond)』。COB通常採用鋁線(Al wire)所以為Wedge Bond。根據經驗及數據,球型焊的強度比楔型焊好,可以也比較貴。
『球型焊(Ball Bond)』及『楔型焊(Wedge Bond)』的優缺點:
一般的COB並不建議PCB作合板(panelization),因為 Wire Bonding 機台有最大尺寸限制,而且Wire Bonding 焊頭的移動範圍也有限制,如果要同時打超過兩顆以上的COB時,就要特別留意了。
焊線拉力測試焊線拉力測試(Wire Pull Test)(Wire Pull Test)
這裡有三種方法來測試焊線(Wire Bonding)的的品質。而COB 的製程一般都只測『焊線拉力(wire pull)』。
?
推晶(Die shift )
? 推球(Ball shift)
? 焊線拉力(Wire pull )
環氧樹脂封膠環氧樹脂封膠 (Epoxy Coating)
1. 大部分的COB 廠商都採用手動點膠,因為COB 是屬於Low Cost,只是手動點膠有損壞焊線的可能性及點膠形狀不統一的缺點。
2. 環氧樹脂的黏度非常重要。
3. 使用自動點膠機會有助於控制COB 的環氧樹脂固化後的形狀。
4. 有些環氧樹脂需要使用預熱針管,因為環氧樹脂在加熱後會有一段時間降低黏度,有助於環氧樹脂的流動,並降低焊線拉扯的可能性。建議的環氧
樹脂預熱溫度為60+/-5°C,PCB的預熱溫度為80°C。
5.如果晶圓焊點間距是比較小時(F ine Pitch),建議採用黏度比較低的環氧樹
脂並採用水壩(Da m)圈於外圍來阻擋環氧樹脂到處流動。
包装产品注意事项
包装产品注意事项 产品包装注意事项包装产品的性能,主要包括产品的物态、外形、强度、重量、结构、价值、危险性等,这是进行包装时首先应考虑的问题。 ①产品物态。主要有固态、液态、气态、混合等,不同的物态,其包装容器也不同。 ②产品外形。主要有方形、圆柱形、多角形、异形等,其包装要根据产品外形特点进行设计,要求包装体积小、固定良好、存放稳定、且符合标准化要求。 ③产品强度。对于强度低、易受损伤的产品,要充分考虑包装的防护性能,在包装外面应有明显的标记。 ④产品重量。对于重量大的产品,要特别注意包装的强度,确保在流通中不受损坏。 ⑤产品结构。不同产品,往往结构不同,有的不耐压,有的怕冲击等。只有对产品结构充分地了解,才能对不同产品进行合适的包装。 ⑥产品价值。不同产品,价值差异很大,对价值高者应重点考虑。 ⑦产品危险性。对易燃、易爆、有毒等具有危险性产品,要确保安全,在包装外面应有注意事项和特定标记。 (2) 环境对产品的影响 产品在流通过程中,会遇到不同环境,它们对包装会产生不同影响,故应采取相应措施。 ①气象条件。主要有、温度、湿度、雨雪和空气等,它们对不同产品的影响也不同,这都需要针对不同气象条件分别加以考虑。 ②装卸条件。应考虑是人工装卸还是机械装卸,以及装卸次数等条件。 ③运输条件。产品在运输过程中,会受冲击、振动等作用,且不同的运输工具,对包装的影响也不同。主要应考虑产品固定与缓冲。 ④贮存条件。贮存多用堆码,包装应考察其耐压强度。另外,贮存还分室贮存和室外贮存,前者要注意防潮、防霉、防水等;后者要注意防雨雪、防、防风等。 (3) 包装方式的选择
包装方式的选择对产品保护甚为重要,只有对产品性能及流通条件作全面了解,制定几种方案,进行经济评估,才能找到合适的包装方式。 ①选择包装材料。根据产品性能选择与之相适应的包装材料来制作包装容器,同时选择合适的附属包装材料来包装产品。 ②选择包装方法。根据对产品保护强度的要求,使用方便,便于机械装卸和运输等来选择适当的包装工艺和包装方法。 常用的包装技法有哪些物品的种类、品种极多,流通条件也有很大差异,故包装技法种类很多,常用的有以下几种: (1)防潮包装 防潮包装是采用具有一定隔绝水蒸气能力的材料对物品进行包封,隔绝外界湿度对产品的影响,或在包装容器加干燥剂,以吸收包装残留潮气和由外界透人的潮气。 (2)防水包装 防水包装是为防止因水侵入包装容器而导致容物发生变质、损坏所采取的一定防护措施的包装。 (3)防锈包装 防锈包装是为防止包装金属物品的锈蚀损坏而采取的一定防护措施的包装。 (4)防霉包装 防霉包装是为防止含有机物物品在受霉菌作用时发生霉变和腐败,使物品质量受到损害而采取的一定防护措施的包装。 (5)防尘包装 防尘包装也称密封包装,是为防止粉尘进入包装容器影响产品质量的一种包装。 (6)收缩包装 收缩包装是用热收缩薄膜裹包物品或包装件,然后加热使薄膜收缩,从而包紧物品或包装件的一种包装。
集成电路分析期末复习总结要点
集成电路分析 集成工业的前后道技术:半导体(wafer)制造企业里面,前道主要是把mos管,三极管作到硅片上,后道主要是做金属互联。 集成电路发展:按规模划分,集成电路的发展已经历了哪几代? 参考答案: 按规模,集成电路的发展已经经历了:SSI、MSI、LSI、VLSI、ULSI及GSI。它的发展遵循摩尔定律 解释欧姆型接触和肖特基型接触。 参考答案: 半导体表面制作了金属层后,根据金属的种类及半导体掺杂浓度的不同,可形成欧姆型接触或肖特基型接触。 如果掺杂浓度比较低,金属和半导体结合面形成肖特基型接触。 如果掺杂浓度足够高,金属和半导体结合面形成欧姆型接触。 、集成电路主要有哪些基本制造工艺。 参考答案: 集成电路基本制造工艺包括:外延生长,掩模制造,光刻,刻蚀,掺杂,绝缘层形成,金属层形成等。 光刻工艺: 光刻的作用是什么?列举两种常用曝光方式。 参考答案: 光刻是集成电路加工过程中的重要工序,作用是把掩模版上的图形转换成晶圆上的器件结构。 曝光方式:接触式和非接触式 25、简述光刻工艺步骤。 参考答案: 涂光刻胶,曝光,显影,腐蚀,去光刻胶。 26、光刻胶正胶和负胶的区别是什么? 参考答案: 正性光刻胶受光或紫外线照射后感光的部分发生光分解反应,可溶于显影液,未感光的部分显影后仍然留在晶圆的表面,它一般适合做长条形状;负性光刻胶的未感光部分溶于显影液
中,而感光部分显影后仍然留在基片表面,它一般适合做窗口结构,如接触孔、焊盘等。常规双极型工艺需要几次光刻?每次光刻分别有什么作用? 参考答案: 需要六次光刻。第一次光刻--N+隐埋层扩散孔光刻;第二次光刻--P+隔离扩散孔光刻 第三次光刻--P型基区扩散孔光刻;第四次光刻--N+发射区扩散孔光刻;第五次光刻--引线接触孔光刻;第六次光刻--金属化内连线光刻 掺杂工艺: 掺杂的目的是什么?举出两种掺杂方法并比较其优缺点。 参考答案: 掺杂的目的是形成特定导电能力的材料区域,包括N型或P型半导体区域和绝缘层,以构成各种器件结构。 掺杂的方法有:热扩散法掺杂和离子注入法掺杂。与热扩散法相比,离子注入法掺杂的优点是:可精确控制杂质分布,掺杂纯度高、均匀性好,容易实现化合物半导体的掺杂等;缺点是:杂质离子对半导体晶格有损伤,这些损伤在某些场合完全消除是无法实现的;很浅的和很深的注入分布都难以得到;对高剂量的注入,离子注入的产率要受到限制;一般离子注入的设备相当昂贵, 试述PN结的空间电荷区是如何形成的。 参考答案: 在PN结中,由于N区中有大量的自由电子,由P区扩散到N区的空穴将逐渐与N区的自由电子复合。同样,由N区扩散到P区的自由电子也将逐渐与P区内的空穴复合。于是在紧靠接触面两边形成了数值相等、符号相反的一层很薄的空间电荷区,称为耗尽层。简述CMOS工艺的基本工艺流程(以1×poly,2×metal N阱为例)。 参考答案: 形成N阱区,确定nMOS和pMOS有源区,场和栅氧化,形成多晶硅并刻蚀成图案,P+扩散,N+扩散,刻蚀接触孔,沉淀第一金属层并刻蚀成图案,沉淀第二金属层并刻蚀成图案,形成钝化玻璃并刻蚀焊盘。 表面贴装技术:电子电路表面组装技术(Surface Mount Technology,SMT), 称为表面贴装或表面安装技术。它是一种将无引脚或短引线表面组装元器件(简称SMC/SMD,中文称片状元器件)安装在印制电路板(Printed Circuit Board,PCB)的表面或其它基板的表面上,通过再流焊或浸焊等方法加以焊接组装的电路装连技术。[1]工艺流程简化为:印刷-------贴片-------焊接-------检修 有源区和场区:有源区:硅片上做有源器件的区域。(就是有些阱区。或者说是采用STI等隔离技术,隔离开的区域)。有源区主要针对MOS而言,不同掺杂可形成n或p型有源区。有源区分为源区和漏区(掺杂类型相同)在进行互联
印刷设计流程以及注意事项
印刷设计流程以及注意事项.txt48微笑,是春天里的一丝新绿,是骄阳下的饿一抹浓荫,是初秋的一缕清风,是严冬的一堆篝火。微笑着去面对吧,你会感到人生是那样温馨。印刷设计流程以及注意事项 印刷过程 印前,一般指摄影、设计、制作、排版、出片等; 印中,通过印刷机印刷出成品的过程; 印后,一般指印刷品的后加工包括裁切、覆膜、模切、糊袋、装裱等,多用于宣传类和包装类印刷品。 印刷要素 纸张:纸张分类很多,一般分为涂布纸、非涂布纸。 涂布纸一般指铜版纸(光铜)和哑粉纸(无光铜),多用于彩色印刷; 非涂布纸一般指胶版纸、新闻纸,多用于信纸、信封和报纸的印刷。 颜色:一般印刷品是由黄、品红、青、黑四色压印,另外还有印刷专色。 后加工:后加工包括很多工艺,如烫金、起凸等,有助于提高印刷品档次。 以印刷机分类 胶版印刷:指用平版印刷,多用于四色纸张印刷。 凹版印刷:指用凹版(一般指钢版)印刷,多用于塑料印刷。 柔性版印刷:指用柔性材料版(一般指树脂版等),多用于不干胶印刷。 丝网印刷:可以在各种材料上印刷,多用于礼品印刷等。 以材料分类 纸张印刷:最常用的印刷。 塑料印刷:多用于包装袋的印刷。 特种材料:印刷指玻璃、金属、木材等的印刷。 文件的格式 其它常见的可以直接RIP输出的文件格式有: EPS、TIF等。 普遍使用的设计软件:photoshop、pagemaker、coreldraw、illustrator等。 图片或照片的原稿要求 1、颜色准确,基本无过大多功能偏。 2、大小适中。 3、层次分明,清晰度好、不虚不毛。 4、色彩鲜艳、颜色丰富、准确、逼真。 5、反差适中,层次分布均匀。 6、印刷品等二次原稿最好是网线175目以上印品,且不要放大使用。 7、数码相机摄取的照片目前效果均较差,层次、色彩均不能令人满意,且像素值是固定的,应在计算素值后变至适当尺寸,且不要放大。 8、网络下载照片层次少、锐化过度、色彩不准、象素数低,应慎用。 图片的扫描设备要求(平板扫描) (1)应是专业型产品。 (2)光学分辨率为800ppi以上。 (3)至少8/24bit灰阶 (4)具备智能去网功能 (5)有一套完整的色彩管理体系,最好可支持苹果机色彩的体系。 分色挂网——纸张与挂网精度 一般常见的用纸及挂网目精度:
纸塑包装材料的使用与注意事项
纸塑包装材料使用注意事项 一.结构 纸塑包装袋一般由两面组成,一面是透过和排放灭菌因子的纸,一面是不能渗透液体、空气和气体的透明复合薄膜(塑料膜),透明复合薄膜至少由两层(聚丙烯内层和聚酯外层)构成。空气消毒因子的交换在纸的一侧进行,由于材料的原因,同样具有良好的微生物屏障功能,而且塑面对包内物品可视,使包装物品一目了然和具有良好的抗渗能力。 二.优点:包内物品可视,良好的微生物屏障功能,良好的抗渗能力,可根据包装器械物品的长短、大小,选择规格合适纸塑包装进行裁剪,可用于高压蒸汽、环氧乙烷灭菌并在包装上印有两种化学变色指示区(EO灭菌前是粉红色,灭菌后变为黄色;高压蒸汽灭菌前是蓝色,灭菌后变为黑色) 三.缺点:临床科室存放备用的纸塑无菌包,易出现褶皱和封口裂开,包装硬质物时干燥性差,个别出现内塑面上滞留水珠,锐器易刺破纸塑袋的包装。2009年规范中规定仅用于单个器械的包装,平面卷带一般建议用于厚度不大于5CM 的物品。目前是医院广泛采用的产品,但其因存在单面透气,一些金属类器械在灭菌过程易产生冷凝水,纸塑包装袋不能用于下排气式灭菌器。 四.使用注意事项 1.纸塑袋包装使用封口机时, 应注意检查封口日期是否准确, 物品封口后 注意检查日期有效性。字迹变浅时, 及时增加打印机油墨。医用封口机的温度一般为180℃,使聚丙烯熔化为液态把薄膜挤入纸张纤维;纸塑包装的封纹宽度应≥6mm,封口必须同一连续形态,平整无皱褶,无气泡或者漏道。2.包装时要检查包装物品的清洁度和干燥度,高压蒸汽灭菌时器械清洗干燥不 完全,残留的油和水分容易浸湿纸面而造成湿包。 3.对尖锐器械部位进行保护,如尖剪等应用硅胶管或橡胶管套上,防止刺破纸 塑包装,导致灭菌失败; 4.纸塑袋必须合适裁剪和正确使用,以便去除空气,灭菌剂渗透,干燥。排出 不利的空气将成为热和水汽的障碍,所以密封前应去除尽可能多的空气。此外,包装袋不能装的太满,拉伸纸塑包装袋可能会在灭菌或搬动时导致纸张撕裂或封条破裂;另外器械挤满包装袋,袋内没有一定的空间,不利于蒸汽
国际运输货物外包装注意事项
国际运输货物外包装注意事项 包装是影响运输质量的一个非常重要的因素,它可由托 运人自身完成,也可委托专业包装公司进行。包装材料的选 择要视货物品质而定,目的是使货物得到安全的保护和支 撑。常用的有木箱、纸箱等。不同国家对木箱的要求不同, 有些国家和地区木箱是要求熏蒸的。 钢琴、陶瓷、工艺品等偏重或贵重的物品请用木箱包装。 美国、加拿大、澳大利亚、新西兰等国,对未经过加工的原 木、或原木包装有严格的规定,必须在原出口国进行熏蒸, 并出示承认的熏蒸证,进口国方可接受货物进口。否则,罚 款或将货物退回原出口国。 欧洲对松树类的木制包装规定,货物进口时必须有原出 口国检疫局出示的:没有虫害的证明。 加工后的木制家具不用做熏蒸。 日常生活常用类物品如书籍、各种用具等可用结实的纸 箱自行包装,并最好做防潮处理。 易碎类的物品最好用东西填充好,避免损坏。条件允许,在纸箱内铺垫一层防水用品(例如:塑料袋、布等)。在同一包装箱内,轻重物品要合理搭配放置,以便搬运。 箱内最后要塞满填充物,要充实,可用卫生纸、纸巾、小衣 物等填充,以防在搬运挪动过程中箱内物品互相翻动、碰撞 而受到损坏。
【国际贸易运输方式】国际贸易海洋运输方式 [提要]国际贸易海洋运输方式:班轮运输(定期船运输) Liner Transport. 指按固定的航线和预先规定的时间表航行,沿途停靠若干固定的港口,从事这些港口的货运业务,并按事先公布的费率收取运费的船舶运输业... 国际贸易中,进出口商品的交付是通过各种运输方式完成 的。国际贸易运输方式的种类很多,各种运输方式都有其自身的 特点和独特的经营方式,了解各种国际贸易运输方式的特点和经 营方式,对于合理选择和正确利用各种运输方式,有着重要的意义。 一. 国际贸易运输的六大方式: 根据运输工具的不同, 可分为: 海洋、铁路、航空、邮政和国际多式联运等运输形式. 二. 国际贸易运输方式之一 - 海洋运输。海洋运输(Ocean Transportation)简称海运,它是利用货船在国内外港口之间通 过一定的航线和航区进行货物运输的一种运输方式。 海洋运输包括:
纸盒包装容器的制作流程和注意事项
纸盒包装容器的制作流程和注意事项 容器, 流程, 纸盒, 事项, 牛皮纸 纸盒包装容器的制作流程纸容器的加工 纸容器是用于包装商品的纸板做的容器,如纸盒、级杯等。评价级容器的质量,不仅评价印刷的好坏,还要评价容器的造型和加工的繁简。 纸容器的制造工艺流程为:制版、印刷→表面加工→模切、压痕→制盒。 1.材料 一般选用印刷效果良好、适合所包商品的廉价材料制成,有使用黄板纸、牛皮纸、卡纸、白板纸等作为承印材料,要求高的,可在这些材料上裱贴铜版线等上等纸张,印刷油墨也要根据包装的物品选用耐光、耐磨、耐油、耐药品、无毒的油墨。 2.制版、印刷 采用凸版、平版、照像凹版、柔性版印刷。现在以平版印刷为主、凸版印刷可以得到印刷效果好、色调鲜明、光泽好的成品,但制版工艺烦杂,不如平版印刷简单。在印刷过 程中进行喷粉,防止背面粘脏。 3.表面加工 根据需要可进行涂复聚乙烯,粘贴表面薄膜、涂蜡以及压箔、压凸等工艺,但并非所 有产品都要经过表面加工。 4.模切(die cutting)、压痕(creasing) (1)模切版制版 模切版的制版较好的方法是用胶合板制作模切版材。先将级盒图样转移到胶合板上,用线锯沿切线和折线锯缝,再把模切和折缝刀线嵌入胶合板,制成模切版,它具有版轻、 外形尺寸准确、可以保存等优点。 也有用计算机控制,激光制模切版的,把纸盒的尺寸、形状、纸板克重输入计算机,然后由电子计算机控制激光移动,在胶合板上刻出纸盒的全部切线的折线,最后嵌入刀线。
其工艺流程为:绘制级盒样图→绘制拼版没计图→复制拼版设计图→拼版设计图转移到胶合板上→钻孔和锯缝→嵌线→制作模切版阴模板。 ①绘制纸盒样图 绘制纸盒的黑白稿刀线图,有盒的各一种精确尺寸,要求线条非常准确,如图8-31。 ②绘制拼版设计图 根据纸盒纸盒样图和可印刷的最大纸张尺寸,进行拼版设计,拼版设计要考虑节约纸张和便于模切后自动清除废边。按拼版设计绘制拼版设计图。 ③复制拼版设计图 复制两张拼版设计图,一份供制印版印刷用,一份供模切版制版用,可保证一致性, 在模切时能精确套准。 ④拼版设计图转移到胶合板上可用手工描绘或照像复制。手工描绘要保证高度准确。 有专用锯缝机,是上下移动的线锯。在两只盒芯 相连处钻孔,便于穿线锯,沿切线和折线锯开。线锯的厚度应与模切刀线和折缝刀线 的厚度相适应。 ⑥嵌线 用铡线机、弯线机、冲孔机等机械根据盒子形状把刀线轧断、弯圆或弯成各种角度。 横切刀线的高度是23.8毫米,厚为0.7毫米,嵌入模切版上的模切线必须高度一致。折缝刀线的高度和厚度取决于纸张的厚度。折缝刀线高度为模切刀线高度减去纸张厚度即 可。 在刀线嵌好后,两边要贴上泡沫橡皮,以便纸板从模切版上弹出来,如图8-32。 ⑦制作模切版阴模板 阴模板是为了获得良好的的缝,在钢板上贴好绝缘纸,放入机器,放好复写纸,再盖一层卡纸,开动机器压一下获得压痕,在压痕上开出折缝线槽。
COB集成封装技术相关专利分析
第38卷第5期2012年10月 信息化研究 Informatization ResearchVol.38No.5 Oct.2012 COB集成封装技术相关专利分析 陆英艳,刘乃涛,侯君凯,宋秀峰 (南京汉德森科技股份有限公司,南京,211100 ) 摘 要:从专利分析的视角对基板上直接固定芯片(Chips on baord,COB)集成封装发光二极管(LED)技术进行分析介绍,从专利历年申请数量趋势分析、技术构成及专利申请/专利权人构成分析等几个方面对COB技术的专利布局情况进行系统总结, 并简介一些重要的相关专利。关键词:基板上直接固定芯片(COB);集成封装;发光二极管(LED);专利分析;专利摘录中图分类号:DF523 收稿日期:2012-07- 310 引 言 COB是指将裸芯片直接粘结在印刷电路板上,然后进行引线键合,再用有机胶将芯片和引线包封保护的技术,和常规封装技术相比,COB技术封装密度高、工序简单。 专利分析数据来源,中外专利数据库服务平台(CNIPR),检索路径:(1)检索范围,中国AND检索表达式,摘要=(cob and led);(2)检索范围,世界AND检索表达式,摘要=(chip and on and boardand led)1 专利趋势分析 在COB封装技术领域,专利申请在2008年之前数量很少,从2008年专利申请量逐年上升,并从2010年进入专利申请量上升快速通道,到2011年达到了专利申请数量的高峰, 由专利申请量的变化趋势可窥见COB技术发展趋势,即从2008年起COB封装就开始生产,但到2009年底,COB封装的产品仍然无法达到相应的效果, 且散热问题依旧无法解决,很多企业减缓研发和生产。直到2010年下半年,COB封装散热问题才得到妥善解决,高功率照明、球泡灯对COB需求逐渐升温,且随着封装工艺技术的不断提升,COB封装成本低、 光效高的优势逐渐显现,2011年COB封装已被各大封装企业认可。如图1所示 。 图1 按申请年统计的国内COB专利数量分布图 世界范围内的专利申请量从2004年起逐年增多,2006~2007年专利量达到高峰,但2009年到至今专利量有所回落。如图2所示 。 图2 按申请年统计的世界COB专利数量分布图 结合图1,世界范围内的COB专利申请的年份明显早于国内的专利申请年份,可见,国内在COB领域内的研发相对较晚,主要是跟随世界上大公司 · 11·
半导体器件封装的可靠性研究
无锡工艺职业技术学院电子信息工程系 毕业设计论文 半导体器件封装的可靠性研究 专业名称应用电子技术 学生姓名 学号 指导教师鲍小谷 毕业设计时间2010年2月20日~6月12日
半导体器件是经过衬底制备、外延、氧化、光刻、掺杂、封装等工序做出来的。但要保证做出的产品在正式生产后可以让顾客使用,且安全可靠、经久耐用,就必须在研究发展期间就将可靠度设计于产品质量中,因此试验的工作是不可少的。 试验是评估系统可靠度的一种方法,就是将成品或组件仿真实际使用环境或过应力的情况下予以试验,利用过程中失效之左证数据来评估可靠度。当然佐证资料越多,对所估计的可靠度信心也越大,可是人们又不希望采用大量样本来进行试验。若不做试验或做某种程度的试验,就根本不知道产品可靠的程度。 本文主要介绍了可靠性试验在半导体器件封装中是怎样使用的,从而来突出可靠性试验在封装中起着很重要的作用。 关键词:半导体器件;封装类型;可靠性;试验 Abstract Semiconductor substrate after the preparation, epitaxy, oxidation, lithography, doping, packaging and other processes done. However, to ensure that products made after the official production for customers to use, and safe, reliable, and durable, it is necessary to research and development in reliability during the design will be in product quality, and therefore the work of test is indispensable. Trial is to assess the system reliability of the method is that simulation will be finished products or components of the actual use of the environment or the circumstances have to be stress test, using the process of failure data to assess the reliability of proof. Of course, the more supporting information, the reliability of the estimate the greater the confidence, but people do not want to adopt a large number of samples tested. Do not test or do some degree of testing, simply do not know the extent of product reliability. This paper introduces the reliability test in semiconductor devices is how to use the package, and thus to highlight the reliability test in the package plays a very important role. Key words: Semiconductor devices; Package type; Reliability; Trial
印刷设计流程以及注意事项
印刷设计流程以及注意事项 印刷过程 印前,一般指摄影、设计、制作、排版、出片等; 印中,通过印刷机印刷出成品的过程; 印后,一般指印刷品的后加工包括裁切、覆膜、模切、糊袋、装裱等,多用于宣传类和包装类印刷品。 印刷要素 纸张:纸张分类很多,一般分为涂布纸、非涂布纸。 涂布纸一般指铜版纸(光铜)和哑粉纸(无光铜),多用于彩色印刷; 非涂布纸一般指胶版纸、新闻纸,多用于信纸、信封和报纸的印刷。 颜色:一般印刷品是由黄、品红、青、黑四色压印,另外还有印刷专色。 后加工:后加工包括很多工艺,如烫金、起凸等,有助于提高印刷品档次。 以印刷机分类 胶版印刷:指用平版印刷,多用于四色纸张印刷。 凹版印刷:指用凹版(一般指钢版)印刷,多用于塑料印刷。 柔性版印刷:指用柔性材料版(一般指树脂版等),多用于不干胶印刷。 丝网印刷:可以在各种材料上印刷,多用于礼品印刷等。 以材料分类 纸张印刷:最常用的印刷。 塑料印刷:多用于包装袋的印刷。 特种材料:印刷指玻璃、金属、木材等的印刷。 文件的格式 其它常见的可以直接RIP输出的文件格式有: EPS、TIF等。 普遍使用的设计软件:photoshop、pagemaker、coreldraw、illustrator等。 图片或照片的原稿要求 1、颜色准确,基本无过大多功能偏。 2、大小适中。 3、层次分明,清晰度好、不虚不毛。 4、色彩鲜艳、颜色丰富、准确、逼真。 5、反差适中,层次分布均匀。 6、印刷品等二次原稿最好是网线175目以上印品,且不要放大使用。 7、数码相机摄取的照片目前效果均较差,层次、色彩均不能令人满意,且像素值是固定的,应在计算素值后变至适当尺寸,且不要放大。 8、网络下载照片层次少、锐化过度、色彩不准、象素数低,应慎用。 图片的扫描设备要求(平板扫描) (1)应是专业型产品。 (2)光学分辨率为800ppi以上。 (3)至少8/24bit灰阶 (4)具备智能去网功能 (5)有一套完整的色彩管理体系,最好可支持苹果机色彩的体系。 分色挂网——纸张与挂网精度 一般常见的用纸及挂网目精度: 进口铜版纸或不干胶等:175-200线 进口胶版纸等:150-175线
包装设计要注意什么_包装设计注意事项
包装设计要注意什么_包装设计注意事项 平时我们购买的商品大都有外包装,包装设计的好坏会直接影响到消费者的购买欲望,从而影响商品的销量。怎样的一个包装设计才算是好呢?本期乔布简历小编将为大家介绍一下包装设计注意事项,下面就一起来了解一下包装设计要注意什么吧~ 关键词:包装设计要注意什么,包装设计注意事项 包装设计除了精美外,还要符合并遵循可靠、适当、经济的原则。由于需要包装设计的产品种类繁多,性能用途也各不相同,对包装设计的要求也是大有不同,从业者在做包装设计时要考虑的问题也就比较多种多样。概括来说,做包装设计时主要注意以下几点: 1、产品本身的性能用途 在做包装设计时,首先要考虑的就是产品本身,不同形态的产品包装容器也不一样。此外还要考虑到产品的外形及重量,外包装的设计要符合包装体积小、存放安全、确保在运输流通中不易受损等原则。对于价值比较高的产品要最先考虑包装要使得不易受损的问题,而对于易燃易爆或有毒等危险性产品则要优先考虑安全性。 2、外在环境的影响 产品在运输及售卖流通的过程中,会遇到不同的环境,各种环境会对包装产生不同的影响,这点在包装设计时要充分考虑。针对不同的贮存条件,也要采取相应的措施。室内贮存的产品包装要注意防潮防霉等,室外贮存的产品则要考虑防光照防雨水,防风防雨雪等。 从业者在做包装设计时,要充分考虑到各种因素,这样才能保证商品在到消费者手中时完好无损。找工作意向为包装设计行业的小伙伴们也可以参考一下以上内容,加强对包装设计的理解认识~ 包装设计要注意什么_包装设计注意事项 https://www.360docs.net/doc/8e990387.html,/knowledge/articles/5656b5410cf2f396f66c9d50
包装工艺规范
包装工艺规范 内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)
无论何种方式的包装以保护产品不损坏为原则。 2包装方式 阀门成品的包装材料分麻袋、编织袋和木箱包装。具体采用哪种包装材料按合同规定或由销售部根 据产品品种、规格、数量等具体情况确定。每件包装装入产品的数量不作具体规定,仓库保管员可根据产品大小和重量、运输方式等自行确定。 3包装要求 3.1包装前仓库保管员应按《产品出库单》SY/QP016-01和《最终检验和试验作业 规范》进行交付检验,确 认无误后进行包装。 3.2麻袋或编织袋包装 a单台包装的阀门产品,应装入尺寸合适的袋子,然后用绳捆紧、扎牢; b麻袋和编织袋外应写明到站、收发货单位、产品名称、型号、规格、本批件数。 c阀门出厂时,每台阀门应有合格证,每批阀门应有产品合格证,产品检验 报告(合同规定时),材 料质量证明书,产品说明书(合同规定时)等有关技术文件。 3木箱包装 a阀门装箱前应仔细检查阀门的型号、规格、数量及合格证是否与装箱单相符。 b单台产品木箱包装。用于较重、尺寸适中的产品。装箱时用泡沫塑料或其它方法固定,防止产品 串动。 c多台产品木箱包装。用于体积小、重量轻、数量多的产品。装箱时用泡沫塑料或其它软质材料填 充,防止搬运途中产品相互碰撞、串动。 d木箱四周应用铁带封包,防止木箱在搬运中损坏。 e每箱应随带产品合格证,装箱单、产品检验和试验报告(合同规定时),材料质量证明书(合同规 定时),产品说明书(合同规定时)等有关技术文件,并固定在箱内某一部位。 f木箱外唛头(收货单位地址、收货人、发货单位地址等)应书写整齐,清晰。 旋塞阀、球阀和具有反作用通道的闸阀,在发运中应处于全开位置,除非配有安全关闭装置。
COB封装最新技术
大功率LED封装技术解析 一、前言 大功率LED封装由于结构和工艺复杂,并直接影响到LED的使用性能和寿命,一直是近年来的研究热点,特别是大功率白光LED 封装更是研究热点中的热点。LED封装的功能主要包括:1、机械保护,以提高可靠性;2、加强散热,以降低晶片结温,提高LED性能;3、光学控制,提高出光效率,优化光束分布;4、供电管理,包括交流/直流转变,以及电源控制等。 LED封装方法、材料、结构和工艺的选择主要由晶片结构、光电/机械特性、具体应用和成本等因素决定。经过40多年的发展,LED封装先后经历了支架式(Lamp LED)、贴片式(SMD LED)、功率型LED(Power LED)等发展阶段。随着晶片功率的增大,特别是固态照明技术发展的需求,对LED封装的光学、热学、电学和机械结构等提出了新的、更高的要求。为了有效地降低封装热阻,提高出光效率,必须采用全新的技术思路来进行封装设计。 二、大功率LED封装关键技术 大功率LED封装主要涉及光、热、电、结构与工艺等方面,如图1所示。这些因素彼此既相互独立,又相互影响。其中,光是LED 封装的目的,热是关键,电、结构与工艺是手段,而性能是封装水平的具体体现。从工艺相容性及降低生产成本而言,LED封装设计应与晶片设计同时进行,即晶片设计时就应该考虑到封装结构和工艺。否则,等晶片制造完成后,可能由于封装的需要对晶片结构进行调整,从而延长了产品研发周期和工艺成本,有时甚至不可能。 具体而言,大功率LED封装的关键技术包括: (一)、低热阻封装工艺 对于现有的LED光效水平而言,由于输入电能的80%左右转变成为热量,且LED晶片面积小,因此,晶片散热是LED封装必须解决的关键问题。主要包括晶片布置、封装材料选择(基板材料、热介面材料)与工艺、热沉设计等。
做印刷品注意事项
做印刷品注意事项 一、做黑字、黑线等必须为单黑100(K=100%),黑字必须叠印,在Illustrator 中在叠印选项上打对钩,photoshop中在模式上选正片叠底;杜绝黑字、黑线等出现四色套印(特殊要求例外)。 二、在做印刷品时,无论在photoshop或者Illustrato中都要加上成品辅助 线,避免排版格式杂乱无章。 三、加出血时,补齐图片要柔和、统一色调,不能有生硬的接缝痕迹。 四、打印纸样校对时,无论是缩小或原大纸样,一定要带上成品线,杜绝 有出血边或者白纸边造成的视觉误差;包装盒等还要叠成立体图形观看真实、立体效果。 五、做样本和单页时,图片或文字距成品边至少要留10mm左右(如需要出 血效果的除外);做卡片及其它业务时,图片或文字距成品边至少要留3mm(如需要出血效果的或特殊要求的除外),不但美观而且可以避免印刷品裁切成品时,导致裁切到图片或者文字。 六、做样本时,注意上、下、左、右四周距离、书眉、页码等必须在同等 位置,要求做成成品书时,拿椎子扎一下是否在一条垂直线上,要保证所有页的内容四周边距一致。不明白时必须与生产人员和制作部主管协商,以避免定稿时,与印刷要求不符造成重复劳动或更严重错误。 七、印刷品设计或制作完毕后,首先要打印出稿自己检查,然后必须找专 职校对人员检查,避免出现一些常识性错误或很幼稚的问题,杜绝有损公司声誉及威信的事情出现。 八、客户定稿前,要叮嘱客户反复校对,然后用客户要求纸张用C6500打 印,复膜、裁切等做成成品给客户确认。确认后让客户签字。如签字后客户还需要改动,改完后必须重新打印出所改内容粘贴到签字稿上,一定要保证签字稿的准确性。 九、最后按照生产要求拼版,再打印出原大彩稿(用7600打印机),裁切、 折叠出成品,再由校对人员按照签字稿重新校对一遍,生产人员和制作部
农药包装袋制造工艺注意事项复习课程
农药包装袋制造过程中的注意事项 一、农药包装对材料的要求 由于农药是含大量腐蚀性有机溶剂的液体状物质,而复合包装袋又是用有机高分子材料薄膜做成的,这些有机溶剂对无机物质的玻璃或金属没有腐蚀作用,但依“相似相溶”的原则,它对有机高分子材料的溶解性、溶胀性和渗透性,就要比对无机材料的金属和玻璃大很多。 液体农药中使用的有机溶剂种类多,通常有甲苯、二甲苯、二甲基甲酰胺、甲醇、酒精、氮酮、环己酮、丙酮或丁酮、醋酸乙酯等等,这些有机溶剂都是混合使用的。从我们检测的数据来看,它们混合以后似乎有“协同效应”,腐蚀性要比单独使用更强。 1) 对基膜的要求 作为包装液体农药的基膜,抗有机溶剂的腐蚀能力和阻透性越高越好。这跟它的分子结构、分子量、加工方法都有关。 从分子结构上考虑,含氟、氯、氮、氧、硅、酯基、羟基、酰胺基多的有机高分子材料更好,但又要同时考虑它们的加工适应性,例如:能否做成薄膜,能否复合粘牢,能否热封制袋,还要考虑废弃物对环境是否存在不利的影响、成本是否合适等问题。 对于同一种结构材料而言,这些有机高分子物质的分子量越高越好,经过分子定向加工的双向拉伸膜更好。目前,制造液体农药包装袋的基材薄膜,作为阻隔层使用的有双向拉伸的PET、OPA,有铝箔和真空镀铝的聚酯膜(即VMPET),作为可热封内层使用的有CPP、PE和含PA、PVA、EVOH的共挤膜。 从这七、八年的实际试验和检测情况来看,目前我们推存使用的阻隔层材料,有PET、OPA、VMPET和铝箔,而可热封制袋的内层是CPP或PE膜。 最外层印刷用的PET(有时也可以用BOPP),国内许多企业都可提供,表面张力高于48mN/M或38mN/M(即48或38达因/厘米)、干燥清洁就行。 作为中间使用的,是铝箔、VMPET或OPA阻隔性材料。 铝箔最好采用9~11微米厚的,小于9微米时因针孔数太多,阻隔性降低,农药的失重量就变大。同时,铝箔的表面清洁度要好,应该没有油污和灰尘,双面的表面张力都大于70mN/M才行。 VMPET必需要用加强型的,不能使用普通型的,镀铝层的厚度要大于40nM(即大于400埃),而且非镀铝面的表面张力也应高于48mN/M。这种VMPET膜在国内各地都有生产,其中有安徽宁国的双津集团、合肥的通达公司、黄山的永新公司、上海的永超公司,还有浙江、广东、江苏等地的真空镀铝膜企业,他们都能提供这种产品。 双向拉伸的尼龙薄膜OPA是15微米厚、双面电晕处理过、表面张力都大于48mN/M的为好,因OPA的吸湿性强,必需用有干燥剂存在的密封袋去包装,并要在干燥阴凉处保存,使用前没有受潮吸湿才行。目前,厦门的长华塑业公司和沧州的东鸿包材公司都能提供这种产品。我们不提倡使用单面电晕处理或表面张力小于48mN/M的OPA薄膜。若采用12微米厚的PET去代替OPA,它也必需是双面电晕处理过、表面张力都大于48mN/M 的双向拉伸PET膜。上海紫东包装材料公司能生产这种双面电晕处理的PET薄膜。 作为可热封的内层材料,目前,我们主力推荐采用CPP或PE,但它们必需是“农药包装专用级”的产品。从这几年的情况看来,全国大多数地区都采用农药包装级CPP膜为主,其中有无锡环亚公司、上海美丰公司、上海紫藤包材公司的产品,但广东地区比较多采用PE膜,个别企业也采用日本的XRC-18型CPP或我们过去推
精品浅谈家具生产工艺流程与质量要求及注意事项
浅谈家具生产工艺流程与质量要求及注意事项 家具生产主要有备(配)料、机加工(细作)、安(组)装、涂装、包装五个工艺过程,这五个工艺流程也称为家具生产的基础流程。 家具生产工艺在很多人看来十分简单,比如现代板式家具,三步一体的开料、封边、打孔,所用的设备也无外乎开料锯、封边机、排钻。结构要点无非是32系列拆装连接件等,其实实际上的板式家具生产工艺要远比这些复杂得多,同样是一块板件,有些只要一两道工序就可以完成,而有些则十数道甚至数十道工序才能够完成。如抽屉底板,只要开料就可以,而如一块较复杂的地柜面板其结构是蜂窝空心,面木皮,边实木封边且有边N型,上面还要镶嵌玻璃。单一面板的加工就要二十几道工序才能完成,所以说家具工艺的复杂程度同产品的外观设计、产品结构、用料以及种类、数量等诸多因素息息相关,涉及的要素越多就越复杂。 家具生产工艺的主要构成要素:原材料、工艺文件、机器设备、操作工人以及相应的品质和生产管理系统。其中原材料准时到位是整个工艺流程的前提和基础,而工艺文件则是整个加工流程和管理活动的行动依据,工艺文件要全面细致。家具工艺文件大概有:效果图、三视图、零部件分解图、零部件加工图、五金配件清单、包装方案、安装示意图、原材料明细表、零部件加工工艺流程表、产品使用说明书。其中零部件加工图要与零部件加工工艺流程表结合使用,并与生产线上的零部件产品同步运行效果最佳。零部件加工流程表里面的主要内容要涵盖名称、规格、数量、用料、批次、加工注意事项、特殊检验标准、工时、工序及序列号等基本内容。机器设备和操作工人则是加工保障。 家具的主要生产工艺流程,因其类别、款式、装饰效果的不同也有不尽相同的工艺流程,比如家具从材质上分有板式家具、实木家具、五金家具、软体家具、混合家具等;从类别上分有酒店家具、民用家具、学校家具、公共家具、儿童家具等等;从款式上分有美式家具、欧式家具、中式家具、明清家具、仿古家具等等;从结构上分有整装家具、拆装家具等告示。所以,在实际操作过程中,因为受类别、款式、结构与成本等因素的影响,工艺流程与质量要求也尽不相同。 在这里,由于受版面限制,我们只从一般常见木家具来简单谈谈家具生产工艺流程与质量要求及注意事项的基本原则。 一、备(配)料 概述:就是运用家具备料所需要的机械设备和工具,在备料车间对家具毛料或素材进行一系列的加工操作,用来供应生产所需。备料是家具生产的第一道工序,俗话说“万 丈高,从地起”,备料工艺水平的高低,直接影响整个家具产品的质量。 工艺流程:备料包括选料、断料、开料(裁板/压板/贴皮/封边)、平刨、压刨、拼板、弯矩成型等工序。 质量要求: 1、拼板时尽量将颜色相近的材料拼在一条拼缝上,保持板面颜色基本一致。 2、备料规格不能太大,更不能缩小,长度保持在1-1.5厘米,宽厚度保持在0.5-0.8厘米 左右的砂光或精切余量。 3、所有材料必须保持方正、平直,杜绝拼缝空隙出现。上胶水时必须将胶水均匀涂布在 木材表面,不能过多或过少,以拼实后表面有芝麻大小胶粒溢出为宜,拼板必须保持一面平整,一头整齐,确保材料利用率。 4、锯裁后的板件必须与实际尺寸要求相符,大小头之差应小于2mm。当板件长度L为:
包装工艺、安全操作规程
第三篇包装工艺操作规程 第一章工艺原理 第一节包装机的主要技术性能 1.1生产线的主要技术性能 称重能力800bags/h 称重精度+0.2% 包装能力800bags/h 码垛能力1000 bags/h 气源压力0.5 —0.7Mpa 总耗气量81Nm3/h 总耗电量AC380V+10% ,50HZ+1%,三相五线制,55KW 1?2包装机的工作环境 环境温度 5 C?40 C 环境湿度在40 C时不超过50%RH,在低温下允许 有较大的湿度 现场照度不小于100Lux 现场保护接地电阻不大于10Q 现场仪表接地电阻不大于4Q 接地形式TN-S 第二节包装机的维护、检修 2.1日常维护、保养 2.1.1 机械设备: 每日巡回检查链轮与链条的润滑情况以及链轮与链条之间啮合是否良好。 电机启动、停止平稳,无异常噪音。 螺栓等紧固件是否有松动;光电开关位置是否有移动
光电开关的玻璃窗是否有灰尘,发现异常情况需及时更换。 定期检查易损件的磨损情况,磨损严重应及时更换,检查周期为1个月 定期检查轴承的磨损情况,磨损严重应及时更换,检查周期为1 个月 2.1.2 电控系统: 定期检查交流及直流电源的电压是否在规定的范围内 定期检查控制柜、接线盒的接线端子、设备的接地线是否松动。 定期检查漏电保护器是否有效。 操作前检查光电开关表面是否清洁,接近开关是否松动。操作前检查操作盘上的按钮开关和选择开关是否灵活好用。 2.1.3气动、真空系统 每日检查水分离过滤器中冷凝水的多少,沉积过多时应及时排放。 每日巡回检查压力表指示的空气压力是否正确,及时调整操作压力。 每日巡回检查各接头处的连接处是否牢固、是否漏气、排气噪音是否在规定的范围内。 每日巡回检查各气缸的动作速度是否正确,气缸密封垫处是否漏气。 定期清理过滤器上的污物,并将其清洗干净,清理周期为一个月。 每班检查一次真空泵水箱内的过滤器是否有污物,并保证水箱内水的清洁,若混入杂质,应及时更换。 检查油雾器的滴油量及油色是否正常。 2.2系统检修的一般方法: 2.2.1 电机的检修 电动机产生异常噪音、发热、无法启动、异常停止等故障时,应按下列方法进行检查: 检查对应的电动机空气开关是否因过载或短路而跳闸,如果是,查明原因,排除故障,然后将电动机空气开关闭合。 检查对应的交流接触器是否发生故障,如果是,查明原因,排除原因,排除故障或更换新的接触器。 检查各连接端子处是否松动、断开,电机电缆是否损坏,紧固松动的连接处、更换损坏的电缆。 检查制动电机的制动器部分是否有杂物,传动系统是否缺乏润滑,清理刹车片,润滑传动系统各部件。
COB封装发展概况
COB封装发展概况 导读:作为朝阳产业的LED,市场还未开始,杀价割喉战迭起,各项经营成本上涨,LED企业尤其是LED封装企业的毛利水平下滑。寻求低成本的生产工艺、转嫁传统封装成本压力,已成为LED封装企业角逐的焦点。而成本低、散热性好的COB LED封装逐渐回温、渐入LED企业视野。 标签:LED封装COB SMD大功率封装LED芯片亿光晶蓝德 日前,欧债危机不断蔓延扩散,股市大跌,市场再现恐慌。在市场情绪紧绷的氛围之下,我国经济发展面临的困难加重,挑战加多。用电荒、用钱荒、用人荒、高成本、低利润,中小企业生存环境出现恶化,“倒闭潮”来袭的恐慌显现在行业人士的脸上。 LED企业也概莫能外,作为朝阳产业的LED,市场还未开始,杀价割喉战迭起,各项经营成本上涨,LED企业尤其是LED 封装企业的毛利水平下滑。寻求低成本的生产工艺、转嫁传统封装成本压力,已成为LED封装企业角逐的焦点。而成本低、散热性好的COB LED封装逐渐回温、渐入LED企业视野。 对比:COB封装,降低成本之选?
LED封装生产的发展阶段 从LED封装发展阶段来看,LED有分立和集成两种封装形式。LED分立器件属于传统封装形式,广泛应用于各个相关的领域,经过近四十年的发展,已形成一系列的主流产品形式。LED 的COB模块属于个性化封装形式,主要为一些个性化案例的应用产品而设计和生产。
与传统LED SMD贴片式封装以及大功率封装相比,COB 封装可将多颗芯片直接封装在金属基印刷电路板MCPCB,通过基板直接散热,不仅能减少支架的制造工艺及其成本,还具有减少热阻的散热优势。
从成本和应用角度来看,COB成为未来灯具化设计的主流方向。COB封装的LED模块在底板上安装了多枚LED芯片,使用多枚芯片不仅能够提高亮度,还有助于实现LED芯片的合理配置,降低单个LED芯片的输入电流量以确保高效率。而且这种面光源能在很大程度上扩大封装的散热面积,使热量更容易传导至外壳。 半导体照明灯具要进入通用照明领域,生产成本是第一大制约因素。要降低半导体照明灯具的成本,必须首先考虑如何降低LED的封装成本。传统的LED灯具做法是:LED光源分立器件→MCPCB光源模组→LED灯具,主要是基于没有适用的核心光源组件而采取的做法,不但耗工费时,而且成本较高。实际上,如果走“COB光源模块→LED灯具”的路线,不但可以省工省时,而且可以节省器件封装的成本。 在成本上,与传统COB光源模块在照明应用中可以节省器件封装成本、光引擎模组制作成本和二次配光成本。在相同功能的照明灯具系统中,总体可以降低30%左右的成本,这对于半导体照明的应用推广有着十分重大的意义。在性能上,通过合理地设计和模造微透镜,COB光源模块可以有效地避免分立光源器件组合存在的点光、眩光等弊端,还可以通过加入适当的红色芯片组合,在不降低光源效率和寿命的前提下,有效地提高光源的显色性(目前已经可以做到90以上)。