精馏实验数据记录与处理
【数据记录与处理】
进料温度T F=14℃
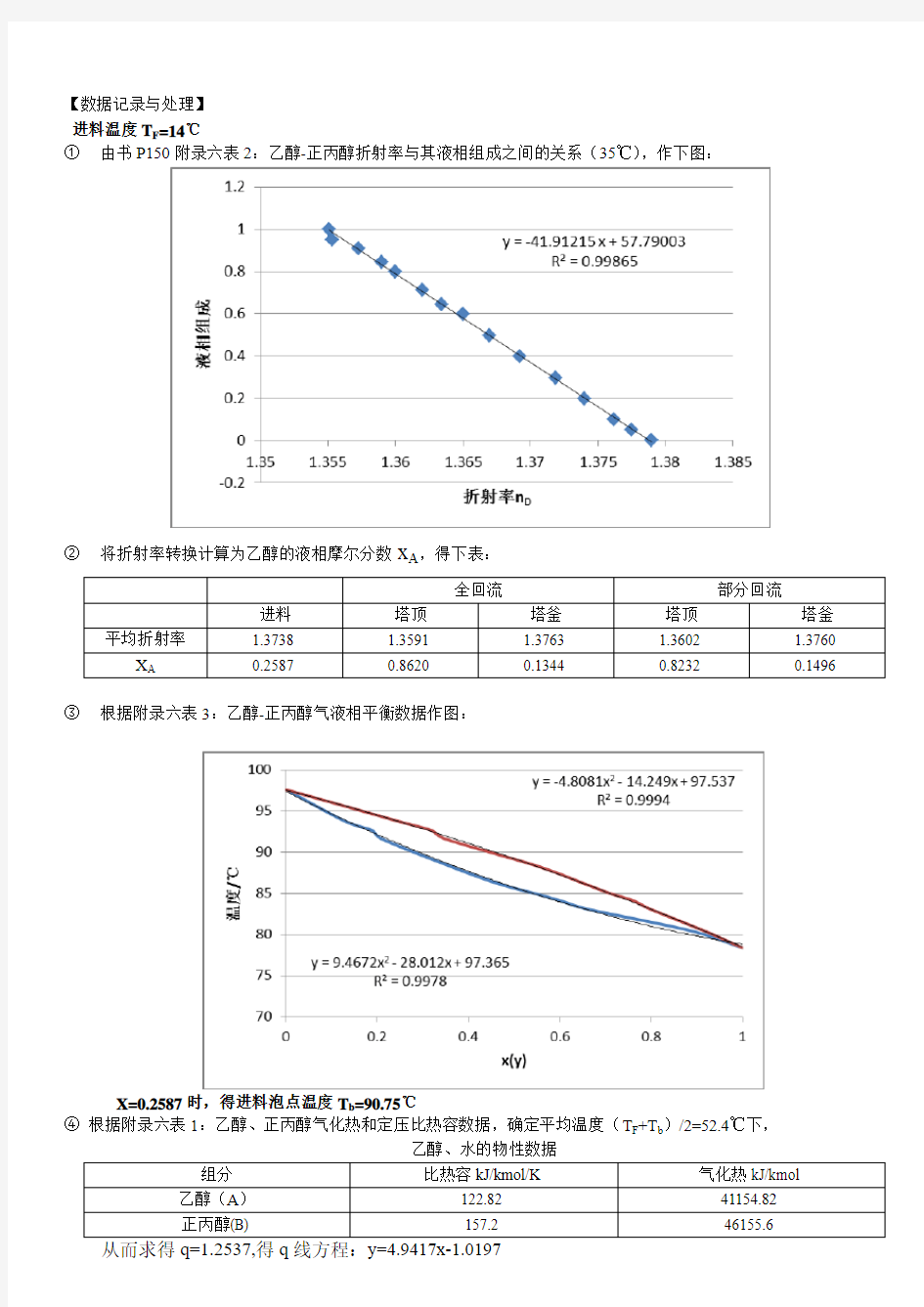
①由书P150附录六表2:乙醇-正丙醇折射率与其液相组成之间的关系(35℃),作下图:
②将折射率转换计算为乙醇的液相摩尔分数x A,得下表:
③根据附录六表3:乙醇-正丙醇气液相平衡数据作图:
X=0.2587时,得进料泡点温度T b=90.75℃
④根据附录六表1:乙醇、正丙醇气化热和定压比热容数据,确定平均温度(T F+T b)/2=52.4℃下,
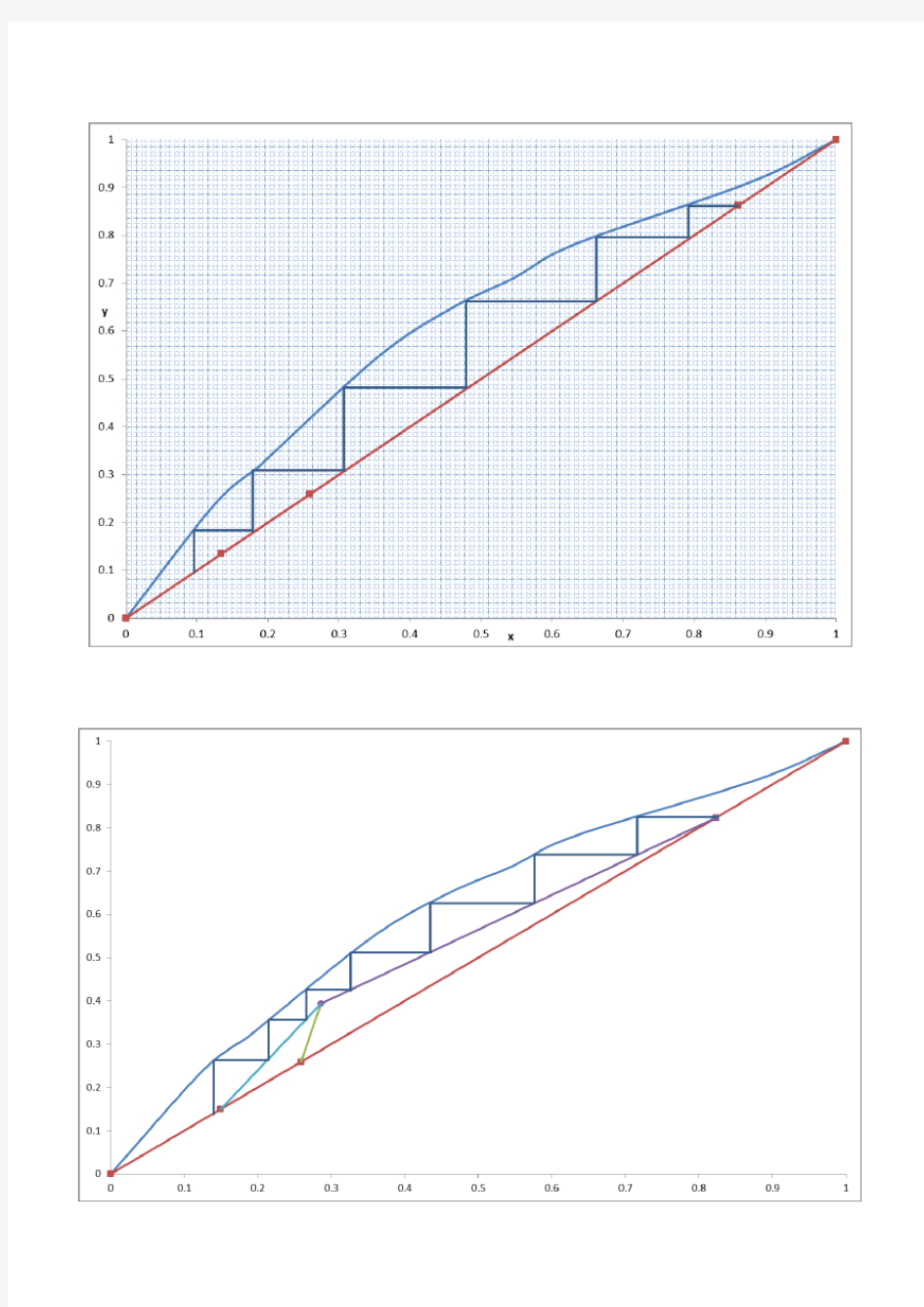
⑤回流比R=4,得精馏段操作线方程:y=0.8x+0.1646,求得q线与精馏线交点(0.2860,0.3934),再由各点(x D,x D),(x W,x W),(x F,x F),可分别作出全回流和部分回流下y—x图。
由图可知:
全回流情况下全塔理论板数:N T=6-1=5,实际塔板数N P=7
总板效率E O=(N T/N P)X100%=(5/7)X100%=71.43%
回流比R=4,部分回流下全塔理论板数:N T=7-1=6,实际塔板数N P=7
总板效率E O=(NT/NP)X100%=(6/7)X100%=85.71%
化工原理精馏实验报告
北 京 化 工 大 学 实 验 报 告 课程名称: 化工原理实验 实验日期: 2011.04.24 班 级: 化工0801 姓 名: 王晓 同 组 人:丁大鹏,王平,王海玮 装置型号: 精馏实验 一、摘要 精馏是实现液相混合物液液分离的重要方法,而精馏塔是化工生产中进行分离过程的主要单元,板式精馏塔为其主要形式。本实验用工程模拟的方法模拟精馏塔在全回流的状态下及部分回流状态下的操作情况,从而计算单板效率和总板效率,并分析影响单板效率的主要因素,最终得以提高塔板效率。 关键词:精馏、板式塔、理论板数、总板效率、单板效率 二、实验目的 1、熟悉精馏的工艺流程,掌握精馏实验的操作方法。 2、了解板式塔的结构,观察塔板上气-液接触状况。 3、测测定全回流时的全塔效率及单板效率。 4、测定部分回流时的全塔效率。 5、测定全塔的浓度或温度分布。 6、测定塔釜再沸器的沸腾给热系数。 三、实验原理 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热和传质,使混合液达到一定程度的分离。 回流是精馏操作得以实现的基础。塔顶的回流量和采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。 回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则需要有无穷多块塔板的精馏塔。当然,这不符合工业实际,所以最小回流比只是一个操作限度。若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中无实验意义。但是,由于此时所需理论板数最少,又易于达到稳定,故常在工业装置开停车、排除故障及科学研究时采用。 实际回流比常取用最小回流比的1.2-2.0倍。在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。 板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。 (1)总板效率E e N E N 式中 E —总板效率; N —理论板数(不包括塔釜); Ne —实际板数。
化工大学精馏实验报告
北京化工大学学生实验报告 姓名: 学号: 专业: 班级: 同组人员: 课程名称:化工原理实验 实验名称:精馏实验 实验日期: 2016.5.13 北京化工大学
实验五精馏实验 摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。通过实验,了解精馏塔工作原理。 关键词:精馏,图解法,理论板数,全塔效率,单板效率。 一、目的及任务 ①熟悉精馏的工艺流程,掌握精馏实验的操作方法。 ②了解板式塔的结构,观察塔板上汽-液接触状况。 ③测定全回流时的全塔效率及单塔效率。 ④测定部分回流时的全塔效率。 ⑤测定全塔的浓度(或温度)分布。 ⑥测定塔釜再沸器的沸腾给热系数。 二、基本原理 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。 回流是精馏操作得以实现的基础。塔顶的回流量与采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。 回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。当然,这不符合工业实际,所以最小回流比只是一个操作限度。若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。 实际回流比常取最小回流比的1.2~2.0倍。在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。 板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
2020年化原实验精馏实验报告(实用)
化原实验精馏实验报告 北京化工大学 学生实验报告 学院: 化学工程学院 姓名:学号: 专业:化学工程与工艺班级: 同组人员: 课程名称:化工原理实验 实验名称: 精馏实验 实验日期 北京化工大学 实验五精馏实验 摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率.通过实验,了解精馏塔工作原理. 关键词:精馏,图解法,理论板数,全塔效率,单板效率。 一、目的及任务 ①熟悉精馏的工艺流程,掌握精馏实验的操作方法。 ②了解板式塔的结构,观察塔板上汽—液接触状况。
③测定全回流时的全塔效率及单塔效率。 ④测定部分回流时的全塔效率。 ⑤测定全塔的浓度(或温度)分布。 ⑥测定塔釜再沸器的沸腾给热系数。 二、基本原理 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。 回流是精馏操作得以实现的基础。塔顶的回流量与采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗. 回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔.当然,这不符合工业实际,所以最小回流比只是一个操作限度。若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用....感谢聆听... 实际回流比常取最小回流比的1。2~2.0倍。在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
化工原理精馏实验报告
北京化工大学 实验报告 精馏实验 一、摘要 精馏是实现液相混合物液液分离的重要方法,而精馏塔是化工生产中进行分离过程的主要单元,板式精馏塔为其主要形式。本实验用工程模拟的方法模拟精馏塔在全回流的状态下及部分回流状态下的操作情况,从而计算单板效率和总板效率,并分析影响单板效率的主要因素,最终得以提高塔板效率。 关键词:精馏、板式塔、理论板数、总板效率、单板效率 二、实验目的 1、熟悉精馏的工艺流程,掌握精馏实验的操作方法。 2、了解板式塔的结构,观察塔板上气- 液接触状况。 3、测测定全回流时的全塔效率及单板效率。 4、测定部分回流时的全塔效率。 5、测定全塔的浓度或温度分布。 6、测定塔釜再沸器的沸腾给热系数。 三、实验原理 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔 板上实现多次接触,进行传热和传质,使混合液达到一定程度的分离。 回流是精馏操作得以实现的基础。塔顶的回流量和采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。 回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则
需要有无穷多块塔板的精馏塔。当然,这不符合工业实际,所以最小回流比只是 一个操作限度。若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中无实验意义。但是,由于此时所需理论板数最少,又易于达到稳定,故常在工业装置开停车、排除故障及科学研究时采用。 实际回流比常取用最小回流比的倍。在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。 板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。 (1)总板效率E N e 式中E —总板效率;N—理论板数(不包括塔釜);Ne —实际板数。 2)单板效率E ml E x n 1 x n E ml * x n 1 x n* 式中E ml—以液相浓度表示的单板效率; x n,x n-1—第n 块板的和第(n-1 )块板得液相浓度; x n*—与第n 块板气相浓度相平衡的液相浓度。 总板效率与单板效率的数值通常由实验测定。单板效率是评价塔板性能优劣的重要数据。物系性质、板型及操作负荷是影响单板效率的重要因素。当物系与板型确定后,可通过改变气液负荷达到最高的板效率;对于不同的板型,可以在保持相同的物系及操作条件下,测定其单板效率,已评价其性能的优劣。总板效率反映全塔各塔板的平均分离效果,常用于板式塔设计中。 若改变塔釜再沸器中电加热器的电压,塔板上升蒸汽量将会改变,同时,塔釜再沸器电加热器表面的温度将发生变化,其沸腾给热系数也将发生变化,从而可以得到沸腾给热系数也加热量的关系。由牛顿冷却定律,可知 Q A t m
北京化工大学精馏实验报告
北 京 化 工 大 学 化 工 原 理 实 验 告 : : : : : : 实验名称 班级 姓名 学 号 同组成员 实验日期 精馏实验 2015.5.13 实验 日 期
精馏实验 一、实验目的 1、熟悉填料塔的构造与操作; 2、熟悉精馏的工艺流程,掌握精馏实验的操作方法; 3、了解板式精馏塔的结构,观察塔板上汽液接触状况; 4、掌握液相体积总传质系数K a的测定方法并分析影响因素 x 5、测定全回流时的全塔效率及单板效率; 6、测量部分回流时的全塔效率和单板效率 二、实验原理 在板式精馏塔中,混合液的蒸汽逐板上升,回流液逐板下降,气液两相在塔板上接触,实现传质、传热过程而达到分离的目的。如果在每层塔板上,上升的蒸汽与下降的液体处于平衡状态,则该塔板称之为理论塔板。然而在实际操做过程中由于接触时间有限,气液两相不可能达到平衡,即实际塔板的分离效果达不到一块理论塔板的作用。因此,完成一定的分离任务,精馏塔所需的实际塔板数总是比理论塔板数多。 回流是精馏操作得以实现的基础。塔顶的回流量与采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。 回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则需要有无穷多块板的精馏塔。这在工业上是不可行的,所以最小回流比只是一个操作限度。若在全回流下操作,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中无实验意义。实际回流比常取最小回流比的1.2~2.0倍。 本实验处于全回流情况下,既无任何产品采出,又无原料加入,此时所需理论板最少,又易于达到稳定,可以很好的分析精馏塔的性能。影响塔板效率的因素很多,大致可归结为:流体的物理性质(如粘度、密度、相对挥发度和表面张力等)、塔板结构以及塔的操作
精馏实验报告正确版讲解
系别:化学与环境科学系班级:09应用化学(1)班姓名:赖雪梅 学号:090604118
采用乙醇—水溶液的精馏实验 赖雪梅 摘要:双组分混合液的分离是最简单的精馏操作。在整个精馏塔中,汽液两相逆流接触,进行相际传质。液相中的易挥发组分进入汽相,汽相中的难挥发组分转入液相。对不形成恒沸物的物系,只要设计和操作得当,馏出液将是高纯度的易挥发组分,塔底产物将是高纯度的难挥发组分。进料口以上的塔段,把上升蒸气中易挥发组分进一步提浓,称为精馏段;进料口以下的塔段,从下降液体中提取易挥发组分,称为提馏段。两段操作的结合,使液体混合物中的两个组分较完全地分离,生产出所需纯度的两种产品。本文介绍了精馏实验的基本原理以及填料精馏塔的基本结构,研究了精馏塔在全回流条件下,塔顶温度等参数随时间的变化情况,测定了全回流和部分回流条件下的理论板数,分析了不同回流比对操作条件和分离能力的影响。 关键词:精馏;精馏段;提馏段;全回流;部分回流;等板高度;理论塔板数 1.引言 欲将复杂混合物提纯为单一组分,采用精馏技术是最常用的方法。尽管现在已发展了柱色谱法、吸附分离法、膜分离法、萃取法和结晶法等分离技术,但只有在分离一些特殊物资或通过精馏法不易达到的目的时才采用。从技术和经济上考虑,精馏法也是最有价值的方法。在实验室进行化工开发过程时,精馏技术的主要作用有:(1)进行精馏理论和设备方面的研究。(2)确定物质分离的工艺流程和工艺条件。(3)制备高纯物质,提供产品或中间产品的纯样,供分析评价使用。 (4)分析工业塔的故障。(5)在食品工业、香料工业的生产中,通过精馏方法可以保留或除去某些微量杂质。 2.精馏实验部分 2.1实验目的 (1)了解填料精馏塔的基本结构,熟悉精馏的工艺流程。 (2)掌握精馏过程的基本操作及调节方法。 (3)掌握测定塔顶、塔釜溶液浓度的实验方法。 (4)掌握精馏塔性能参数的测定方法,并掌握其影响因素。 (5)掌握用图解法求取理论板数的方法。
精馏实验报告
本科实验报告 课程名称:过程工程原理实验(乙)实验名称:筛板塔精馏操作及效率测定姓名: 学院(系): 学号: 指导教师: 同组同学:
一、实验目的和要求 1、了解板式塔的结构和流程,并掌握其操作方法; 2、测定筛板塔在全回流和部分回流时的全塔效率及全回流时的单板效率; 3、改变操作条件(回流比、加热功率等)观察塔内温度变化,从而了解回流的作用和操作条件对精馏分离效果的影响。 要求:已知原料液中乙醇的质量浓度为15~20%,要求产品中乙醇的质量浓度在85%以上。 二、实验内容和原理 板式精馏塔的塔板是气液两相接触的场所,塔釜产生的上升蒸汽与从塔顶下降的下降液逐级接触进行传热和传质,下降液经过多次部分气化,重组分含量逐渐增加,上升蒸汽经多次部分冷凝,轻组分含量逐渐增加,从而使混合物达到一定程度的分离。 (一)全回流操作时的全塔效率E T 和单板效率E mV(4)的测定 1、全塔效率(总板效率)E T 1 100%T T P N E N -= ? (1) 式中: N T — 为完成一定分离任务所需的理论板数,包括蒸馏釜; N P — 为完成一定分离任务所需的实际板数,本装置 =7块。 在全回流操作中,操作线在x-y 图上为对角线。根据实验中所测定的塔顶组成x D 、塔底组成x W (均为摩尔百分数)在操作线和平衡线间作梯级,即可得到理论板数N T 。
2、部分回流时全塔效率Er’的测定 2.1 精馏段操作线方程: 111D n n x R y x R R += +++ (2) 式中 :y n+1 -----精馏段第n+1 块塔板上升的蒸汽组成,摩尔分数; x n -----精馏段第n 块塔板下流的液体组成,摩尔分数; R----回流比 R=L/D X D ----塔顶产品液相组成,摩尔分数; 实验中回流量由回流转子流量计8测量,但实验操作中一般作冷液回流,故实际回流量需进行校正 ]) (1[0D R D D p r t t c L L -+ = (3) 式中: L 0-----回流转子流量计上的读数值,ml/min L -----实际回流量,ml/min t D -----塔顶液相温度,℃ t R -----回流液温度,℃ C P D -----塔顶回流液在平均温度(t D +t R )/2下的比热,KJ/kg ·K r D -----塔顶回流液组成下的汽化潜热,KJ/kg 产品量D 可由产品转子流量计测量,由于产品量D 和回流量L 的组成和温度相同,故回流比R 可直接用两者的比值来得到: D L R = (4) 式中:D-----产品转子流量计上的读数值,ml/min 实验中根据塔顶取样分析可得x D ,并测量回流和产品转子流量计读数L 0和D 以及回流温度t R 和塔顶液相温度t D ,再查附表可得C PD ,r D ,由式(3)(4)可求得回流比R ,代入式(2)即可得精馏段操作线方程。 2.2 加料线(q 线)方程 11F x q y x q q = --- (5) 式中: q------进料的液相分率;
精馏实验实验报告
精馏实验实验报告 姓名 班级 学号
1.实验前,请想象并尝试描述气速与整塔压降的关系? 依照教材P228页,当液体喷淋量为零时,压降与空塔气速呈直线关系,与气体以湍流形式流过管道的关系类似;有一定喷淋量时,压降因管道变窄增大,但几乎与无喷淋量时平行;过截点以后,气体对液体产生阻滞作用,填料表面持液量增多,压降随气速较快增长;过了泛点之后,液体变为连续相而气体变为分散相,阻力猛增。 2.实验前,请同学们回顾精馏塔的塔板与填料的发展历程? 舌形塔板 斜孔塔板 鼓泡式塔板 散堆填料 规整填料
3.实验前,请尝试回答精馏操作过程中,使混合物较彻底分离的基本条件? 1、相对挥发度差异较大; 2、每一块板能使气液充分接触; 3、塔高足够高; 4、再沸器与冷凝器温度稳定; 5、混合物不形成共沸物; 6、运行规范稳定,不出现漏液、烨沫夹带、气泡夹带、液泛等非规范操作; 7、加料不反混; 二、实验记录 包括操作条件、实验现象、原始数据表,要求数据的有效数字、单位格式规范。 【原始数据表】 6 77.9 87.8 35.1 24.0 127 瓦数/kw 次数塔顶组成/% 塔釜组成/% 3 1 18.75 81.25 86.30 13.70 2 15.5 3 84.47 88.83 13.17 5 1 12.52 88.48 88.20 11.80 2 13.12 86.88 89.10 10.90 6 1 11.91 88.09 88.35 11.65 2 11.71 88.29 88.14 11.86
【数据处理】 ※空塔气速 首先根据测得的回流液流量求空塔气速。由于实验中采取全回流的方式,回流液质量流量与蒸气质量流量相同。 实验中转子流量计已经将实际溶液的流量转换为水的流量,由公式 2 1 s s V V = (1) 将读数转换为实际回流夜的流量。其中: f ρ取转子密度,近似为铁质,取密度7900kg/m3,1ρ取20 o C 水的密度,2ρ取回流温度下 混合液体的密度。水取998kg/m 3,乙醇取789 kg/m 3。 塔顶、塔釜的溶液组成取两次实验的平均值,并依据公式1 1 n wi m i x ρρ=∑ 计算不同温度下回 流液密度,得到数据如下: 表一、不同功率下的回流液密度 瓦数/kw 塔顶组成/%水 回流液密度kg/m^3 3 17.1 4 818.3751 5 12.82 810.7671 6 11.81 809.008 7 7 23.92 830.6076 7 13.07 811.2035 将所得到的回流液密度带入公式(1),即可得到回流液体积,体积和密度均已知,则可以得到回流液质量。因为全回流,所以根据物料守恒,上升蒸汽的质量与回流液质量相等。 表二、不同功率下的回流液质量流量 瓦数/kw 回流液体积流量L/h 回流液质量流量kg/h 3 7.3 5.9791 5 21.6 17.4929 6 27. 4 22.1651 7 20. 5 17.067 6 7 32.0 25.9294
精馏实验报告
化工原理实验报告 一、实验目的 1. 熟悉精馏的工艺流程,掌握精馏实验的操作方法; 2. 了解板式塔的结构,观察塔板上气-液接触状况; 3. 测定全回流时的全塔效率及单板效率。 4. 测定全塔的浓度分布。 二、摘要 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶主板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。对于双组分混合液的蒸馏,若已知汽液平衡数据,测得塔顶流出液组成D X 、釜残液组成W X ,液料组成F X 及回流比R 和进料状态,就可用图解法在y x 图上,或用其他方法求出理论塔板数T N 。塔的全塔效率T E 为理论塔板数与实际塔板数N 之比。精馏塔的单板效率M E 可以根据液相通过测定塔板的浓度变化进行计算。本实验在板式精馏塔全回流的情况下,通过测定乙醇丙醇体系混合液在精馏塔中的传质的一些参数,计算精馏塔的总板效率和某几块板的单板效率(液相单板效率),分析该塔的传质性能和操作情况。 三、实验原理 在板式精馏塔中,混合液的蒸汽逐板上升,回流液逐板下降,气液两相在塔板上接触,实现传质、传热过程而达到分离的目的。如果在每层塔板上,上升的蒸汽与下降的液体处于平衡状态,则该塔板称之为理论塔板。然而在实际操做过程中由于接触时间有限,气液两相不可能达到平衡,即实际塔板的分离效果达不到一块理论塔板的作用。因此,完成一定的分离任务,精馏塔所需的实际塔板数总是比理论塔板数多。 回流是精馏操作得以实现的基础。塔顶的回流量与采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。回流比存在两种极限情况:最小回流比和全回流。本实验处于全回流情况下,既无任何产品采出,又无原料加入,此时所需理论板最少,又易于达到稳定,可以很好的分析精馏塔的性能。影响塔板效率的因素很多,大致可归结为:流体的
恒沸精馏实验报告
恒沸精馏实验报告 一、实验目的 恒沸精馏是一种特殊的分离方法。它是通过加入适当的分离媒质来改变被分离组分之间的汽液平衡关系,从而使分离由难变易。恒沸精馏主要适用于含恒沸物组成且用普通精馏无法得到纯品的物系。通常,加入的分离媒质(亦称夹带剂)能与被分离系统中的一种或几种物质形成最低恒沸物,使夹带剂以恒沸物的形式从塔顶蒸出,而塔釜得到纯物质。这种方法就称作恒沸精馏。 本实验使学生通过制备无水乙醇,达到以下两个目的。 (1)加强并巩固对恒沸精馏过程的理解。 (2)熟悉实验精馏塔的构造,掌握精馏操作方法。 二、实验原理 在常压下,用常规精馏方法分离乙醇-水溶液,最高只能得到浓度为95.57%(质量分数)的乙醇。这是乙醇与水形成恒沸物的缘故,其恒沸点78.15℃,与乙醇沸点78.30℃十分接近,形成的是均相最低恒沸物。而浓度95%左右的乙醇常称工业乙醇。 由工业乙醇制备无水乙醇,可采用恒沸精馏的方法。实验室中沸精馏过程的研究,包括以下几个内容。 (1)夹带剂的选择 恒沸精馏成败的关键在于夹带剂的选取,一个理想的夹带剂应该满足如下几个条件。 1)必须至少能与原溶液中一个组分形成最低恒沸物,希望此恒沸物比原溶
液中的任一组分的沸点或原来的恒沸点低10℃以上。 2)在形成的恒沸物中,夹带剂的含量应尽可能少,以减少夹带剂的用量,节省能耗。 3)回收容易,一方面希望形成的最低恒沸物是非均相恒沸物,可以减轻分离恒沸物的工作量;另一方面,在溶剂回收塔中,应该与其他物料有相当大的挥发度差异。 4)应具有较小的汽化潜热,以节省能耗。 5)价廉、来源广,无毒、热稳定性好与腐蚀性小等。 就工业乙醇制备无水乙醇,适用的夹带剂有苯、正己烷,环己烷,乙酸乙酯等。它们都能与水-乙醇形成多种恒沸物,而且其中的三元恒沸物的室温下又可以分为两相,一相富含夹带剂,另一相中富含水,前者可以循环使用,后者又很容易分离出来,这样使得整个分离过程大为简化。下表给出了几种常用的恒沸剂及其形成三元恒沸物的有关数据。 常压下夹带剂与水、乙醇形成三元恒沸物的数据 本实验采用正己烷为恒沸剂制备无水乙醇。当正己烷被加入乙醇-水系以后可以形成四种恒沸物,一是乙醇-水-正己烷三者形成一个三元恒沸物,二是它们两两之间又可形成三个二元恒沸物。它们的恒沸物性质如下表所示。
精馏实验报告
本科实验报告 过程工程原理实验(乙) 课程名称: 实验名称:筛板塔精馏操作及效率测定 姓名: 学院係): 学号: 指导教师: 同组同学: 一、实验目的和要求 1、了解板式塔的结构和流程,并掌握其操作方法; 2、测定筛板塔在全回流和部分回流时的全塔效率及全回流时的单板效率; 3、改变操作条件(回流比、加热功率等)观察塔内温度变化,从而了解回流的作用和操作条件 对精馏分离效果的影响。 要求:已知原料液中乙醇的质量浓度为15~20%,要求产品中乙醇的质量浓度在85%以上。二、实验内容和原理 板式精馏塔的塔板是气液两相接触的场所,塔釜产生的上升蒸汽与从塔顶下降的下降液 逐级接触进行传热和传质,下降液经过多次部分气化,重组分含量逐渐增加,上升蒸汽经多 次部分冷凝,轻组分含量逐渐增加,从而使混合物达到一定程度的分离。 (一)全回流操作时的全塔效率E T和单板效率E mV(4)的测定 1、全塔效率(总板效率)E T N T 1 E T T 100% (1) N P 式中:N T—为完成一定分离任务所需的理论板数,包括蒸馏釜;
N P—为完成一定分离任务所需的实际板数,本装置■ =7块。 在全回流操作中,操作线在x-y图上为对角线。根据实验中所测定的塔顶组成X D、塔底组成X W(均为摩尔百分数)在操作线和平衡线间作梯级,即可得到理论板数N T。
2、部分回流时全塔效率 Er 的测定 2.1精馏段操作线方程: yn+i ——精馏段第n+1块塔板上升的蒸汽组成,摩尔分数; x n ——精馏段第n 块塔板下流的液体组成,摩尔分数; R----回流比 R=L/D X D ----塔顶产品液相组成,摩尔分数; 实验中回流量由回流转子流量计 8测量,但实验操作中一般作冷液回流,故实际回流量 需进行校正 式中:L o ——回流转子流量计上的读数值 ,ml/min L ——实际回流量,ml/min tD-----塔顶液相温度,C tR-----回流液温度,C O?-_-塔顶回流液在平均温度(t D +t R )/2 下的比热,KJ/kg ? K r D -----塔顶回流液组成下的汽化潜热, KJ/kg 产品量D 可由产品转子流量计测量,由于产品量 D 和回流量L 的组成和温度相同,故回流 比R 可直接用两者的比值来得到: R - (4) D 式中:D-----产品转子流量计上的读数值,ml/min 实验中根据塔顶取样分析可得 X D ,并测量回流和产品转子流量计读数 L0和D 以及回流温度 tR 和塔顶液相温度tD ,再查附表可得 C P D , rD ,由式(3)( 4)可求得回流比 R ,代入式(2) 即可得精馏段操作 线方程。 2.2加料线(q 线)方程 X F q 1 式中:q------进料的液相分率 y nl R X D (2) 式中 L °[1 C pD (t D 毁] (5)
筛板精馏塔化工实验报告
筛板塔精馏过程实验 一、实验目的 1、了解筛板精馏塔及其附属设备的基本结构,掌握精馏过程的基本操作方法。 2、学会判断系统达到稳定的方法,掌握测定塔顶、塔釜溶液浓度的实验方法。 3、学习测定精馏塔全塔效率和单板效率的实验方法,研究回流比对精馏塔分离效率的影响。 二、实验原理 2.1 全塔效率 TE 全塔效率又称总板效率,是指达到指定分离效果所需理论板数与实际板数的比值于塔内所需理论塔板数,可由已知的双组分物系平衡关系,以及实验中测得的塔顶、塔釜出液的组成,回流比R和热状况q等,用图解法求得TN 2.2 图解法求理论塔板数 TN 图解法又称麦卡勃-蒂列(McCabe-Thiele)法,简称M-T法,其原理与逐板计算法完全相同,只是将逐板计算过程在y-x图上直观地表示出来。 2.3 全回流操作 在精馏全回流操作时,操作线在y-x图上为对角线,如图8-3所示,根据塔顶、塔釜的组成在操作线和平衡线间作梯级,即可得到理论塔板部分回流操作。部分回流操作时,图解法的主要步骤为: (1)根据物系和操作压力在y-x图上作出相平衡曲线,并画出对角线作为辅助线;(2)在x轴上定出x=xD、xF、xW三点,依次通过这三点作垂线分别交对角线于点a、f、b; (3)在y轴上定出yC=xD/(R+1)的点c,连接a、c作出精馏段操作线; (4)由进料热状况求出q线的斜率q/(q-1),过点f作出q线交精馏段操作线于点d; (5)连接点d、b作出提馏段操作线; (6)从点a开始在平衡线和精馏段操作线之间画阶梯,当梯级跨过点d时,就改在平衡线和提馏 段操作线之间画阶梯,直至梯级跨过点b为止; (7) 所画的总阶梯数就是全塔所需的理论踏板数(包含再沸器),跨过点d的那块板就是加料板, 其上的阶梯数为精馏段的理论塔板数。 2.4 实验装置和流程 本实验装置的主体设备是筛板精馏塔,配套的有加料系统、回流系统、产品出料管路、残液出料管路、进料泵和一些测量、控制仪表。 筛板塔主要结构参数:塔内径D=68mm,厚度洌?4mm,塔板数N=10块,板间距HT =100mm。加料位置由下向上起数第4块和第6块。降液管采用弓形,齿形堰,堰长56mm,堰高7.3mm,齿深4.6mm,齿数9个。降液管底隙4.5mm。筛孔直径d0=1.5mm,正三角形排列,孔间距t=5mm,开孔数为77个。塔釜为内电加热式,加热功率2.5kW,有效容积为10L。塔顶冷凝器、塔釜换热器均为盘管式。单板取样为自下而上第1块和第10块,斜向上为液相取样口,水平管为气相取样口。 本实验料液为乙醇水溶液,釜内液体由电加热器产生蒸汽逐板上升,经与各板上的液体传质后,进入盘管式换热器壳程,冷凝成液体后再从集液器流出,一部分作为回流液从塔顶流入塔内,另一部分作为产品馏出,进入产品贮罐;残液经釜液转子流量计流入釜液贮罐。
精馏实验报告
实验名称:精馏实验 一、 实验目的 ① 测定精馏塔在全回流及部分回流条件下的全塔效率。 ② 测定精馏塔在全回流条件下的单板效率。 ③ 测定精馏塔在全回流条件下塔体浓度(温度)分布。 ④ 测定再沸器的传热膜系数。 二、 实验器材 精馏实验装置(北京化工大学制) 三、 实验原理 在精馏过程中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液在塔板上多次部分汽化部分冷凝,进行传热与传质,使混合液达到一定程度的分离。 回流是精馏操作的必要条件,塔顶的回流量与采出量之比称为回流比。回流比是精馏操作的主要参数,它的大小直接影响精馏操作的分离效果和能耗。若塔在最小回流比下操作,要完成分离任务,则需要无穷多块塔板,在工业上是不可行的。若在全回流下操作,既无任何产品的采出,也无任何原料的加入,塔顶的冷凝液全部返回到塔中,这在生产中无任何意义。但是,由于此时所需理论板数最少,易于达到稳定,故常在科学研究及工业装置的开停车及排除故障时采用。通常回流比取最小回流比的1.2~2.0倍。 1. 塔板效率 板式精馏塔中汽液两相在各塔板上相互接触而发生传质作用,由于接触时间短暂和不够充分,并且汽相上升也有一些雾沫夹带,因此其传质效率总不会达到理论板效果。通常用塔板效率来表示塔板上传质的完善程度。 塔板效率是体现塔板性能及操作状况的主要参数。影响塔板效率的因素很多,大致归纳为:流体的物理性质(如粘度、密度、相对挥发度和表面张力等)塔板结构以及操作条件等,由于影响塔板效率的因素相当复杂,目前仍以实验的方法测定。 (1)总板效率E (或全塔的效率):反映全塔中各层塔板的平均分离效果,常用于板式塔的设计。 e N N E 式中 E ——总板效率 N ——理论板数 e N ——实际板数 (2)单板效率 ,反映单独的一块板上传质的效果,是评价塔板式性能 优劣的重要数据,常有于塔板的研究。
共沸精馏实验报告
共沸精馏 一、实验目的: 1.通过实验加深对共沸精馏过程的理解。 2.熟悉精馏设备的构造,掌握精馏操作方法。 3.能够对精馏过程做全塔物料衡算。 4.学会使用气相色谱分析气、液两相组成。 二、实验原理: 精馏是利用不同组份在汽—液两相间的分配,通过多次汽液两相间的传质和传热来达到分离的目的。对于不同的分离对象,精馏方法也会有所差异。例如,分离乙醇和水的二元物系。由于乙醇和水可以形成共沸物,而且常压下的共沸温度和乙醇的沸点温度极为相近,所以采用普通精馏方法只能得到乙醇和水的混合物,而无法得到无水乙醇。为此在乙醇—水体系中加入第三种物质,该物质被称为共沸剂。共沸剂具有能和被分离系统中的一种或几种物质形成最低共沸物的特性。在精馏过程中共沸剂将以共沸物的形式从塔顶蒸出,塔釜则得到无水乙醇。这种方法就称作共沸精馏。 乙醇—水体系加入共沸剂苯以后可以形成四种共沸物。现将它们在常压下的共沸温度、共沸组成列于表1。 为了便于比较,再将乙醇、水、苯三种纯物质常压下的沸点列于表2。 表1 乙醇水-苯三元共沸物性质
乙醇-苯(AB Z )68.24 32.7 0.0 67.63 苯-水(BW Z )69.25 0.0 8.83 91.17 乙醇-水(AW Z )78.15 95.57 4.43 0.0 表2 乙醇、水、苯的常压沸点 物质名称(简记)乙醇(A)水(W)苯(B) 沸点温度(℃)78.3 100 80.2 从表1和表2列出沸点看,除乙醇-水二元共沸物的共沸物与乙醇沸点相近之外,其余三种共沸物的沸点与乙醇沸点均有10℃左右的温度差。因此,可以设法使水和苯以共沸物的方式从塔顶分离出来,塔釜则得到无水乙醇。 整个精馏过程可以用图1来说明。图中A、B、W分别为乙醇、苯和水的英文 字头;AB Z ,AW Z ,BW Z 代表三个二元共沸物,T表示三元共沸物。图中的曲线为25℃ 下的乙醇、水、苯三元共沸物的溶解度曲线。该曲线的下方为两相区,上方为均相区。图中标出的三元共沸组成点T是处在两相区内。 以T为中心,连接三种纯物质 A、B、W及三个二元共沸点组成 点AB Z 、AW Z 、BW Z ,将该图分为 六个小三角形。如果原料液的组成点落在某个小三角形内。当塔顶采用混相回流时精馏的最终结果只能得到这个小三角形三个顶点所代表的物质。故要想得
精馏实验数据处理
精馏实验 一、前言 利用混合物中各组分挥发能力的差异,通过液相和气相的回流,使气、液两相逆向多级接触,在热能驱动和相平衡关系的约束下,使得易挥发组分(轻组分)不断从液相往气相中转移,而难挥发组分却由气相向液相中迁移,使混合物得到不断分离,称该过程为精馏。精馏是石油化工、炼油生产过程中的一个十分重要的环节。精馏过程的实质就是迫使混合物的气、液两相在塔体中作逆向流动,利用混合液中各组分具有不同的挥发度,在相互接触的过程中,液相中的轻组分转入气相,而气相中的重组分则逐渐进入液相,从而实现液体混合物的分离。 在精馏实际生产中,无论是精馏塔正常运行,还是由操作条件的变化和塔性能改变等原因,出现非正常现象,均需对塔的操作进行分析。一方面为塔的合理操作提供适宜操作条件的范围,以提高塔的生产能力,降低生产成本;另一方面针对不同工况进行分析,为出现故障及时、准确的诊断提必要的信息,以便排除故障恢复正常生产。操作过程的分析的方法、手段,通常是调查研究、现场测试以及严格的模拟计算。 精馏塔过程系统的严格模拟计算,是精馏操作分析的主要手段之一,通过严格模拟计算可获得塔内气、液相流量,温度,压力,组成等参数的分布。同时通过操作参数与系统目标函数值间灵敏度分析,可选择适宜操作条件的范围,以指导操作和诊断故障的原因。 二、实验目的 1、了解填料精馏塔的基本结构,熟悉精馏的工艺流程; 2、掌握精馏过程的基本操作及调节方法; 3、掌握测定塔顶、塔釜溶液浓度的实验方法; 4、掌握精馏塔性能参数的测定方法,并掌握其影响因素; 5、掌握用图解法求取理论板数的方法; 6、通过如何寻找连续精馏分离适宜的操作条件,培养分析解决化工生产中 实际问题的能力、组织能力、实验能力和创新能力。 三、实验原理 1.1.1 等板高度(HETP) HETP是指与一层理论塔板的传质作用相当的填料层高度。它的大小,不仅取决于填料的类型,材质与尺寸,而且受系统物性,操作条件及塔设备尺寸的影响.对 于双组分体系, 根据其物料关系x n ,通过实验测得塔顶组成x D ,塔釜组成x w ,进料 组成x F 及进料热状况q,回流比R和填料层高度Z等有关参数,用图解法求得其理 论板N T (不包括塔釜)后,即可用下式确定: HETP=Z/N T 1.1.2 图解法求理论塔板数NT 精馏段的操作线方程为: 式中,yn+1——精馏段第n+1块塔板上升的蒸汽组成,摩尔分数.; 1
精馏实验报告
报告摘要:本实验用精馏装置测定了全回流条件下的全塔效率以及单板效率, 而由于实验装置的原因未测定部分回流条件下的总板效率。 (一) 实验名称:精馏实验 (二) 实验目的 1、了解筛板式精馏塔的结构,学习数字显示仪表的原理及使用。 2、学习筛板式精馏塔的操作方法,观察汽液两相接触状况的变化。 3、测定在全回流时精馏塔总板效率,分析汽液接触状况对总板效率的影响。 4*、测定在全回流时精馏塔的单板效率。分析汽液接触状况对单板效率的影响。 5*、测定部分回流时的总板效率,分析气液接触状况对总板效率的影响。 6*、测定精馏塔在全回流下塔体浓度(温度)分布。 (三)实验原理 在精馏过程中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液在塔板上多次部分汽化部分冷凝,进行传热与传质,使混合液达到一定程度的分离。 回流是精馏操作的必要条件,塔顶的回流量与采出量之比称为回流比。回流比是精馏操作的主要参数,它的大小直接影响精馏操作的分离效果和能耗。若塔在最小回流比下操作,要完成分离任务,则需要无穷多块塔板,在工业上是不可行的。若在全回流下操作,既无任何产品的采出,也无任何原料的加入,塔顶的冷凝液全部返回到塔中,这在生产中无任何意义。但是,由于此时所需理论板数最少,易于达到稳定,故常在科学研究及工业装置的开停车及排除故障时采用。通常回流比取最小回流比的1.2~2.0倍。 1. 塔板效率 板式精馏塔中汽液两相在各塔板上相互接触而发生传质作用,由于接触时间短暂和不够充分,并且汽相上升也有一些雾沫夹带,因此其传质效率总不会达到理论板效果。通常用塔板效率来表示塔板上传质的完善程度。 塔板效率是体现塔板性能及操作状况的主要参数。影响塔板效率的因素很多,大致归纳为:流体的物理性质(如粘度、密度、相对挥发度和表面张力等)塔板结构以及操作条件等,由于影响塔板效率的因素相当复杂,目前仍以实验的方法测定。 (1)总板效率E (或全塔的效率):反映全塔中各层塔板的平均分离效果,常用于板式塔的设计。 e N N E 式中 E ——总板效率 N ——理论板数 e N ——实际板数 (2)单板效率 ,反映单独的一块板上传质的效果,是评价塔板式性能
精馏实验数据处理实例
附实验数据处理过程及结果(以下数据仅供参考) : 表四 精馏实验原始数据及处理结果 实验装置:1 实际塔板数:10 实验物系:乙醇-正丙醇 折光仪分析温度:30℃ 全回流:R = ∞ 部分回流:R =4 进料量:3 L/h 进料温度:21.7℃ 泡点温度:91℃ 塔顶组成 塔釜组成 塔顶组成 塔釜组成 进料组成 折光指数n 1.3610 1.3770 1.3620 1.3775 1.3765 质量分率W 0.847 0.166 0.805 0.144 0.187 摩尔分率 X 0.879 0.206 0.843 0.180 0.231 理论板数 3.6179 6.1187 总板效率 36.18% 61.19% 实验数据处理过程举例: 1.全回流: 塔顶样品折光指数n D =1.3610 乙醇质量分率W=58.844116-42.61325 ×n D =58.844116-42.61325 ×1.3610 =0.847 摩尔分率 879 . 0 60 ) 847 . 0 1 ( ) 46 847 . 0 ( ) 46 847 . 0 ( = - + = Xd 同理:塔釜样品折光指数n D =1.3770 乙醇的质量分率W=58.844116-42.61325 ×n D =58.844116-42.61325 ×1.3780 =0.66 摩尔分率x w =0.206 在平衡线和操作线之间图解理论板3.6179 (见图-3) 全塔效率η % 18 . 36 10 6179 . 3 = = = P t N N 2.部分回流(R=4) 塔顶样品折光指数n D =1.3620 塔釜样品折光指数n D =1.3775
精馏实验数据处理
(1) 全回流操作 在精馏全回流操作时,操作线在y -x 图上为对角线,如图8-3所示,根据塔顶、塔釜 的组成在操作线和平衡线间作梯级,即可得到理论塔板数。 画平衡线 方法一 易挥发组分A 和难挥发组分B 形成的A 、B 溶液 由拉乌尔定律 A o A A x p p = B o B B x p p = o A p 、o B p 为纯液体A 、B 的蒸汽压,A x 、B x 为溶液中A 、B 的摩尔分率(各组分在全浓度范围内都服从拉乌尔定律溶液称为理想溶液) 对于二院理想物系,组成中可略去下标A )1(x p x p p p P o B o A B A -+=+=或 o B o A o B P P P P x --= 根据安托因方程 )/(ln C T B A p o +-=,A 、B 、C 为安托因常数,可从数据手册中查取 与x 成平衡的气相组成y 为 P x p P p y o A A //==
由挥发度 A A A x p /=ν, B B B x p /=ν 相对挥发度B A ννα/= 代入挥发度定义式 B B A A x p x p //=α 若气相符合道尔顿分压定律,则 B B A A x y x y //=α或B A B A x x y y α= 对于二元物系 y y y y x x x x B A B A -==-==1,,1, 整理得 x x y )1(1-+=αα 所以对于精馏,相平衡方程为 n n n x x y )1(1-+=αα 本实验用方法二
部分回流操作时,如图8-4,图解法的主要步骤为: A. 根据物系和操作压力在y -x 图上作出相平衡曲线,并画出对角线作为辅助线; B. 在x 轴上定出x =x D 、x F 、x W 三点,依次通过这三点作垂线分别交对角线于点a 、 f 、b ; C. 在y 轴上定出y C =x D /(R+1)的点c ,连接a 、c 作出精馏段操作线; D. 由进料热状况求出q 线的斜率q/(q-1),过点f 作出q 线交精馏段操作线于点d ; 根据x F =____查常压下水-乙醇的t-x-y 图,得泡点温度t b =_____露点温度t d =____ 进料从(泡点温度)℃饱和液体变为(露点温度)℃饱和蒸气时所需要吸收的热量近似等于(泡点温度)___℃料液的气化潜热,可忽略蒸气显热的影响,查得(泡点温度)_____℃时乙醇的汽化潜热为 _A___kJ/kmol 水的气化潜热为_B____kJ/kmol 于是料液的气化潜热___)1(=?-+?=B x A x r F F t F 温度进料 在平均温度为(t F +t b )/2=t 时,查得乙醇的比热容为____C___kJ/(kmol ℃),水的比热容为___D____kJ/(kmol ℃),于是料液在该温度下的比热容为 ___)1(_ =?-+?=D x C x c F F pL 故r t t c q F b pL )(1-+ = E. 连接点d 、b 作出提馏段操作线; F. 从点a 开始在平衡线和精馏段操作线之间画阶梯,当梯级跨过点d 时,就改在平衡 线和提馏段操作线之间画阶梯,直至梯级跨过点b 为止; G. 所画的总阶梯数就是全塔所需的理论踏板数(包含再沸器),跨过点d 的那块板就 是加料板,其上的阶梯数为精馏段的理论塔板数。
精馏实验实验报告
精馏实验实验报告 一、实验目的 1.学会识别精馏塔内出现的几种操作状态,并分析这些操作状态对塔性能的影响; 2.学会精馏塔性能参数的测量方法,并掌握其影响因素; 3.测定精馏过程的动态特性,提高学生对精馏过程的认识。 二、实验原理 1.理论塔板数的图解求解法 对于二元物系,如已知其汽液平衡数据,则根据精馏塔的操作回流比、塔顶馏出液组成及塔底釜液组成计算得到操作线,从而使用图解求解法,绘图得到精馏操作的理论塔板数。 用图解法求算理论塔板的理论依据为:(1)根据理论塔板定义,离开任一塔板上气液两相的浓度x n和y n必在平衡线上;(2)根据组分物料衡算,位于任两塔板间两相浓度x n和y n+1必落在相应塔段的操作线上。 本实验采用全回流的操作方式,即。此时,精馏段操作线和提馏段操作线简化为: 2.总板效率 精馏操作的总板效率的计算公式为: 式中,N T为理论塔板数,N P为实际塔板数。 3.折光率与液相组成 本实验通过测量塔顶馏出液与塔底釜液的折光率,计算得到馏出液与釜液的组成。对30oC 下质量分率与阿贝折光仪读数之间关系可按下列回归式计算: 式中,w为质量分率,n30为30oC下的折光指数。 测量温度下的折光指数与30oC下的折光指数之间关系可由下式计算: 式中,n t为测量温度下的折光指数,t为测量温度。测量温度可从阿贝折光仪上读出。 馏出液与釜液的质量分数与摩尔分数之间的关系可由下式表示: 三、实验步骤 1.实验前检查实验装置上的各个旋塞、阀门均应处于关闭状态;电流电压表及电位器位置 均为零;
2.打开塔顶冷凝器的冷却水,冷却水的水量约为8升/分钟; 3.接上电源闸,按下装置上总电源开关,调节回流比控制器至全回流状态; 4.调节电位器使加热电压为70V,开始计时并测量塔顶温度。刚开始时每隔5分钟记录一 次塔顶温度,待温度变化明显后,每隔0.5分钟记录一次数据,至塔顶温度不再随时间发生明显变化; 5.测量每一块塔板上的温度,并收集塔顶馏出液与塔底釜液,使用阿贝折光仪测量两液体 的温度与折光率; 6.调节电位器使加热电压分别为90V和110V,待精馏塔稳定后,重复步骤(5); 7.检查数据合理后,关闭电源及加热开关,并在停止加热10分钟后,关闭冷却水,一切 复原。 四、实验数据及实验结果 1.在全回流条件下,塔顶温度随时间的变化情况 调节电位器使加热电压为70V,调节回流控制器至全回流状态,记录在不同时刻下的塔顶温度。并以开车时间为横坐标,以塔顶温度为纵坐标绘图,如下图所示。 从图中我们可以得到,在精馏塔开始工作的前35分钟里,由于没有蒸汽经过塔顶,因此塔顶温度与室温接近,并保持不变。从30分钟至40分钟,蒸汽上升至塔顶,使塔顶温度在短时间内快速升高。从40分钟至42分钟,精馏塔内趋于稳定,塔顶蒸汽中轻组分(乙醇)的组成比例逐渐提高,塔顶温度有小幅地下降。42分钟之后,精馏塔达到稳定状态,塔顶温度保持不变。 2.在全回流、稳定操作的条件下,塔体内温度随塔高的分布 分别测量在加热电压为70V、90V和110V时,全回流、稳定操作的条件下,精馏塔各塔板的温度,并得到在不同加热电压下塔体内温度随塔高的分布,数据如下表所示。 塔板数 1 3 4 5 6 7 8 9 高度(m)0.8 0.6 0.5 0.4 0.3 0.2 0.1 0.0 塔体温度(oC) 70V79.9 84.7 82.5 83.7 85.4 87.3 88.6 93.8 90V80.1 85.6 85.7 88.2 90.3 91.8 92.5 94.7 110V80.2 87.5 86.9 89.2 91.5 92.4 93.2 95.4