电机绝对零点校正完整版
电机绝对零点校正标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
永磁交流伺服电机的编码器相位为何要与转子磁极相位对齐方式
注:转自(电气自动化技术网)
其唯一目的就是要达成矢量控制的目标,使d轴励磁
分量和q轴出力分量解耦,令永磁交流定子绕组产生的电磁场始终正交于转子永磁场,从而获得最佳的出力效果,即“类直流特性”,这种控制方法也被称为磁场定向控制(FOC),达成FOC控制目标的外在表现就是永磁交流伺服电机的“相电流”波形始终与“相反电势”波形保持一致,如下图所示:
图1
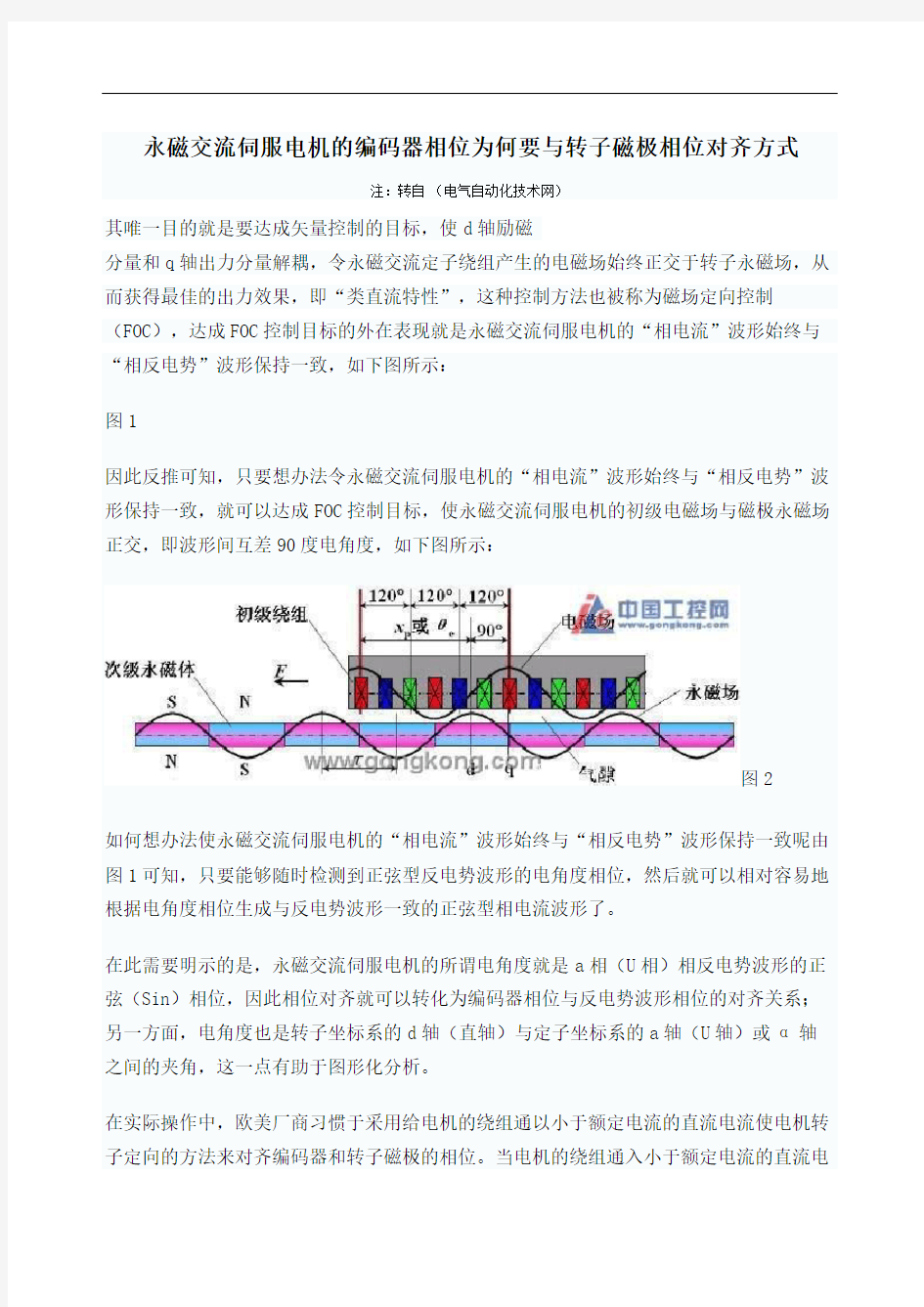
因此反推可知,只要想办法令永磁交流伺服电机的“相电流”波形始终与“相反电势”波形保持一致,就可以达成FOC控制目标,使永磁交流伺服电机的初级电磁场与磁极永磁场正交,即波形间互差90度电角度,如下图所示:
图2
如何想办法使永磁交流伺服电机的“相电流”波形始终与“相反电势”波形保持一致呢由图1可知,只要能够随时检测到正弦型反电势波形的电角度相位,然后就可以相对容易地根据电角度相位生成与反电势波形一致的正弦型相电流波形了。
在此需要明示的是,永磁交流伺服电机的所谓电角度就是a相(U相)相反电势波形的正弦(Sin)相位,因此相位对齐就可以转化为编码器相位与反电势波形相位的对齐关系;另一方面,电角度也是转子坐标系的d轴(直轴)与定子坐标系的a轴(U轴)或α轴之间的夹角,这一点有助于图形化分析。
在实际操作中,欧美厂商习惯于采用给电机的绕组通以小于额定电流的直流电流使电机转子定向的方法来对齐编码器和转子磁极的相位。当电机的绕组通入小于额定电流的直流电
流时,在无外力条件下,初级电磁场与磁极永磁场相互作用,会相互吸引并定位至互差0度相位的平衡位置上,如下图所示:
图3
对比上面的图3和图2可见,虽然a相(U相)绕组(红色)的位置同处于电磁场波形的峰值中心(特定角度),但FOC控制下,a相(U相)中心与永磁体的q轴对齐;而空载定向时,a相(U相)中心却与d轴对齐。也就是说相对于初级(定子)绕组而言,次级(转子)磁体坐标系的d轴在空载定向时有会左移90度电角度,与FOC控制下q轴的原有位置重合,这样就实现了转子空载定向时a轴(U轴)或α轴与d轴间的对齐关系。
此时相位对齐到电角度0度,电机绕组中施加的转子定向电流的方向为bc相(VW相)入,a相(U相)出,由于b相(V相)与c相(W相)是并联关系,流经b相(V相)和c相(W相)的电流有可能出现不平衡,从而影响转子定向的准确性。
实用化的转子定向电流施加方法是b相(V相)入,a相(U相)出,即a相(U相)与b 相(V相)串联,可获得幅值完全一致的a相(U相)和b相(V相)电流,有利于定向的准确性,此时a相(U相)绕组(红色)的位置与d轴差30度电角度,即a轴(U轴)或α轴对齐到与d轴相差(负)30度的电角度位置上,如图所示:
图4
上述两种转子定向方法对应的绕组相反电势波形和线反电势,以及电角度的关系如下图所示,棕色线为a轴(U轴)或α轴与d轴对齐,即直接对齐到电角度0点;紫色线为a 轴(U轴)或α轴对齐到与d轴相差(负)30度的电角度位置,即对齐到-30度电角度点:
图5
上述两种转子定向方法在dq转子坐标系和abc(UVW)或αβ定子坐标系中的矢量关系如图6所示:
图6
图中棕色实线所示的d轴与a轴(U轴)或α轴对齐,即对齐到电角度0点。对齐方法是对电机绕组施加电角度相位固定为-90度的电流矢量,如图中棕色虚线所示,空载下电机转子的d轴会移向FOC控制下电角度相位为-90度的电流矢量q轴分量所处的位置,即图中与a轴或α轴重合的位置,并最终定向于该位置,即电角度0度。
紫色实线所示的d 轴与a轴(U轴)或α轴相差30度,即对齐到-30度电角度点。对齐方法是对电机绕组施加电角度相位固定为-120度的电流矢量,空载下电机转子的d轴会移向在FOC下电角度相位为-120度的电流矢量q轴分量所处的位置,即图中与a轴或α轴沿顺时针方向相差30度的位置,并最终定向于该位置,即电角度-30度。
说明一点:文中有关U、V、W相和a、b、c相,U、V、W轴和a、b、c轴的叙述具有一一对应关系。
主流的伺服电机位置反馈元件包括增量式编码器,绝对式编码器,正余弦编码器,旋转等。
增量式编码器的相位对齐方式
在此讨论中,增量式编码器的输出信号为方波信号,又可以分为带换相信号的增量式编码器和普通的增量式编码器,普通的增量式编码器具备两相正交方波脉冲输出信号A和B,以及零位信号Z;带换相信号的增量式编码器除具备ABZ输出信号外,还具备互差120度的换相信号UVW,UVW各自的每转周期数与电机转子的磁极对数一致。带换相信号的增量式编码器的UVW电子换相信号的相位与转子磁极相位,或曰电角度相位之间的对齐方法如下:
1.用一个直流给电机的UV绕组通以小于额定电流的直流电,V入,U出,将电机轴定向至一个平衡位置;
2.用示波器观察编码器的U相信号和Z信号;
3.调整编码器转轴与电机轴的相对位置;
4.一边调整,一边观察编码器U相信号跳变沿,和Z信号,直到Z信号稳定在高电平上(在此默认Z信号的常态为低电平),锁定编码器与电机的相对位置关系;
5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,Z信号都能稳定在高电平上,则对齐有效。
撤掉直流电源后,验证如下:
1.用示波器观察编码器的U相信号和电机的UV线反电势波形;
2.逆时针转动电机轴,编码器的U相信号上升沿与电机的UV线反电势波形由低到高的过零点重合,编码器的Z信号也出现在这个过零点上。
上述验证方法,也可以用作对齐方法。
需要注意的是,此时增量式编码器的U相信号的相位零点与电机UV线反电势的相位零点对齐,由于电机的U相反电势,与UV线反电势之间相差30度,因而这样对齐后,增量式编码器的U相信号的相位零点与电机U相反电势的-30度相位点对齐,而电机电角度相位与U相反电势波形的相位一致,所以此时增量式编码器的U相信号的相位零点与电机电角度相位的-30度点对齐。
有些伺服企业习惯于将编码器的U相信号零点与电机电角度的零点直接对齐,为达到此目的,可以:
1.用一个直流电源给电机的UVW绕组通以小于额定电流的直流电,VW入,U出,将电机轴定向至一个平衡位置;
2.用示波器观察编码器的U相信号和Z信号;
3.调整编码器转轴与电机轴的相对位置;
4.一边调整,一边观察编码器U相信号跳变沿,和Z信号,直到Z信号稳定在高电平上(在此默认Z信号的常态为低电平),锁定编码器与电机的相对位置关系;
5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,Z信号都能稳定在高电平上,则对齐有效。
验证方法如下:
1.用3个阻值相等的电阻接成星型,然后将星型连接的3个电阻分别接入电机的UVW三相绕组引线;
2.以示波器观察电机U相输入与星型电阻的中点,就可以近似得到电机的U相反电势波形;
3.逆时针旋转电机轴,可见编码器的U相信号上升沿和电机U相反电势波形由低到高的过零点重合。
上述验证方法,也可以用作对齐方法。
由于普通增量式编码器不具备UVW相位信息,而Z信号也只能反映一圈内的一个点位,不具备直接的相位对齐潜力,因而不作为本讨论的话题。
绝对式编码器的相位对齐方式
绝对式编码器的相位对齐对于单圈和多圈而言,差别不大,其实都是在一圈内对齐编码器的检测相位与电机电角度的相位。早期的绝对式编码器会以单独的引脚给出单圈相位的最高位的电平,利用此电平的0和1的翻转,也可以实现编码器和电机的相位对齐,方法如下:
1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,V入,U出,将电机轴定向至一个平衡位置;
2.用示波器观察绝对编码器的最高计数位电平信号;
3.调整编码器转轴与电机轴的相对位置;
4.一边调整,一边观察最高计数位信号的跳变沿,直到跳变沿准确出现在电机轴的定向平衡位置处,锁定编码器与电机的相对位置关系;
5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,跳变沿都能准确复现,则对齐有效。
这类绝对式编码器目前已经被采用EnDAT,BiSS,Hyperface等串行协议,以及日系专用串行协议的新型绝对式编码器广泛取代,因而最高位信号就不符存在了,此时对齐编码器和电机相位的方法也有所变化,其中一种非常实用的方法是利用编码器内部的EEPROM,存储编码器随机安装在电机轴上后实测的相位,具体方法如下:
1.将编码器随机安装在电机上,即固结编码器转轴与电机轴,以及编码器外壳与电机外壳;
2.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,V入,U出,将电机轴定向至一个平衡位置;
3.用伺服驱动器读取绝对编码器的单圈位置值,并存入编码器内部记录电机电角度初始相位的EEPROM中;
4.对齐过程结束。
由于此时电机轴已定向于电角度相位的-30度方向,因此存入的编码器内部EEPROM中的位置检测值就对应电机电角度的-30度相位。此后,驱动器将任意时刻的单圈位置检测数据与这个存储值做差,并根据电机极对数进行必要的换算,再加上-30度,就可以得到该时刻的电机电角度相位。
这种对齐方式需要编码器和伺服驱动器的支持和配合方能实现,日系伺服的编码器相位之所以不便于最终用户直接调整的根本原因就在于不肯向用户提供这种对齐方式的功能界面和操作方法。这种对齐方法的一大好处是,只需向电机绕组提供确定相序和方向的转子定向电流,无需调整编码器和电机轴之间的角度关系,因而编码器可以以任意初始角度直接安装在电机上,且无需精细,甚至简单的调整过程,操作简单,工艺性好。
如果绝对式编码器既没有可供使用的EEPROM,又没有可供检测的最高计数位引脚,则对齐方法会相对复杂。如果驱动器支持单圈绝对位置信息的读出和显示,则可以考虑:
1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,V入,U出,将电机轴定向至一个平衡位置;
2.利用伺服驱动器读取并显示绝对编码器的单圈位置值;
3.调整编码器转轴与电机轴的相对位置;
4.经过上述调整,使显示的单圈绝对位置值充分接近根据电机的极对数折算出来的电机-30度电角度所应对应的单圈绝对位置点,锁定编码器与电机的相对位置关系;
5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,上述折算位置点都能准确复现,则对齐有效。
如果用户连绝对值信息都无法获得,那么就只能借助原厂的专用工装,一边检测绝对位置检测值,一边检测电机电角度相位,利用工装,调整编码器和电机的相对角位置关系,将编码器相位与电机电角度相位相互对齐,然后再锁定。这样一来,用户就更加无从自行解决编码器的相位对齐问题了。
个人推荐采用在EEPROM中存储初始安装位置的方法,简单,实用,适应性好,便于向用户开放,以便用户自行安装编码器,并完成电机电角度的相位整定。
正余弦编码器的相位对齐方式
普通的正余弦编码器具备一对正交的sin,cos 1Vp-p信号,相当于方波信号的增量式编码器的AB正交信号,每圈会重复许许多多个信号周期,比如2048等;以及一个窄幅的对称三角波Index信号,相当于增量式编码器的Z信号,一圈一般出现一个;这种正余弦编码器实质上也是一种增量式编码器。另一种正余弦编码器除了具备上述正交的sin、cos 信号外,还具备一对一圈只出现一个信号周期的相互正交的1Vp-p的正弦型C、D信号,如果以C信号为sin,则D信号为cos,逆时针旋转编码器轴,相当于Z信号的Index信号一般会对齐于C信号由低到高的过零点。通过sin、cos信号的高倍率细分技术,不仅可以使正余弦编码器获得比原始信号周期更为细密的名义检测分辨率,比如2048线的正余弦编码器经2048细分后,就可以达到每转400多万线的名义检测分辨率,当前很多欧美伺服厂家都提供这类高分辨率的,而国内厂家尚不多见;此外带C、D信号的正余弦编码器的C、D信号经过细分后,还可以提供较高的每转绝对位置信息,比如每转2048个绝对位置,因此带C、D信号的正余弦编码器可以视作一种模拟式的单圈绝对编码器。
采用这种编码器的伺服电机的初始电角度相位对齐方式如下:
1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,V入,U出,将电机轴定向至一个平衡位置;
2.用示波器观察正余弦编码器的C信号和Index信号波形;
3.调整编码器转轴与电机轴的相对位置;
4.一边调整,一边观察C信号和Index信号波形,直到C信号的过零点或Index信号的有效电平准确出现在电机轴的定向平衡位置处,锁定编码器与电机的相对位置关系;
5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,C信号的过零点或Index信号的有效电平都能准确复现,则对齐有效。
撤掉直流电源后,验证如下:
1.用示波器观察编码器的C相信号和电机的UV线反电势波形;
2.逆时针转动电机轴,编码器的C相信号由低到高的过零点或Index信号的跳变沿与电机的UV线反电势波形由低到高的过零点重合。
这种验证方法,也可以用作对齐方法。
此时C信号的过零点与电机电角度相位的-30度点对齐。
如果想直接和电机电角度的0度点对齐,可以考虑:
1.用一个直流电源给电机的UVW绕组通以小于额定电流的直流电,VW入,U出,将电机轴定向至一个平衡位置;
2.用示波器观察编码器的C信号和Index信号波形;
3.调整编码器转轴与电机轴的相对位置;
4.一边调整,一边观察C信号和Index信号波形,直到C信号的过零点或Index信号的有效电平准确出现在电机轴的定向平衡位置处,锁定编码器与电机的相对位置关系;
5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,C信号的过零点或Index信号的有效电平都能稳定在高电平上,则对齐有效。
验证方法如下:
1.用3个阻值相等的电阻接成星型,然后将星型连接的3个电阻分别接入电机的UVW三相绕组引线;
2.以示波器观察电机U相输入与星型电阻的中点,就可以近似得到电机的U相反电势波形;
3.逆时针旋转编码器轴,观察编码器的C相信号由低到高的过零点或Index信号的跳变沿应该与电机U相反电势波形由低到高的过零点重合。
上述验证方法,也可以用作对齐方法。
由于普通正余弦编码器不具备一圈之内的相位信息,而Index信号也只能反映一圈内的一个点位,不具备直接的相位对齐潜力,因而在此也不作为讨论的话题。
如果可接入正余弦编码器的伺服驱动器能够为用户提供从C、D中获取的单圈绝对位置信息,则可以考虑:
1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,V入,U出,将电机轴定向至一个平衡位置;
2.利用伺服驱动器读取并显示从C、D信号中获取的单圈绝对位置信息;
3.调整旋变轴与电机轴的相对位置;
4.经过上述调整,使显示的绝对位置值充分接近根据电机的极对数折算出来的电机-30度电角度所应对应的绝对位置点,锁定编码器与电机的相对位置关系;
5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,上述折算绝对位置点都能准确复现,则对齐有效。
此后可以在撤掉直流电源后,得到与前面基本相同的对齐验证效果:
1.用示波器观察正余弦编码器的C相信号和电机的UV线反电势波形;
2.转动电机轴,验证编码器的C相信号由低到高的过零点与电机的UV线反电势波形由低到高的过零点重合。
如果利用驱动器内部的EEPROM等非易失性存储器,也可以存储正余弦编码器随机安装在电机轴上后实测的相位,具体方法如下:
1.将正余弦随机安装在电机上,即固结编码器转轴与电机轴,以及编码器外壳与电机外壳;
2.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,V入,U出,将电机轴定向至一个平衡位置;
3.用伺服驱动器读取由C、D信号解析出来的单圈绝对位置值,并存入驱动器内部记录电机电角度初始安装相位的EEPROM等非易失性存储器中;
4.对齐过程结束。
由于此时电机轴已定向于电角度相位的-30度方向,因此存入的驱动器内部EEPROM等非易失性存储器中的位置检测值就对应电机电角度的-30度相位。此后,驱动器将任意时刻由编码器解析出来的与电角度相关的单圈绝对位置值与这个存储值做差,并根据电机极对数进行必要的换算,再加上-30度,就可以得到该时刻的电机电角度相位。
这种对齐方式需要伺服驱动器的在国内和操作上予以支持和配合方能实现,而且由于记录电机电角度初始相位的EEPROM等非易失性存储器位于伺服驱动器中,因此一旦对齐后,电机就和驱动器事实上绑定了,如果需要更换电机、正余弦编码器、或者驱动器,都需要重新进行初始安装相位的对齐操作,并重新绑定电机和驱动器的配套关系。
旋转变压器的相位对齐方式
旋转变压器简称旋变,是由经过特殊电磁设计的高性能硅钢叠片和漆包线构成的,相比于采用光电技术的编码器而言,具有耐热,耐振。耐冲击,耐油污,甚至耐腐蚀等恶劣工作环境的适应能力,因而为武器系统等工况恶劣的应用广泛采用,一对极(单速)的旋变可以视作一种单圈绝对式反馈系统,应用也最为广泛,因而在此仅以单速旋变为讨论对象,多速旋变与伺服电机配套,个人认为其极对数最好采用电机极对数的约数,一便于电机度的对应和极对数分解。
旋变的信号引线一般为6根,分为3组,分别对应一个激励线圈,和2个正交的感应线圈,激励线圈接受输入的正弦型激励信号,感应线圈依据旋变转定子的相互角位置关系,感应出来具有SIN和COS包络的检测信号。旋变SIN和COS输出信号是根据转定子之间的角度对激励正弦信号的调制结果,如果激励信号是sinωt,转定子之间的电角度为θ,则SIN信号为sinωt×sinθ,则COS信号为sinωt×cosθ,根据SIN,COS信号和原始的激励信号,通过必要的检测电路,就可以获得较高分辨率的位置检测结果,目前商用旋
变系统的检测分辨率可以达到每圈2的12次方,即4096,而科学研究和航空航天系统甚至可以达到2的20次方以上,不过体积和成本也都非常可观。
在此,假定旋变转子CCW旋转时,旋变的电角度相位递增,旋变转子CW旋转,旋变电角度相位递减。
商用旋变与伺服电机电角度相位的对齐方法如下:
1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,V入,U出;
2.然后用示波器观察旋变的SIN线圈的信号引线输出;
3.依据操作的方便程度,调整电机轴上的旋变转子与电机轴的相对位置,或者旋变定子与电机外壳的相对位置;
4.一边调整,一边观察旋变SIN信号的包络,一直调整到信号包络的幅值完全归零,锁定旋变;
(4‘).一边调整,一边观察以旋变的Sin信号为横轴、激励信号为纵轴的李萨如图,直到李萨如图成为一条与纵坐标重合的垂线,且向CCW方向扭动该垂线偏向1、3象限,向CW 方向扭动该垂线偏向2、4象限,锁定旋变;
5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,信号包络的幅值过零点都能准确复现,或者李萨如图都能与纵坐标重合为一条垂线,则对齐有效。
撤掉直流电源,进行对齐验证:
1.用示波器观察旋变的SIN信号和电机的UV线反电势波形;
2.转动电机轴,验证旋变的SIN信号包络过零点与电机的UV线反电势波形由低到高的过零点重合。
这个验证方法,也可以用作对齐方法。
此时SIN信号包络的过零点与电机电角度相位的-30度点对齐。
如果想直接和电机电角度的0度点对齐,可以考虑:
1.用一个直流电源给电机的UVW绕组通以小于额定电流的直流电,VW入,U出,将电机轴定向至一个平衡位置;
2.用示波器观察旋变的SIN信号;
3.调整旋变转轴与电机轴的相对位置;
4.一边调整,一边观察SIN信号的包络波形,一直调整到信号包络的幅值完全归零,锁定旋变;
(4‘).一边调整,一边观察以旋变的Sin信号为横轴、激励信号为纵轴的李萨如图,直到李萨如图成为一条与纵坐标重合的垂线,且向CCW方向扭动该垂线偏向1、3象限,向CW 方向扭动该垂线偏向2、4象限,锁定旋变;
5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,信号包络的幅值过零点都能准确复现,或者李萨如图都能与纵坐标重合为一条垂线,则对齐有效。
验证方法如下:
1.用3个阻值相等的电阻接成星型,然后将星型连接的3个电阻分别接入电机的UVW三相绕组引线;
2.以示波器观察电机U相输入与星型电阻的中点,就可以近似得到电机的U相反电势波形;
3.用示波器观察旋变的SIN信号包络的过零点和电机U相反电势波形由低到高的过零点,这2个过零点应该重合。
上述验证方法,也可以用作对齐方法。
需要指出的是,在上述操作中需有效区分旋变的SIN包络信号中的正半周和负半周。由于SIN信号是以转定子之间的角度为θ的sinθ值对激励信号的调制结果,因而与sinθ的正半周对应的SIN信号包络中,被调制的激励信号与原始激励信号同相,而与sinθ的负半周对应的SIN信号包络中,被调制的激励信号与原始激励信号反相,据此可以区别判断旋变输出的SIN包络信号波形中的正半周和负半周,对齐时,需要取sinθ由负半周向正半周过渡点对应的SIN包络信号的过零点,如果取反了,或者未加准确判断的话,对齐后的电角度有可能错位180度,从而有可能造成速度外环进入正反馈。
如果可接入旋变的伺服驱动器能够为用户提供从旋变信号中获取的与电机电角度相关的绝对位置信息,则可以考虑:
1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,V入,U出,将电机轴定向至一个平衡位置;
2.利用伺服驱动器读取并显示从旋变信号中获取的与电机电角度相关的绝对位置信息;
3.依据操作的方便程度,调整旋变轴与电机轴的相对位置,或者旋变外壳与电机外壳的相对位置;
4.经过上述调整,使显示的绝对位置值充分接近根据电机的极对数折算出来的电机-30度电角度所应对应的绝对位置点,锁定旋变动子与电机轴的相对位置关系;
5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,上述折算绝对位置点都能准确复现,则对齐有效。
此后可以在撤掉直流电源后,得到与前面基本相同的对齐验证效果:
1.用示波器观察旋变的SIN信号和电机的UV线反电势波形;
2.转动电机轴,验证旋变的SIN信号包络过零点与电机的UV线反电势波形由低到高的过零点重合。
如果利用驱动器内部的EEPROM等非易失性存储器,也可以存储旋变随机安装在电机轴上后实测的相位,具体方法如下:
1.将旋变随机安装在电机上,即固结旋变转轴与电机轴,以及旋变外壳与电机外壳;
2.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,V入,U出,将电机轴定向至一个平衡位置;
3.用伺服驱动器读取由旋变解析出来的与电角度相关的绝对位置值,并存入驱动器内部记录电机电角度初始安装相位的EEPROM等非易失性存储器中;
4.对齐过程结束。
由于此时电机轴已定向于电角度相位的-30度方向,因此存入的驱动器内部EEPROM等非易失性存储器中的位置检测值就对应电机电角度的-30度相位。此后,驱动器将任意时刻由旋变解析出来的与电角度相关的绝对位置值与这个存储值做差,并根据电机极对数进行必要的换算,再加上-30度,就可以得到该时刻的电机电角度相位。
这种对齐方式需要伺服驱动器的在国内和操作上予以支持和配合方能实现,而且由于记录电机电角度初始相位的EEPROM等非易失性存储器位于伺服驱动器中,因此一旦对齐后,电机就和驱动器事实上绑定了,如果需要更换电机、旋变、或者驱动器,都需要重新进行初始安装相位的对齐操作,并重新绑定电机和驱动器的配套关系。
注意
1.以上讨论中,所谓对齐到电机电角度的-30度相位的提法,是以UV反电势波形滞后于U 相30度的前提为条件。
2.以上讨论中,都以VU相通电,并参考UV线反电势波形为例,有些伺服系统的对齐方式可能会采用UW相通电并参考UW线反电势波形。
3.如果想直接对齐到电机电角度0度相位点,也可以将U相接入低压直流源的负端,将V 相和W相并联后接入直流源的正端,此时电机轴的定向角相对于UV相串联通电的方式会偏移30度,以文中给出的相应对齐方法对齐后,原则上将对齐于电机电角度的0度相位,而不再有-30度的偏移量。这样做看似有好处,但是考虑电机绕组的参数不一致性,V相和W相并联后,分别流经V相和W相绕组的电流很可能并不一致,从而会影响电机轴定向角度的准确性。而在VU相通电时,U相和V相绕组为单纯的串联关系,因此流经U 相和V相绕组的电流必然是一致的,电机轴定向角度的准确性不会受到绕组定向电流的影响。
4.不排除伺服厂商有意将初始相位错位对齐的可能性,尤其是在可以提供绝对位置数据的反馈系统中,初始相位的错位对齐将很容易被数据的偏置量补偿回来,以此种方式也许可
以起到某种保护自己产品线的作用。只是这样一来,用户就更加无从知道伺服电机反馈元件的初始相位到底该对齐到哪儿了。用户自然也不愿意遇到这样的供应商。
电角度相位对齐的基本方法总结
1.波形观察法
适用于带换相信号的增量式编码器、正余弦编码、旋转变压器。
1) 以示波器直接观察UV线反电势波形过零点与的U相信号上升沿/Z信号、或Sin信号过零点、或Sin包络信号过零点的相位对齐关系,以此方法可以将传感器的上述信号边沿或过零点对齐到-30度电角度相位;
2) 以阻值范围适当的三个等值电阻构成星形,接入永磁伺服电机的UVW动力线,以示波器观察U相动力线与星形等值电阻的中心点之间的虚拟U相反电势波形与与传感器的U相信号上升沿/Z信号、或Sin信号过零点、或Sin包络信号过零点的相位对齐关系,以此方法可以将传感器的上述信号边沿或过零点对齐到电角度相位0点;
2.转子定向法
适用于带换相信号的增量式编码器、正余弦编码、旋转变压器的波形对齐,或者绝对式编码器和正余弦编码、旋转变压器等按可提供单圈绝对位置数值信息对齐。
1) 将V相接入低压直流源的正极,U相接入直流源的负端,定向电机轴
此后一边调整传感器与电机的相对位置关系,一边以示波器观察传感器信号,直到U相信号上升沿或Z信号、或Sin信号过零点、或Sin包络信号过零点准确复现,以此方法可以将传感器的上述信号边沿或过零点对齐到 -30度电角度相位;
也可以一边调整传感器与电机的相对位置关系,一边设法观察单圈绝对位置的数值信息,直到数据零位准确复现,以此方法也可以将传感器的单圈绝对位置零点对齐到 -30度电角度相位;
电机控制器开发设计要求
汽车零部件开发要求说明 (SOR) 零件名称:驱动电机总成 重要等级:■ A类□ B、C类 项目代号:E301
目录 1.名词解释 (4) 2.项目总体描述 (4) 2.1项目时间节点 (4) 2.2产品信息 (5) 3. 主要性能和要求 (5) 3.1一般要求 (5) 3.2性能要求 (5) 3.3试验方法 (8) 3.4质量及可靠性要求 (9) 3.5验收规则 (9) 3.6执行法规和标准 (10) 3.7关于禁限物质要求 (10) 4. 双方工作任务、时间要求及违约 (10) 4.1双方工作任务及时间要求: (10) 4.2风险责任的承担 (11) 4.3违约责任 (11) 5.交付物的提交 (11) 5.1甲方向乙方提供交付物的时间: (11) 5.2乙方向甲方提供的交付物及时间: (11) 6.双方数据交换的要求 (11) 7.知识产权及保密 (12)
8.测试要求 (12) 8.1样车/样机的测试 (13) 8.2样件的验收 (13) 9.甲方技术联络人 (13) 更改记录表
汽车零部件开发要求说明 (SOR) 1.名词解释 产品:指供应商(以下简称乙方)根据本产品开发技术要求规定,生产的驱动电机总成零部件。它包括黑匣子件、灰匣子件和白匣子件。 参考样件:指潍柴(重庆)汽车有限公司(以下简称甲方)提供给乙方用于开发本产品开发技术要求规定的产品的参照件。 技术要求:指甲方对产品结构、尺寸、性能、材料等的要求(非金属件含产品颜色、皮纹等)。技术资料:指包括但不限于产品的设计、开发、试验、制造的图纸、CAD数据、技术规范、分析报告、试验报告、样件等全部技术文件及实物,也包括在本产品开发技术要求履行过程涉及到的各方的专有技术、专利技术、企业秘密、生产信息、商业机密等资料。 产品数据:指描述产品结构、性能、材料、尺寸、公差、表面处理等特性的最终完整数据,它完全可以指导产品的后续工艺工装设计和产品制造。 电子文档:指用计算机数据对产品进行描述的文档。 黑匣子件:由甲方负责布置及外形的周边条件设计,并提出产品的功能要求和技术状态描述。由乙方担内部结构设计,并对产品设计结果负责,3D数模、2D图纸、产品标准和技术规范要求、试验要求、功能要求等技术资料需得到甲方的书面确认。乙方负责产品生产所需的工装模具、检具以及其它生产和物流器具的开发,并提供最终的符合要求的产品。 灰匣子件:由甲方负责布置及外形的周边条件设计,并提出产品功能要求和技术状态描述。由甲方与乙方共同承担内部结构设计,并对产品设计结果负责,乙方的3D数模、2D图纸、产品标准和技术规范要求、试验要求、功能要求等技术资料需得到甲方的书面确认。乙方负责产品生产所需的工装模具、检具以及其它生产和物流器具的开发,并提供最终的符合要求的产品。设计确认后,甲方可根据装配要求与乙方修改零部件的外形装配结构。 白匣子件:由甲方负责进行设计,并对产品设计结果负责。甲方负责向乙方提供设计结果,包括所有3D数模、2D图纸、产品标准或技术规范要求、试验要求、功能要求等技术资料,乙方进行产品生产所需的工装模具、检具以及其它生产和物流器具的开发,并提供最终的符合要求的产品。 2.项目总体描述 2.1 项目时间节点 随着项目的开展以上节点可能有所变化, 任何变动都将与乙方进行沟通,并应以书面形式
ABB机器人零点校准方法
FlexPendant 的操作方式 1、操作 FlexPendant 时,通常左手持设备,右手在触摸屏上操作。具体手持方法如图12所示 图12 2、手持操作器主要部件如图13所示 图 13 3、控制柜上的主要按钮和端口如图14所示 图 14 4、控制柜上钥匙开关的位置于意义如图15所示 图15 注:手动全速模式不建议使用 校准机器人零点位置的具体方法 注:需要点击操作的地方都做了浅红色标记 第一步: 选择手动操纵(参看图1,首先把钥匙开关打到手动位置) 方法: 1> 点击 ABB 2> 点击手动操纵
图 1第二步:选择动作模式(参看图2 和图3) 方法: 1> 点击动作模式 2> 点击轴1 - 3 或者轴4 - 6 3> 点击确定 第三步:选择工具坐标(参看图2 和图4) 方法: 1> 点击工具坐标 2> 点击 tGripper 3> 点击确定 图2图3第四步:选择移动速度(参看图2 和图5) 方法: 1> 点击增量 2> 点击中或者小 3> 点击确定 图 4 图 5 第五步:手动移动机器人各轴到机械零点位置(参看图2) 方法: 此时图2上操纵杆方向处显示操纵杆移动方向于轴的对应关系
注意: 如果先前选择轴1 - 3 则 1> 操纵杆上下移动为2轴动作 2> 操纵杆左右移动为1轴动作 3> 操纵杆顺/逆时针旋转为3轴动作 如果先前选择轴4 - 6 则 1> 操纵杆上下移动为5轴动作 2> 操纵杆左右移动为4轴动作 3> 操纵杆顺/逆时针旋转为6轴动作 1> 左手持示教器,四指握住示教器使能开关(在示教器下方黑色胶皮里面) 2> 右手向唯一一个方向轻轻移动操纵杆,把各轴按顺序移动到各自机械绝对零点 图 6 A(六轴机器人) 图 6B(四轴机器人) 移动顺序,依次为6轴→5轴→4轴→3轴→2轴→1轴,否则会使4,5,6轴升高以致于看不到零点位置。 机械零点位置如图6所示,当所有六个轴全部对准机械零点位置以后,机器人的姿态正如图6所示。 第六步:更新转数计数器(参看图1,此时可以示教器使能开关) 方法: 1> 点击 ABB 2> 点击校准 3> 点击 ROB_1 (参看图7)
电动车控制器主要功能特点及原理
电动车控制器主要功能特点及原理 文章来源:无锡依诺科技有限公司 电动车控制器主要功能特点 电动车控制器是用来控制电动车电机的启动、运行、进退、速度、停止以及电动车的其它电子器件的核心控制器件,它就象是电动车的大脑,是电动车上重要的部件。电动车就目前来看主要包括电动自行车、电动二轮摩托车、电动三轮车、电动三轮摩托车、电动四轮车、电瓶车等,电动车控制器也因为不同的车型而有不同的性能和特点; 电动车控制器主要功能特点如下: 超静音设计技术:独特的电流控制算法,能适用于任何一款无刷电动车电机,并且具有相当的控制效果,提高了电动车控制器的普遍适应性,使电动车电机和控制器不再需要匹配。 恒流控制技术:电动车控制器堵转电流和动态运行电流完全一致,保证了电池的寿命,并且提高了电动车电机的启动转矩。 自动识别电机模式系统:自动识别电动车电机的换向角度、霍尔相位和电机输出相位,只要控制器的电源线、转把线和刹车线不接错,就能自动识别电机的输入几输出模式,可以省去无刷电动车电机接线的麻烦,大大降低了电动车控制器的使用要求。 随动ab s系统:具有反充电/汽车EABS刹车功能,引入了汽车级的EABS防抱死技术,达到了EABS刹车静音、柔和的效果,不管在任何车速下保证刹车的舒适性和稳定性,不会出现原来的abs在低速情况下刹车刹不住的现象,完全不损伤电机,减少机械制动力和机械刹车的压力,降低刹车噪音,大大增加了整车制动的安全性;并且刹车、减速或下坡滑行时将EABS产生的能量反馈给电池,起到反充电的效果,从而对电池进行维护,延长电池寿命,增加续行里程,用户可根据自己的骑行习惯自行调整EABS刹车深度。 电机锁系统:在警戒状态下,报警时控制器将电机自动锁死,控制器几乎没有电力消耗,对电机没有特殊要求,在电池欠压或其他异常情况下对电动车正常推行无任何影响。 自检功能:分动态自检和静态自检,控制器只要在上电状态,就会自动检测与之相关的接口状态,如转把,刹把或其它外部开关等等,一旦出现故障,控制器自动实施保护,充分保证骑行的安全,当故障排除后控制器的保护状态会自动恢复。 反充电功能:刹车、减速或下坡滑行时将EABS产生的能量反馈给电池,起到反充电的效果,从而对电池进行维护,延长电池寿命,增加续行里程。 堵转保护功能:自动判断电机在过流时是处于完全堵转状态还是在运行状态或电机短路状态,如果过流时是处于运行状态,控制器将限流值社顶在固定值,以保持整车的驱动能力;如电机处于纯堵转状态,则控制器2秒后将限流值控制在10A以下,起到保护电机和电池,节省电能;如电机处于短路状态,控制器则使输出电流控制在2A以下,以确保控制器及电池的安全。 动静态缺相保护:指在电机运行状态时,电动车电机任意一相发生断相故障时,控制器实行保护,避免造成电机烧毁,同时保护电动车电池、延长电池寿命。 功率管动态保护功能:控制器在动态运行时,实时监测功率管的工作情况,一旦出现功率管损坏的情况,控制器马上实施保护,以防止由于连锁反应损坏其他的功率管后,出现推车比较费力的现象。 防飞车功能:解决了无刷电动车控制器由于转把或线路鼓掌引起的飞车现象,提高了系统的安全性。 1+1助力功能:用户可自行调整采用自向助力或反向助力,实现了在骑行中辅以动力,
绝对值大全(零点分段法、化简、最值)
绝对值大全(零点分段法、化简、最值) 一、去绝对值符号的几种常用方法 解含绝对值不等式的基本思路是去掉绝对值符号,使不等式变为不含绝对值符号的一般不等式,而后,其解法与一般不等式的解法相同。因此掌握去掉绝对值符号的方法和途径是解题关键。 1利用定义法去掉绝对值符号 根据实数含绝对值的意义,即|x |=(0)(0)x x x x ≥?? -????≤? ; |x |>c (0) 0(0)(0)x c x c c x c x R c <->>?? ?≠=??∈c (c >0)来解,如|ax b +|>c (c >0)可为ax b +>c 或 ax b +<-c ;|ax b +| 伺服电机转子反馈的检测相位与转子磁极相位的对齐方式 论坛中总是有人问及伺服电机编码器相位与转子磁极相位零点如何对齐的问题,这样的问题论坛中多有回答,本人也曾在多个帖子有所回复,鉴于本人的回复较为零散,早就想整理集中一下,只是一直未能如愿,今借十一长假之际,将自己对这一问题的经验和体会整理汇总一下,以供大家参考,或者有个全面的了解。 永磁交流伺服电机的编码器相位为何要与转子磁极相位对齐 其唯一目的就是要达成矢量控制的目标,使d轴励磁分量和q轴出力分量解耦,令永磁交流伺服电机定子绕组产生的电磁场始终正交于转子永磁场,从而获得最佳的出力效果,即“类直流特性”,这种控制方法也被称为磁场定向控制(FOC),达成FOC控制目标的外在表现就是永磁交流伺服电机的“相电流”波形始终与“相反电势”波形保持一致,如下图所示: 图1 因此反推可知,只要想办法令永磁交流伺服电机的“相电流”波形始终与“相反电势”波形保持一致,就可以达成FOC控制目标,使永磁交流伺服电机的初级电磁场与磁极永磁场正交,即波形间互差90度电角度,如下图所示: 图2 如何想办法使永磁交流伺服电机的“相电流”波形始终与“相反电势”波形保持一致呢?由图1可知,只要能够随时检测到正弦型反电势波形的电角度相位,然后就可以相对容易地根据此相位生成与反电势波形一致的正弦型相电流波形了,因此相位对齐就可以转化为编码器相位与反电势波形相位的对齐关系。 在实际操作中,欧美厂商习惯于采用给电机的绕组通以小于额定电流的直流电流使电机转子定向的方法来对齐编码器和转子磁极的相位。当电机的绕组通入小于额定电流的直流电流时,在无外力条件下,初级电磁场与磁极永磁场相互作用,会相互吸引并定位至互差0度相位的平衡位置上,如下图所示: 图3 对比上面的图3和图2可见,虽然U相绕组(红色)的位置同处于电磁场波形的峰值中心(特定角度),但FOC控制下,U相中心与永磁体的q轴对齐,而空载定向时,U相中心却与d轴对齐,也就实现了a轴或|á轴与d轴间的对齐关系,此时相位对齐到电角度0度,电机绕组中施加的转子定向电流的方向为U相入,VW出,由于V相与W相是并联关系,流经V相和W相的电流有可能出现不平衡,从而影响转子定向的准确性。 实用化的转子定向电流施加方法是U入,V出,即U相与V相串联,可获得幅值完全一致的U相和V相电流,有利于定向的准确性,此时U相绕组(红色)的位置与d轴差30度电角度,即a轴或|á轴对齐到与d差(负)30度的电角度位置上,如图所示: 图4 上述两种转子定向方法对应的绕组相反电势波形和线反电势,以及电角度的关系如下图所示,棕色线为a轴或|á轴与d轴对齐,即直接对齐到电角度0点,紫色线为a轴或|á轴对齐到与d差(负)30度的电角度位置,即对齐到-30度电角度点: 机器人零点标定方法 设备维修技术档案系列资料一.哪些情况需要标定零点: 零点是机器人坐标系的基准,没有零点,机器人就没有办法判断自身的位置。 机器人在如下情况下要重新标定零点: 1.进行更换电机、机械系统零部件之后。 2.超越机械极限位置,如机器人塌架。 3.与工件或环境发生碰撞。 4.没在控制器控制下,手动移动机器人关节。 5.整个硬盘系统重新安装。 6.其它可能造成零点丢失的情况。 二.零点标定: 按下面方法可以标定零点: *千分表:手工检测,输入数据的方法。 *EMT:电子仪表自动标定记录的方法。 我们这里只介绍EMT方法。 1.机器人切换到手动方式T1。 2.用左上角第一个软键切换工作方式到出现“+/-”号加手形图标为止。 3.左手扣住左侧底面使能杆,屏幕右侧将出现纵列布置的A1-A6图标。 4.按右侧对应轴的“+”或“-”软键,移动要标定的轴到零点前预停位置,使得机械臂关节两侧刻槽对准。 5.把EMT安装到对应轴指定的仪表零点触头安装底座位置。6.EMT电缆插头连接到机器人X32插口。 7.此时,如预停位置正确,则EMT右侧两个灯同时点亮。不亮时,可以用手动操作重新微调位置。 8.按软键SETUP(设定)。 9.在下级菜单中选择MASTER(管理,这里指标定零点)。10.在下级菜单中选择EMT,回车。屏幕显示出准备标定的机器人轴号: 如:Robot axis 1 Robot axis 2 Robot axis 3 Robot axis 4 Robot axis 5 Robot axis 6 11.按软键MASTER,显示信息“Start key required(需要按启动键)”。 12.扣住使能杆,按软键Program start forwards(程序正向启动,即左侧硬键盘的“+”号外套顺时针箭头)。对应轴在程序控制下移动。当EMT检测到参考点(参考刻槽),移动停止,零点位置被记录到计算机,对应轴标定显示被清除。 ***注意: 1)标定一定要从低轴号开始,否则系统将报警。 2)A1、A6轴关节的一侧刻度槽改成螺钉或突起标记,和其它轴不同,要注意。 三.反标定: 一个不可靠的零点也可以删除。步骤是: 1.按软键SETUP(设定)。 2.在下级菜单中选择MASTER(管理,这里指零点标定)。3.在下级菜单中选择EMT,回车。屏幕显示出准备删除零点的机器人轴号: 如:Robot axis 1 Robot axis 2 Robot axis 3 Robot axis 4 Robot axis 5 Robot axis 6 4.按软键UNMASTER,对应轴的零点被删除。该轴可以重新标定零点。 生产部设备工装科陈刚 2003/8/21 修改:2005/7/24 伺服电机控制器安全控制程序 ;******************************** PositionServo User Indexing Program ******************************** ;********************************************** Header ************************************************** ;Title : Sample Homing Program From PositionServo Training Exercises ;Author : AC Technology International Ltd ;Description : Program Performs Simple Homing Routine followed by Preset Sequence of Moves ; : Input A4 used to Re-Initalise Homing Routine during Main Program Execution ; : Homing Sensor on Input B1 ; : Homing Complete Output on Out 1 ;Version Number : V1.0.1 ;Date : 22/11/06 ; ;************************************************ I/O List ************************************************ ; Input A1 - bottom/left/negative limit senso ; Input A2 - top/right/positive limit sensor ; Input A3 - Enable Input / Safety stop button ; Input A4 - homing button ; Input B1 - move left/up ; Input B2 - move right/down ; Input B3 - homing sensor ; Input B4 - not used ; Input C1 - not used ; Input C2 - not used ; Input C3 - not used ; Input C4 - not used ; ; Output 1 - alarm ; Output 2 - homing complete ; Output 3 - not used ; Output 4 - not used ; ; Analog In 1 - not used ; Analog In 2 - not used ; Analog Out - not used ; ; Encoder Out - not used ; ;******************************** Initialize and Set Variables 绝对值的零点分段法 一、教学目标: 1.理解并掌握零点分段法的含义和解题步骤; 2.能够熟练地运用零点分段法解决化简和求最值两类问题。 二、零点分段法: 此方法在初中主要运用于多个绝对值式子的加减化简。因为含有参数的绝对值化简,化简的结果的随着参数的情况而改变的,所以需要用零点分段法将参数的情况分类化,然后将每一类化简得出即可。 三、词义解释: 1、零点:是使式子等于0时,未知数的值;如2x-3的零点就是方程2x-3=0的解即x=1.5,且一般来说,一个题目中有几个不相同的绝对值,就对应有几个零点;如∣x∣+∣x-3∣就有两个零点,分别是0和3,而∣x+1∣+∣x-1∣- ∣x-3∣就有3个零点,分别是-1、1和3. 2、分段:分段是指将题目中所求出的所有零点在数轴上标出,并且将数轴分割成小段:如有两个零点时,在数轴上标出这两个零点后可以发现数轴被这两个点分成了3段。一般来说,有n各不相同的零点就会把数轴分成n+1段。 四、用零点分段法解题的步骤: 通常分三步 (1)求出所有式子的零点; (2)将所有求得的零点在数轴上标出来,然后将数轴分段表示出来; (3)在分出的段中,每一段上讨论原各个式子的正负性,去掉绝对值。 五、例题和练习 题型一:化简 例1、化简∣x∣+∣x-1∣ 练1、化简∣x+1∣+∣x∣-∣x-3∣ 例2、化简∣x+2∣-2∣x-1∣+3∣x-4∣练2、化简3∣x+5∣+4∣x∣-5∣x-1∣ 题型二:求最值 例3、求∣x+1∣+∣x-2∣的最小值. 练3、求∣2x+1∣-∣x-2∣的最小值. 练习1.化简:∣x+2∣-∣2x-1∣+2∣x+1∣. 伺服电机相位与编码器位置调整关系 伺服电机相位与编码器位置调整关系 主流的伺服电机位置反馈元件包括增量式编码器,绝对式编码器,正余弦编码器,旋转变压器等。 增量式编码器的相位对齐方式 在此讨论中,增量式编码器的输出信号为方波信号,又可以分为带换相信号的增量式编码器和普通的增量式编码器,普通的增量式编码器具备两相正交方波脉冲输出信号A和B,以及零位信号Z;带换相信号的增量式编码器除具备ABZ输出信号外,还具备互差120度的电子换相信号UVW,UVW各自的每转周期数与电机转子的磁极对数一致。带换相信号的增量式编码器的UVW电子换相信号的相位与转子磁极相位,或曰电角度相位之间的对齐方法如下: 1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置; 2.用示波器观察编码器的U相信号和Z信号; 3.依据操作的方便程度,调整编码器转轴与电机轴的相对位置,或者编码器外壳与电机外壳的相对位置; 4.一边调整,一边观察编码器U相信号跳变沿,和Z信号,直到Z信号稳定在高电平上(在此默认Z信号的常态为低电平),锁定编码器与电机的相对位置关系; 5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,Z信号都能稳定在高电平上,则对齐有效。 撤掉直流电源后,验证如下: 1.用示波器观察编码器的U相信号和电机的UV线反电势波形; 2.转动电机轴,编码器的U相信号上升沿与电机的UV线反电势波形由低到高的过零点重合,编码器的Z信号也出现在这个过零点上。 上述验证方法,也可以用作对齐方法。 需要注意的是,此时增量式编码器的U相信号的相位零点即与电机UV线反电势的相位零点对齐,由于电机的U相反电势,与UV线反电势之间相差30度,因而这样对齐后,增量式编码器的U相信号的相位零点与电机U相反电势的-30度相位点对齐,而电机电角度相位与U相反电势波形的相位一致,所以此时增量式编码器的U相信号的相位零点与电机电角度相位的-30度点对齐。 有些伺服企业习惯于将编码器的U相信号零点与电机电角度的零点直接对齐,为达到此目的,可以: 1.用3个阻值相等的电阻接成星型,然后将星型连接的3个电阻分别接入电机的UVW三相绕组引线; 2.以示波器观察电机U相输入与星型电阻的中点,就可以近似得到电机的U相反电势波形; 3.依据操作的方便程度,调整编码器转轴与电机轴的相对位置,或者编码器外壳与电机外壳的相对位置; 4.一边调整,一边观察编码器的U相信号上升沿和电机U相反电势波形由低到高的过零点,最终使上升沿和过零点重合,锁定编码器与电机的相对位置关系,完成对齐。 由于普通增量式编码器不具备UVW相位信息,而Z信号也只能反映一圈内的一个点位,不具备直接的相位对齐潜力,因而不作为本讨论的话题。 绝对式编码器的相位对齐方式 绝对式编码器的相位对齐对于单圈和多圈而言,差别不大,其实都是在一圈内对齐编码器的检测相位与电机电角度的相位。早期的绝对式编码器会以单独的引脚给出单圈相位的最高位的电平,利用此电平的0和1的翻转,也可以实现编码器和电机的相位对齐,方法如下: 1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置; 2.用示波器观察绝对编码器的最高计数位电平信号; 校准机器人零点位置的具体方法 注:需要点击操作的地方都做了浅红色标记 第一步: 选择手动操纵(参看图1,首先把钥匙开关打到手动位置)方法: 1> 点击ABB 2> 点击手动操纵 图 1 第二步: 选择动作模式(参看图2 和图3) 方法: 1> 点击动作模式 2> 点击轴1 -3 或者轴4 -6 3> 点击确定 第三步: 选择工具坐标(参看图2 和图4) 方法: 1> 点击工具坐标 2> 点击tGripper 图 2 图 3 第四步: 选择移动速度(参看图2 和图5) 方法: 1> 点击增量 2> 点击中或者小 图 4 图 5 第五步: 手动移动机器人各轴到机械零点位置(参看图2) 方法: 此时图2上操纵杆方向处显示操纵杆移动方向于轴的对应关系注意: 如果先前选择轴1 -3 则 1> 操纵杆上下移动为2轴动作 2> 操纵杆左右移动为1轴动作 3> 操纵杆顺/逆时针旋转为3轴动作 如果先前选择轴4 -6 则 1> 操纵杆上下移动为5轴动作 2> 操纵杆左右移动为4轴动作 3> 操纵杆顺/逆时针旋转为6轴动作 1> 左手持示教器,四指握住示教器使能开关(在示教器下方黑色 胶皮里面) 2> 右手向唯一一个方向轻轻移动操纵杆,把各轴按顺序移动到各 自机械绝对零点 图 6 移动顺序,依次为6轴→5轴→4轴→3轴→2轴→1轴,否则会使4,5,6轴升高以致于看不到零点位置。 机械零点位置如图6所示,当所有六个轴全部对准机械零点位置以后,机器人的姿态正如图6所示。 第六步: 更新转数计数器(参看图1,此时可以示教器使能开关) 方法: 1> 点击ABB 2> 点击校准 3> 点击ROB_1 (参看图7) 图7 4> 点击转数计数器(参看图8) 5> 点击更新转数计数器…(会弹出一个警告界面) 6> 点击是 EPSON机械手脉冲零点校正 一、工具: 钢板尺(或卡尺)、EPSON机械手编程软件RC+5.0等。 二、应用场合: 1.当机械手和驱动器的型号及序列号不一致时,即机械手和不同序列号的控制器混搭使用, 需要重新校准机械手的位置(重新校准机械手脉冲零位)。 2.更换马达等其他问题。 三、机械手脉冲零点位置校正: 具体调节步骤如下: 1.拆除机械手丝杆上夹具,同时保证机械手有足够运动空间,用RC+5.0软件连接机械手LS3,在软件中打开机器人管理器,如下图所示: .点击“motor on”按钮,即给机械手上电;接着点击“释放所有”按钮,即释 放机械手4个伺服马达刹车;具体如图: 2.点击“motor on”按钮,即给机械手上电;接着点击“释放所有”按钮,即释 放机械手4个伺服马达刹车;具体如图: — 3.手动将机械手调整到脉冲零点位置;如下图所示: +Z方向 +X方向 +Y方向 具体细节: 1)因为刹车释放后,手动可以拖动J1与J2轴,手动拖动使J1与J2轴如下图所示: 2)同理,手动移动丝杆使3、4轴如图所示:( U轴0位,丝杆端面对应外套上的指针;丝 —杆底部端面到机体底部为75mm,用钢尺量,相差在2mm内可接受。) 3.保持机械手目前手动零点位置不动,先点击“锁定所有”按钮,即锁定机械手 伺服马达刹车;接着点击“motor off”按钮,即关闭机械手;具体如图: 4. 保持机械手目前手动零点位置不动,手动将机械手内编码器重置,具体是在 软件中打开命令窗口(ctrl+M)中输入: Encreset 1 按回车 Encreset 2按回车 Encreset 3按回车 Encreset 3,4按回车 如图: 5. 保持机械手目前手动零点位置不动,重启控制器,具体操作如图: 电机控制器可靠性测试 文件编号______________________________________ 版次______________________________________ 受控编号______________________________________ 编制________________ _____年____月____日审核________________ _____年____月____日审定________________ _____年____月____日批准________________ _____年____月____日 年月日发布年月日实施 目录 目录 (1) 1 简介 (2) 2 系统组成 (2) 2.1 试验电源 (2) 2.2电力测功机系统 (2) 2.3机械台架系统 (2) 2.4电机参数测量采集系统 (2) 3 实验准备 (2) 3.1 仪器准确度 (2) 3.2 测量要求 (2) 3.3 试验电源 (3) 3.4 布线 (3) 3.5 冷却装置 (3) 4 试验项目 (3) 5 盐雾试验 (3) 5.1 试验目的 (3) 5.2 适用范围 (3) 5.3 操作设备 (3) 5.4 操作程序 (4) 5.4.1准备工作 (4) 5.4.2操作步骤 (4) 5.4.3注意事项 (4) 5.5结果记录 (4) 5.6试验报告 (5) 6 温升试验 (5) 6.1 试验目的 (5) 6.2 适用范围 (5) 6.3 试验设备 (5) 6.4 操作程序 (5) 6.5 注意事项 (6) 6.6 试验报告 (6) 7 振动试验 (6) 7.1试验目的 (6) 7.2适用范围 (6) 7.3试验设备 (6) 7.4试验程序 (6) 7.5 试验报告 (6) 8 老化试验 (7) 8.1试验目的 (7) 8.2适用范围 (7) 8.3试验设备 (7) 8.4试验程序 (7) 8.5试验报告 (7) .. 绝对值大全(零点分段法、化简、最值) 一、去绝对值符号的几种常用方法 解含绝对值不等式的基本思路是去掉绝对值符号,使不等式变为不含绝对值符号的一般不等式,而后,其解法与一般不等式的解法相同。因此掌握去掉绝对值符号的方法和途径是解题关键。 1利用定义法去掉绝对值符号 根据实数含绝对值的意义,即|x |=(0)(0)x x x x ,有|x | 爱普生机器人原点校准 方法 Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】 E P S O N机械手脉冲零点校正 一、工具: 钢板尺(或卡尺)、EPSON机械手编程软件RC+5.0等。 二、应用场合: 1.当机械手和驱动器的型号及序列号不一致时,即机械手和不同序列号的控制器混搭使用,需要重新校准机械手的位置(重新校准机械手脉冲零位)。 2.更换马达等其他问题。 三、机械手脉冲零点位置校正: 具体调节步骤如下: 1.拆除机械手丝杆上夹具,同时保证机械手有足够运动空间,用RC+5.0软件连接机械手LS3,在软件中打开机器人管理器,如下图所示: .点击“motoron”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图: 2.点击“motoron”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图: 3.手动将机械手调整到脉冲零点位置;如下图所示: +Z方向 +X方向 +Y方向 具体细节: 1)因为刹车释放后,手动可以拖动J1与J2轴,手动拖动使J1与J2轴如下图所示: 2)同理,手动移动丝杆使3、4轴如图所示:(U轴0位,丝杆端面对应外套上的指针;丝杆底部端面到机体底部为75mm,用钢尺量,相差在2mm内可接受。) 3.保持机械手目前手动零点位置不动,先点击“锁定所有”按钮,即锁定机械手伺服马达刹车;接着点击“motoroff”按钮,即关闭机械手;具体如图: 4.保持机械手目前手动零点位置不动,手动将机械手内编码器重置,具体是在软件中打开命令窗口(ctrl+M)中输入: Encreset1按回车 Encreset2按回车 交流电机控制器使用说明书 SQ-02系列 威海同泰赛维电子科技有限公司地址:高技术产业开发区科技路188号电话:0631-5690236传真:0631-5695057 网址:https://www.360docs.net/doc/9715540970.html, 一、基本功能 SQ-02型交流电机控制器是针对平面磨床工作台的横向进给电动机设计的,其基本特点如下: 1、采用先进的单片机作为控制中心,精度高,调节方便; 2、兼有手动连续进给和自动点动进给功能; 3、“手动开关”接通时,电机连续进给,直到该开关断开为止; 4、“自动开关”点动闭合(约10MS)时,延时TDELAY时间,电 机自动进给TADJ时间后自动关闭. 5、设有TADJ时间设定拨码开关,可按要求设置进给时间. 6、控制精度高(TADJ时间控制精度达1MS)、调节方便、性能可靠、 安装调试方便。 7、面板设置状态指示灯,可以准确指示工作状态,并可根据指示灯 的状态排除一些简单故障. 二、技术参数 1、控制器电源电压:AC220V±10% 2、电动机输入电压:AC 220V~380V 3、最大输出电流:AC 1A 4、点动动作时间TADJ:0~200MS~500MS~1000MS~1500MS 5、点动延时时间TDELAY:0~500MS 三、安装、调试与维修 1、对交流电动机的要求 1.1电气参数与控制器相匹配 1.2线圈内部无匝间短路及开路现象 1.3用500v兆欧表测量,电动机对地绝缘电阻应不低于1MQ 2、接线及调整方法(参见外接线图,端子号码印于面板上) 2.1接线方法:该控制器用于控制三相220V交流电机 1#2#3#:外接47K电位器: 4#5#:接手动开关: 5#6#:接自动开关: 7#8#:接两相AC220v输入; 9#10#:接负载电机的两相(有一根交流220v相线不经控制器直接进入负载电机); 11#:接线端子. 注意:如果点动动作时间TADJ调节方向反,请把调节电位器的1#3#线调换. 2.2外形及安装尺寸 伺服电机编码器与转子磁极相位对齐方法[原创] 波恩 | 2008-10-05 12:12:05楼主 论坛中总是有人问及伺服电机编码器相位与转子磁极相位零点如何对齐的问题,这样的问题论坛中多有回答,本人也曾在多个帖子有所回复,鉴于本人的回复较为零散,早就想整理集中一下,只是一直未能如愿,今借十一长假之际,将自己对这一问题的经验和体会整理汇总一下,以供大家参考,或者有个全面的了解。 永磁交流伺服电机的编码器相位为何要与转子磁极相位对齐 其唯一目的就是要达成矢量控制的目标,使d轴励磁分量和q轴出力分量解耦,令永磁交流伺服电机定子绕组产生的电磁场始终正交于转子永磁场,从而获得最佳的出力效果,即“类直流特性”,这种控制方法也被称为磁场定向控制(FOC),达成FOC控制目标的外在表现就是永磁交流伺服电机的“相电流”波形始终与“相反电势”波形保持一致,如下图所示: 图1 因此反推可知,只要想办法令永磁交流伺服电机的“相电流”波形始终与“相反电势”波形保持一致,就可以达成FOC控制目标,使永磁交流伺服电机的初级电磁场与磁极永磁场正交,即波形间互差90度电角度,如下图所示: 图2 如何想办法使永磁交流伺服电机的“相电流”波形始终与“相反电势”波形保持一致呢?由图1 可知,只要能够随时检测到正弦型反电势波形的电角度相位,然后就可以相对容易地根据电角度相位生成与反电势波形一致的正弦型相电流波形了。 在此需要明示的是,永磁交流伺服电机的所谓电角度就是a相(U相)相反电势波形的正弦(Sin)相位,因此相位对齐就可以转化为编码器相位与反电势波形相位的对齐关系;另一方面,电角度也是转子坐标系的d轴(直轴)与定子坐标系的a轴(U轴)或α轴之间的 夹角,这一点有助于图形化分析。 在实际操作中,欧美厂商习惯于采用给电机的绕组通以小于额定电流的直流电流使电机转子定向的方法来对齐编码器和转子磁极的相位。当电机的绕组通入小于额定电流的直流电流时,在无外力条件下,初级电磁场与磁极永磁场相互作用,会相互吸引并定位至互差0度相位 的平衡位置上,如下图所示: 图3 对比上面的图3和图2可见,虽然a相(U相)绕组(红色)的位置同处于电磁场波形的 峰值中心(特定角度),但FOC控制下,a相(U相)中心与永磁体的q轴对齐;而空载定向时,a相(U相)中心却与d轴对齐。也就是说相对于初级(定子)绕组而言,次级(转子)磁体坐标系的d轴在空载定向时有会左移90度电角度,与FOC控制下q轴的原有位 置重合,这样就实现了转子空载定向时a轴(U轴)或α轴与d轴间的对齐关系。 此时相位对齐到电角度0度,电机绕组中施加的转子定向电流的方向为bc相(VW相)入, a相(U相)出,由于b相(V相)与c相(W相)是并联关系,流经b相(V相)和c相(W相)的电流有可能出现不平衡,从而影响转子定向的准确性。 实用化的转子定向电流施加方法是b相(V相)入,a相(U相)出,即a相(U相)与b 相(V相)串联,可获得幅值完全一致的a相(U相)和b相(V相)电流,有利于定向的 电机控制器可靠性测试 文件编号 ______________________________________ 版次 ______________________________________ 受控编号 ______________________________________ 编制 ________________ _____年____月____日 审核 ________________ _____年____月____日 审定 ________________ _____年____月____日 批准 ________________ _____年____月____日 年月日发布年月日实施 目录 目录 (1) 1 简介 (2) 2 系统组成 (2) 试验电源 (2) 电力测功机系统 (2) 机械台架系统 (2) 电机参数测量采集系统 (2) 3 实验准备.......................................................................................... .. (2) 仪器准确度 (2) 测量要求 (2) 试验电源 (3) 布线 (3) 冷却装置 (3) 4 试验项目 (3) 5 盐雾试验 (3) 试验目的 (3) 适用范 围 (3) 操作设备 (3) 操作程序 (4) 5.4.1准备工作 (4) 5.4.2操作步骤 (4) 5.4.3注意事项 (4) 结果记录 (4) 试验报告 (5) 6 温升试验 (5) 试验目的 (5) 适用范围 (5) 试验设备 (5) 操作程序 (5) 注意事项 (6) 试验报告 (6) 7 振动试验 (6) 试验目的 (6) 1 绝对值大全(零点分段法、化简、最值) 一、去绝对值符号的几种常用方法 解含绝对值不等式的基本思路是去掉绝对值符号,使不等式变为不含绝对值符号的一般不等式,而后,其解法与一般不等式的解法相同。因此掌握去掉绝对值符号的方法和途径是解题关键。 1利用定义法去掉绝对值符号 根据实数含绝对值的意义,即|x |=(0)(0)x x x x ,有|x |伺服电机维修之编码器对位调零
机器人零点标定方法
伺服电机控制器安全控制程序
绝对值的零点分段法
伺服电机相位与编码器位置调整关系教学内容
校准机器人零点位置的具体方法
爱普生机器人原点校准方法
电机控制器可靠性测试流程
绝对值大全(零点分段法-化简-最值)
爱普生机器人原点校准方法
交流电机控制器使用说明书
电机编码器对零点的方法
电机控制器可靠性测试流程
绝对值大全(零点分段法、化简、最值)..