高密度聚乙烯管的无损检测
Plastic Fantastic? - An NDE Inspection Solution for HDPE Butt Welds David MACLENNAN, Irene G PETTIGREW and Colin R BIRD Doosan Power Systems Nuclear Technology Services, Porterfield Rd, Renfrew, PA4 8DJ, UK. Tel: +44 (0)141 885 3849
Fax: +44 (0)141 885 3670
E-mail: david.maclennan@https://www.360docs.net/doc/a318428708.html,
Abstract This paper presents a technique that has been developed for EDF Energy to detect butt weld defects in HDPE pipework using phased array ultrasonics(超声相控阵). The technique uses a customized wedge to support a sound velocity difference that can generate forward angle beams within the low velocity and high attenuation material properties of HDPE.
Test blocks have been manufactured with a variety of subsurface implanted targets. All these targets have been detected with a signal to noise ratio of greater than 12 dB. Additionally, the ability to resolve target edges is demonstrated allowing measurement of through wall defect size.
The capability of detecting lack of fusion defects greater than 6 mm circumferential length by 2 mm through wall within HDPE pipework using phased array technology is presented together with the challenges overcome during development of the probe and manufacture of representative test blocks.
Keywords: High Density Polyethylene (HDPE)高密度聚乙烯管, phased array
1.0Introduction
High Density Polyethylene (HDPE) is an alternative material being
adopted for the replacement of cast iron tertiary cooling pipework currently instated at nuclear power plants [1, 2]. The attractiveness of HDPE pipework is related to the long-term structural integrity
benefits that it has to offer because it does not corrode, is flexible, lightweight and a cost effective replacement for metal pipes.
HDPE butt welds are manufactured in four stages: heating, heat
soaking, heater plate removal and joining-cooling [3, 4]. The heating stage involves the two prepared pipe sections of HDPE being pressed against a heater plate under a specific pressure and being held there for a specific time (heat soaking). Thereafter, the heater plate is
removed and the two ends are aligned exactly and brought together.
The joining-cooling process involves the compression of the two
faces together and being held for a specified duration in order to
fuse the two ends. The excess material squeezed out during the butt fusion force forms a bead on the inner and outer surface of the weld leaving virtually no heat affected zone in the weld. There can be a requirement remove the weld bead to be removed from both
surfaces to prevent growth and blockages of invertebrates or plants.
This often results in an irregular and rough weld profile.
Installation and joining of HDPE pipework sections happens in-situ where environmental conditions may introduce impurities such as grease, dust, dirt and sand to both the heater plate and pipe ends.
This type of contamination can lead to defects in the butt fusion
weld. The size of the air pocket created by the contaminants can
produce a Lack of Fusion (LoF) where there is no bond or a partial bond between the faces of the 18th World Conference on
Nondestructive Testing, 16-20 April 2012, Durban, South Africa sections.
Generally it is considered that any LoF present will occur perpendicular to the radial-axial plane i.e. 0° tilt. Kissing bonds or cold joints can occur when the contact that is made is not sufficient to form bonds capable of transmitting shear stress resulting in a lack of strength [5]. This can be caused by several factors including excessively long heater plate removal time, inadequate heat to the end of the HDPE sections or misalignment of the two ends.
Current quality assurance systems in place include approved personnel, monitoring of welding conditions and visual inspection. Further tests include hydrostatically testing spools of pipe, cutting a sample of weld and destructive testing through tensile/ bend tests.
It has been documented that the Time Of Flight Diffraction 飞行衍射时间(TOFD) technique has the ability to detect defects in the HDPE material [6], however this technique has limitations. The deployment of TOFD requires access from both sides of the weld and a level surface. It is required that the technique shall be applicable to pipe to pipe welds and pipe to fitting welds. Fittings prevent access to one side of the weld and therefore all the joints cannot be inspected with TOFD. Phased array and microwave inspection of HDPE materials have been reported elsewhere [1-3, 5-8].
This paper presents a phased array inspection solution for detection and sizing of LoF- type defects in HDPE weld specimens.
2.0 Inspection Solution
2.1.1 Inspection Method
HDPE is a material with high density and high attenuation values. Shear waves (横波)are not supported in HDPE due to the material properties and hence longitudinal waves (纵波)are the only possible inspection mode.
The longitudinal velocity of sound in HDPE is approximately 2150 m/s. The velocity can have relatively large variations in depending on the specific batch, potentially varying on material either side of the weld. Furthermore, it is believed that there are also minor fluctuations(小幅波动)in velocity that are dependent on the angle of the sound
travelling through the crystalline structure [3]. HDPE pipework is very attenuative (0.3 dB/mm using a 2.25 MHz probe) and therefore acquisition was limited to the shortest inspection range possible, in practise this being half-skip.
During the test trial stage of the development, an ‘off the shelf’ 32 element 2.25 MHz phased array probe in pulse-echo mode with a sweep of 35° up to 89° has been used to produce a volumetric inspection of the weld and Heat Affected Zone (HAZ). Data was c ollected using Zetec’s Dynaray system which was in turn driven using Ultravision 3 software via a laptop. The technique utilised water as a wedge medium resulting in a sound velocity difference that can generate forward angle beams within the HDPE pipework.
2.1.2 Bespoke Ultrasonic Probe Wedge
It has been widely reported that the challenge presented by HDPE is to find a material with a slower velocity in order to generate forward steering angles, as determined with Snell’s Law, but to also have low attenuation [5]. Therefore, to generate forward steering angles, a wedge medium with a slower velocity than HDPE is needed.
Conventional Perspex (2740 m/s) and Rexolite (2350 m/s) shoes are inappropriate as the change in velocity is not suitable to generate forward looking angle beams. A phased array system with two low frequency probes and two wedges; a gel wedge (slower velocity to
generate higher angle beams) in combination with a Rexolite wedge is commercially available [1] for inspection of HDPE pipework. Water has been used as a stand-off but the wedge designs are basic and have not been developed and optimised for stand-alone industrial use on site applications [8].
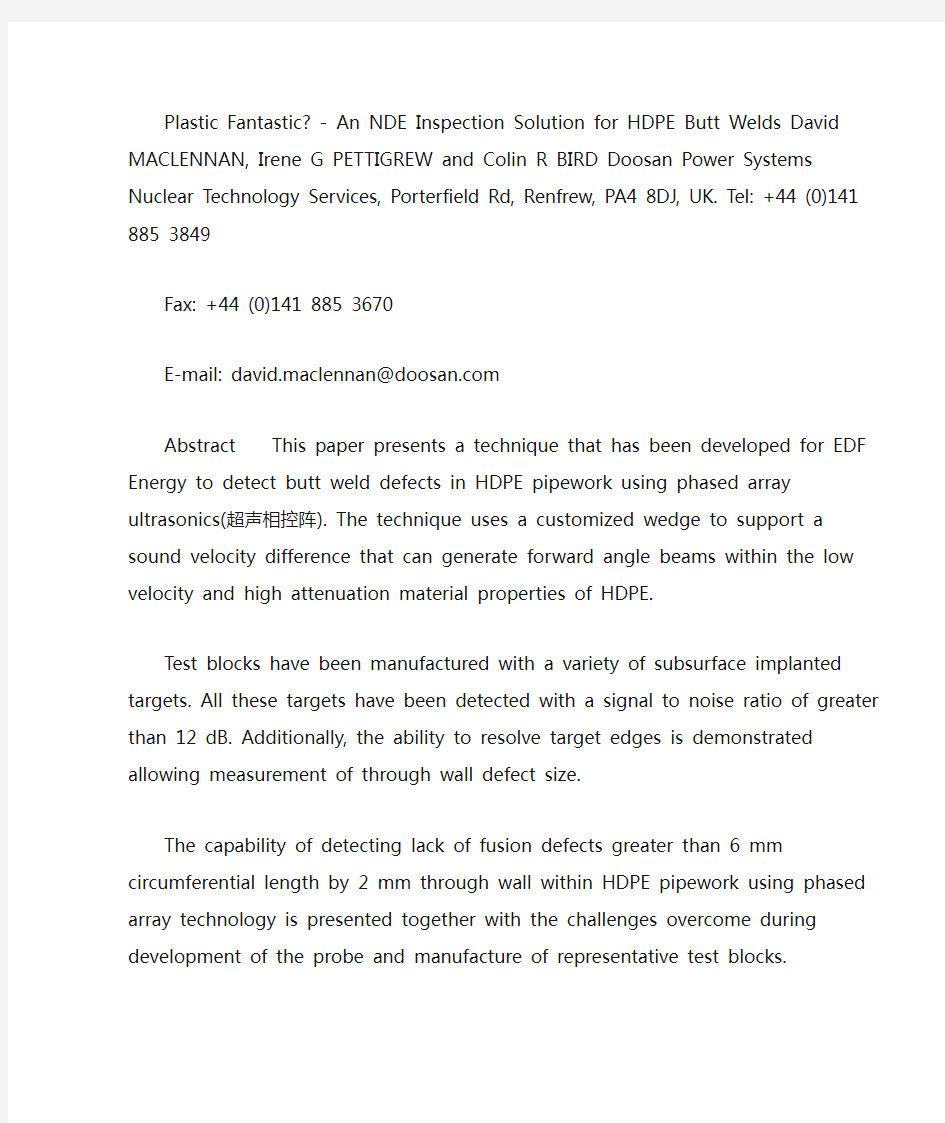
In order to produce a useful refracted angle (折射角)within the HDPE, a bespoke water wedge has been designed. The probe is housed in the wedge at an angle of 21° in a custom- built water-filled acoustic
stand-off secured with a 0.6 mm conformable membrane interface. An early development design is shown in Figure 1. Non-return valves prevent water loss and machined channels remove any air build up on the array face and membrane. The membrane pocket at the front of the housing contains air to act as a spring for the membrane interface. The membrane retains the water at the face of the probe and does not affect the intended frequency propagated into the material i.e. the rubber is acoustically transparent at 2.25 MHz. A wear plate and adjustable screws on the bottom of the holder are used to avoid deterioration of the membrane and provide stability on the component surface.
Longitudinal waves are generated at the membrane-HDPE interface to allow refraction at 35° up to 89° for half-skip inspection. In practice, the
array holder can by used in any orientation and is therefore versatile for inspection of all welds geometries and locations.
Figure 1. (Left) Base of water wedge (Right) Side-view of water wedge
3.0Manufacture of Test Specimens
To evaluate the inspection capability of the phased array water wedge system, a number of sample welds were designed and manufactured. The test specimens (450 mm diameter and 38 mm wall thickness PE100 to BS EN 12201) were constructed by EDF Energy’s chosen contractor.
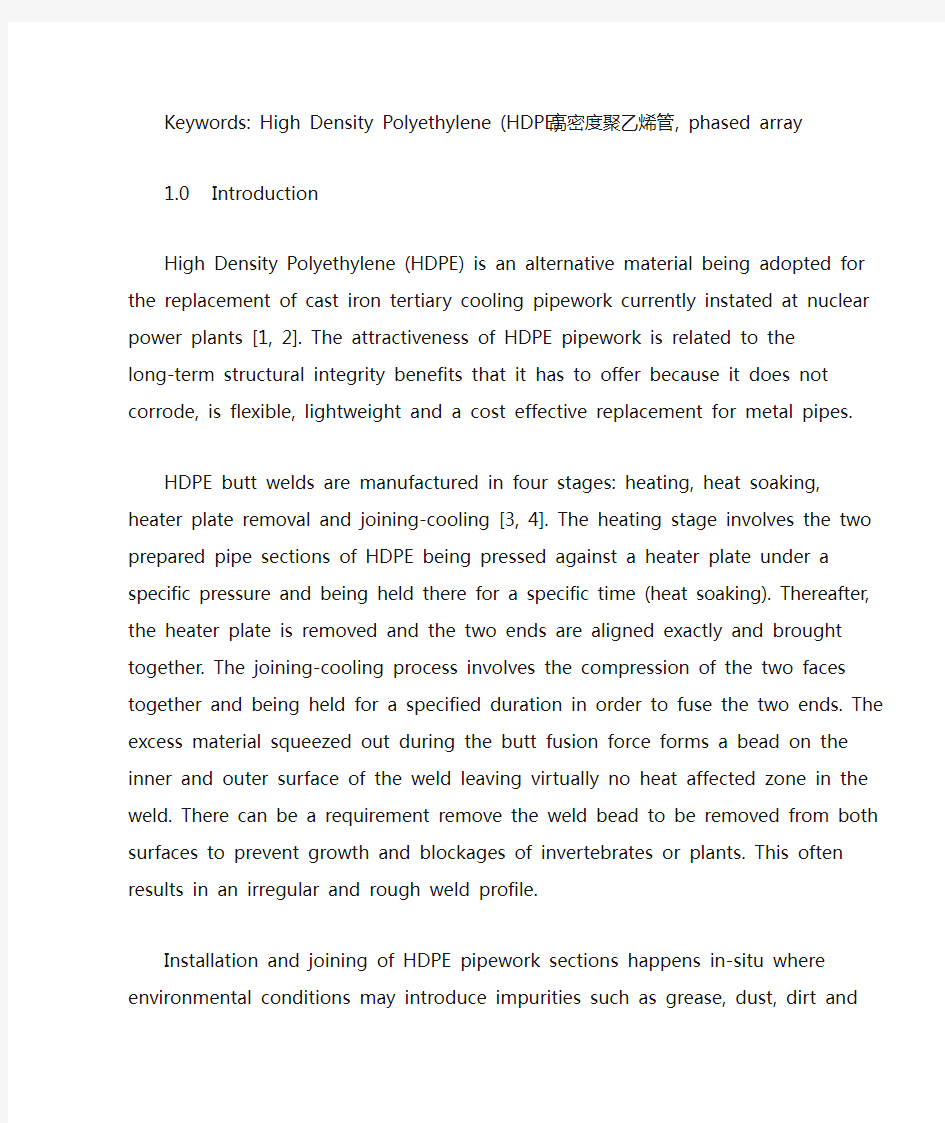
In addition to this, a calibration block was manufactured using HDPE material. A 40mm thick block manufactured from the pipe material containing ?3 mm side-drilled holes and geometric reflectors was used to demonstrate positional accuracy and calibrate the sensitivity (Figure 2). Side-drilled holes are a preferred target due to the difficulty in accurately machining flat bottom holes.
Test specimens were designed to contain variable sizes of small stainless steel oval inserts to represent defects present in the weld (see Figure 2). The supplied shims were all 0.2 mm thick which is approximately ? of a wavelength. It is considered that the stainless steel insert conservatively represent LoF because they represent a bonded implant where lack of fusion is effectively air with a greater acoustic impedance difference. Occasionally it is suspected that the plastic did not bond to the insert in this case the lack of fusion is real. The bottom edge of the discs can only be detected via diffraction (衍射)whereas the top edge could occasionally be detected via pulse echo due to reflection from the lack of fusion of the plastic to the insert. The oval edge ensures that the diffracted signal is small and representative of a real irregular defect. The design of the test piece and stainless steel inserts were supplied to the contractor for construction.
Figure 2. (Left) Phased array in water wedge on calibration block with test specimen and (Right) weld cap removal surface finish
The manufacturing of the test welds presented their own challenges as the stainless steel inserts are free to move as the HDPE becomes molten during fusion. This resulted in reflectors not being in the as designed locations and in some cases being pushed completely out of the material and into the weld bead. From test specimen manufacture information, in a real-life situation there is a tendency for impurities that are not squeezed out (挤掉)into the weld bead have a tendency to be embedded near the outer and inner third of the pipe during butt fusion welding. Other development work has used PTFE strips as ultrasonic targets. It was found that thin PTFE will deform during the welding process and the final position and shape of the target is an unknown without
destructive examination. For this reason PTFE was discounted as a means of implanting a realistic but known defect.
Despite the positioning difficulties and uncertainties, it is known that the target sizes are 2 mm x 6 mm, 3 mm x 9 mm and 4 mm x 12 mm as the size and shape of the stainless targets could not change during welding. Radiographic images were taken of each test piece so that the appropriate target sizes could be identified. In addition, radiography was used to determine the approximate locations and depths of each reflector. Three test pieces were produced all to the same design but
each piece was unique due to manufacturing variations, allowing for a comprehensive set of targets to be examined.
The surface finish (Figure 2) following weld cap removal imposed some inspection restrictions; an inability to scan up to and over the weld and very rough surface finish resulting in spurious signals.
4.0Inspection Results
All trials included in this paper have been performed with the
material at ambient temperature. It is understood that the
temperature of HDPE material has an effect on its sound velocity [5].
Other studies have shown that a cooling time of at least 2 hours will be required for HDPE pipework of this section thickness to reach
suitable inspection temperature. The cooling time will depend upon the environment in which the weld is made. It should be noted that this paper does not examine cooling time.
All but three targets within the inspection zone were clearly detected with a signal to noise ratio of 12 dB or better. These exceptions were:
1. Two targets that protrude out of the inner and outer surfaces
where the weld caps have been removed leaving a rough surface.
2. A signal from a target that lies within the noise band of the wedge
resulting in the inability to differentiate between the response and the standing echo.
Near surface targets produced a specular(镜面)response due to the low incident angle which the beam strikes the target (Figure 3).
For those targets at a greater depth, and therefore seen at higher incidence, tip diffraction is the dominant signal source from the
implanted targets (Figure 4). From figures 3 and 4 it can be seen that the chosen targets were oval. Unlike conventional welding where the weld runs are laid down essentially parallel to the outside diameter (OD) with consequential weld defects being parallel to the OD of the pipe, these welding defects are generally created via contamination.
The orientation is perpendicular to the through wall direction but the defect edges can be at any orientation with respect to the outside surface. Diffraction amplitudes are particularly variable with respect to rotation relative to the scanning surface. This is a further reason why TOFD is not necessarily the first choice for inspection and why particular attention was taken in the choice of oval defect targets.
Assessment of NDE Methods on Inspection of HDPE Butt Fusion Piping Joints for Lack of Fusion with Validation from Mechanical Testing - ResearchGate. Available from:
https://www.360docs.net/doc/a318428708.html,/publication/255248474_Assessment_of_ NDE_Methods_on_Inspection_of_HDPE_Butt_Fusion_Piping_Joints_for_
Lack_of_Fusion_with_Validation_from_Mechanical_Testing [accessed May 27, 2015].
Assessment of NDE Methods on Inspection of HDPE Butt Fusion Piping Joints for Lack of Fusion with Validation from Mechanical Testing - ResearchGate. Available from: https://www.360docs.net/doc/a318428708.html,/publication/255248474_Assessment_of_ NDE_Methods_on_Inspection_of_HDPE_Butt_Fusion_Piping_Joints_for_ Lack_of_Fusion_with_Validation_from_Mechanical_Testing[accessed May 27, 2015].
高密度聚乙烯管pe理论重量
薄壁型PE外护管 外径×壁厚(mm) 重量 (㎏/m) 外径×壁厚 (mm) 重量 (㎏/m) Φ100×2.00.58Φ440×4.5 5.85Φ110×2.00.64Φ460×4.5 6.11Φ120×2.00.70Φ480×4.5 6.38Φ125×2.00.73Φ500×5.07.38Φ130×2.00.76Φ515×5.07.61Φ140×2.00.82Φ535×5.07.90Φ150×2.00.88Φ550×5.08.13Φ160×2.00.94Φ570×5.08.43Φ170×2.0 1.00Φ610×6.010.81Φ180×2.0 1.06Φ630×6.011.17Φ190×2.0 1.132Φ655×6.011.62Φ200×2.0 1.18Φ690×6.012.24Φ210×2.0 1.24Φ710×7.014.68Φ220×2.5 1.62Φ740×7.015.31Φ225×2.5 1.66Φ760×7.015.72Φ230×2.5 1.70Φ790×7.016.35Φ240×2.5 1.77Φ830×8.019.62Φ250×2.5 1.85Φ850×8.020.09Φ265×3.0 2.34Φ890×9.021.05Φ280×3.0 2.48Φ930×9.024.73Φ300×3.0 2.66Φ960×9.025.63Φ315×3.0 2.79Φ1000×10.026.61Φ330×3.0 2.93Φ1055×10.031.17Φ355×3.0 3.15Φ1100×10.032.51Φ365×4.0 4.31Φ1155×10.034.16Φ385×4.0 4.55Φ1200×10.035.50Φ400×4.0 4.73Φ1250×10.036.99Φ420×4.0 4.96Φ1300×10.038.48 厚壁型PE外护管 外径×壁厚重量外径×壁厚重量
(完整版)塑料托盘原料高密度聚乙烯详解
塑料托盘原料高密度聚乙烯英文名称为“High Density Polyethylene”,简称为“HDPE”。塑料托盘原料HDPE是一种结晶度高、非极性的热塑性树脂。原态塑料托盘原料HDPE的外表呈乳白色,在微薄截面呈一定程度的半透明状。PE具有优良的耐大多数生活和工业用化学品的特性。某些种类的化学品会产生化学腐蚀,例如腐蚀性氧化剂(浓硝酸),芳香烃(二甲苯)和卤化烃(四氯化碳)。该聚合物不吸湿并具有好的防水蒸汽性,可用于包装用途。塑料托盘原料HDPE具有很好的电性能,特别是绝缘介电强度高,使其很适用于电线电缆。中到高分子量等级具有极好的抗冲击性,在常温甚至在-40F低温度下均如此。 塑料托盘原料HDPE是一种由乙烯共聚生成的热塑性聚烯烃。虽然塑料托盘原料HDPE 在1956年就已推出,但这种塑料还没达到成熟水平。这种通用材料还在不断开发其新的用途和市场。 主要特性 塑料托盘原料HDPE是一种结晶度高、非极性的热塑性树脂。原态塑料托盘原料HDPE 的外表呈乳白色,在微薄截面呈一定程度的半透明状。PE具有优良的耐大多数生活和工业用化学品的特性。某些种类的化学品会产生化学腐蚀,例如腐蚀性氧化剂(浓硝酸),芳香烃(二甲苯)和卤化烃(四氯化碳)。该聚合物不吸湿并具有好的防水蒸汽性,可用于包装用途。塑料托盘原料HDPE具有很好的电性能,特别是绝缘介电强度高,使其很适用于电线电缆。中到高分子量等级具有极好的抗冲击性,在常温甚至在-40F低温度下均如此。各种等级塑料托盘原料HDPE的独有特性是四种基本变量的适当结合:密度、分子量、分子量分布和添加剂。不同的催化剂被用于生产定制特殊性能聚合物。这些变量相结合生产出不同用途的塑料托盘原料HDPE品级;在性能上达到最佳的平衡。 密度 这是决定山东力扬塑料托盘原料HDPE特性的主要变量,虽然被提到的4种变量确实起到相互影响作用。乙烯是聚乙烯主要原料,少数的其它共聚单体,如1一丁烯、l一己烯或1一辛烯,也经常用于改进聚合物性能,对塑料托盘原料HDPE,以上少数单体的含量一般不超过1%-2%。共聚单体的加入轻微地减小了聚合物的结晶度。这种改变一般由密度来衡量,密度与结晶率呈线性关系。美国一般分类按ASTM D1248规定,塑料托盘原料HDPE 的密度在0.940g/。C以上;中密度聚乙烯(MDPE)密度范围0.926~0.940g/CC。其它分类法有时把MDPE归类于塑料托盘原料HDPE或LLDPE。均聚物具有最高密度、最大的刚度,良好的防渗透性和最高的熔点,但一般具有很差抗环境应力开裂(ESCR)。ESCR是PE 抗由机械或化学应力所引起的开裂性的能力。更高的密度一般改进了机械强度性,例如拉伸强度、刚度和硬度;热性能如软化点温度和热变形温度;防渗透性,如透气性或水蒸气透过性。较低的密度改进其冲击强度和E-SCR。聚合物密度主要是受共聚单体加入的影响,但较少程度也受分子量影响。高分子量百分数使密度略有降低。例如,在一个较宽分子量范围内均聚物具有不同的密度。 生产和催化剂 PE最通常的生产方法是通过淤浆或气相加工法,也有少数用溶液相加工生产。所有这些加工过程都是由乙烯单体、a-烯烃单体、催化剂体系(可能是不止一种化合物)和各种类型的烃类稀释剂参与的放热反应。氢气和一些催化剂用来控制分子量。淤浆反应器一般为搅拌釜或是一种更常用的大型环形反应器,在其中料浆可以循环搅拌。当乙烯和共聚单体(根据需要)和催化剂一接触,就会形成聚乙烯颗粒。除去稀释剂后,聚乙烯颗粒或粉粒被干燥并按剂量加入添加剂,就生产出粒料。带有双螺杆挤出机的大型反应器的现代化生产线,
高密度聚乙烯硅芯管试验继续教育答案
第1题 落锤冲击试验中,每个试样冲击几次? A.1 B.2 C.3 D.4 答案:A 您的答案:C 题目分数:0 此题得分:0.0 批注: 第2题 每次冲击试验需在___s内完成? A.10 B.20 C.30 D.60 答案:C 您的答案:C 题目分数:1 此题得分:1.0 批注: 第3题 当硅芯管外径大于40mm时,弯曲试验试样长度为___m? A.2.0m B.1.5m C.2.5m D.3m 答案:A 您的答案:A 题目分数:1 此题得分:1.0 批注: 第4题 弯曲试验所用低温控制箱可将控制在____℃? A.(-20±5)℃ B.(-20±2)℃ C.(23±2)℃
D.(23±5)℃ 答案:B 您的答案:B 题目分数:1 此题得分:1.0 批注: 第5题 试验前试样应放置在(-20±2)℃温度条件下保持____h? A.0.5 B.1 C.2 D.24 答案:C 您的答案:C 题目分数:1 此题得分:1.0 批注: 第6题 弯曲试验中每个方向的弯曲试验时间间隔为40s。 答案:错误 您的答案:错误 题目分数:24 此题得分:24.0 批注: 第7题 弯曲试验的试样可从任意管材中抽取切割而成。 答案:错误 您的答案:错误 题目分数:24 此题得分:24.0 批注: 第8题 落锤试验中,应每次取出2个或2个以上试样,以便于在规定时间内完成试验。 答案:错误 您的答案:错误
题目分数:24 此题得分:24.0 批注: 第9题 落锤试验的试样可从任意管材中抽取切割而成。答案:错误 您的答案:错误 题目分数:24 此题得分:24.0 批注
高密度聚乙烯HDPE管的规格
高密度聚乙烯(HDPE)双壁波纹管作为一种新型轻质管材,具有重量轻,耐外压、卫生性能好、施工快、寿命长等优点,同时更具有价格优势。在低压力输水工程领域能为广大用户节约大量资金. (HDPE)双壁波纹管的特点 高密度聚乙烯(HDPE)大口径双壁波纹管具有优异的化学稳定性、耐老化及耐环境应力开裂的性能。适用温度范围宽,承压能力强,并具有良好的综合机械性能。 1、抗压能力强。外壁呈环形波纹状结构,大大增强了管材的环形刚度,从而增强了管道对土壤负荷的抵抗能力,在这个性能方面,双壁波纹管与其他管材相比较具有明显得优势。 2、工程造价低。在等负荷的条件下,双壁波纹管只需较薄的管壁就可以满足要求。因此,与同材规格的等壁管相比,能节约一半左右的原材料,所以该管材造价也比较低,这是该管材的又一个很突出的特点。 3、施工便利。由于波纹管重量轻,搬运和连接都很方便,所以施工快捷,维护工作简单,在工期紧和施工条件差的情况下,其优势更加明显。 4、磨阻系数小、流量大。采用HDPE为材料的双壁波纹管比相同口径的其他管材可通过更大的流量。换言之,相同流量要求下,可采用口径相对较小的HDPE双壁波纹管。 5、良好的耐低温、抗冲击性能。聚乙烯双壁波纹管道脆化度是(-70度),一般低温条件下(-30度以上)施工时不必采取特殊保护措施,冬季施工方便。而且,聚乙烯双壁波纹管有良好的抗冲击性能。即使有2.5倍于公称压力的水锤也不会对管道造成任何损害。 6、化学稳定性佳。由于HDPE分子没有极性,所以化学稳定性极好,除少数强氧化剂外,大多数化学介质对其不起破坏作用。一般使用环境的土壤、电力、酸碱因素都不会使管道损坏。不滋生细菌、不结垢,其流通面积不会随运行时间增加而减少。
高密度聚乙烯(hdpe)电缆导管技术规范
高密度聚乙烯(hdpe)电缆导管技术规范
广州供电局有限公司 高密度聚乙烯(HDPE)电缆导管技术规范 1、适用范围 为了规范广州供电局有限公司电网工程建设电力电缆导管的使用工作,达到工程设计、招标、订货、验收有技术规范可依的目的,根据广州供电局标准化体系建设工作的要求,特制定本规范。 本规范规定了高密度聚乙烯(HDPE)电缆套管的规格尺寸、要求、试验方法、检验规则、标志、包装、运输和贮存。 本规范适用于以高密度聚乙烯树脂(HDPE)为主要原料,经过配料混合,挤出成型而制成用于地下用电力电线电缆、通信电缆、光缆套管。 2、规范引用标准 下列标准所包含的条文,通过在本规范中引用而构成为本规范的条文。本规范出版时,所示版本均为有效。所有标准都会被修订,使用本规范的各方应探讨使用下列标准最新版本的可能性。 GB/T 1633-2000 热塑性塑料维卡软化温度(VST)的测定 GB/T2828-1987 逐批检查计数抽样程序及抽样表(适用连续批的检查) GB/T2918-1998 塑料试样状态调节和试验的标准环境 GB/T6671.2-1986 聚乙烯(PE)管材纵向回缩率的测定 GB/T8804.2-1988 热塑性塑料管材拉伸性能试验方法聚乙烯管材 GB/T8805-1988 硬质塑料管材弯曲度测量方法 GB/T8806-1988 塑料管材尺寸测量方法 GB/T9647-1988 塑料管材耐外负荷试验方法 GB/T1408.1-1999 固体绝缘材料电气强度试验方法工频下的试验 GB/T 3960 塑料滑动摩擦磨损试验方法 3、术语和定义 3.1电缆导管 电力电缆线路中电缆穿入其中后受到保护和在发生故障后便于将其中电缆拉出更换用的管子。 3.2 HDPP电缆导管 是采用高密度聚乙烯树脂为主要原料,经过配料混合,加热挤压成的电缆导管。 3.3 管刚度
硅芯管施工及验收规范
硅芯管通信管道工程的施工质量控制过程 高密度聚乙烯(HDPE)硅芯塑料管具有其它同类塑料管道不可比拟的优越的化学及物理特性,在高速公路通信和光缆干线的基础设施建设中,一次性埋入超润滑硅芯管,其穿缆工作不再受时间和条件的限制。这样,在电信网的升级、增容或更换缆线时,不再需要动用大量人力物力挖掘,只要从管道中抽出原缆线,再穿入新缆线即可。为通信及其它信号传输方面使用的光(电)缆提供了方便快捷、安全可靠、经济高效的有力保障。 新疆第一条硅芯管管道是2001年5月在松树头—果子沟口公路工程中建设的,当时由新疆通信建设总公司承担施工任务,在以后疆内以交通工程为主又修建了很多硅芯管管道,其中新疆通信建设总公司承担了大部分的施工任务。笔者承担了从新疆第一条硅芯管管道到后来的许多硅芯管管道工程的投标的标书编制、施工组织和项目管理工作。硅芯管管道工程对质量控制过程的要求较高,下面笔者从进场硅芯管材料、管道路由和管沟开挖、硅管敷设、人孔建筑、贯通试验、竣工验收这六方面阐述硅芯管管道的质量控制过程。 一、进场硅芯管材料的质量控制过程 1、核对硅芯管材料程式:硅管内径与光缆外径的比值将直接影响到气吹敷缆的长度。最常用的管径外径/内径为40/33、50/4 2、32/26(毫米),检测工具为游标卡尺。硅管色标是在某一纯色为基色的硅管管身上镶嵌其它色彩的纵向条纹作为标识,如1×4、2× 3、3×2等,通过外观检查色谱色彩鲜度和纵向条纹顺直性。 2、核对硅管单盘盘长:应服从工程实际需要和人井设置间隔长度,硅管铺设时,在沟内(长距离范围内)会有一定的自然弯曲,因而实际使用的硅管长度要比地面长约0.4-0.7%,富余量一般取1.3%,如若忽略该因素,会导致短段和接头数量增加,按此要求编制配盘表并提供给厂方。40/33硅管的标准盘长为2000米。 3、硅管的运输:装车时,盘与盘之间不应留有大地间隙,以减少行车中盘架的相互碰撞,成盘的硅管不可平放运输。用大绳将盘架与车厢捆绑紧,并在盘架左右下方加垫三角木块,防止运输途中成盘硅管在车厢内滚动。切勿用绳索紧勒管子,严禁用铁丝或钢绳捆绑硅管。 4、硅管的装卸:装卸通常有三种方法,(1)用叉车装卸时,需注意勿使钢叉触及硅管,钢叉只可从盘架两侧进入,以免损伤管子。(2)用吊车装卸时,钢丝绳可穿在盘架中心轴孔或铁架上端起吊;切勿用钢丝绳套住硅管直接起吊,吊下时要轻放,置于平坦地区。(3)将槽钢斜搭在车厢尾部,盘架从车厢上往下推动时,两侧应有人用大绳绕住汽车龙门架缓缓放下。严禁将硅管从车厢上或较高处直接推下。 5、硅管的检验:由业主、监理、厂方、施工方组织进货检验,主要进行外观检验(盘号、添加色标号、外径、内径、管壁厚度、椭圆度、色彩鲜度、光滑度)、数量、保证资料,24小时气闭性能测试,做好质量记录和标识。为确保硅芯管管道的整体施工质量,必要时根据供货情况,可与业主、监理、厂方协商对硅管抽检,对所抽检硅管盘长的1/2处作剪断性检验,因为有
管道内衬高密度聚乙烯管工艺介绍
管道内衬高密度聚乙烯(HDPE)管 修复工艺介绍 管道内衬高密度聚乙烯(HDPE)管技术是将外径略大于主管道内径的HDPE 衬管,经我公司的专利设备缩径后,使其截面暂时小于主管道的内截面,在牵引力的作用下快速插入主管道。依靠HDPE衬管自身记忆特性或借助压力和温度使HDPE衬管管径回弹膨胀,HDPE衬管外壁过盈贴附于主管道内壁,形成牢固的管中管。 1、管道内衬HDPE管技术的特点有: ◆在管道原位进行旧管道修复,无需全线开挖,一次施工长度1000-1500米 ◆施工周期短,无需养护,可即修即投 ◆修复成本低,约为新上管道的50~60%左右 ◆内衬层连续,无焊缝、承插口等易腐蚀、渗漏的薄弱点 ◆内衬层光滑,不结垢、不滋生细菌,减小流体磨阻,增大单位时间的流量 ◆能够提高管道的耐压强度20~40% ◆适用于DN100~DN1200的各种材质的管道 ◆内衬HDPE管后的管道具有良好的整体性能,结合了主管道“外能抗冲击, 内能承压力”和HDPE衬管“耐腐蚀、耐磨损、耐温、不结垢、长寿命”的特性。 管道内衬高密度聚乙烯管施工示意图:
2、管道内衬HDPE管技术的工艺流程
3、管道内衬HDPE 管技术的施工工艺有两种,分别是多级等径缩径法和截面U 形压缩法。 针对这两种工艺,我公司都有丰富的施工经验和业绩,下面分别介绍两种工艺。 3.1多级等径缩径法 HDPE 衬管的外径略大于主管道内径,经过缩径机多级缩径后,衬管截面始终保持圆形,截面的直径减小;衬入主管道后,HDPE 称管沿管径各个方向均匀膨胀,直到与主管道内壁贴紧。 优点:整个过程中HDPE 衬管截面各个方向所受压缩力、膨胀力均匀,与外管道内壁贴附紧密。 截面变化示意图: HDPE 衬管外径略大于旧管道内径 HDPE 衬管经过压缩,截面缩小 HDPE 衬管回弹膨胀,与旧管道内壁贴合紧密 HDPE 衬管被牵引进入旧管道
硅芯管技术指标
3.1 长途专用管道的施工要求 3.1.1 管材的选用及主要性能指标 本工程采用目前已广泛应用的新型材料硅芯管,管群由3根硅芯管组成。 根据以往长途硅芯管道施工的经验,光缆截面积与管道内截面的比为1:2.3时,用气吹法敷缆效果最好。干线光缆直径一般在21mm 以下,为此,本工程管材选用Ф40/33mm的高密度聚乙烯硅芯管,其主要性能要求见表3.1.1-1和表3.1.1-2。 表3.1.1-1 高密度聚乙烯硅芯管规格 表3.1.1-2 高密度聚乙烯硅芯管主要性能 本工程敷设的硅芯管拟采用黑色、橘色、绿色硅芯管。
3.1.2 管道埋深要求 硅芯管道分布在圩堤的外堤肩,考虑到防洪评价等堤防的安全因素,硅芯管的埋深不能高于徐洪河航道设计洪水位。 3.1.3 挖管道沟要求 (1)管道线路尽量取直。 (2)拐弯点要成弧形,最小曲率半径应不小于40米。 (3)按当地土质达到设计的深度。 (4)沟底要平坦,不能出现局部梗阻或余土塌方减少沟深。 3.1.4 管道敷设要求 (1)管道段长:直线段不宜大于1000米,拐弯地段或坡度变化地段,段长可适当缩短。 (2)硅芯管敷设采用人工铺设方式。 (3)采用的2根及2根以上硅芯管时,硅芯管每隔10米进行捆扎一次。 (4)硅芯管在布放之前,应先将两端管口严密封堵,防止水、土及其他杂物等进入管内。 (5)硅芯管在沟内应平整、顺直。沟坎及转角处应将光缆沟操平和裁直,使之平缓过渡。 (6)人工抬放硅芯管时施工人员要随时注意掌握硅芯管的弯曲半径,尽量不要小于1米。 (7)硅芯管在沟底应松紧适度,在爬坡和转弯处更应注意,在此地段内,硅芯管应每隔50cm用扎带捆扎一次。 (8)硅芯管在布放完后,经检检查确认符合质量标准后,方可回填土,回填土前应将石块等硬物检出,先回填100mm厚的细或碎土,回填土应高出地面100mm。
高密度聚乙烯HDPE塑料排水管
hdpe双壁波纹管的的施工与连接方法: 一、管材使用安装前,仔细检查在装卸运输过程中有无损伤,如发现破损裂口、变形等缺陷管材,及时剔除。 二、检查井与管道连接宜采用柔性填料密封的柔性接头,具体构造按设计要求进行。 三、开挖沟槽、做基础注意: 1、沟槽槽底宽宜按管材外径加0.6m采用。 2、沟槽开挖时做好排水措施,防止槽底受水浸泡。 3、管道基础必须采用砂砾垫层,对一般土质地基的,厚度为0.1m;对软土地基,厚度不小于0.2m,具体做法按设计要求。 4、基础夯实,表面要平整。管道基础的接口部位预留凹槽以便接口操作。凹槽长度宜为0.4-0.6m,深度宜为0.05m-0.1m,宽度宜为管材外径的1.1倍。 四、下管 槽深不大时,可由人工抬管入槽,槽深大于3m时,可用非金属绳溜管入槽。严禁用金属绳索勾住两端管口或管材自槽边翻滚入槽内。 五、接口作业 橡胶安装位置在插口第二与第三波纹之间槽内,安装密封圈的数量视设计要求而定,当采用两只密封圈时建议两密、封圈之间隔一个波纹。接口前先将承口插口内外表面清理干净,在插口套入密封圈,并在承口内工作面和橡胶圈表面涂上润滑剂(一般用肥皂水即可),插入方向为水流方向,对准承口中心线用人力或设置木档板用橇棍将被安装的管材徐徐插入承口内直至底部。接口完成后,随即用相同土质把预留凹槽入填筑密实。承插口管安装将插口顺水流方向,承口逆水流方向,由下游向上游依次安装。管道直线敷设,相邻两节管道轴线的允许转角一般不得大于2度。为防止接口合拢时已排设的管道轴线位置移动,须采用稳管措施。可采用编织袋内灌满砂,封口后压在已排设管道的顶部,其数量视管径大小而定。管道接口后,复核管底深度和轴线,使其符合要求,如出现位移、悬浮、拔口现象,返工处理。 六、回填土时注意 1、腋角部位先用中砂、粗砂填实。 2、基础部位开始到管顶槽以上0.7m范围内,必须采用人工回填。 3、管顶0.7m以上可采用机械管道轴线两侧,同时回填,夯实。 4、槽边各部位所用回填土质,最佳压实度(%)按设计要求或按CECS122:2001技术规程要求。 一般规定管道敷设在原状土地基或经开槽后处理回填密实的土地上,车行道下管顶覆土厚度不小于700mm。 管道直线敷设,需用柔性接口折线敷设时,管道每个承接口处转角一般不得大于1.5°。 排水管道工程可同槽施工,但需符合一般排水管同槽敷设设计、施工的有关规定。 管道穿越铁路、高等级道路路堤及有障碍的构筑物时,设置钢筋混凝土、钢、铸铁等材料制作的保护套管,套管内径大于波纹管外径200mm以上,管道与套管之间的端部处的空间用添料添塞。 管道基础的埋深低于建(构)筑物基础底面时,管道不得敷设在基础面下地基扩散角受压区以内。 地下水位高于开挖沟槽槽底高程的地区,施工时采取措施,降低水位,防止沟槽失稳。 地下水位降至槽底最低点以下300mm~500mm方可进行安装。回填过程中,不得停止降低水位。
硅芯管技术指标
硅芯管产品简介:硅芯管是一种内壁带有硅胶质固体润滑剂的新型复合管道,密封性能好,耐化学腐蚀,工程造价低,广泛运用于高速公路,铁路等的光电缆通信网络系统。HDPE硅芯管是一种内壁带有硅胶质固体润滑剂的新型复合管道,简称硅管。由三台塑料挤出机同步挤压复合,主要原材料为高密度聚乙烯,芯层为摩擦系数最低的固体润滑剂硅胶质。广泛运用于光电缆通信网络系统。 产品特点:其内壁的硅芯层是固体的,永久的润滑剂;其内壁的硅芯层是被同步挤 压进高密度聚乙烯管道壁内,且均匀地分布整个管道内壁,不会剥落,脱离,与硅 管同寿命; 硅芯管技术指标:1 外观质量外观颜色均匀一致;内外壁实体应平整、均匀、光滑, 无塌陷、坑凹、孔洞、撕裂痕迹及杂质麻点等缺陷;截面无气泡、裂痕;内壁紧密 熔结、无开脱现象;外壁上产品标识完整、清楚。 2 外壁硬度≥59(邵氏D型) 3 内壁摩擦系数静态:≤0.25(平板法,对HDPE标准试棒) 动态:≤0.15 4 拉伸强度(MPa)≥21 5 断裂伸长率(%)≥350 6 最大牵引负荷(N)≥8000 7 冷弯曲半径(mm)400 8 环刚度(KN/m2)≥50 9 扁平试验垂直方向加压至外径变形量为原外径的50%时,立即卸荷,试样 不破裂、不分层。 10 复原率(%)垂直方向加压至外径变形量为原外径的50%时,立即卸荷, 试样不破裂、不分层,10min外径能自然恢复到原来的85%以上。 11 耐落锤冲击性能常温温度23℃,高度2m,用15.3kg重锤冲击10个试 样,应9个以上无开裂现象。 低温温度-20℃,高度2m,用15.3kg重锤冲击10个试样,应9个以上无开 裂现象。 12 耐水压密封性能温度20℃,压力50KPa条件下,保持24小时,无渗漏。 13 抗裂强度(MPa)≥2.0 14 与管接头的连接力(N)≥6700 15 纵向收缩率(%)≤3.0 16 脆化温度(℃)-75 17 耐环境应力开裂48h,失效数≤20% 18 熔体流动速率(g/10min)MFR(190/2.16)≤0.5 19 耐热应力开裂168h,失效数≤20%
高密度聚乙烯(hdpe)电缆导管技术规范模板
广州供电局有限公司 高密度聚乙烯(HDPE)电缆导管技术规范 1、适用范围 为了规范广州供电局有限公司电网工程建设电力电缆导管的使用工作,达到工程设计、招标、订货、验收有技术规范可依的目的,根据广州供电局标准化体系建设工作的要求,特制定本规范。 本规范规定了高密度聚乙烯(HDPE)电缆套管的规格尺寸、要求、试验方法、检验规则、标志、包装、运输和贮存。 本规范适用于以高密度聚乙烯树脂(HDPE)为主要原料,经过配料混合,挤出成型而制成用于地下用电力电线电缆、通信电缆、光缆套管。 2、规范引用标准 下列标准所包含的条文,通过在本规范中引用而构成为本规范的条文。本规范出版时,所示版本均为有效。所有标准都会被修订,使用本规范的各方应探讨使用下列标准最新版本的可能性。 GB/T 1633-2000 热塑性塑料维卡软化温度(VST)的测定 GB/T2828-1987 逐批检查计数抽样程序及抽样表(适用连续批的检查) GB/T2918-1998 塑料试样状态调节和试验的标准环境 GB/T6671.2-1986 聚乙烯(PE)管材纵向回缩率的测定 GB/T8804.2-1988 热塑性塑料管材拉伸性能试验方法聚乙烯管材 GB/T8805-1988 硬质塑料管材弯曲度测量方法 GB/T8806-1988 塑料管材尺寸测量方法 GB/T9647-1988 塑料管材耐外负荷试验方法 GB/T1408.1-1999 固体绝缘材料电气强度试验方法工频下的试验 GB/T 3960 塑料滑动摩擦磨损试验方法 3、术语和定义 3.1电缆导管 电力电缆线路中电缆穿入其中后受到保护和在发生故障后便于将其中电缆拉出更换用的管子。 3.2 HDPP电缆导管 是采用高密度聚乙烯树脂为主要原料,经过配料混合,加热挤压成的电缆导管。 3.3 管刚度
硅芯管性能特点及技术指标
其内壁的硅芯管层是固体的,永久的润滑剂;其内壁的硅芯管层是被同步挤压进高密度聚乙烯管道壁内,且均匀地分布整个管道内壁,不会剥落,脱离,与硅管同寿命;其内壁的硅芯管层与高密度聚乙烯具有相同的物理和机械特性;其内壁硅硅芯管的摩擦特性保持不变,缆线在管道内可反复抽取;其内壁的硅芯管层不与水反应,意外事故后可用水冲洗管道。 1外观质量外观颜色均匀一致;内外壁实体应平整、均匀、光滑,无塌陷、坑凹、孔洞、撕裂痕迹及杂质麻点等缺陷;截面无气泡、裂痕;内壁紧密熔结、无开脱现象;外壁上产品标识完整、清楚。 2外壁硬度≥59(邵氏D型) 3内壁摩擦系数静态:≤0.25(平板法,对HDPE标准试棒) 动态:≤0.15 4拉伸强度(MPa)≥21 5断裂伸长率(%)≥350 6最大牵引负荷(N)≥8000 7冷弯曲半径(mm)400 8环刚度(KN/m2)≥50 9扁平试验垂直方向加压至外径变形量为原外径的50%时,立即卸荷,试样不破裂、不分层。10复原率(%)垂直方向加压至外径变形量为原外径的50%时,立即卸荷,试样不破裂、不分层,10min外径能自然恢复到原来的85%以上。 11耐落锤冲击性能常温温度23℃,高度2m,用15.3kg重锤冲击10个试样,应9个以上无开裂现象。 低温温度-20℃,高度2m,用15.3kg重锤冲击10个试样,应9个以上无开裂现象。 12耐水压密封性能温度20℃,压力50KPa条件下,保持24小时,无渗漏。 13抗裂强度(MPa)≥2.0 14与管接头的连接力(N)≥6700 15纵向收缩率(%)≤3.0 16脆化温度(℃)-75 17耐环境应力开裂48h,失效数≤20% 18熔体流动速率(g/10min)MFR(190/2.16)≤0.5 19耐热应力开裂168h,失效数≤20% 20工频击穿强度(MV/m)≥24 21耐化学介质腐蚀将管材试样分别置于5%的NaCL、40的H2SO4、40%的NaOH溶液中浸泡24h,无明显被腐蚀现象。 22耐碳氢化合物性能用庚烷浸泡72h后对硅芯管施加528N的外力,试样不损坏,产生的永久变形不超过5%
公路水运工程试验检测人员继续教育试题 高密度聚乙烯硅芯管试验
第1题 属于计量法律的是以下哪个() A.中华人民共和国宪法 B.中华人民共和国计量法 C.中华人民共和国计量法实施细则 D.法定计量检定机构监督管理办法 答案:B 您的答案:B 题目分数:4 此题得分:4.0 批注: 第2题 在证书要拥有明确的有效期要求的证书是哪个证书() A.检定证书 B.校准证书 C.测试证书 D.??以上都是 答案:A 您的答案:A 题目分数:4 此题得分:4.0 批注: 第3题 查明计量器具是否符合法定要求的程序,是以下哪个程序() A.检定 B.校准 C.测试 D.检测 答案:A 您的答案:A 题目分数:4 此题得分:4.0 批注: 第4题 以下不属于《水运工程试验检测仪器设备检定/校准指导手册》包含的专业的是() A.材料检测 B.结构检测
C.水文地质测绘 D.港口机械 答案:D 您的答案:D 题目分数:4 此题得分:4.0 批注: 第5题 据《中华人民共和国计量法》,检定可依据的技术文件为() A.检测规范 B.检定规程 C.校准规范 D.技术标准 答案:B 您的答案:B 题目分数:4 此题得分:4.0 批注: 第6题 水运工程试验检测仪器设备检定/校准指导手册》中依据标准为计量检定规程时,给出的参数为() A.首次检定特有的参数 B.后续检定的参数 C.使用中检查的参数 D.包含首次检定和后续检定的全部参数 答案:D 您的答案:D 题目分数:4 此题得分:4.0 批注: 第7题 以下不属于计量标准的是() A.检测标准 B.基准 C.参考标准 D.工作标准 答案:A 您的答案:A
题目分数:4 此题得分:4.0 批注: 第8题 某设备在《水运工程试验检测仪器设备检定/校准指导手册》中的管理类别为II-2类,关于该设备的描述错误的是:() A.属于交通运输行业计量管理的设备 B.必须送至质量技术监督部门依法设置的计量检定单位进行计量 C.依据标准栏内容为空白 D.有对该设备开展计量研究并编制计量技术规范的计划 答案:B 您的答案:B 题目分数:4 此题得分:4.0 批注: 第9题 某设备在检定不合格时,应当发给的证书是() A.检定证书 B.不合格证书 C.检定结果通知书 D.测试证书 答案:C 您的答案:C 题目分数:4 此题得分:4.0 批注: 第10题 《水运工程试验检测仪器设备检定/校准指导手册》中设备编号描述错误的是() A.编号中的SY代表水运 B.结构专业和材料专业的设备拥有完全不同的编号 C.编号中带有检测项目信息 D.某一编号在《指导手册》中出现的次数多于一次 答案:B 您的答案:B 题目分数:4 此题得分:4.0 批注:
高密度聚乙烯管道热熔焊接技术
一. HDPE管材简介 聚乙烯(PE)管材和传统管材相比,具有、强度高、韧性好、重量轻,耐腐蚀,水流阻力小的特点,而且PE管材安装简便迅速,造价较低等显著优势,使其成为 仅次于PVC-U给水管道的世界消费量第二大的塑料管道品种。按照其密度不同分为 高密低聚乙烯(引文名称“High Density Polyethylene”,简称HDPE),中密度聚 乙烯(MDHP)和低密度高压聚乙烯(LDPE)。PE管根据结构形式不同可分为单层实壁 管、双壁波纹管和螺旋缠绕管等。双壁波纹管和螺旋缠绕管主要为HDPE原料加工 而成,主要用于城市排水,单层实壁HDPE管主要用于城市供水和燃气输送等。 二.HDPE管规格及连接方式 HDPE管道的口径从DN16到DN315,共分18个级别。按照国际上统一的标准划分为五个等级:PE32级、PE40级、PE63级、PE80级和PE100级,用于给水管道PE管的生产为高密度聚乙烯HDPE,其等级是PE80、PE100两种(依据最小要求强度Minimum Required Strength的缩写MRS)。PE80的MRS达到8MPa;PE100的MRS达到10MPa。 MRS是指管受环向张应力强度(按国际标准测试计算值)。 HDPE管在温度190℃~240℃之间将被熔化(不同原材料牌号的熔化温度略有不同),利用这一特性,将管材(或管件)两熔化的部份充分接触,并保持适当压力(自身热膨胀产生的压力)、正确的连接位置,冷却后两者便可牢固地融为一体(注:由于PE 管的热熔性,所以现场的太阳能热水管道全部采用铜管材)。因此, PE管的连接方式与 U-PVC管不同,通常采用电热熔连接及热熔对接两种方式,与不同材质连接时采用法兰或丝扣连接。 在管道修复方法上,有胀管施工法和内衬HDPE法。 运动村项目使用的PE管材从DN16到DN160共有12中口径,其中DN16,DN20,DN25和DN32 的UPONOR 管材为普通给水PE管,用于建筑内冷水供水系统;其余DN32到DN160均为HDPE管材,用于场区消防水和给水干线及建筑外围地面以下的供水管道。本项目所有的HDPE管道连接方式采用了电熔承插焊接技术。 三.HDPE管热熔施工 在各种埋地管道的应用过程中,管道能否达到规定的长期使用寿命的一个关键因素就是铺设的质量。而HDPE管道的多种独特性能使管道的铺设更加多样化,同时正确的施工设计与安装规程将使管道的这些优越性能得到更大程度的发挥。 1.施工前的技术准备 A、施工前应熟悉、掌握施工图; C、准备好相应的施工机具; C、对操作工人进行上岗培训,培训合格后方可进行施工; D、按照标准对管材、管件进行验收。 2.管沟的开挖
高密度聚乙烯(hdpe)电缆导管技术要求规范
实用文档 广州供电局有限公司 高密度聚乙烯(HDPE)电缆导管技术规范 1、适用范围 为了规范广州供电局有限公司电网工程建设电力电缆导管的使用工作,达到工程设计、招标、订货、验收有技术规范可依的目的,根据广州供电局标准化体系建设工作的要求,特制定本规范。 本规范规定了高密度聚乙烯(HDPE)电缆套管的规格尺寸、要求、试验方法、检验规则、标志、包装、运输和贮存。 本规范适用于以高密度聚乙烯树脂(HDPE)为主要原料,经过配料混合,挤出成型而制成用于地下用电力电线电缆、通信电缆、光缆套管。 2、规范引用标准 下列标准所包含的条文,通过在本规范中引用而构成为本规范的条文。本规范出版时,所示版本均为有效。所有标准都会被修订,使用本规范的各方应探讨使用下列标准最新版本的可能性。 GB/T 1633-2000 热塑性塑料维卡软化温度(VST)的测定 GB/T2828-1987 逐批检查计数抽样程序及抽样表(适用连续批的检查) GB/T2918-1998 塑料试样状态调节和试验的标准环境 GB/T6671.2-1986 聚乙烯(PE)管材纵向回缩率的测定 GB/T8804.2-1988 热塑性塑料管材拉伸性能试验方法聚乙烯管材 GB/T8805-1988 硬质塑料管材弯曲度测量方法 GB/T8806-1988 塑料管材尺寸测量方法 GB/T9647-1988 塑料管材耐外负荷试验方法 GB/T1408.1-1999 固体绝缘材料电气强度试验方法工频下的试验 GB/T 3960 塑料滑动摩擦磨损试验方法 3、术语和定义 3.1电缆导管 电力电缆线路中电缆穿入其中后受到保护和在发生故障后便于将其中电缆拉出更换用的管子。 3.2 HDPP电缆导管 是采用高密度聚乙烯树脂为主要原料,经过配料混合,加热挤压成的电缆导管。 3.3 管刚度
HDPE硅芯管材
HDPE硅芯管材 ——产品介绍//Product Introduction HDPE硅芯管是一种新型光电护套管,是采用HDPE树脂和硅胶母料共挤复合而成的。该硅芯管曲率半径为其外径的10倍,使之在外力作用下不易变形,可随地形变化而适当弯曲铺设,无须作任何特别处理。 与PVC管、双壁波纹管相比,硅芯管铺设长度较长(1000~2000m),管接头少,可大大降低工程造价。其内壁硅芯层是固体的永久润滑剂,摩擦系数小,可采用吹气法穿缆,施工快捷,且摩擦特性保持不变,缆线在管材内可反复抽取。 硅芯层的防水性、耐候性好,适用温度范围为-30℃~80℃。 ——产品特点//Features 其内壁的硅芯层是固体的,永久的润滑剂,内壁硅芯层的摩擦特性保持不变,缆线在管道内反复抽取; 其内壁的硅芯层采用同步复合挤出工艺,与外层复合紧密且均匀的分布在整个管道内壁。内壁的硅芯层与高密度聚乙烯具有相同的物理和机械特性,不会剥落、脱离,与外层寿命相同; 其内壁的硅芯层不与水反应,意外事故后可用水冲洗管道,可免遭啮齿动物破坏; 硅芯管曲率半径小(为其外径的十倍),敷管时遇到弯曲和落差处,可随环境地形而定,无需作任何处理,更不必设人井过渡; 抗老化,使用寿命长,埋入地下可达50年以上; 每根(盘)硅芯管的长度可制成任意长度,一般情况下从运输安全和施工方便性等方面考虑,每根(盘)硅芯管标准长度为2000米; 施工便捷,工程造价大大降低:硅芯管不需外套大管,且可直接在管道内穿缆,不需子管。由于每盘硅芯管的长度一般为2000米,故人井可每隔1000米设1个,穿缆是采用气吹,每1000米只需15分钟。 ——产品外观//Features 高密度聚乙烯(HDPE)硅芯管内外壁应清洁、光滑、不允许有气泡、明显的划伤、凹陷、杂质、颜色不均匀等缺陷。管端头应切割平整,并与管轴线垂直。硅芯内壁应紧密熔接,无开脱现象。管材外壁标示清楚。 管材的色泽均匀一致,外层颜色为黑色,内层硅芯层和标示线为白色,或由供需双方商定其它颜色。 ——应用领域//Application Field 室外通信电缆和光缆的管道系统,公共信息网络、公共传输系统、有线电视网络及高速公路通讯等工程建设。
高密度聚乙烯外护管(预制直埋保温管)
预制直埋保温管技术条件 2008-7-4 一、应用范围 大连天正热能设备有限公司生产的"高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋保温管",适用于输送介质温度(连续工作温度)不高于120℃,偶然峰值温度不高于140℃,工作压力不大于2.5MPa 直埋保温管道。 二、产品结构 保温管的结构,如下图所示。 图中表明:保温管由芯管(工作钢管)、聚氨酯硬质泡沫保温层和高密度聚乙烯外护管紧密结合为整体的预制管。 三、技术要求 1.芯管 芯管(工作钢管)的材料、尺寸公差及性能,应符合CJ/T3022或GB/T9711.1或GB/T8163标准规定。 钢管外径尺寸和最小壁厚应符合CJ/T114-2000中表1的规定。 钢管表面应除锈,锈蚀等级应符合GB/T8923-1988中A、B、C的规定,除锈等级应符合GB/T8923-1988。 2.外护管 外护管使用温度为-50~+50℃。 外护管材料性能应符合CJ/T114-2000中4.2.2条规定。 外护管性能应满足CJ/T114-2000中4.2.3条规定。 外护管规格应符合CJ/T114-2000中4.2.4条规定。 3.保温层 保温层材料采用聚氨酯硬质泡沫塑料。其中泡沫结构、泡沫密度、压缩强度、吸水率、导热系数,应符合CJ/T114-2000中4.3条规定。 4.保温管 保温管(直管段)的保温层厚度应保证外护管在-50~+50℃温度范围内正常使用。钢管两端头应留出150mm~250mm裸露的外保温层以备焊接。 保温管发泡前后,外护管任一位置同一截面的外径增大率不应大于2%。 保温管任一位置外护管轴线与钢管轴线间的距离应小于3~8mm(随外护管外径增大而增大)。 正常使用的保温管寿命,在120℃在连续工作至少30年。
HDPE硅芯管工艺流程
HDPE硅芯管工艺流程说明 一、选料(指标实验) 选料也是搞好产品质量的重要一环。料的性能、型号、它所需要的温度、对产品要匹配适合相符。HDPE硅芯管主料的材料有如下几种:高密度聚乙烯(HDPE)又称为低压料;型号:TR144、6098、6094、5000S、5301AA。低密度聚乙烯(LDPE)又称高压料;型号:2426H。线性低密度聚乙烯(LLDPE);型号:7042。硅芯料改性剂TYPE、消泡剂、12色色用料,选料确定后入库之前必须通过质检部门各项指标检验,检验合格后方可使用,投入生产。 二、原材料入库(检斤计量) 原材料采购到厂后,由采购人员先填报检单,凭报检单对各种材料由质检部按照塑料原材料检验规则进行抽检,抽检项目主要从材料的外观、用火烧拉丝、味道、水分测量、伸长率、熔融指数级别等有关项目分析。抽检合格后凭合格证检斤计量进行入库手续,对于不合格的材料严禁入库。 三、配方设计(小样实验) 技术部根据用户的要求先通过小样实验按照要求分三个等级:非标、厂标、国标,进行设计好有效配方。按照配方的要求:成本低、工艺性优良、使工人操作方便,一目了然,经测试各项指标达到所需的要求合格后转化为生产配方,下放到车间进入投产使用。 四、拌料(检斤、烘干)工序 专业配料人员收到技术部门的配方后,先了解配方的要求然后按
照技术部门的配料顺序严格检斤计量,发现不合格的料或有疑问的料有权停止配料,通知直管部门进行协调调查。每组配料或每种配料要单独存放,防止配料出误解,在拌料过程中,拌料要均匀,防止重荷启动和手指伸入料箱内,尤其在产品色带换色时要把配好的料做好标示,在出产品过程中应换色上道产品的长度减少100m数量如2000 米在1900米时进行换色把原料桶清净换色,主要减少不必要的废管产出。 五、初始生产样品检验 一切准备工作做好后,初始成品产出。第一、先从产品外观检测,表面是否光滑、色带是否明显、几何尺寸是否达到要求、比如直径40+0.4/33厚度3.5mm+0.35。第二、取样做好物理化学检测,各项指标必须达到用户要求,主要从几项指标、拉伸强度(MP a)、断裂伸长率%、硬度(邵氏D型)、耐落锤冲击性能、内壁摩擦系数等试验项目。几项指标合格后方可大批量投入生产。否则返回技术部门重新设置配方或材料变动,经初试生产小样合格后,正试投入生产。 六、成品生产过程工艺 产成品是HDPE硅芯管工艺流程的重要一环.成品质量的好坏于掌握技术的高低是相连的。机械三大要素:温度、速度和电流、压力的大小,第一、温度要明确了解原材料所需要的温度是多少?HDPE 的温度是200℃-240℃,LDPE的温度是180℃—250℃,LLDPE的温度是180℃—240℃。为了产品具有耐应力开裂性好、耐低温冲击性好提高断裂伸长率%数值,HDPE原料中可加入10-20%LDPE和LLDPE
高密度聚乙烯(HDPE)管道热熔焊接技术
高密度聚乙烯(HDPE)管道热熔焊接技术 一.HDPE管材简介 聚乙烯(PE)管材和传统管材相比,具有、 强度高、韧性好、重量轻,耐腐蚀,水流阻力小 的特点,而且PE管材安装简便迅速,造价较低等 显著优势,使其成为仅次于PVC-U给水管道的世 界消费量第二大的塑料管道品种。按照其密度不 同分为高密低聚乙烯(引文名称“High Density Polyethylene”,简称HDPE),中密度聚乙烯(MDHP) 和低密度高压聚乙烯(LDPE)。PE管根据结构形 式不同可分为单层实壁管、双壁波纹管和螺旋缠 绕管等。双壁波纹管和螺旋缠绕管主要为HDPE原料加工而成,主要用于城市排 水,单层实壁HDPE管主要用于城市供水和燃气输送等。 二.HDPE管规格及连接方式 H DPE管道的口径从DN16到DN315,共分18个级别。按照国际上统一的标准划 分为五个等级:PE32级、PE40级、PE63级、PE80级和PE100级,用于给水管道PE 管的生产为高密度聚乙烯HDPE,其等级是PE80、PE100两种(依据最小要求强度 Minimum Required Strength的缩写MRS)。PE80的MRS达到8MPa;PE100的MRS达到10MPa。MRS是指管受环向应力强度(按国际标准测试计算值)。 HDPE管在温度190℃~240℃之间将被熔化(不同原材料牌号的熔化温度略有不同),利用这一特性,将管材(或管件)两熔化的部份充分接触,并保持适当压力(自身热膨胀产生的压力)、正确的连接位置,冷却后两者便可牢固地融为一体(注:由于PE 管的热熔性,所以现场的太阳能热水管道全部采用铜管材)。因此,PE管的连接方式与U-PVC管不同,通常采用电热熔连接及热熔对接两种方式,与不同材质连接时采用法兰或丝扣连接。 在管道修复方法上,有胀管施工法和衬HDPE法。 运动村项目使用的PE管材从DN16到DN160共有12中口径,其中DN16,DN20,DN25和DN32 的UPONOR管材为普通给水PE管,用于建筑冷水供水系统;其余DN32到DN160均为HDPE管材,用于场区消防水和给水干线及建筑外围地面以下的供水管道。本项目所有的HDPE管道连接方式采用了电熔承插焊接技术。 三.HDPE管热熔施工 在各种埋地管道的应用过程中,管道能否达到规定的长期使用寿命的一个关键因素就是铺设的质量。而HDPE管道的多种独特性能使管道的铺设更加多样化,同时正确的施工设计与安装规程将使管道的这些优越性能得到更大程度的发挥。