过滤器完整性试验
过滤器完整性试验
完整性试验(integrity test)是过滤和超滤工作中必不可少的检测方法。除菌滤器(滤膜或滤芯)或超滤器使用前后均需做完整性检测。以此确认滤芯孔径、滤芯安装是否正确,滤芯受损情况及滤芯和厂家认证是否一致。只有这样才能确保除菌或超滤有成功的把握。尤其是经处理后重复使用的滤芯和超滤膜,更有必要在使用前后做相应的完整性检测。完整性检测分破坏性检测和非破坏性检测两类。厂家以颗粒挑战试验或细菌挑战试验来评价或验证滤芯的质量,因滤芯试验后滤膜被颗粒堵塞和污染而废弃,故称为破坏性检测。用户常用的是非破坏性检测。本节仅就非破坏性检测作一简介。FDA认可的非破坏性检测方法有3种,即起泡点试验(bubble point test),扩散流试验(forward flow or diffusive flow test)和压力保持实验或压力衰减试验(pressure hold test or pressure decay test)。通过非破坏性检测方法可以检测滤器性能,但前提必须是供货商提供经过破坏性试验验证的非破坏性试验标准合格值,否则检测数据无意义。
一、起泡点试验
1.试验原理
起泡点试验是最古老的试验方法,它是颇尔博士于1956年发明的,用于对微米级过滤器进行非破坏性完整检测(David B https://www.360docs.net/doc/b39307879.html,Patent3007334.Filed November 30.1956)。其原理是基于毛细管(孔)模型,完全润湿的膜由于表面张力和毛细管压力的作用,使孔径内充满湿润液,当气体的压力达到一定程度液体充满润湿液的膜孔管压力时,液体则被压出膜孔外,然后气体也通过膜孔产生气泡。气泡点压力是从完全润湿的膜中从最大孔径压出液体时的压力。
2.检测方法
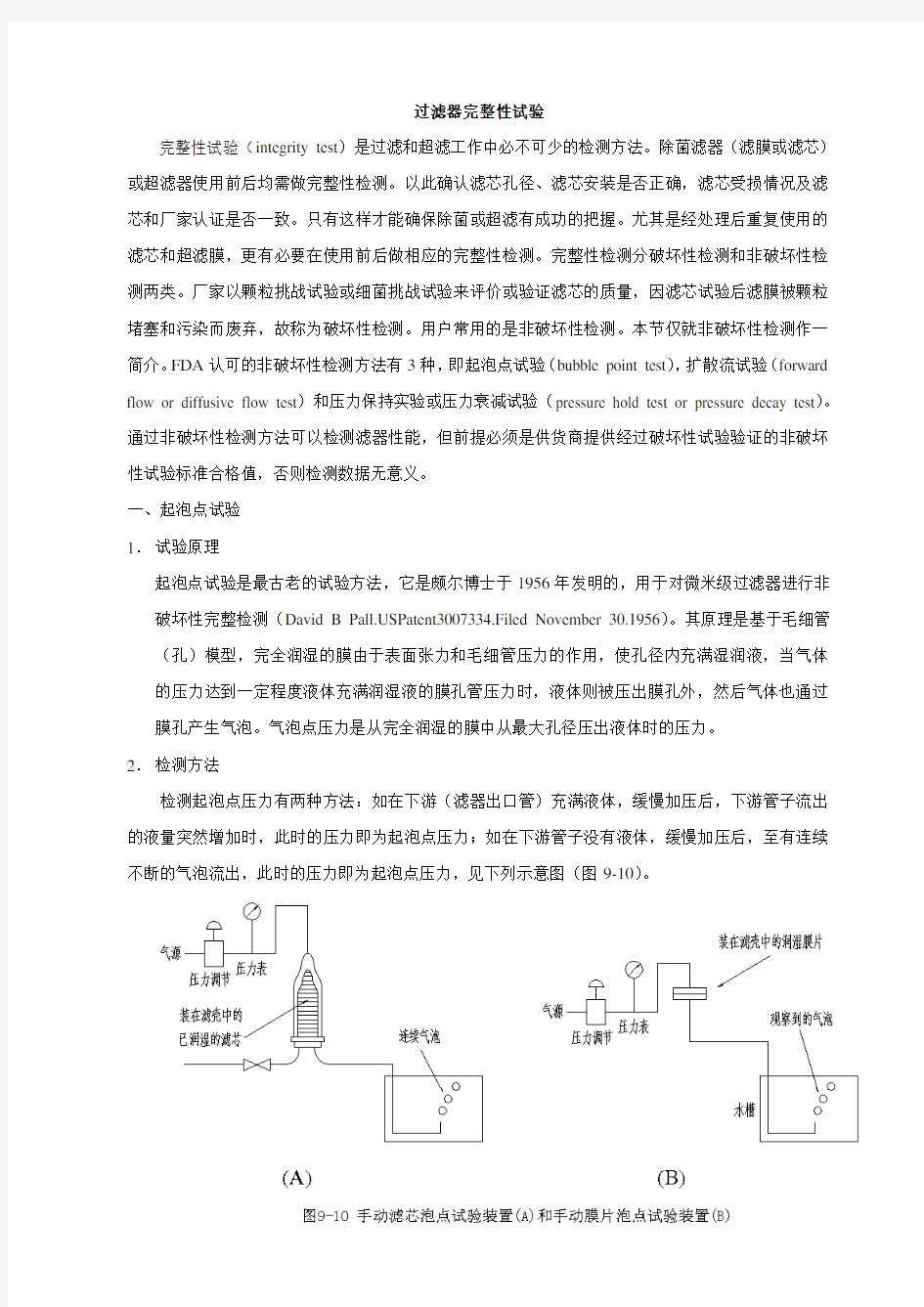
检测起泡点压力有两种方法:如在下游(滤器出口管)充满液体,缓慢加压后,下游管子流出的液量突然增加时,此时的压力即为起泡点压力;如在下游管子没有液体,缓慢加压后,至有连续不断的气泡流出,此时的压力即为起泡点压力,见下列示意图(图9-10)。
现在许多厂家都提供成套仪器检测起泡点,其方法是逐步升压,测定不同压力下,压力衰减值。将压力急剧衰减时的压力判定为泡点压力。
3.起泡点压力计算公式
以下是膜孔起泡点压力关系的公式
p=4×K×r×cosθ/d
式中 p——起泡点压力;
K——膜孔交正系数;
r——表面张力;
θ——固-液接触角;
d——膜孔直径。
由公式可见起泡点压力与膜孔径大小成反比。
变换起泡点压力公式,可知起泡点压力取决于①膜的种类(聚合物的类型,膜结构,孔径大小);
②润湿液性质(表面张力,温度)。
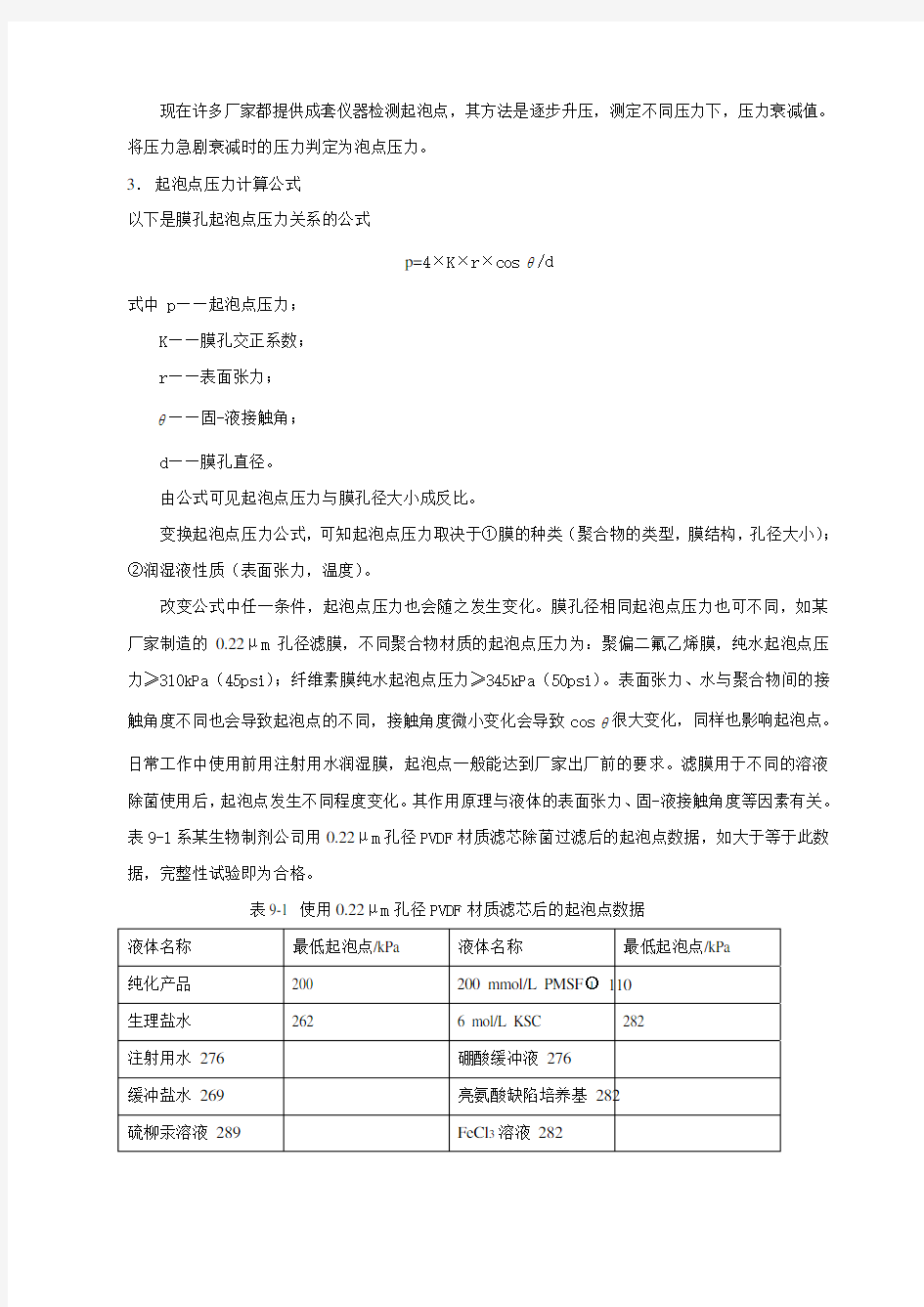
改变公式中任一条件,起泡点压力也会随之发生变化。膜孔径相同起泡点压力也可不同,如某厂家制造的0.22μm孔径滤膜,不同聚合物材质的起泡点压力为:聚偏二氟乙烯膜,纯水起泡点压力≥310kPa(45psi);纤维素膜纯水起泡点压力≥345kPa(50psi)。表面张力、水与聚合物间的接触角度不同也会导致起泡点的不同,接触角度微小变化会导致cosθ很大变化,同样也影响起泡点。日常工作中使用前用注射用水润湿膜,起泡点一般能达到厂家出厂前的要求。滤膜用于不同的溶液除菌使用后,起泡点发生不同程度变化。其作用原理与液体的表面张力、固-液接触角度等因素有关。表9-1系某生物制剂公司用0.22μm孔径PVDF材质滤芯除菌过滤后的起泡点数据,如大于等于此数据,完整性试验即为合格。
表9-1 使用0.22μm孔径PVDF材质滤芯后的起泡点数据
液体名称最低起泡点/kPa 液体名称最低起泡点/kPa
纯化产品200 200 mmol/L PMSF○1 110
生理盐水262 6 mol/L KSC 282
注射用水 276 硼酸缓冲液 276
缓冲盐水 269 亮氨酸缺陷培养基 282
硫柳汞溶液 289 FeCl3溶液 282
1 mol/L氢氧化钠 303 ZnSO4溶液 282
mol/L磷酸液 276
矾溶液 276 27
Triton缓冲液135 3 mol/L KSCN 282
高渗缓冲液 276 1:40福尔马林 206
○1某蛋白酶抑制剂
起泡点方法原理简单,易操作,但其只反映膜孔径,不反映膜厚度,而膜厚度与膜截留性能密切相关。另外,其测定结果和出口管直径、升压速率有很大关系,数据不易重现。特别是对于较大膜面积不易确定起泡点。
二、扩散流试验
对过滤器进行非破坏性检测更定量更精确的扩散流法是1973年颇尔博士发明的,其正式发表年限为1975年(Pall B D. Bulletin of the Parenteral Drug Association VOL 29.No,4,July-August,1975)。1.扩散原理
当滤膜被液体润湿后,上液通入压缩空气或氮气;当膜两侧存在压力差时,气体分子溶解至液体中并在膜的另一侧扩散出来。该扩散气体的流量即为扩散流。扩散测试是在比起泡点压力小的压力下进行的,故液体仍会保存在膜孔中。
2.扩散流量的检测
扩散流量可通过计量求得,如果下游管内充
满液体,被排出液体的流量可换算成气体的流
量;如果下游管内液体已被排出,可直接测量气
体的流量。在起泡点以下的压力时,由于扩散作
用而在下游排出的气体也会形成气泡。检测时如
果下游管充满液体与气体混合体,应先排掉液体
后再测气体的流量,检测方法可参见图9-11。
当用仪器来测扩散流时,有两种可供选择的测量途径。一是测定保持上游压力不变时需要补充气体的流量,这样不影响下游的无菌状态(如消毒后),与所用滤壳大小、形状及管道等无关。二是测定一定时间内压力衰减值,通过上游体积和测得衰减值,换算成为扩散流值,但需先测定上游体积,另外多一步换算,误差较大。
3.扩散流量计算公式
气体扩散可根据Fick的扩散规律计算:
N = K″×(p1-p2)AP/L
式是N——气体流量;
K″——气体在液体中的扩散及溶解因子;
p1——上游气体压力;
p2——下游气体压力;
A——过滤器的表面积;
P——膜的开孔率(70%左右);
L——气体流过膜孔的长度。
改变测试气体也会改变扩散流量,在276kPa氮气的压力下,孔径0.22μm、滤芯有8ml/min的扩散流量,如果用空气取代则可得到10 ml/min的扩散量。同样,改变润湿液也会改变扩散流量。如上述条件不变,用异丙醇润湿,其最大扩散流量为130 ml/min、20℃;用丙酮润湿则340 ml/min、20℃。因此,要确认厂家的说明书要求,并按说明书要求使用同样的液体及气体作测试,超滤膜生产厂家也经常用扩散流试验验证超滤柱的完整性,如美国A/G公司生产孔径为300KD的超滤柱用此法检测,每平方英尺每分钟 <3 ml为合格,每平方米超滤面积每分钟 <3 ml为合格。
三、压力保持/压力衰减试验
1.测试原理
压力保持/压力衰减试验原理与气体扩散试验原理相同,只是测量的参数不同。扩散流方法是检测在一定压力下(低于泡点压力)气体从上游扩散至下游的流量,而压力保持/压力衰减是检测在一定时间内扩散流引起的上游压力的衰减。扩散流与上游体积无关,而压力保持/压力衰减试验必须考虑上游体积。
2.检测方法
气体通过膜既可以在膜下游测流量,也可在膜的上游
测试其压力损失。当测试气体的压力升高到给定数值时
(一般为测扩散流时的压力),关闭气源,气体通过膜孔
里的水扩散出去,导致上游压力的损失。通过检测在一定
时间内上游压力损失的情况判断滤器和超滤器的完整性。
此方法适用于使用或重复使用的超滤柱和大面积的微孔
滤包,操作时可参考图9-12。
3.压力保持/衰减公式
气体在滤膜上游,通过膜而在下游扩散出来的流量可根据下述公式计算:
N = V a (p1-p2)÷t×p n
N——扩散流量值;
V a——上游套筒体积;
p1——上游气体压力;
p2——下游气体压力(一般为常压p a);
t——测试时间;
p n——大气压力,但需注意p2是一直变化逐渐变小的数据。对同一种滤器,其最大允许压力衰减值Δp max与最大扩散流N max的关系为:
Δp max= p1{1-exp[-N ma x·t p1/( p n V a)]}
为了在测试中获得较高的精确率,测试前必须检查压力表及测试时间。
四、完整性检测故障排除方法
在做起泡点试验或扩散流试验过程中可能会发生一些问题。因此,为便于及时解决问题和提高试验的正确性,将Millipore公司提供的有关故障排除材料列于表9-2、表9-3,供使用者参考。
表9-2 测试表现为低起泡点时可按下表分析原因及查询解决方法
问题症状问题原因解决方法
低起泡点①不同于说明书的润湿液
②上游出现清洗液
③不洁的润湿液
④曾用产品润湿滤器
⑤产品残留在使用后的膜孔中①确定润湿液产品或指定的测试液
②用厂家指定的测试液冲洗
③用解除吸附液取代所指定的测试液冲洗
低起泡点较高的测试温度①使测试温度标准化
②按厂商指定条件平衡温度
低压下的气泡不同的测试气体核对气体并改变为厂商所指定的测试气体及温度低/高起泡点①垫圈或“O”型圈破损
②压力表有问题
查明问题所在并更换
起泡点非常低润湿不完全,可能部分膜面没有
润湿。①再润湿
②用较高压力再润湿
③较长时间再润湿
④加热再润湿(冷却后测定)
⑤用醇类/水混合物再润湿
⑥较长时间静止浸泡
⑦用冲洗取代静止浸泡
起泡点低不同的滤器(使用不同生产厂商
的滤器时常会出现)
核对不同厂家的完整性测试技术指标
扩散流测试故障一般有两种表现,其一为低扩散流速;其二为高扩散流速。两种问题不同,解决方法也不同,参见表9-3。
表9-3 扩散流测试故障排除指南
问题症状可能原因解决方法
低扩散流速较低测试温度①使测试程序和时间标准化
②按厂商指定条件平衡温度
低扩散流速膜在100%堵塞后被测试在水/产品流速测试期间内用清洗液确认堵塞。
低扩散流速使用后在孔道内残留产品 ①确认润湿液,如必要可使其固定化
②用厂家推荐的测试液冲洗
③用解析液取代所指定的液体冲洗
低扩散流速①垫片或“O”型圈破损
②压力表有问题
表明问题并予以更换
高扩散流速①用错润湿液
②残留清洗液
③润湿液不洁
④产品润湿滤器
⑤使用后的膜孔中存有产
品 ①确定润湿液产品或指定的测试液。
②用厂家推荐的测试液冲洗
③用解析液取代所指定的液体冲洗
高扩散流速测试温度高①使测试温度标准化
②按厂商指定条件平衡温度
高扩散流速稳定时间不够充分增加稳定时间
关于起泡点测试故障排除指南
测试表现非常低压下有明显的但较少的气泡出现时可能是混淆了扩散流与起泡点的测试。出现这种问题应加强人员培训和制定标准操作规程,并改变测试方案。
五、完整性试验常用条件
温度:22℃±5℃,检测过程中温度变化不大于1℃。
常用压缩空气:氮气或氩气,不推荐使用CO2、O2。
湿润液体:亲水性滤器用水或工艺液体,疏水性滤器用醇水溶液。
过滤器的验证
一、除菌级过滤器的验证要求
对除菌过滤器的验证,需关注的项目即对除菌级过滤器的验证要求如下:
1.细菌去除性能
FDA将除菌级过滤器定义为“当过滤器用107/cm2个缺陷短波单胞菌(Brevundimonas Liminuta ATCC 19146)进行过滤挑战试验时,下游滤过液被证明是无菌。”除菌级过滤器必须首先符合FDA 这一要求,而且模拟实际生产中最恶劣的条件,即挑战到细菌堵塞过滤器(压差大于0.35MPa),这样的过滤器就是通常所说的0.20μm或0.22μm除菌过滤器。
2.完整性试验
除菌过程器必须可以进行非破坏性完整性试验,FDA建议过滤前后都要进行,而所用完整性试验数据标准必须与过滤器破坏性试验如细菌挑战试验相关联,并留有足够的安全系数,前进流(扩散流)、起泡点、压力衰减试验是FDA允许的完整性试验方法。
3.过滤操作条件
确定保持除菌性能时,最恶劣的操作条件,即最高最低温度,压力、黏度、PH、离子强度等。4.所用材料
过滤器所用材料如滤膜、保护罩、支撑无纺布、密封圈等需符合USP ClassVI121℃塑胶生物安全性试验标准。
5.颗粒清洁度
过滤器用注射用水冲洗后符合美国药典(United States Pharmacopeia,USP)颗粒清洁度要求,无纤维脱落。
6.溶剂萃取物
用有关溶剂萃取后,萃取物需符合USP关于氧化物含量的要求。
7.过滤器消毒批次记录
须保证易于进行工艺追踪和质量控制。
二、除菌过滤器的验证程序
第一步,确定过滤产品的目标品质。
确认过滤前常见细菌类型,微生物含量,颗粒含量,过滤后目标是无菌,无颗粒(或无原体,无病毒)。
第二步,确定过滤产品的生产工艺及物理化学参数。如PH、黏度、温度表面张力、离子强度及变化范围等。
每一批次液体批量、处理时间、过滤器入口压力、过滤器出口压力。
第三步,所选过滤器的评价。
除菌过滤器评价项目基本上根据过滤器供货商提供的数据(一般以验证指南Validation Guide 或产品介绍形式提供)进行,其内容包括:①材料的安全性;②液体中细菌挑战X验数据;③完整性试验方法及标准值;④消毒条件(方法、温度及时间);⑤使用条件………
完整性测试仪失败原因调查-滤芯完整性测试
滤芯完整性失败分析/故障解决 如果除菌过滤器没有成功完成完整性测试,它可能受到损坏,但是也有其他的失败原因,包括错误装配(不完全密封)和不完全润湿(参见7.7.1)。应在文件中记录过滤器失败调查和再测试程序。 为了区别过滤器损坏和测试造成失败或假结果,可采取以下措施; ·确认选择适当的完整性测试方法 ·使用了正确的测试参数 ·使用了正确的润湿液和润湿方法 ·测试系统没有泄露 ·过滤器装置温度稳定,在测试过程中符合标准(例如隔热效应*。见下面的备注) ·对设备进行了合理的校准 ·合理装配了测试结构且运转正常 ·安装了正确的过滤器 为了证实纠正措施有效,可采取以下再测试措施: ·按照规范重新润湿过滤器,重新测试(参见图7.1-1的第一步) 如果过滤器完整性测试再次失败,可采取如下措施: ·通过增加冲洗量/时间、增加压差和/或使用背压来加强润湿条件(参见图7.7-1中的第二步) 如果过滤器完整性测试再次失败,采取如下措施: ·在表面张力较低的参比溶液进行完整性测试,来评估过滤器的可润湿性变化(参见7.7-1的第三步) ·如果使用参比溶液仍然失败,则过滤器没有通过测试。 若在进行失败分析过程中(下图中)的任一点上过滤器通过了完整性测试,则认为该过滤器是完整的且能够产生无菌液。在图7.7-1中提供了一个判断树,它可用于对完整性测试失败进行评估。 *注意:隔热效应是当测试气体进入滤壳时的快速扩散,这可引起制冷效应,使得气体在滤壳中压缩。这种效应能够导致假阳性的完整性测试失败,因为在测试时间之外,随着时间的增加,扩散/顺流将持续降低。为了克服这一点,需对这些系统延长稳定和测试时间。
过滤器完整性测试问题分析
过滤器完整性测试问题分析 制药工艺过程中除菌级过滤器的完整性测试,是一个非常关键的操作。如果正确操作,完整性测试可以快速准确且以非破坏性的方式来确保过滤器的截留效能。但如果操作 不正确,可能会导致一根完整的过滤器产生失败的完整性测试结果,这不仅浪费时间,而且可能导致生产力降低和产品损失。 过滤器的完整性测试是基于完全润湿的膜孔内液体的毛细管力的大小,孔径越小,毛细管力越大。泡点法测量的是克服液体毛细管力的气体压力,因此跟孔径直接相关。扩散流测量的是在低于泡点的压力下,气体溶解并扩散通过完全润湿膜的流速。任何 一个影响毛细管力、气体扩散、气体流速和压力测量准确度的因素都会影响完整性测 试的结果。 常见的假阴性测试结果(过滤器完整,但完整性测试失败)可能由于膜的不完 全润湿造成。但不完全润湿是一个常见问题,并不是唯一的潜在问题。这篇技术文章,我们会考虑所有潜在测试错误的根源,应用逻辑方法来解决问题和重新测试。目的是 增强结果的可信度,为重新测试提供理由,最终理解问题所在并排除问题,保证完整 性测试在第一时间就被正确执行。 1. 一般的完整性测试结果分类 (1)通过 泡点和扩散流在指标之内并且在合理范围之内。例如,一根滤芯的最小泡点是50psi, 实际结果在52—58psi;或者扩散流指标是13.3ml/min,典型的结果范围在8- 12mL/min。当测试结果在典型的范围内时,这根滤芯的完整性结果是比较可信的。 (2)一般性失败 例如,无论是扩散流还是泡点测试,在较低压力下就观察到较大的气体流速,通常就 为一般性失败。一根真实的有缺陷的滤芯,典型的结果就是一般性失败。比如一根滤 芯遭受过大的压差、物理性的撞击或者高温等状况,由此产生的缺陷比滤芯的正常孔 径要大,其结果就是低的毛细管力和低压下高的气体流速。出现这种情况时,通常会 进行问题分析并且重新测试,但重新测试获得“通过”结果的可能性通常比较低。 (3)边缘性失败 例如指标值是50psi 泡点,测试结果为48.8psi;或者扩散流指标是13.3mL/min,测 试结果为15mL/min。这种边缘性失败通常不是由于过滤器缺陷造成,而是由于影响毛细管力或者气体扩散流的现象导致(例如,低的表面张力或者润湿不充分)或者测试
滤芯相容性验证
南京XX制药有限公司 滤芯相容性验证方案 方案号: QV2-002(2010) 验证内容:滤芯相容性验证 验证部门:生产部 验证地点:冻干粉针车间 验证时间: 2010年06月
方案起草人/日期 方案审核人/日期 部门经理: 质控部经理: 验证主管:方案批准人/日期
目录 一、验证方案 1、验证背景 2、验证目的 3、验证依据及相关文件 4、验证小组职责 5、验证小组人员培训 6、验证实施条件确认 7、验证内容 8、可接受标准 9、验证拟实施时间 二、验证报告 1、验证目的 2、验证情况 3、验证小组人员培训 4、验证实施条件确认 5、验证数据统计 6、验证结论 7、总体评价
1 验证背景 滤芯质量的优劣是影响无菌冻干制剂质量的一个重要因素。滤芯的质量情况主要是从其完整性保证情况和是否会对过滤后的药液产生不良影响两方面来考量。粉针车间冻干制剂药液过滤使用的滤芯为上海金科过滤器材有限公司生产的10in,226型,规格为0.45μm和0.22μm聚醚砜滤芯,因滤芯的长度、规格不影响验证的结果,故本次验证仅选用10in、226型、0.22μm的聚醚砜滤芯作为验证的对象。考虑到药液酸碱度对滤芯质量的影响最大,因此本次验证品种的选取原则是选用药液酸度或碱度最强的品种,公司生产品种Ph大部分在中性左右,注射用泮托拉唑钠在配液时Ph在11左右,相对碱性最大,所以本次验证选择注射用泮托拉唑钠作为验证品种。 验证地点:粉针车间 2 验证目的 通过对聚醚砜滤芯相容性实验以及截留性实验,确认该类型滤芯在过滤前后的完整性和安全性保证,确保生产过程的的稳定性和可靠性。 3 验证依据及相关文件 3.1 注射用泮托拉唑钠工艺规程 3.2 现场管理操作SOP 3.3 质量检验仪器使用SOP 3.4 生产设备使用SOP 4 验证小组职责分工 所在部门姓名职责范围人员确认 生产部XXX* 负责起草验证方案、验证中各过程的全面指导、偏差的分析和处理、验证报告的整理,负责小组协调工作 生产部XXX 验证过程的现场管理、验证数据的收集 质控部XXX 确保仪器、仪表、计量器具运行正常,在计量合格有效期内 工程部XXX 保证生产设备正常运行 QA XXX 按照验证方案进行取样 QC XXXX 取样样品的理化指标分析和数据统计注:姓名后面打“*”者为验证组组长
文库-高效过滤器PAO完整性检测操作规程
高效过滤器PAO完整性检测操作规程 SOP of HEPA Integrity Testing 1. 目的:高效过滤器及其安装如存在缺陷,如过滤器本身有小孔洞或者安装不严密形成微小裂缝,都会导致达不到预定的净化效果。因此,高效过滤器安装或更换后,必须对过滤器和安装连接处进行检漏。通过测试高效过滤器的泄漏量,发现高效过滤器及其安装的缺陷所在,以便采取补救措施。 2. 职责:XX部负责高效过滤器的完整性检测。 3. 内容 3.1 高效过滤器检测整体流程如图1所示。 图1:检测流程图 3.2 检测步骤 3.2.1 检测仪器设备和气源等准备如图2所示。
SOP of HEPA Integrity Testing 高效过滤器PAO 完整性检测操作规程 图2:检测准备图 3.2.2 气溶胶发生器的型号及参数如下表所示。 在检测空调净化机组的高效过滤器的完整性时,采用TDA-5C(图3)气溶胶发生器,使用氮气作为气源;在检测自净传递窗、层流罩、负压称量室等设备的高效过滤器完整性时,采用TDA-4BL (图4)气溶胶发生器,使用压缩空气或氮气作为气源。 图3:TDA-5C 图4:TDA-4BL 3.2.3 空调净化机组高效过滤器的完整性检测步骤。此过程至少需要两人配合操作,1人操作光度计2I ,1人操作TDA-5C 。 1) 光度计2I 准备工作 ① 将光度计2I 的采样管一端插入空调机组的上游浓度采样口,另一端插入光度计2I 的上游采样接口;同时接好下游采样管和扫描探头连续器。 ② 打开电源:按前操作面板右下方的电源按钮。
SOP of HEPA Integrity Testing 高效过滤器PAO完整性检测操作规程 ③初始化:当打开电源后,光度计会进行一个初始化循环,确认已连接的传感器之间通信是否正常。设备也会调节采样流量,当达到28.3L时设备初始化完成。 注意:屏幕上会显示一些信息,如序列号、软件版本、设备编号及使用时间。 ④建立零点:初始化之后,设备自动建立零点,这个过程将持续10秒钟,如果没有正确建立零点,操作者将会被提示3次重新建立零点。 ⑤主菜单:零点建立完毕后,设备将会显示菜单,操作者输入参数值。 如:高效过滤器的编号、检测日期、操作者姓名及相关的报警设置。 ⑥选择气溶胶类型:在执行设备100%时,须先确认是否选择正确的气溶胶类型。注意:电源关闭后设备会自动保存最后一次选择的气溶胶类型。 2) TDA-5C准备工作 ①打开TDA-5C的气溶胶供给入口,加入PAO气溶胶液至标尺的3/4处,然后关闭供给入口。 ②关闭将要检测的空调机组,打开空调机组中效过滤器后端的检修门,将TDA-5C的气源入口和氮气瓶连接,插上电源,放置于空气处理机组内,再打开电源开关,TDA-5C 开始加热。 ③当TDA-5C加热至407℃时(加热时间需要20分钟左右),加热器会自动停止加热,此时将氮气压力调至0.35MPa。 ④将TDA-5C 的喷雾开关调至“ON”位置,逆时针旋转调节阀来调节气溶胶浓度。关闭空气处理机组维修门,以防气溶胶泄漏。 ⑤启动空调机组,待机组稳定运行后通知光度计2I的操作人员。 3) 选择设置光度计2I的上游100%浓度方式。 ①设置上游100%浓度:该设备将尝试建立其参考值到气溶胶中引入的上游气溶胶端
医疗器械包装完整性试验验证方案
医疗器械包装完整性试验验证方案 1 试验目的 对的包装系统,按照YY/T0681.1、YY/T0313 和“包装完整性试验方案”进行包装完整性验证,来评价包装系统的符合性。 2 试验样品:产品及其包装 3 试验依据: 制定本规范参考了下列文件中的一些信息,但没有直接引用里面的条文。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 4 试验项目 a) 单包装初始污染菌; b) 单包装阻菌性(不透气性); C) 单包装材料的细胞毒性。 5 试验结论 按“包装完整性验证方案”对所有项目进行了验证,结果表明:全部合格。 6 验证和试验小组成员: 7 试验日期: 8 附件 附件A 单包装初始污染菌试验报告; 附件B 单包装阻菌性(不透气性)试验报告;
附件C 单包装材料的毒性检测报告;
附件A 单包装初始污染菌试验报告 A1 试验项目 单包装初始污染菌 A2 试验方法 A2.1 样品制备 在10万级洁净条件下,脱去单包装的外包装物,取出单包装10只,置于密封的无菌容器内,作为试验样品待用。 A2.2 供试液制备 在无菌条件下,将灭菌的浸有氯化钠溶液的棉拭子在单包装内壁涂抹 120cm2,然后放在试管内充分振荡待用。 A2.3 试验方法 a) 用灭菌操作技术,将供试液置于Φ90mm的培养皿内各1ml,共10只,再注入约45℃的营养琼脂培养基约15ml,混匀,待凝固后,在37℃的恒温箱中,放置培养48h。 b) 取出后,每平皿以总计细菌菌落,以两平皿为1组取平均值。 C) 试验数据分析计算 将每样取5份平均样,按以下公式计算菌数: 若每组平皿平均菌数≤10cfu,则判供试品合格。 若每组平皿平均菌数>10cfu,则判供试品不合格。 A2.4试验结果
59-0.2μm过滤器完整性验证方案
华北制药股份有限公司 验证方案 验证编号:验字-2010-114-59 验证名称:过滤器完整性验证 验证单位:114车间 起草人:日期: 单位领导:日期: 审核人:日期: 日期: 批准人:日期:
1、验证名称 过滤器完整性验证 2、验证目的 采用泡点检测法对5-8楼分装岗位用压缩空气过滤器、洗瓶岗位用注射用水过滤器和压缩空气过滤器、消毒剂罐用过滤器、酒精罐用过滤器、纯化水罐用过滤器、注射用水罐用过滤器、蒸馏水机用过滤器、蒸汽灭菌柜用过滤器进行检测,以证明除菌过滤器(0.22μm)完整性良好。 3、验证依据 《药品生产验证指南》(化学工业出版社2003年7月第1版) 《验证控制程序》HYG/QP(7.5.2)01-2010 4、验证的实施小组组成及分工 5、设备描述 5.1 分装机:气流分装机所用压缩空气最后经末端过滤器(0.22μm)过滤后,用于粉针剂的分装,此种过滤器为本项验证的对象。 5.2 洗瓶机:生产用小瓶在洗瓶机上经注射用水清洗后,经压缩空气吹干,其中压缩空气最后经末端过滤器(0.22μm)过滤,注射用水最后经末端过滤器(0.22μm)过滤,此两
种过滤器为本项验证的对象。 5.3 消毒剂罐和酒精罐:消毒罐里消毒液和酒精罐里酒精使用时经压缩空气加压出液,输送到各个使用口。其中压缩空气经过滤器(0.22μm)过滤,消毒液和酒精出口分别经过滤器(0.22μm)过滤,此三种过滤器为本项验证的对象。 5.4 纯化水罐、注射用水罐、蒸馏水机:储罐和水机需要补充空气,空气经过滤器(0.22μm)过滤,此两种过滤器为本项验证的对象。 5.5 蒸汽灭菌柜:灭菌柜在程序运行中需要补充空气,空气经过滤器(0.22μm)过滤,此种过滤器为本项验证的对象。 5.6过滤器滤芯性能指标:
完整性测试的问题
有关完整性测试几种方法需要详细了解几方面的内容: 1、前进流(扩散流)的基本原理,通过前进流我们可以得到什么样的参数,说明了什么?前进流检测装置结构、组成。 答: 基本原理: 扩散流测试基于溶解-扩散模型。当滤膜被润湿液体完全润湿后,如果在过滤器的上游存在压缩气体,而该压缩气体的压力值又小于泡点压力时,滤膜仍然是完全润湿的。由于压缩气体一侧的气体浓度会高于常压一侧,此时气体分子会从高压测溶解到润湿液体中并扩散至常压测,如果在下游接一根管子会发现有气体缓慢流出,这就是扩散流。 得到的参数: 气体的扩散符合Fick定律,扩散流量与滤膜两侧压差和膜面积成正比。当气体压力在滤芯起泡点值的80%时,这时还没有出现大量的气体穿孔而过,只是少量的气体先溶解到液相的隔膜中,然后从该液相扩散到另一面的气相中,这部分气体称之为扩散流。(压缩空气每分钟通过膜孔液体的分子流) N/t= D L D p F/ d (单独孔考虑) N/t : 单位时间内气体扩散的摩尔数(mol/s) D: 扩散系数(气-液系统) L : 溶解度系数(气-液系统) D p : 压差 F : 气液接触面积 d : 液膜厚度(过滤器) D = (?p·V) / (T·Pa)(仪器测试) D ——扩散流值;?p ——压力衰减值; V ——上游体积;T ——测试时间; Pa ——标准大气压; 扩散流测试与微生物挑战结果相对应 扩散流测试装置:
2、泡点测试的基本原理,通过泡点测试我们可以得到什么样的参数,这些参数说明了什么?泡点测试装置结构、组成。 答: 原理: 起泡点测试基于毛细管模型。滤膜的结构中充满了微孔流道,这些微孔流道就形成了很多“毛细管”,当滤膜被润湿液体完全润湿后,液体受到表面张力的作用而保留于滤膜内部,如果要想将液体挤出膜孔就需要外加一个气体压力。能够克服表面张力将膜孔内的液体完全挤出时所需要的最小压力,就是滤膜的泡点值压力,也就是我们常说的起泡点,基于这种原理的测试方法,就是起泡点测试法。 得到的参数: 泡点值直接与过滤器孔径相关联;孔径通过如下公式计算: d=4γ/P d 为多孔材料的孔径(μm);γ为润湿剂表面张力(m N·m-1);P为膜压差(kPa) 滤膜的泡点值指的是该滤膜可能的最大膜孔的泡点值; 步骤:取一定材质的滤膜或滤芯,用一定的溶液润湿后,在膜的一侧用气体加压,随着压力的增加,气体从滤膜另一侧释放,出现大小、数量不等的气泡,对应的压力值为泡点值。 R = 2k·δ·cosθ/?p 其中: R ——微孔半径;δ——液体表面张力系数; θ——液体-滤膜材料的浸润角;?p——气体作用在毛细管孔上的净压力;K ——孔型修正系数。 “空气优先穿透最大的孔” 泡点测试装置结构、组成: 起泡点测试装置是用来检查滤芯或滤膜是否完好的一个装置。它具有集供气、净化、稳压、流量控制、微两调节、压力显示等功能,是一个结构紧凑的独立测实验设备。 它的工作原理是利用液体在膜孔表面形成液膜,所能承受气体压力(即表面张力)来检膜的孔径,用来判定滤芯是否完好的一种方法。(不同品种或不同孔径的泡点压力值不同) 孔径 um 0.22 0.3 0.45 0.65 0.85 1.2 ≥0.35 0.3 0.25 0.08 0.07 0.04 起泡点压 力值 mpa
过滤器完整性测试仪校准规范 编制说明
中华人民共和国国家计量技术规范 JJF××—×××× 过滤器完整性测试仪校准规范Calibration Specification for Filter Integrity Test (编制说明) 归口单位:全国压力计量技术委员会 主要起草单位:广东省计量科学研究院 参加起草单位:北京钮因上晟科技开发有限公司 广西壮族自治区计量检测研究院 新疆维吾尔自治区计量测试研究院
一任务来源 近几年,随着经济技术的发展,越来越多的厂家需要使用过滤器完整性测试仪(以下简称完整性测试仪)对其产品进行过滤性能,但至今国家对此类仪器没有相关的校准规范和方法2016年8月,由广东省计量科学研究院为主要起草单位申请起草该校准规范。2017年5月,全国压力计量技术委员会同意立项上报,国家质量监督检验检疫总局通过审定并批准立项,以“国质检量函[2017]25号”文正式下达制订任务。 二制订规范的必要性 1、过滤器完整性测试仪,亦称完整性测试仪、滤芯完整性测试仪,是对除菌滤膜及过滤系统进行完整性测试的专用仪器。该设备能在保证了滤芯的完整性的前提下,通过一系列测试技术判断除菌滤膜及过滤系统的过滤性能。其主要的测试方法有:泡点测试、保压测试、扩散流测试和水侵入测试等四种。泡点测试主要针对过滤面积较小的过滤器,与孔径的相关性较好;而保压测试、扩散流测试和水侵入测试主要针对大过滤面积的过滤器,对该类过滤器测试的准确性更好,不仅与孔径相关,而且跟滤膜的开孔率也相关。扩散流测试和水侵入测试均是流量测试,主要针对不同的滤芯而采用的不同测试方法。 2、直至目前,完整性测试仪还没有相关的国家标准,也未有相应的国家检定/ 校准依据,给使用单位溯源带来了困难。使用单位在使用完整性测试仪的过程中迫切需要确认检测设备的计量性能,而计量部门在对其实施校准时,也迫切需要相应的法律法规依据,所以制定《过滤器完整性测试仪》校准规范可以为此类仪器的校准工作提供确实可行的技术依据;为统一全国压力量值提供准确可靠的技术保障。从而填补国家对该仪器设备量值溯源依据技术文件的空白。 三制定规范的简要过程 1、规程制定任务批准立项后,起草人在思想上、技术上、资料上作了充分的准备工作,在起草前期、过程中和完稿后起草小组都对方案、技术路线和内容进行了充分的讨论、咨询和斟酌。
药液过滤系统筒式滤芯完整性测试验证
编号: 过滤器完整性测试仪验证方案 ********药业有限公司 年月日 目录 1 概述 2 验证项目中各部门及人员责任 3 验证目的 4 验证依据 5 验证方法 6 验证程序 7 再验证周期 8 附表 1 概述 根据GMP要求,各种过滤器在使用前后均应做完整性试验,从而证明过滤器的滤膜或滤芯是否完好无破损,通过压力值测定检查其孔径是否符合生产工艺要求。 本验证方案是对药液过滤系统上安装的筒式过滤器进行完整性测试,以证明该滤芯的完好及孔径是否符合要求,从而确保压缩空气质量,满足生产工艺要求。 2 验证项目中各部门及人员责任 2.1 验证项目小组成员及责任 验证项目小组成员 验证项目小组组长:负责验证方案的编写,组织验证全过程的实施,起草验证报告。
验证项目小组成员:分别负责落实方案实施中各部分验证的具体工作。2.2 验证工作中各部门责任: 验证委员会:负责批准验证立项申请,设立验证项目小组;审批验证方案;批准验证报告;负责组织验证评价工作,发放验证证书。 验证实施人员:负责验证过程的协调工作;负责掌握验证工作进度;负责收集整理验证资料;负责验证归档工作。 生产车间:负责验证期间操作间环境卫生及气源提供工作。 质量管理部:负责验证过程中的质量监控及验证培训工作。 工程部和动力部:负责对公用系统、生产设备、设备维修及校正等各项工作中提供及时可靠的支持和服务。 3 验证目的 通过检测筒式过滤器滤芯是否完整、孔径是否符合要求,来证明过滤效果是否满足工艺要求,从而有效的保证药品质量。 4 验证依据 4.1 《药品生产质量管理规范》(1998年修订) 4.2 压缩空气使用标准操作规程。 4.3 气泡点测试标准操作规程 4.4 《药品生产验证指南》 5 验证方法 本次对药液过滤系统上安装的筒式过滤器验证采用气泡点法。 5.1 气泡点法原理 5.1.1:当滤材被液体浸润后,在滤材的两侧加上气体压差,由于毛细管效应,气体要将毛细管中的液体赶走而冒出气泡,气体的压差必须增大到某一值 P1。 p=4fcosa/D 压差(达因/平方厘米) f-表面张力
筒式微孔滤膜过滤器验证方案详解
筒式微孔膜过滤器验证方案江西隆莱生物制药有限公司
一、方案的起草与审批 1.1验证方案的起草 1.2方案审核 1.3方案批准 目录
1.基本情况 (3) 2.概述 (3) 3.验证项目和验证方法 (4) 3.1 起泡点试验 (4) 3.2 药液适应性实验 (6) 3.3 微生物挑战性实验 (7) 4. 异常情况处理程序 (8) 5. 再验证周期 (8) 6. 验证结果评定与结论 (9) 7. 附件一:预确认记录 (10) 7. 附件二:验证证书 (11) 1.基本情况
设备器具名称:筒式微孔滤膜过滤器 设备器具型号: 设备器具用途:产品的除菌过滤 生产商: 安装地点及使用单位:车间岗位。 主要技术参数: 2.概述 本滤器是筒式微孔滤膜过滤器,滤器材质为优质不锈钢(316L),滤膜材质是聚丙酰胺(或醋酸纤维素、聚丙烯等)。本滤器用于本公司去除液体或气体中的微粒,微生物等杂质,正常的使用程序是先按照“工器具清洁操作操作规程”进行用前或用后清洗,洗好的滤器在存放间晾干后装上滤膜,如需要按照本滤器要求的灭菌条件进行灭菌后待用。由于滤膜的孔径以及它的稳定和可靠的过滤性能直接关系到成品的微生物限度,因此,为了确保本滤器的完好过滤性能,特制订本验证方案对本
滤器进行验证。 3. 验证项目和判断标准 3.1 起泡点试验 3.1.1 目的 确定使用的药液过滤器孔径与工艺规定使用的孔径是否相符。 3.1.2 实验用材料、介质和器具 无油无菌压缩空气、压力表、纯化水 3.1.3 方法 将已清洁的滤器装上待测滤膜,按照滤器的使用说明固紧罗栓,用注射用水充分浸润,夹闭排气孔,将进液端用高强度管道与压力表和无菌压缩空气或氮气连接,逐渐开启供气阀,向待测过滤器中通入无菌压缩空气或氮气,观察过滤器组合中的压力表示数的变化。当过滤器组合的后部导管出口处出现第一个气泡时,读取压力表指示值,此压力数值即为过滤器滤膜的起泡点压力,将此压力与下表对照,可得出待测过滤器滤膜的实际孔径。 3.1.4 判断标准 待测过滤器起泡点压力应大于或等于下表所示孔径所对应压力数值: 表1.过滤器滤膜孔径与起泡点压力对照表 3.1.5.实验结果 表2.滤器的起泡点实验结果
过滤器完整性测试标准操
贵州良济药业有限公司文件 1.目的:建立一个纯化水管道的清洗、钝化、消毒的标准操作程序。 2.范围:公司纯化水系统安装确认期间管道的清洗、钝化、消毒。 3.责任者:纯化水系统操作人员对本标准的实施负责。 4.程序: 4、1、准备工作 4、1、1 气源:测试现场需具经过滤后的压缩空气,并有减压阀及可微调的气用 阀门。 4、1、2 联接方式:气源应接在进口,观察瓶接在出口。 气源微孔过滤器进气阀(≤0.45μm孔径)微孔滤芯微孔过滤器出气阀观察瓶出现气泡压力 4、1、3 将需做起泡点滤芯放置滤器底盘紧固好,将滤器上盖安装好,关闭滤器进出口阀门,打开滤器上方压力表卡箍,取下压力表,向滤器内灌满合格的纯化水(疏水性滤芯灌满40%的异丙醇溶液),安装压力表并保证密封,润湿滤芯15分钟以上。 5、操作程序 5、1打开阀门,并开启压缩空气或氮气微调阀门,给滤器缓慢加压,缓慢加压到0.35㎏/㎝2,控制30S,观察滤器的气泡处。如筒体连接处及O型密封圈安装不严密或者滤膜没有被完全湿润,则将有连续气泡出现,这时应检查所有连接处或调换O型圈或重新湿润滤芯;若无气泡产生,则连续加压,直到在烧杯中观察有连续或稳定气泡出现,此时所显示压力即为最小起泡点压力。记录压力值,检查结束后,疏水性滤芯用纯化水冲洗,去除残留的异丙醇。 检查结果:
5、2可接受标准 5、2、1 亲水性过滤器 0.22μm最低起泡点压力:0.24 Mpa;0.45μm最低起 泡点压力:0.17Mpa; 5、2、2疏水性过滤器0.22μm最低起泡点压力:0. Mpa;0.45μm最低起泡点压力:0. Mpa; 5、2、3压力保持试验: 5、2、3、1将微孔滤膜过滤器用纯水充分浸湿后,逐步加大气体的压力至发泡点临界压力的80%,关闭进气阀门在规定的时间观察并记录压力的下降情况。 5、2、3、2. 可接受标准 5、2、3、3亲水性过滤器0.22μm 0.19Mpa 10min 内压降<5% 0.45μm 0.14Mpa 10min 内压降<5% 5、2、3、4疏水性过滤器 6、注意事项 6、1气压加到该孔径滤芯规定的气泡压力后,不要轻易再加压,并非要出现 气泡才罢休,因为这样做的结果,可能会击穿滤芯结构。 6、2排空以后,刚刚加压或升压不高就有气泡出现,但不连续(在压力保持 不变时,气泡时有时无),这是滤芯内腔存留的气体被上游压力挤出而致,属正常现象,可继续加压。 6、3排完液后,刚加压或升压不高,就有大量连续气泡出现,则有两种可能:第一个原因是方法问题,可能是滤芯润湿不够,需重新润湿。也可能是插口密封不好,应检查O型圈有否损坏或松动,并重新安装好。 第二个原因是滤芯经使用后有结构性损坏。 6、4当滤芯使用时发现压力突然变小,应测试泡点。
原料车间过滤系统系统验证方案
1. 目的 通过对该系统作验证,以确保按本工艺流程生产出来的产品质量稳定、安全、均一,以保证生产工艺控制的稳定性。 2. 适用范围 原料药车间脱色粗制岗位、结晶精制岗位所用的物料过滤系统。 3. 责任范围 原料药过滤系统验证小组成员对本方案负责。 4. 概述 我公司精烘包原料车间生产头孢类抗生素无菌原料药,该产品的特点是药效明确,药性稳定、安全、卫生、外观是白色或淡黄色粉末。因此在该产品的整体工艺设计上采用了无菌精精制的生产方式,最终产品采用无菌铝桶包装。我们采用的物料过滤系统工艺方案如下: 反应液1→钛棒过滤器粗滤除碳(1μm)→0.45μm微孔过滤器一级粗滤 →0.22μm微孔过滤器除菌过虑→结晶罐结晶。 反应液2→钛棒过滤器粗滤除碳(1μm)→0.45μm微孔过滤器一级粗滤 →0.22μm微孔过滤器除菌过虑→高位滴加罐→结晶罐结晶。 过滤系统的清洁消毒:用注射用水清洗完毕以后,通入纯蒸汽进行灭菌消毒,要求在纯蒸汽压力≥0.2Mpa条件下,温度121℃30分钟. 5.过虑系统安装确认: 5.1过滤系统组件及设备 过滤系统组件及设备的构成如下:
以上过滤系统组件共有2套。 5.2仪器仪表的校验 过滤系统关键性仪表校验见附件2: 6.过虑系统的运行确认 6.1对本过滤系统工作的验证,在内容上,主要包括以下内容: 验证内容及可接受标准 6.2.1过滤器适应性试验和有效成份的截留验证 6.2.1.1实验对象:以头孢西丁生产成盐反应结晶过程,原料药药物中的活性 成份头孢西丁为验证对象,考察其在过滤前后成份含量的变化。 6.2.1.2可接受标准:见上表“验证内容及可接受标准表”第1项 6.2.1.3检验方法:头孢西丁钠检验操作规程 6.2.1.5验证方法:在头孢西丁钠试生产三批,按头孢西丁钠生产工艺投料生产 时过程取样进行验证 6.2.1.5.1过滤器适应性试验:反应药液经过滤系统过滤完成后,取脱炭滤液与精滤后滤液对比检查其外观,并对过滤器过滤前后进行外观检查,2个系统检查结果见附件3:过滤系统适应性试验结果表 6.2.1.5.2有效成份的截留验证 取脱炭滤液与精滤后滤液对比检查头孢西丁钠含量,实验结果见附表4 6.2.2微生物挑战性实验 验证目的用过滤含有定量指示细菌的培养基,模拟实际过滤工艺的方法来确认
过滤器完整性验证方案
全自动过滤器完整性测试仪 验证方案 验证方案编号:YZFA-STP-14042-05 设备(系统)型号:FILGUARD-311 设备(系统)编号:B1068 验证日期:2014年05月******药业有限公司
方案起草 部门起草人签名日期固体制剂车间 方案审核 审核部门审核人签名日期生产技术部 质量保证部 固体制剂车间 动力车间 方案批准 批准人职位签名日期 质量负责人
目录 1、概述 (4) 2、验证目的 (4) 3、验证范围 (4) 4、验证依据 (4) 5、合格标准 (4) 6、组织机构 (5) 7安装确认 (6) 8运行确认 (8) 9性能确认 (9) 10再验证周期 (11) 11验证进度安排 (11) 12验证最终评价及验证报告 (11)
全自动过滤器完整性测试仪验证方案 1概述 FILGUARD-311型全自动过滤器完整性测试仪适用于对过滤器完整性检测,判断所用的滤材过滤精度是否符合要求,滤材有无破损以及过滤器的密封性是否完好,以保证过滤器能按要求正常运行。 FILGUARD-311型是由微电脑控制的新一代过滤器可直接检测滤芯的气泡点,压力衰减值和扩散流,仪器结合先进的测试线路和精密的算法软件自动测试过滤器的完整性。 设备名称:全自动过滤器完整性测试仪 生产厂家:上海先维过滤设备厂 设备型号:FILGUARD-311型 产品编号:B1068 出厂日期:2014年04月 摆放位置:固体制剂车间化验室 2 验证目的通过全自动过滤器完整性测试仪检测过滤器滤芯是否完整,孔径是否符合要求,来证明过滤效果是否满足工艺要求,从面有效地保证药品质量。 3 验证范围 本方案适用于FILGUARD-311型全自动过滤器完整性测试仪的安装、运行、性能确认,并按方案中规定的范围实施确认项目。 4 验证依据 4.1 《药品生产质量管理规范》(2010年修订) 4.2 《中国药典》(2010年版) 4.3《全自动过滤器完整性测试仪操作规程》(SB-SOP-037-05) 4.4 《折叠式过滤器起泡点试验操作规程》(CS-SOP-010-05) 5 合格标准 5.1全自动过滤器完整性测试仪的安装和运行其是否符合设计工艺要求。 5.2 测试气泡点的压力值大于预置压力值。 6 验证机构
除菌过滤系统验证方案
除菌过滤系统 验证方案 编制人:编制日期: 审核人:审核日期: 批准人:批准日期: 实施日期:
验证方案目录 1.概述及验证方案说明 (4) 1.1概述 (4) 1.2验证目的 (4) 1.3验证实施条件 (4) 2.预确认 (4) 2.1目的 (5) 2.2项目 (5) 2.3小结 (5) 3.安装确认 (5) 3.1目的 (5) 3.2项目 (5) 3.3小结 (6) 4.性能确认 (6) 4.1目的 (6) 4.2项目 (6) 4.2.1过滤速度、过滤能力、对微粒截留效果、物料平衡、清洗效果的确认 (6) 4.2.2对药液质量影响的确认 (8) 4.3小结 (8) 5.异常情况处理程序 (8) 6.验证周期的确认 (9) 附表 2.1预确认检查记录 (10) 3.1安装确认检查记录 (11) 4.1最佳泵速确认记录 (12) 4.2过滤能力确认记录 (13) 4.3系统损耗量及完整性确认记录 (14) 4.4清洗效果确认记录 (15)
4.5过滤效果确认记录 (16) 4.6过滤对药液质量影响确认记录 (17) 4.7性能确认小结 (18)
1.概述及验证方案说明 1.1概述 ****为非最终灭菌的无菌制剂,除菌过滤是整个工艺流程中保证药液无菌的重要环节。我公司在生产中使用的除菌过滤系统由粗滤系统和精滤系统组成,包括滤芯、滤壳、硅胶管、蠕动泵。滤芯为****厂生产的聚醚砜滤芯,规格为5英寸、通过精度为0.2μm;滤壳为先维过滤设备厂生产的316L不锈钢滤筒;硅胶管为美国道康宁公司生产的药用级硅胶管,径为**英寸(**mm),壁厚为**英寸(**mm);蠕动泵为****生产的****型工业蠕动泵。 粗滤系统由滤芯(5英寸,0.2μm),滤壳和两根各****m长硅胶管组成;精滤系统由滤芯(5英寸,0.2μm),滤壳和一根****m长、一根****m长硅胶管组成。 1.2验证目的 通过对设备厂家资质、技术文件、设备材质的检查,及对设备各项性能的试验,证明该设备符合生产工艺要求和GMP规定。 1.3验证实施条件 1.3.1验证用仪器设备及试剂 验证用测试仪器设备及试剂 验证相关文件 2.预确认 2.1目的 2.1.1确认验证实施条件符合验证方案要求
除菌过滤器测试方法和原理
除菌过滤器测试方法和原理对于关键的除菌级过滤工艺而言,完整性测试是一种必要的手段,以确保过滤工艺的安全性。通过完整性测试,可以确定过滤器自身的完整性及正确安装,可以确保工艺中安装了正确的过滤器,可以确定所安装的过滤器符合制造商提供的标准,还可以确保过滤系统的密闭性等等。同时,进行完整性测试也是各国法规和审计的要求。 总体而言,完整性测试方法分为两大类,破坏性的和非破坏性的,下面将分别进行介绍。破坏性测试 对除菌级过滤器而言,破坏性测试是指细菌挑战测试,该测试方法是证明过滤器能够满足苛刻的除菌级过滤器标准的根本方法。在细菌挑战测试中,需根据统计学原理从每批产品中抽取一定数量的样品,按照标准测试方法(如:ASTM F838-83),利用缺陷性假单胞菌溶液(Brevundimonas diminuta ATCC 19146)进行细菌挑战测试,过滤器需要达到至少107 CFU/cm2滤膜的细菌截留,才可认为该滤器为除菌级过滤器。 Millipore将破坏性完整性测试结果作为每批产品放行的放行标准。而对于客户而言,则需要在除菌过滤器验证时进行细菌挑战测试,测试中采用实际工艺料液并在最差工艺条件下进行。 分类测试名称测试实施者 破坏性细菌挑战测试 制造商以及客户进 行验证时进行 非破坏性 起泡点测试,扩散测试, HydroCorr 制造商出厂时及使用者现场进行 非破坏性测试 非破坏性完整性测试方法主要包括基于毛细管原理的起泡点和HydroCorr(挤水法)测试,以及基于扩散原理的扩散流和保压测试。下面分别做一下简单介绍:
起泡点测试 起泡点测试基于毛细管模型。滤膜的结构中充满了微孔流道,这些微孔流道就形成了很多“毛细管”,当滤膜被润湿液体完全润湿后,液体受到表面张力的作用而保留于滤膜内部,如果要想将液体挤出膜孔就需要外加一个气体压力。能够克服表面张力将膜孔内的液体完全挤出时所需要的最小压力,就是滤膜的泡点值压力,也就是我们常说的起泡点,基于这种原理的测试方法,就是起泡点测试法。这也是应用最为广泛的一种非破坏性完整性测试方法。以下为泡点值计算公式: P = 泡点压力 d = 孔径 k = 形状矫正因子 =液固接触角 =表面张力 泡点值直接与过滤器孔径相关联。对滤膜而言,有很多微孔存在,每个孔的泡点值不一定完全一样,所以滤膜的泡点值指的是该滤膜可能的最大膜孔的泡点值,也即最大直径膜孔的泡点。当达到泡点后,滤膜至少有一个孔会被吹干,气体会迅速通过该干燥的孔吹至膜下游,从下游气体流量的突变可以判断达到泡点了。对大面积过滤器而言,由于扩散流较大,手工完整性测试中可能会影响人为泡点的判断,所以对于大面积滤器手工测试推荐采用扩散流测试;而对小面积过滤器,由于泡点与滤器孔径可以直接关联,推荐采用泡点测试。 HydroCorr测试 HydroCorr测试又称为“挤水法”,“水浸入法”。该测试方法是基于水在疏水性滤膜表面存在表面张力和毛细管现象发展出来的。把水压进最大的膜孔所需要的最小压力称为水侵入压力。进行HydroCorr测试时的压力要低于水侵入压力,而对于一个完整的过滤器,将不会有水真正通过过滤膜进入下游。Hydrocorr测试过程当中测定的是折叠过滤器结构尺寸上被挤压而产生的液面下降,形成的“表观”水流量。
12除菌过滤系统验证方案
22页第1页共 除菌过滤系统验证方案 人:编制编制日期: 审核日期:审核人: 准批人:批准日期:
实施日期: 22页第2页共 验证方案目录4 ..................................................................1.概述及验证方案说明......4 ...............................................................1.1概述..............................4 ............................................................1.2验证目的...........................4 .........................................................1.3验证实施条件 (4) ………………………………………………2.预确认……………………………… 5 ……………………………………………2.1目的…………………………………… 5 …………………………………………2.2项目……………………………………… 5 …………………………………………………………………………………小结2.3 5 ……………………………………………………………………………3.安装确认 5 ………………………………………………………………………3.1目的………… 5 …………………………………………………………………3.2项目……………… 6 ..................................................................3.3小结 (6) ……………………………………………………4.性能确认………………………… 6 ………………………………………………4.1目的…………………………………
过滤膜完整性测试理论
过滤/完整性测试培训课程
为什么要对除菌滤器进行完整性测试? 完整性测试的方法有哪些? 为什么可以用起泡点的方法代替细菌挑战试验? 什么时候进行完整性检测? 起泡点测试原理是什么? 扩散流测试原理是什么?
下游污染下游没有污染物
Common Sense通常理解 Filtration is often the most critical step in an operation 过滤通常是操作的关键步骤 Confirmation of manufacturers specifications 确认制造规格 Detecting leaks due to o-rings, gaskets, seals 检测O形环,垫圈,密封垫的泄漏 Assuring the correct pore size filter 确认正确的过滤孔经 Assuring integrity before sterilization 确认灭菌前完整性 Assuring integrity after steaming or autoclaving 确认蒸汽和消毒锅灭菌后完整性 Business Practice商业惯例 Government Guidelines & Regulations法规要求 Part of corporate standard operating procedure公司标准操作规程 Auditing requirement审计需要
FDA Guideline指南(2003) –Whatever filter or combination of filters is used, validation should include microbiological challenges to simulate worst- case production conditions…”对于由一个或多个滤器组成的过滤 系统,对它的验证都应该包括在最差条件下进行的微生物挑战 试验。
关于过滤器完整性检测
关于过滤器完整性检测 来源:作者:时间:2009-07-11 点击: 泡点的原理:需要一定压力才能使气体冲破已经湿润的滤膜,气体大量从膜孔流出这一点的压力值是这个膜的泡点,测定这一压力值的方法是泡点法。对完整性良好的滤芯,空气由于扩散会通过滤膜孔湿润后形成的液体薄膜,测量透过空气的流量(立方厘米/分钟)即可得到前进流数值。前进流数值可以是在一定压力下已湿润滤膜下游空气透过量,也可以是为维持一定的压力在已湿润滤膜的上游所需的空气流量。 压力保持试验是另一种形式的上游前进流试验。在这种试验中,过滤器滤壳压力达到一个预定值后,系统与压力源隔开,在一定时间内系统压力的衰减值即等同于扩散通过已湿润滤膜的空气流量。由于上游完整性试验不破坏下游的无菌状态,故其在严格的流体工艺中非常有用。 起泡点试验如要准确测定,一般最好是用专业厂家生产的起泡点测试仪,没有起泡点测试仪,也可手工测试。一般只有除菌的0.22μm滤芯或滤膜需作起泡点,方法如下: 试验方法如下: 微孔滤膜起泡点试验 1、将待测试的微孔滤膜或滤芯用注射用水完全润湿,安装到调剂到罐装的输液管路系统中,向装滤膜或滤芯的不锈钢圆盘过滤器或套筒中加入适量的注射用水浸没滤膜或滤芯。 2、从不锈钢圆盘过滤器或套筒的进料端缓慢通入压缩空气,注意压力应按仪器要求。 3、一般仪器可按说明操作,手工测试则需缓慢加大压缩空气至一定压力不同孔径的滤膜或滤芯都有固定的最小泡点值,注意观察在最小泡点值时,注射用水出口是否有气泡冒出。 4、判定标准 如仪器测试则可自动给出结果是否合格,手工测试则有气泡冒出时的压力值必须等于或大于厂家的最小起泡点值。不合格,要查找原因,是否管路有泄露,否则此滤膜不符合生产要求,应更换,并重新进行此实验,直至滤膜符合生产要求。 5、一般生产厂家的滤芯重复使用(进口滤芯较贵,生产批量又不大),有时不是滤芯漏了,而是滤芯处理不净,有残留物质影响起泡点,要特别注意所用原料的性质。 过滤器完整性测试步骤 一.消毒前 1. 将滤芯润湿,可以先将滤芯完全浸泡在干净水中10-15分钟,也可以将滤芯安装在滤壳中,让干净水滤过滤芯达到湿润目的,一般10英寸需滤过10L以上干净水。 2.将滤芯安装在滤壳上。 3.按测试仪要求,将气源与滤壳及测试仪连接好,并将滤壳上游阀门关闭或用盲堵封好。4.启动测试,输入气体--缓慢升高压力---观察压力表压力变化及出口气泡产生情况。如果试验值在标准值内表示滤芯完好,滤壳密封连接无泄漏,否则,需重新、湿润进行测试,并检查有关密封圈,连接处有无泄漏,如果湿润无问题, 5.密封完好,仍通不过完整性测试,表示滤芯已损坏。