802D SL数控系统在H057磨床改造中的应用

802D SL数控系统在H057磨床改造中的应用
发表时间:2017-01-18T17:10:36.777Z 来源:《基层建设》2016年32期作者:李红杨莉
[导读] 摘要:介绍了西门子数控系统802D SL在H057胶辊磨床改造上的应用,主要阐述了H057胶辊磨床多轴联动控制,改造后既增加了磨床的胶辊刻槽功能,又保留了磨床原有的磨削功能。达到了客户提出的加工需求,提高了磨床的加工效率。
武汉宝德机电股份有限公司武汉 430080
摘要:介绍了西门子数控系统802D SL在H057胶辊磨床改造上的应用,主要阐述了H057胶辊磨床多轴联动控制,改造后既增加了磨床的胶辊刻槽功能,又保留了磨床原有的磨削功能。达到了客户提出的加工需求,提高了磨床的加工效率。
关键词:802D SL;多轴联动;刻槽;磨削H057磨床
0引言
某冷轧厂镀锌车间涂油胶辊一直以来由外协单位加工,由于外协厂产能增加很快,其胶辊磨床产能严重超载,因此无法继续承担冷轧厂的胶辊磨削加工,需要冷轧厂磨辊车间自行组织生产。为了解决此问题,根据冷轧厂和磨辊车间研究决定,对现有的H057胶辊磨床进行改造成既能磨削加工涂油胶辊,同时又保证该设备原有的加工功能。并将这个改造任务交给笔者所在单位,改造后的设备达到了用户要求,下面详细介绍一下改造方法,供大家参考。
1、机械改造部分设计
H057磨床原来是一种国产普通的外圆磨床,属于工件平台往复运动,主磨架前后运动的机床结构,其砂轮进给与工件往复运动均采用
液压控制,改造前后的结构如1图所示:
图1 H057磨床改造前后的结构图
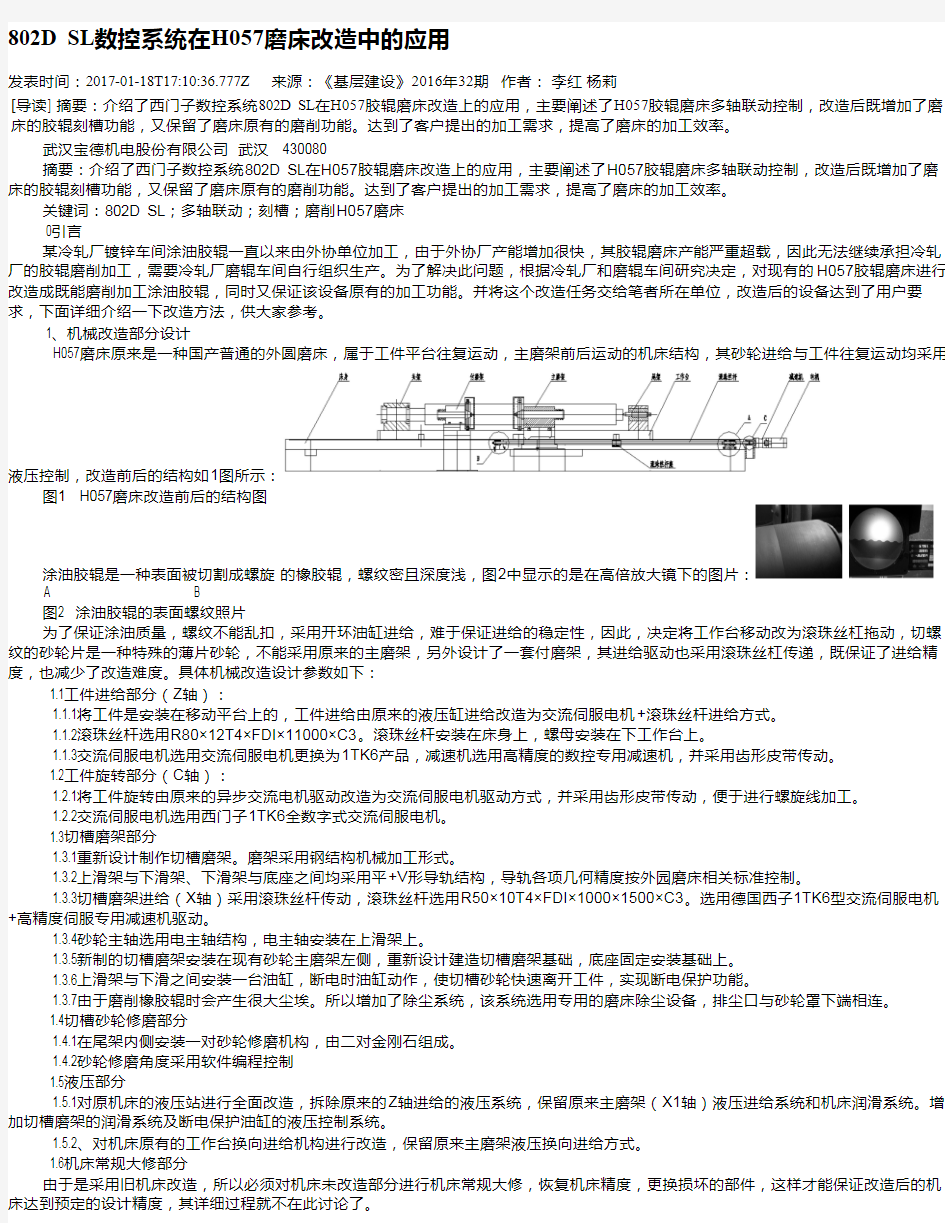
涂油胶辊是一种表面被切割成螺旋的橡胶辊,螺纹密且深度浅,图2中显示的是在高倍放大镜下的图片:
A B
图2 涂油胶辊的表面螺纹照片
为了保证涂油质量,螺纹不能乱扣,采用开环油缸进给,难于保证进给的稳定性,因此,决定将工作台移动改为滚珠丝杠拖动,切螺纹的砂轮片是一种特殊的薄片砂轮,不能采用原来的主磨架,另外设计了一套付磨架,其进给驱动也采用滚珠丝杠传递,既保证了进给精度,也减少了改造难度。具体机械改造设计参数如下:
1.1工件进给部分(Z轴):
1.1.1将工件是安装在移动平台上的,工件进给由原来的液压缸进给改造为交流伺服电机+滚珠丝杆进给方式。
1.1.2滚珠丝杆选用R80×12T4×FDI×11000×C3。滚珠丝杆安装在床身上,螺母安装在下工作台上。
1.1.3交流伺服电机选用交流伺服电机更换为1TK6产品,减速机选用高精度的数控专用减速机,并采用齿形皮带传动。
1.2工件旋转部分(C轴):
1.2.1将工件旋转由原来的异步交流电机驱动改造为交流伺服电机驱动方式,并采用齿形皮带传动,便于进行螺旋线加工。
1.2.2交流伺服电机选用西门子1TK6全数字式交流伺服电机。
1.3切槽磨架部分
1.3.1重新设计制作切槽磨架。磨架采用钢结构机械加工形式。
1.3.2上滑架与下滑架、下滑架与底座之间均采用平+V形导轨结构,导轨各项几何精度按外园磨床相关标准控制。
1.3.3切槽磨架进给(X轴)采用滚珠丝杆传动,滚珠丝杆选用R50×10T4×FDI×1000×1500×C3。选用德国西子1TK6型交流伺服电机+高精度伺服专用减速机驱动。
1.3.4砂轮主轴选用电主轴结构,电主轴安装在上滑架上。
1.3.5新制的切槽磨架安装在现有砂轮主磨架左侧,重新设计建造切槽磨架基础,底座固定安装基础上。
1.3.6上滑架与下滑之间安装一台油缸,断电时油缸动作,使切槽砂轮快速离开工件,实现断电保护功能。
1.3.7由于磨削橡胶辊时会产生很大尘埃。所以增加了除尘系统,该系统选用专用的磨床除尘设备,排尘口与砂轮罩下端相连。
1.4切槽砂轮修磨部分
1.4.1在尾架内侧安装一对砂轮修磨机构,由二对金刚石组成。
1.4.2砂轮修磨角度采用软件编程控制
1.5液压部分
1.5.1对原机床的液压站进行全面改造,拆除原来的Z轴进给的液压系统,保留原来主磨架(X1轴)液压进给系统和机床润滑系统。增加切槽磨架的润滑系统及断电保护油缸的液压控制系统。
1.5.2、对机床原有的工作台换向进给机构进行改造,保留原来主磨架液压换向进给方式。
1.6机床常规大修部分
由于是采用旧机床改造,所以必须对机床未改造部分进行机床常规大修,恢复机床精度,更换损坏的部件,这样才能保证改造后的机床达到预定的设计精度,其详细过程就不在此讨论了。
辊筒磨床的改造12.6.6
The rebuilding of the MK89160 type ROLL grinder ⊙TIAN Feng-li,LI Hai-bo,LI Shuai,(MCC Paper Yinhe Co.,Ltd,Liaocheng,Shandong Province,252600)MK89160型辊筒磨床的改造 ⊙田丰利李海波李帅(中冶纸业银河有限公司,山东聊城 252600) 摘要:MK89160型辊筒磨床主要用于辊筒类零件的外圆表面磨削加工,为了扩大该磨床的加工使用范围,对其进行了改造,改造后的磨床既可节约能耗,又可降低操作者的劳动强度,提高工作效率,以实现一机多用的效果。 关键词:辊筒磨床、刀排装置、磨削、加工沟纹、走刀箱。 Abstract: MK89160 type roll grinder mainly use for the cylinder outer surface grinding. For widening the processing scope, we rebuilt the roll grinder. Which is not only saved the power consumption ,reduced the operator’s labor intensity,but also improved the work efficiency and served several purpose. Key words: Roll grinder\cutter bar structure\grinding\grind groove\Grinding machine tool box □专利技术:一种带有铣削胶辊沟纹刀排装置的辊筒磨床(200820227384.0);一种铣削胶辊沟纹的刀排装置(200820227385.5)。 1 前言 MK89160型辊筒磨床主要用于各种大型轴类零件、辊筒类零件的外圆表面磨削加工,适用于机械、造纸、冶金、塑料、橡胶等行业中。该磨床主要由传动系统、床身(工件床身和砂轮架床身)、床头箱、溜板箱、砂轮架、中心架、冷却系统、润滑系统等组成,该磨床磨削直径范围为φ150~φ1800mm,最大磨削长度6000mm,最大承重12吨。 1
普通外圆磨床数控化改造
普通外圆磨床数控化改造 刘贵杰1,2,巩亚东1,王宛山1 (1.东北大学,辽宁沈阳110004;2.山东轻工业学院,山东济南250100) Study on N umerical Co nt rol M odification fo r General Grinding M achine LIU Gui j ie 1,2,GONG Ya dong 1,WA NG Wan shan 1 (1.N or theastern Univ ersity,She nya ng 110004,China;2.Sha ndong Lig ht Industry Institute,J inan 250100,China) 摘要:在磨床原有液压系统的基础上,利用电磁节流阀和光电编码传感机构,通过子学习和微调控制策略,可以实现磨削循环的自动化和曲面轴零件的磨削加工,对实现普通磨床的低成本数控改造。 关键词:外圆磨床;数控系统;自学习控制策略中图分类号:TP 27文献标示码:A 文章编号:1001-2257(2002)06-0032-03Abstract :The numeral co ntro l scheme of g en-eral g rinding m achine by personal co mputer is pre-sented,on the basis of hydraulic pressure system ,by using electromag netism thro ttles a nd photoelec-trical enco der,through self studying co ntro l and self studying co ntrol strateg y ,the automatic cy-cle g rinding pro cess and curv ed shaft w o rk pieces g rinding can be realized,it is sig nificance fo r real-izing low price numeral contro l modifica tio n fo r g eneral g rinding machine . Key words :cylindrical g rinding machine ;co m-puter control system;self studying control strate-g y. 收稿日期:2002-04-10 基金项目:教育部科学技术研究重点资助项目(200032) 0 引言 磨削加工数控技术虽然起步较晚,目前也已取 得了重大进展,已研究出诸多控制方案。这些控制方案大都是采用步进电机或交流(直流)伺服电机作为驱动源,它们具有较高的控制精度,目前普遍用于工业数控机床上。但是,步进电机、交流(直流)伺服电机和它们的驱动器价格较高,对那些控制精度要求较高的数控机床是必要的,对那些加工精度要求不 太高的机床,采用上述控制方案不经济。 利用计算机和电磁节流阀,对普通外圆磨床进行数控改造,实现了外圆磨床工作台和砂轮架位移量和位移速度的精确控制,实现了曲面圆柱体零件的自动循环磨削加工,在一定程度上提高了普通外圆磨床的应用范围和自动化水平。 1 系统构成及工作原理 1.1 系统构成 系统总体结构框图如图1所示。 系统控制硬件 图1 系统总体结构框图 主要由辨向电路、功率放大电路和接口电路等组成。1.1.1 辨向电路 编码器的辨向电路如图2所示,它由 74LS74 图2 编码器的辨向电路图 和74LS 08两块集成电路芯片组成。其中74LS 74是两路D 触发器,其功能是当C 端上升沿到来时,Q 取D 端的值,在其余时刻,Q 保持原值,Q 是Q 的反。编码器送出的两路脉冲A 与B 是相位相差90° · 32·《机械与电子》2002(6)
最新PLC磨床改造设计
M7120型平面磨床电控系统分析与改造 1 引言 在注重改变零部件外部几何形态和机械性能的制造工业和通过各种变化将原材料转化成产品为目的的过程工业中,通过大量的开关量顺序控制,按外部逻辑条件进行顺序动作,并按照逻辑关系控制连锁保护动作,及大量离散量生产数据的采集。传统意义上,生产厂家都是通过气动和电气控制来实现这些顺序控制及数据采集功能的。随着产品机型的更新换代,车间生产线对应的加工对象也随之发生改变,这就需要改变控制程序,使生产线的机械制造设备按照新的工艺要求进行加工,而传统的继电接触器控制系统是固定接线式控制器,很难适应随时更新生产工艺要求。较大型自动生产线的控制系统使用了过多的继电器,这种触点式电器工作频率较低,在频繁动作的生产情况下寿命较短,从而容易引发系统故障,大大降低生产运行的可靠性。 现代生产工艺中,PLC的出现解决了这一问题。PLC在数字运算能力、处理模拟数据量能力、人机接口能力和网络连接能力等方面较大幅度的提高了生产要求,PLC逐渐进入过程控制领域,在很多生产运行应用中取代了在过程控制领域处于主导地位的DCS 系统。 1.1国内外平面磨床的发展现状及趋势 第23届日本国际机床展览会是继德国汉诺威、美国芝加哥之后的一个大型国际机床展览会,此次展览会主题定义为“Mono-Zukuri in-novation”(制造业的创新)。此次展会展现出,平面磨床现今已不再局限于平面的磨削,已延拓到了表面的磨削,成形磨削方式大行其道,得到了制造商和用户的大力推崇、开发及认可,磨削精度也越来越高。当今随着科技的高速发展高精度、超精度成形磨床应用范围越来越广,其机构布置形式以高刚性、T字布置为主。立柱全移动式布局和工作台固定式布局,突破了传统的工作台移动形式,实现了平磨布局形式的一大创新。 未来平面磨床的发展将更加注重创新的应用,主要表现在以下几个方面: 1、配合数控技术的发展和普及,各平磨生产厂也积极推广数控系统的二次开发应用。并与数控系统开发商共同开发出具有自己特色的数控系统,符合平磨行业规范的基
宝钢热轧轧辊磨床数控系统改造方案
宝钢热轧轧辊磨床数控系统改造方案 发表时间:2018-06-06T15:24:01.737Z 来源:《科技新时代》2018年3期作者:崔海波[导读] 摘要:宝钢热轧 2050 轧辊磨床是用于轧辊表面精加工的设备,其主要功用是磨削热轧厂的工作辊和支承辊,其数控系统为 IBSO 公司专为德国 WALDRICH 轧辊制造厂开发的第一代产品,型号为 ILC-500。随着用户对钢板表面质量要求的不断提高,摘要:宝钢热轧 2050 轧辊磨床是用于轧辊表面精加工的设备,其主要功用是磨削热轧厂的工作辊和支承辊,其数控系统为 IBSO 公司专为德国 WALDRICH 轧辊制造厂开发的第一代产品,型号为 ILC-500。随着用户对钢板表面质量要求的不断提高,轧辊磨床的磨削精度成为制约钢板质量和板形精度的瓶颈,同时磨辊间减少操作人员数量并提高劳动生产率的要求也越来越强烈,故决定对宝钢热轧 2050 轧辊磨 床进行改造。本文重点介绍具体改造方案。 关键字:宝钢、数控、改造 1磨床数控系统改造的原因 随着轧钢技术的不断改进和发展,对轧辊加工提出了一系列技术上的要求: ①更加复杂的轧辊辊型(CVC、多元轧辊); ②更小的轧辊辊型偏差和偏心度、圆度及锥度偏差; ③更快的磨削速度和效率; ④适应于更多的轧辊材质,应用范围更广; 同时,磨辊间的发展对轧辊磨床也有新的要求: ①提高劳动生产率,减少人员投入; ②提高磨床的使用寿命; ③更高的轧辊检测要求和足够大的检测数据的存储能力 宝钢 2050 热轧轧辊磨床是 20 世纪 80 年代从德国进口的,其数控系统主要采用分立插件板计算机、PLC 采用西门子 S5-130,并且通过点对点连接的方式进行信号传送。由于计算机硬件及软件的限制,使得该磨床自动化水平较差,并存在以下问题:(1)磨削后的轧辊辊型偏差大,严重制约了热轧板的板形质量和凸度指标的进一步提高。轧辊辊型偏差指实际辊型与设定辊型的差值。由于轧辊是轧钢过程中钢板主要的变形工具,随着用户对钢板尺寸精度要求越来越高,特别是对钢板平直度要求小于50μ,而目前轧辊磨床磨削辊型偏差大,基本在 100μ左右。由于磨床磨削辊型偏差已大于钢板板形精度要求,故严重制约了热轧板的板形质量和凸度指标的进一步提高,更无法适应日后大量双高产品对轧辊精度的要求,使宝钢的国际竞争力处于落后地位。 (2)磨削效率低下 由于磨床校准轧辊中心时间较长,程序中也无补偿功能,因此磨削时间长,效率低下。目前 2050 热轧磨削平均每根需 45~60 分钟,而同样 1580 热轧平均每根只需25~40 分钟。由于磨削效率低,同样要磨削到规定的精度所需要的磨削道次就多,轧辊的损耗及砂轮的损耗都相对较大,影响到辊耗的进一步降低。同时,为保证轧线正常供应合格的轧辊,必须保证轧辊足够的周转量。如能提高磨床磨削效率,则能减少轧辊周转量。 (3)自动控制水平落后,严重制约了磨辊间劳动生产率的提高 在操作性能方面,该系统操作界面差,无法进行图形显示,操作工不能随时察看园度、磨削偏差等曲线,同时不能预见磨削效果。磨削程序未采用模块化设计,无法实现自由编程。硬件设计时无扩展功能,不能联网通讯,也不能实现磨床集中控制,严重制约了磨辊间劳动生产率的提高。 (4)磨床控制系统和传动系统结构复杂,故障率高。 磨床采用直流传动系统,设备的稳定性和维护性差,影响磨床作业率的提高和维护成本的降低。直流电机中碳刷需经常维护保养,如维护不及时就会造成故障。 CNC 系统插件板采用的是分立元件,和 PLC 之间采用点对点通讯,PLC 和现场元件之间也是采用点对点通讯,故电缆量大,故障率高,且故障查找和处理难度较大。 (5)备品备件采购难、费用高 由于电气技术发展很快,很多电气备件难以采购或采购费用很高。目前磨床上许多电气设备存在老化现象,要保证磨床的较高功能投入率和精度,就需投入大量的备品备件费和维修费。且随着磨床的进一步老化,投入费用将进一步提高。由于以上原因,原磨床数控系统已无法满足轧钢和磨辊间的要求,为确保热轧产品表面质量和提高劳动生产率,决定对磨床数控系统进行改造。 2磨床数控系统改造的目标 根据轧钢和磨辊间的需求,本次改造的目标是: ①确保磨削后的轧辊辊型偏差小于±10μ,满足轧钢板形控制的要求 通过改造,确保磨削后的轧辊辊型偏差小于±10μ,满足轧钢板性控制的要求,确保热轧板的板形质量和凸度指标的进一步提高,为日后大量双高产品打下基础。 ②磨削效率提高 30%以上 通过在程序中加入各类补偿功能,使磨削时间由原来平均每根 45~60 分钟降低到平均每根 25~40 分钟,降低轧辊周转量。 ③大幅提高自动控制水平,通过联网和集中监控,提高磨辊间劳动生产率在操作性能方面,实现图形显示,磨削程序采用模块化设计,实现自由编程。通过联网通讯实现磨床集中控制,提高磨辊间劳动生产率。 ④简化磨床控制系统和传动系统结构,降低故障率。 通过采用交流传动系统,提高设备的稳定性,减少维护量和维护成本。
全自动外圆磨床改造数控程序设计技巧
全自动外圆磨床改造数控程序设计技巧 全自动外圆磨床改造数控程序设计技巧摘要:Pro/ENGINEER Wildfire机械仿真简述不锈钢的切削加工(中)世界最大吨位车装钻机诞生焊接设备朝高效与节能方向发展应用实例-CLM3015激光切割机模块化数控机床概念设计的研究本土制造商营销的三个关键环节PDM 究竟是什么,包括那些范围?制造业信息化的现状与未来立式磨削的优点刀具的刃材及热处理高速切削刀具磨损寿命的研究Metal Spinning固定砂轮机操作规程海尔推出“节能先锋”螺杆机如何查找辅机振动的原因“精密螺杆副技术开发”项目顺利通过省技术创新重点项多功能机床:未来世界机床的发展方向渐开线齿廓的加工原理日本开发成功中日双语CAD软件[标签:tag] 1.设备介绍改造设备为全自动外圆磨床,有自动上下料机构。该设备使用两个轴控制进给。Z轴控制导轮加工,X轴控制砂轮修整器进给,当X轴控制砂轮修整器纵向进给到砂轮端面后,液压控制该修整器横向刮磨砂轮端面,当刮到砂轮端面末端,X轴控制砂轮修整器纵向退回。所以. 1.设备介绍改造设备为全自动外圆磨床,有自动上下料机构。该设备使用两个轴控制进给。Z轴控制导轮加工,X轴控制砂轮修整器进给,当X轴控制砂轮修整器纵向进给到砂轮端面后,液压控制该修整器横向刮磨砂轮端面,当刮到砂轮端面末端,X轴控制砂轮修整器纵向退回。所以,该设备砂轮的修整是由步进电机和液压共同完成的。 2.设备改造改造该设备使用了SIEMENS 802S数控系统。X轴.Z轴分别用步进电机控制。由于该设备砂轮修整的独特性,依据SIEMENS 802S数控系统的特点,在程序设计上进行一些必要的变化。 3.程序设计该设备的程序分为两部分,加工程序和PLC程序。①加工程序完成各轴的动作。既Z轴导轮加工,X轴砂轮修整器进给及退回。②PLC程序完成该设备的辅助动作。如:上下料及砂轮修整器刮砂.该设备程序设计主要在砂轮修整部分需做一些变化。既当加工程序控制砂轮修整器纵向进给到砂轮端面后,PLC程序立即启动液压控制修整器横向刮砂轮端面,刮到端面末端后,加工程序又控制砂轮修整器纵向退回.依据SIEMENS 802S 数控系统的特点,可以有两种解决方法:①第一种方法,在砂轮修整器横向行程的始末端各安装一个传感器,作为PLC的输入信号。当加工程序执行指令“X轴进给”,砂轮修整器靠近砂轮端面并感应始端传感器,则该传感器信号触发PLC―>NCK信号“NC停止”,则加工程序停止,同时,该传感器信号置位相应的液压阀,控制砂轮修整器横向刮砂轮。当该修整器刮到砂轮末端并感应到末端传感器,该传感器信号复位相应的液压阀,横向刮砂轮动作结束,同时,该传感器信号触发PLC―>NCK信号“NC启动”,则加工程序继续执行下一段指
最新M84125磨床改造方案425
M84125磨床改造方案 425
普通型轧辊磨床M84125改数控型 技术方案
1总体说明及加工技术要求 1.1 总体说明 ●改造后的轧辊磨床是一台高效率、高精度及高可靠性的数控轧辊磨 床,它采用先进的电气控制技术和机械传动技术,性能达到先进水 平。先进电气控制技术的采用使得该轧辊磨床的中高机械传动大大 简化,减少了中高机械传动链,在可靠性上得到很大提高。 ●改造后的磨床采用当前世界最先进的西门子840D数控系统,配备 专为轧辊磨床设计的自动化控制软件,将用户使用方便放在第一位 开发设计,多种多样的功能已被模式化,在进行轧辊磨削编程作业 时,操作人员只需根据相关对话框的提示输入有关的工艺参数,不 必要求操作者进行复杂而烦琐的编程作业。具有足够灵活及对用户 友好的操作界面。 ●原机床加工的轧辊轮廓曲线类型少,只能加工单一曲线,不能加工 其他曲线和用户自定义的曲线;原机床中高机构使用的是凸轮杠杆 机构,采用机械结构的中高机构结构比较复杂,传动链长,调整麻 烦,而且砂轮架为三层结构,刚性较差。加工的轧辊轮廓曲线的精 度低,为了加工出轧辊表面的轮廓曲线,要求在横向和纵向通过机 械方式来实现联动,传动链长。改变加工曲线参数困难,为了改变 轧辊轮廓曲线的角度和它的高度,需要拆开机床齿轮箱,更换齿轮 组,来改变传动链的传动比,达到改变曲线参数的目的。由于齿轮 组个数有限,因此曲线的参数变化受到限制。
●根据甲方轧辊磨床M84125具体情况和要求,乙方根据多年多年从 事轧辊磨床专业工作中积累的经验,本着提高设备技术含量和机床 的使用可靠性的原则对磨床进行的改造。以满足甲方对轧辊磨削的 效率、精度以及曲线灵活性的要求;简化和方便设备的使用维护, 降低磨床的维护成本和备件费用。该设备经过改造后具有技术先 进、成熟可靠、性能稳定、工艺完善、经济实用的特点。 ●扩大磨床的加工范围:由于数控磨床能实现几个坐标的联动,加工 程序可以按照加工零件的要求变换,所以它的适应性和灵活性很 强,可以加工普通磨床无法加工的辊形复杂的轧辊。 ●减轻工人劳动强度,改善劳动条件。当程序输入后,数控磨床不需 要人工干预,就能按加工程序要求连续自动的进行加工,减轻工人 劳动强度,改善劳动条件。 ●因此,通过此次对磨床的数控化改造,能够增加轧辊磨床加工曲线 的类型,提高磨床的加工精度和生产效率。改造后中高机构采用偏 心套的机构形式。该偏心套轴承与主轴轴线偏心。采用CNC控制 中高磨削时,中高机构的传动为连续轨迹控制。磨削时将轧辊中高 参数编入程序,采用数控插补实现中高磨削。该中高机构适用与磨 削具有多种不同曲线特性的轧辊,如:正弦曲线,抛物线以及CVC 曲线和任意曲线等等。所有这些曲线参数均可在限定范围内输入程 序。无需更换交换齿轮,以及调整杠杆间距,缩短了辅助时间。 综上所述:电气部分重新设计、全部更新。机械部分以改造为主。对两床身调整,恢复其精度。需重新设计制造磨架以上部件:如砂轮主轴系统、
802D SL数控系统在H057磨床改造中的应用
802D SL数控系统在H057磨床改造中的应用 发表时间:2017-01-18T17:10:36.777Z 来源:《基层建设》2016年32期作者:李红杨莉 [导读] 摘要:介绍了西门子数控系统802D SL在H057胶辊磨床改造上的应用,主要阐述了H057胶辊磨床多轴联动控制,改造后既增加了磨床的胶辊刻槽功能,又保留了磨床原有的磨削功能。达到了客户提出的加工需求,提高了磨床的加工效率。 武汉宝德机电股份有限公司武汉 430080 摘要:介绍了西门子数控系统802D SL在H057胶辊磨床改造上的应用,主要阐述了H057胶辊磨床多轴联动控制,改造后既增加了磨床的胶辊刻槽功能,又保留了磨床原有的磨削功能。达到了客户提出的加工需求,提高了磨床的加工效率。 关键词:802D SL;多轴联动;刻槽;磨削H057磨床 0引言 某冷轧厂镀锌车间涂油胶辊一直以来由外协单位加工,由于外协厂产能增加很快,其胶辊磨床产能严重超载,因此无法继续承担冷轧厂的胶辊磨削加工,需要冷轧厂磨辊车间自行组织生产。为了解决此问题,根据冷轧厂和磨辊车间研究决定,对现有的H057胶辊磨床进行改造成既能磨削加工涂油胶辊,同时又保证该设备原有的加工功能。并将这个改造任务交给笔者所在单位,改造后的设备达到了用户要求,下面详细介绍一下改造方法,供大家参考。 1、机械改造部分设计 H057磨床原来是一种国产普通的外圆磨床,属于工件平台往复运动,主磨架前后运动的机床结构,其砂轮进给与工件往复运动均采用 液压控制,改造前后的结构如1图所示: 图1 H057磨床改造前后的结构图 涂油胶辊是一种表面被切割成螺旋的橡胶辊,螺纹密且深度浅,图2中显示的是在高倍放大镜下的图片: A B 图2 涂油胶辊的表面螺纹照片 为了保证涂油质量,螺纹不能乱扣,采用开环油缸进给,难于保证进给的稳定性,因此,决定将工作台移动改为滚珠丝杠拖动,切螺纹的砂轮片是一种特殊的薄片砂轮,不能采用原来的主磨架,另外设计了一套付磨架,其进给驱动也采用滚珠丝杠传递,既保证了进给精度,也减少了改造难度。具体机械改造设计参数如下: 1.1工件进给部分(Z轴): 1.1.1将工件是安装在移动平台上的,工件进给由原来的液压缸进给改造为交流伺服电机+滚珠丝杆进给方式。 1.1.2滚珠丝杆选用R80×12T4×FDI×11000×C3。滚珠丝杆安装在床身上,螺母安装在下工作台上。 1.1.3交流伺服电机选用交流伺服电机更换为1TK6产品,减速机选用高精度的数控专用减速机,并采用齿形皮带传动。 1.2工件旋转部分(C轴): 1.2.1将工件旋转由原来的异步交流电机驱动改造为交流伺服电机驱动方式,并采用齿形皮带传动,便于进行螺旋线加工。 1.2.2交流伺服电机选用西门子1TK6全数字式交流伺服电机。 1.3切槽磨架部分 1.3.1重新设计制作切槽磨架。磨架采用钢结构机械加工形式。 1.3.2上滑架与下滑架、下滑架与底座之间均采用平+V形导轨结构,导轨各项几何精度按外园磨床相关标准控制。 1.3.3切槽磨架进给(X轴)采用滚珠丝杆传动,滚珠丝杆选用R50×10T4×FDI×1000×1500×C3。选用德国西子1TK6型交流伺服电机+高精度伺服专用减速机驱动。 1.3.4砂轮主轴选用电主轴结构,电主轴安装在上滑架上。 1.3.5新制的切槽磨架安装在现有砂轮主磨架左侧,重新设计建造切槽磨架基础,底座固定安装基础上。 1.3.6上滑架与下滑之间安装一台油缸,断电时油缸动作,使切槽砂轮快速离开工件,实现断电保护功能。 1.3.7由于磨削橡胶辊时会产生很大尘埃。所以增加了除尘系统,该系统选用专用的磨床除尘设备,排尘口与砂轮罩下端相连。 1.4切槽砂轮修磨部分 1.4.1在尾架内侧安装一对砂轮修磨机构,由二对金刚石组成。 1.4.2砂轮修磨角度采用软件编程控制 1.5液压部分 1.5.1对原机床的液压站进行全面改造,拆除原来的Z轴进给的液压系统,保留原来主磨架(X1轴)液压进给系统和机床润滑系统。增加切槽磨架的润滑系统及断电保护油缸的液压控制系统。 1.5.2、对机床原有的工作台换向进给机构进行改造,保留原来主磨架液压换向进给方式。 1.6机床常规大修部分 由于是采用旧机床改造,所以必须对机床未改造部分进行机床常规大修,恢复机床精度,更换损坏的部件,这样才能保证改造后的机床达到预定的设计精度,其详细过程就不在此讨论了。
M10100磨床的数控化改造方案
M10100磨床的数控化改造方案 用数控技术对M10100磨床进行改装,可提高机床精度,实现圆弧,曲线等鼓形工的磨削加工。利用CNC计算机控制理论,并结合磨床现状及使用要求对进给、电气控制及自动测量系统进行数控改造,既可提高产品的质量稳定性,又可为企业节省大量的资金,具有显著的经济效益。 改造方案 1.数控系统因考虑到需要对M10100磨床导轮修整器和砂轮修整器的纵向和横向都进行准确的进给控制,数控系统的可选择四轴或两轴的系统,如不常对导轮进行修磨可选用两轴系统。目前常用的数控伺服系统有开环伺服系统、半闭环伺服系统和闭环伺服系统。本次改造经考虑选用半闭环伺服系统(因闭环伺服系统需要主动电感测微头的配合使用)。 2.电气控制 原机床电气控制是一个简单的继电器控制电路,磨床的控制要求快速、准确,并且和CNC配合使用。因此采用外置PLC的形式实现电气控制。使用外置的PLC控制使电路变得简单,大部分原来的电气元件需要更换。电气部分的改造包括两个部分,一是PLC的选择,二是电气线路的改造.(但介于时间关系此部分不见意进行大的修改.) 3.机械传动部分的改造设计 机械传动是保证产品精度的重要因素,原液压进给机构由于液压换向时电磁阀的位置不一致,导致进给位置不准确;另外,进给传动链的最后一部分是由普通梯形丝杠将运动传递给工件架的,造成间隙大、寿命短;其补偿机构为凸轮小轴控制,零件损坏快、故障率高,且不易修复。 (1)液压换向阀的电磁阀的更换。采用伺服电动机、滚珠丝杠串联的方式,装在原磨床的过桥上,代替原磨床的液压进给和补偿机构。 (2)将普通梯形丝杠更换为滚珠丝杠。滚珠丝杠摩擦损失小、效率高,其传动效率可在90%以上,且精度高、寿命长。 4改造时间安排 6月22日对机床导轮修整部和砂轮修整部分进行初步测绘确定改装方案 6月23日对上面两部件进行折除(此两部件我们带走并对其进测绘),于24日整理出图纸 6月25日根据测绘出的尺寸,对图纸进行重新设计整理,出好各新增部分的产品图纸,于26日与袁助讨论可行性,并对图纸进必要的修改 6月27日~7月4日进行另部件的外协加工,在此期间丝杆\系统都必须到位7月5日至8日进行另部件的安装 7月9日至10日进行系统安装和调试 5.系统的抗干扰措施为了确保系统稳定可靠的工作,采取以下抗干扰措施: 1)对于接口干扰,主要在于进入干扰信号的输入/输出端加光耦隔离变压器. 2)通过加装金属机箱来达到电磁屏蔽效果。 6.改造效果 1)对机床进行数控技术改造,进给系统精度有明显提高,进给精度误差0.005,重复测量50次,重复定位精度误差小于0.01
滚刀磨床改造方案
M6420D滚刀刃磨数控分度头机械改造 一:前言 M6420B滚刀刃磨床,是一种高生产效率的通用机床。它的主要用途是刃磨各种滚刀的前刀面。用于刃磨直径自50~125mm,长度自50~200mm,槽数为8;9;10;12;18;20的滚刀。M6420B滚刀刃磨床最大的特点是我公司唯一一台刃磨螺旋滚刀(螺旋滚刀就是滚刀的容屑槽是螺旋型的)的机床。所以,该机床在刃磨时,被磨滚刀不但具有滚刀的往复运动,滚刀的分度运动,滚刀的圆周进给运 动,还要具有滚刀的沿螺旋线的转动。由于该机床是七 三年出厂的,随着使用年限增长,汽车产量加大,产品 质量的提高,设备故障不断上升,维修费用居高不下, 严重影响变速箱零件的生产。同时其它滚刀磨床不能刃 磨螺旋滚刀。在这种情况下,公司决定对M6420B滚刀刃 磨床实施数控分度机械改造。 二:机床分度头机构工作原理 1:机床概述:如图一 工作台沿床身导轨往复运动。(由液压来实现的)在工作台的左面安装着分度头,右面安装着尾座。床身前面左边安装螺旋运动机构;进给机构,右边是液压操纵箱;操纵按钮。 被磨的滚刀固定在芯轴上,然后安装在分度头主轴上,并用尾座顶住。调整好与磨头的距离。就可以启动磨头电机,机床液压电机。手动液压操纵箱手柄,开始刃磨。 2:分度头: 分度头是由分度机构,主轴回转运动机构和滚刀圆周进给机构组成。分度头的箱体安装在机床的工作台上。分度头主轴的支承是由两对成双的径向止推轴承所组成。主轴后端圆锥部分,固定着分度盘。主轴分度盘的定位由电磁铁驱动的闸齿来实现的。主轴的分度是由电机通过蜗轮,蜗杆;电磁铁带动的摩擦离合器传动到主轴上的。
3:分度头机构工作原理:如图二 开始刃磨后,分度头带动滚刀随工作台作往复运动。分度头每作完一次往复运动停止在左边,电磁铁1驱动闸齿2拔出分度盘3,无触点开关4发信号,电磁铁6驱动摩擦离合器7合上,电机8转动开始分度运动。分度完后,电磁铁6;1回位,闸齿插入分度盘3,无触点开关5发信号,工作台再一次进行往复运动。当加工螺旋滚刀时,为了使滚刀的螺旋容屑槽前刀面相对于磨头走一条直线,那么,分度头主轴带着滚刀就必须一边随工作台作直线往复运动,一边要作回转运动。在加工螺旋滚刀前,首先根据滚刀的容屑槽角度转动手轮9调整导轨10角度。当分度头随工作台往复运动时,滚轮11沿着导轨10爬上爬下带动导杆12上下运动,使连接在导杆12上的链条13带动轮子14转动,通过闸齿2;分度盘3带动分度主轴旋转。 分度头的进给机构就是说当被磨滚刀分度刃磨一周后,滚刀一般并没有磨好,滚刀相对于磨头要进行进刀,继续磨削。操纵方法是转动手轮15使导轨10向下移动并带动导杆12向下移动,使分度主轴带动被磨滚刀旋转靠近磨头。每次移动量从0.01到0.05的范围内选取。 三:设备存在的问题: 1:分度使用的电机不合适。分度电机是三相异步电动机,由于速度快,惯性大及电机的性能,无法控制分度主轴转动一个准确的度数,不能进行正常分度。2:摩擦离合器故障率高。由于每刃磨一个滚刀,要分度多次,每次离合器都要离合一次,电磁铁带动杠杆驱动离合器频繁的振动、冲击。离合器磨损不均,离合器啮合不好。 3:液压系统故障。由于机床已使用二十多年,液压操纵箱已无法正常工作,工作台的开、停、调速、换向故障率高。 4:分度机构结构设计不合理。分度机构的蜗轮;蜗杆都没有准确的轴向和径向定位。电机安装不稳定。 四:改造内容 针对以上情况,我们对分度系统进行机电一体化设计。将机械装置和数控技术有机的结合起来,构成一个完整系统。机械机构与数控技术相互促进,展示出新颖的机械结构。 1:间歇拨块机构 首先,我对分度头的传动原理进行改造设计。尽管在我们传统的机构设计中,当主轴分别要具有多个运动形式时,往往是通过各种各样的离合器进行的。但是我在考虑用其它形式的离合器用在此分度机构中发现,由于要频繁的启动离合器,故障率高,维修安装不方便。我决定在分度机构中取消离合器。经长期研究、试验,我设计一套间歇拨块机构。该机构不仅可传动分度运动,回转运动,圆周进给运动,而且还可以使这三种运动独立进行,互不干涉,并且可和步进电机准确
M84125磨床改造方案425
普通型轧辊磨床M84125改数控型 技术方案
1总体说明及加工技术要求 1.1 总体说明 ●改造后的轧辊磨床是一台高效率、高精度及高可靠性的数控轧辊磨 床,它采用先进的电气控制技术和机械传动技术,性能达到先进水 平。先进电气控制技术的采用使得该轧辊磨床的中高机械传动大大 简化,减少了中高机械传动链,在可靠性上得到很大提高。 ●改造后的磨床采用当前世界最先进的西门子840D数控系统,配备专 为轧辊磨床设计的自动化控制软件,将用户使用方便放在第一位开 发设计,多种多样的功能已被模式化,在进行轧辊磨削编程作业时, 操作人员只需根据相关对话框的提示输入有关的工艺参数,不必要 求操作者进行复杂而烦琐的编程作业。具有足够灵活及对用户友好 的操作界面。 ●原机床加工的轧辊轮廓曲线类型少,只能加工单一曲线,不能加工 其他曲线和用户自定义的曲线;原机床中高机构使用的是凸轮杠杆 机构,采用机械结构的中高机构结构比较复杂,传动链长,调整麻 烦,而且砂轮架为三层结构,刚性较差。加工的轧辊轮廓曲线的精 度低,为了加工出轧辊表面的轮廓曲线,要求在横向和纵向通过机 械方式来实现联动,传动链长。改变加工曲线参数困难,为了改变 轧辊轮廓曲线的角度和它的高度,需要拆开机床齿轮箱,更换齿轮 组,来改变传动链的传动比,达到改变曲线参数的目的。由于齿轮 组个数有限,因此曲线的参数变化受到限制。 ●根据甲方轧辊磨床M84125具体情况和要求,乙方根据多年多年从事 轧辊磨床专业工作中积累的经验,本着提高设备技术含量和机床的 使用可靠性的原则对磨床进行的改造。以满足甲方对轧辊磨削的效 率、精度以及曲线灵活性的要求;简化和方便设备的使用维护,降 低磨床的维护成本和备件费用。该设备经过改造后具有技术先进、 成熟可靠、性能稳定、工艺完善、经济实用的特点。 ●扩大磨床的加工范围:由于数控磨床能实现几个坐标的联动,加工 程序可以按照加工零件的要求变换,所以它的适应性和灵活性很强, 可以加工普通磨床无法加工的辊形复杂的轧辊。 ●减轻工人劳动强度,改善劳动条件。当程序输入后,数控磨床不需 要人工干预,就能按加工程序要求连续自动的进行加工,减轻工人 劳动强度,改善劳动条件。 ●因此,通过此次对磨床的数控化改造,能够增加轧辊磨床加工曲线 的类型,提高磨床的加工精度和生产效率。改造后中高机构采用偏 心套的机构形式。该偏心套轴承与主轴轴线偏心。采用CNC控制中 高磨削时,中高机构的传动为连续轨迹控制。磨削时将轧辊中高参 数编入程序,采用数控插补实现中高磨削。该中高机构适用与磨削 具有多种不同曲线特性的轧辊,如:正弦曲线,抛物线以及CVC曲 线和任意曲线等等。所有这些曲线参数均可在限定范围内输入程序。 无需更换交换齿轮,以及调整杠杆间距,缩短了辅助时间。