金刚石滚轮详细介绍
金刚石修整滚轮
我公司采用内镀法生产的高精度滚轮,可以制作R0.1小圆弧面、小于1mm齿距的多齿复杂型面滚轮及高径比大于1.5、高度大于200mm的强力磨削用大型面滚轮,产品轮廓精度高,是高精度、高效成形磨削的最佳修整工具。
我公司采用外镀法生产的各类滚轮,用于陶瓷CBN砂轮、内圆磨头的修整,具有修整效率高、直线度好等特点。
主要特点:
★修整效率高
★型面一致性好
★加工的工件质量稳定
应用领域与适用范围:
广泛应用方向机螺杆、万向节、气门、轴承内外圈,凸轮轴、曲轴、连杆等诸多产品加工砂轮的修整。
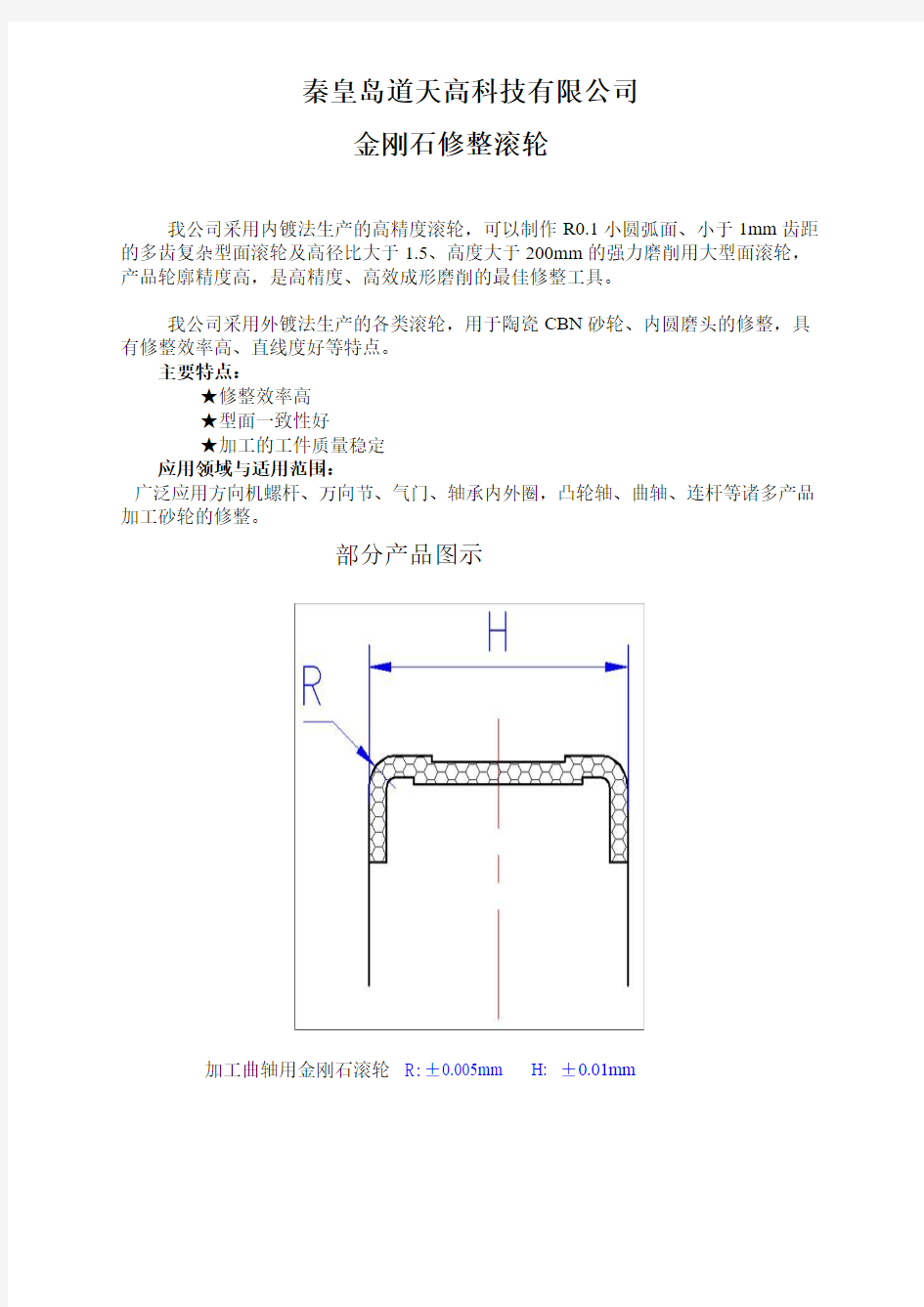
部分产品图示
加工曲轴用金刚石滚轮R:±0.005mm H: ±0.01mm
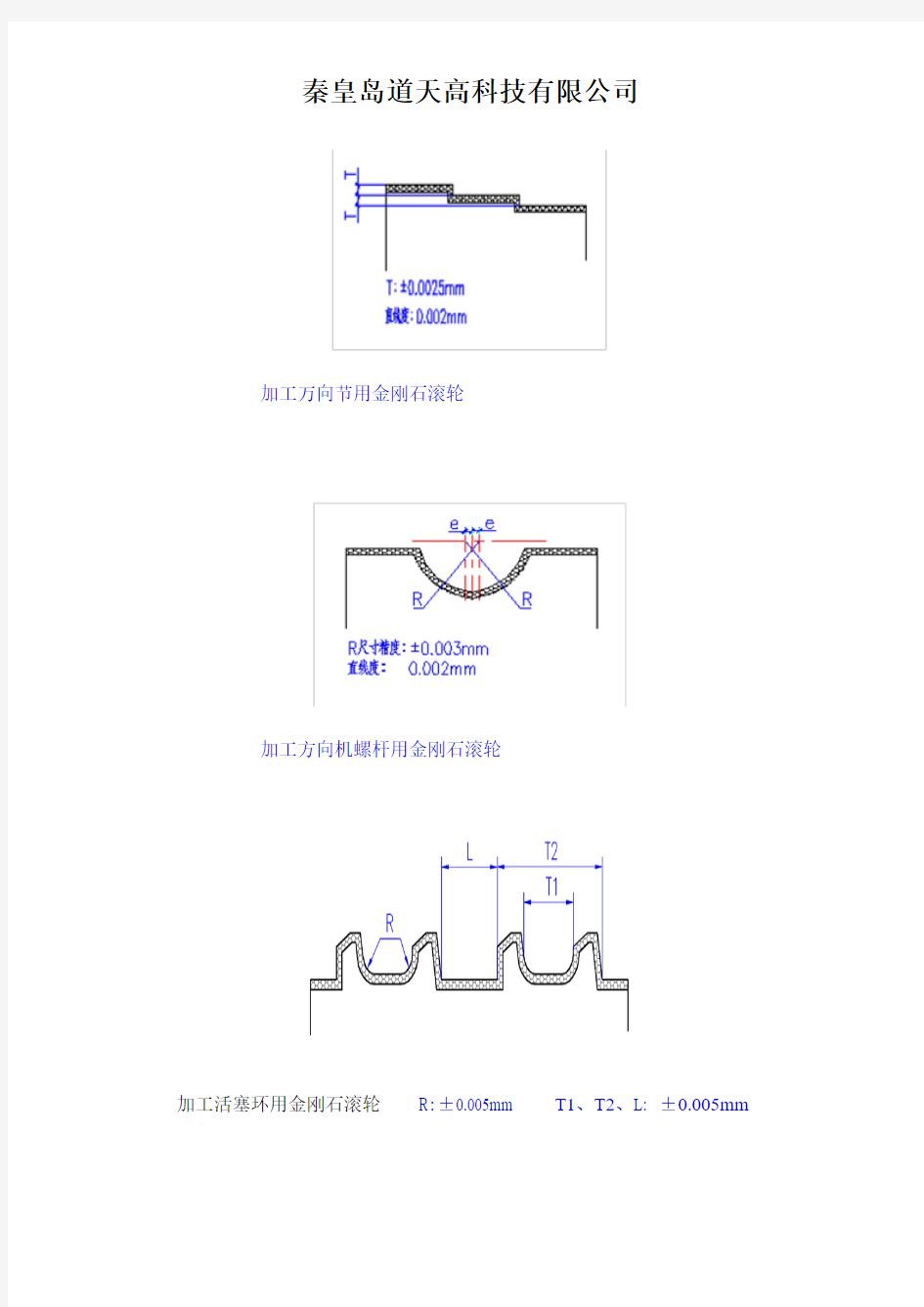
加工万向节用金刚石滚轮
加工方向机螺杆用金刚石滚轮
加工活塞环用金刚石滚轮R:±0.005mm T1、T2、L: ±0.005mm
加工方向器齿条用金刚石滚轮
R:±0.005mm,圆弧轮廓度:0.003mm,
加工水泵轴承用金刚石滚轮T:±0.005mm,L1、L2:±0.02mm,
H1:±0.002mm,H2:±0.005mm,
我公司研发中心历经两年多时间,在制造工艺和结合剂方面有着独到的优势,产品精度高,寿命长,一推向市场即受到客户的一致好评,可定做不同型号不同规格的滚轮,欢迎你来样定做,让您满意是我们的最大追求!
砂轮修整的四种方法【金刚石滚轮修整器】
砂轮修整的四种方法【金刚石滚轮修整器】 用修整工具将砂轮修整成形或修去磨钝的表层,以恢复工作面的磨削性能和正确的几何形状的操作过程。及时而正确地修整砂轮,是提高磨削效率和保证磨削质量不可缺少的重要环节。砂轮修整一般有车削、用金刚石滚轮、磨削和滚轧等方法。 单点金刚石笔HNT金刚石滚轮 1、车削修整法:以单颗粒金刚石(或以细碎金刚石制成的金刚笔)作为刀具车削砂轮,是应用最普遍的修整方法。安装在刀架上的金刚石刀具通常在垂直和水平两个方向各倾斜约5°~15°,金刚石与砂轮的接触点应低于砂轮轴线0.5~2毫米,修整时金刚石并作均匀的低速进给移动。要求磨削后的表面粗糙度越小,则进给速度应越低,如要达到Ra0.16~0.04微米的表面粗糙度,修整进给速度应低于50毫米/分。修整总量一般为单面0.1毫米左右,往复修整多次。粗修的切深每次为0.01~0.03毫米,精修则小于0.01毫米。 单点金刚石笔所用的金刚石颗粒有天然金刚石和人造金刚石之分,直径有10分、15分、20分、25分、30分、35分、40分、50分。但目前市场较杂,价格参差不齐,同时随着金刚石修整滚轮的出现,正在逐渐被替代。
2、HNT金刚石滚轮修整法:采用电镀或粉末冶金等方法把大量金刚石颗粒镶嵌在钢质滚轮表面制成的HNT金刚石滚轮,以一定转速旋转(借以降低滚轮与砂轮的相对速度),对高速旋转的砂轮表面产生磨削和辗压作用,使砂轮获得与滚轮型面吻合的锋利工作表面。HNT金刚石滚轮制造复杂,造价高,但经久耐用,修整效率高,适于在大批量生产中修整磨削特殊成形表面(如螺纹、齿轮和涡轮叶片榫齿等)的砂轮。 HNT金刚石修整滚轮的优势 (1)操作简单,修整效率高,使用寿命长,质量稳定; (2)可修整出其他修整方法无法完成的复杂形面砂轮,表面质量和精度稳定; (3)金刚石修整滚轮的角度对称性公差控制在0.5度,圆弧最小公差保证在2μm以内; (4)金刚石滚轮大幅缩短了修整时间,生产效率提高,机械设备的磨损程度减少; (5)HNT金刚石修整滚轮能实现工厂自动化,修整器浇花频率非常低,降低操作人员的负担。 3、砂轮磨削修整法:采用低速回转的超硬级碳化硅砂轮与高速旋转的砂轮对磨,以达到修整的目的。
砂轮修整
用修整工具将砂轮修整成形或修去磨钝的表层,以恢复工作面的磨削性能和正确的几何形状的操作过程。及时而正确地修整砂轮,是提高磨削效率和保证磨削质量不可缺少的重要环节。砂轮修整一般有车削、用金刚石滚轮、磨削和滚轧等方法。 1 车削修整法 以单颗粒金刚石(或以细碎金刚石制成的金刚笔金刚石修整块)作为刀具车削砂轮是应用最普遍的修整方法。安装在刀架上的金刚石刀具通常在垂直和水平两个方向各倾斜约5°~15°;金刚石与砂轮的接触点应低于砂轮轴线0.5~2mm,修整时金刚石并作均匀的低速进给移动。要求磨削后的表面粗糙度越小,则进给速度应越低,如要达到Ra0.16~0.04μm的表面粗糙度,修整进给速度应低于50mm/min。修整总量一般为单面0.1mm左右,往复修整多次。粗修的切深每次为0.01~0.03mm,精修则小于0.01mm。 图1 车削修整砂轮示意图 2 金刚石滚轮修整法 采用电镀或粉末冶金等方法把大量金刚石颗粒镶嵌在钢质滚轮表面制成的金刚石滚轮,以一定转速旋转(藉以降低滚轮与砂轮的相对速度),对高速旋转的砂轮表面产生磨削和辗压作用,使砂轮获得与滚轮型面吻合的锋利工作表面。金刚石滚轮制造复杂、造价高,但经久耐用、修整效率高,适于在大批量生产中修整磨削特殊成形表面(如螺纹、齿轮和涡轮叶片榫齿等)的砂轮。 3 砂轮磨削修整法 采用低速回转的超硬级碳化硅砂轮与高速旋转的砂轮对磨,以达到修整的目的。
图2 金刚石滚轮修整成形砂轮 4 滚轧修整法 采用硬质合金圆盘、一组由波浪形白口铁圆盘或带槽的淬硬钢片套装而成的滚轮,与砂轮对滚和挤压进行修整。滚轮一般装在修整夹具上手动操作,修整效率高,适于粗磨砂轮的修整。
砂轮修整技巧
砂轮修整的技巧 修锐是一个将超硬磨粒砂轮的磨粒修磨锋利的处理过程。在这一过程中,需去除磨粒间的结合剂和磨钝的砂轮磨粒,使具有很强磨削性能的砂轮磨粒突出结合剂之外,形成锐利的切削刃。修锐也必须从砂轮表面的气孔中,去除微小的材料,防止作用于砂轮上的磨削力增大,砂轮上的磨削力增大,将会引起振动和造成零件表面烧伤。 没有适当的修锐,即使是最好的砂轮也不可能获得加工零件的高质量和尺寸一致性。实际上,当你投资了高质量的砂轮,为了获得高的磨削性能,很好地修整它们就显得非常重要。 整形可以说是砂轮准备工作的一部分,它与普通砂轮的修锐同时进行。对于超硬磨料砂轮,两道工序是分开进行的,首先对砂轮进行整形。在使用超硬磨料砂轮磨削中,整形是使用整形工具或滚轮进行,修锐经常是使用一个陶瓷结合剂的修整棒,在整形完成后,对砂轮进行修锐处理。 在砂轮包括整形与修锐的修整之前,保证主轴轴承在一定的温度下(如通常的砂轮磨削状态)是很重要的。这样可避免损伤零件几何形状以及砂轮和修整工具的非正常磨损。对于修整用的工具必须小心处理,因为它一般由质硬、耐磨但又很脆的金刚石材料制成,且对因轻微碰撞、受力引起微小裂纹和破碎都非常敏感。 因为金刚石整形器本身就是一把刀具,需保持非常锋利。使用一个磨钝了的修整工具来修整砂轮表面,会使砂轮变钝。为了保持一个高质量和锋利的金刚石修整工具,每隔一定时间,需要1/8圈地旋转单点或带锥尖的修整工具。旋转次数可根据修整情况决定,根据经验,最少每天旋转一次。对于凿子头和成型的修整工具,一般需在它们磨钝前180°地旋转一次。大多数外圆磨床是将零件和砂轮置于一个水平线上。零件外圆的最高点与砂轮外圆的最高点称为零件/砂轮接触点,金刚石修整工具应尽可能地在接近零件/砂轮接触点处修整砂轮。对于内圆磨床用砂轮,将金刚石修整工具接近砂轮外圆的最高点(即磨孔时零件/砂轮接触点)进行修整,这一点更为重要。 采取微量修整 为减少修整时间,好象总存在一种想选择大些修除深度的诱惑。这是一种极其错误的想法。必须选择最合适的修除深度对砂轮进行修整。选择太大的修除深度,会产生高的切削温度,减少修整器的使用寿命,还会将有用的砂轮层切除。最终结果是使修整器和砂轮两者受损,适得其反。最佳的修整量为经几次修除后,既能恢复砂轮的几何形状,又能刚好产生出良好的磨削锋刃为准则。使用单点修整工具,应以10-15°的轴心线倾斜角接触砂轮的直径方向。这样将使单点修整工具在定期转动时,产生一个削尖的作用。以多点接触的修整工具不需要倾斜这一角度。改为用修整工具的整个端面与砂轮表面接触。 横向移动速度是修整工具在修整中通过砂轮表面的速度。它对加工零件要求的表面粗糙度和金属切削率都起有关键的作用。横向移动速度太慢,将会堵塞砂轮,损害零件的表面粗糙度和金属切削率。太慢的横向移动速度还可以引起砂轮振动和烧伤零件表面。均匀较快的横向移动速度能修整出好的砂轮表面,提高砂轮的磨削性能,增加磨削效率,降低零件表面粗糙度。 保持冷却 适当地使用冷却液,能加快修整速度和提高修整效率。根据经验,选用一股3/8英寸直径的冷却液,能够从修整器上排除大量热量,延长修整器的使用寿命。当金刚石修整工具通过砂轮时,安装一个冷却液喷管,充满整个砂轮表面或不断地加注冷却液到金刚石修整工具。当修整工具与砂轮接触开始修整后,决不允许修整工具,从冷却液中退出。否则会使金刚石
数控强力成形磨床加工实例介绍
数控强力成形磨床加工实例介绍 强力成形磨削也称为缓进给成形磨削,是一种先进的磨削工艺。这种先进工艺自上世纪60年代以来的半个多世纪中,风靡全球,长盛不衰,并且技术不断进步。这项先进技术大大拓宽了平面的加工领域,成功地使平面磨削的加工范畴跳出“平面”,而成为表面磨削,也就是英文“surface”的概念,可以磨削形状轮廓各异的工件。从平面到表面,这实在是一个具有重要意义的工艺革命,是一大技术创新。随着数控技术的进步,缓进给强力成形磨削技术也得到进一步的发展,并不断扩大和拓展应用领域,把这种先进工艺推广到包括航天、航空、汽车、精密机械加工等工业部门,成为加工诸多新型难加工材料的重要手段。对缓进给强力成形磨削而言,某一个工件的成功磨削就能拓展一个领域,就能为这个领域的用户承担交钥匙工程,在提供先进装备的同时还提供了先进的加工工艺,为用户创造可观的经济效益。 在飞机制造工业中发挥作用 在现代飞机制造工业中,有许多形状复杂、采用各种难加工材料制成的工件,用其它机械加工方法很难进行精密加工。几年来,杭机已为中国的国防工业、尤其是飞机制造工业提供了高技术含量的MKL7140数控双磨头强力成形磨床、 MKL7150七轴五联动数控强力成形磨床、MKH450成形磨削、MKL7120数控强力成形磨床等机床,用来加工飞机发动机叶片枞树根榫齿、导向叶片圆弧叶冠、航空发动机蜂窝段圆弧面以及锁片槽等,多次得到国家国防工业部门的表彰。 如飞机发动机叶片加工精度、形状轮廓精度和对称度等要求很高,叶片的互换性要求很严。叶片的材料一般为镍基耐高温合金,属于难加工材料,用常规磨削或其它金切加工手段很难进行加工。叶片的安装根部,一般为对称的枞树根形状,两个的对称度要求很高,要求能一次加工成形。采用单磨头机床就要两次装夹两次加工才能完成磨削枞树根叶片的安装根部,这样精度很难保证。杭机开发的MKL7140数控双磨头强力成形磨床已成功用于叶片加工十年。整个修整与磨削过程均由程序控制自动进行,包括冷却液和滚轮的开停,操作者只需拆装工件即可。针对不同型号的叶片磨削,只需更换金刚滚轮即可。批量生产中,只需对第一个叶片进行对刀调试。按照叶片榫齿磨削单边余量2.5mm,齿部长度50mm来算。此类叶片的磨削效率为6分钟/件。此外,这种双磨头强力成形磨床在汽轮机行业也得到广泛应用。 为了提高涡轮发动机的工作效率,降低能源消耗及减少对环境的污染,近年来各国在设计制造涡轮发动机时,其各级涡轮叶片密封环组件大多采用蜂窝结构。根据每级涡轮叶片工作环境的不同,有的采用整体结构,而大多采用由多个扇形镶块组件拼合成一个密封环。而单个扇形镶块的蜂窝段弧面最后工序往往是由磨削加工完成的。 双磨头成形磨削照片
【CN210024937U】一种齿轮成型磨金刚石滚轮【专利】
(19)中华人民共和国国家知识产权局 (12)实用新型专利 (10)授权公告号 (45)授权公告日 (21)申请号 201920625578.4 (22)申请日 2019.05.05 (73)专利权人 江苏信实新材料科技有限公司 地址 215000 江苏省南京市江宁区经济技 术开发区苏源大道19号江宁九龙湖国 际企业总部园C1号楼第九层 (72)发明人 刘海龙 (74)专利代理机构 苏州铭浩知识产权代理事务 所(普通合伙) 32246 代理人 潘志渊 (51)Int.Cl. B24B 53/14(2006.01) (54)实用新型名称 一种齿轮成型磨金刚石滚轮 (57)摘要 本实用新型公开了一种齿轮成型磨金刚石 滚轮,包括保护片基座、金刚石滚轮本体和顶出 机构,所述保护片基座安装在金刚石滚轮本体的 两侧,所述顶出机构安装在金刚石滚轮的外表面 一端,所述保护片基座的内侧设置有保护片,所 述保护片的内侧设置有内圈,且内圈与保护片基 座转动连接,所述内圈的外表面固定连接有弹簧 A;通过设计了安装在砂轮基座两侧的保护片基 座、保护片、内圈、固定扣A、固定扣B和连接螺栓 便于遮蔽砂轮,防止砂轮划伤使用者或其他物 件,有效的保证了使用者的工作效率,同时还避 免了其余部件在一同运输或存放时受到损坏。权利要求书1页 说明书3页 附图4页CN 210024937 U 2020.02.07 C N 210024937 U
权 利 要 求 书1/1页CN 210024937 U 1.一种齿轮成型磨金刚石滚轮,包括保护片基座(1)、金刚石滚轮本体和顶出机构,其特征在于:所述保护片基座(1)安装在金刚石滚轮本体的两侧,所述顶出机构安装在金刚石滚轮的外表面一端,所述保护片基座(1)的内侧设置有保护片(2),所述保护片(2)的内侧设置有内圈(10),且内圈(10)与保护片基座(1)转动连接,所述内圈(10)的外表面固定连接有弹簧A(8),且弹簧A(8)与保护片(2)固定连接,所述保护片(2)的一侧固定连接有固定扣A (6),所述固定扣A(6)的一端设置有固定扣B(7),所述固定扣B(7)的内部贯穿有连接螺栓(11),且固定扣A(6)与固定扣B(7)通过连接螺栓(11)固定连接,所述保护片基座(1)的内侧固定连接有卡合套筒(9)。 2.根据权利要求1所述的一种齿轮成型磨金刚石滚轮,其特征在于:所述金刚石滚轮本体包括砂轮基座(4),所述砂轮基座(4)的外表面固定连接有砂轮(3),所述砂轮基座(4)的一侧固定连接有连接套筒(5)。 3.根据权利要求2所述的一种齿轮成型磨金刚石滚轮,其特征在于:所述顶出机构包括顶圈(15),所述顶圈(15)的一侧设置有驱动圈(12),所述驱动圈(12)的外表面开设有驱动孔(16),所述驱动圈(12)的内侧固定连接有驱动齿(18),所述驱动圈(12)的一侧设置有丝杆基座(13),且丝杆基座(13)与连接套筒(5)固定连接,所述丝杆基座(13)的一侧固定连接有丝杆(14),且丝杆(14)与顶圈(15)转动连接,所述丝杆(14)的一端固定连接有齿轮(17),且齿轮(17)与驱动齿(18)相互啮合。 4.根据权利要求1所述的一种齿轮成型磨金刚石滚轮,其特征在于:所述保护片基座(1)的剖面形状为“H”形,且保护片基座(1)的两侧均设置有孔洞,所述保护片(2)的剖面形状为四分之一圆环形。 5.根据权利要求3所述的一种齿轮成型磨金刚石滚轮,其特征在于:所述丝杆(14)共设置有四个,且四个所述丝杆(14)的一端均固定连接有齿轮(17),四个所述丝杆(14)分别安装在连接套筒(5)的上表面、下表面、前表面和后表面。 6.根据权利要求3所述的一种齿轮成型磨金刚石滚轮,其特征在于:所述丝杆基座(13)的一侧设置有圆形孔洞,孔洞内壁设置有螺纹凹槽。 7.根据权利要求3所述的一种齿轮成型磨金刚石滚轮,其特征在于:所述顶圈(15)的剖面形状为圆环形,且顶圈(15)的内径等于连接套筒(5)外径的一点二倍,顶圈(15)的一侧设置有四个圆形凹槽。 2
金刚石滚轮成形砂轮修整器的结构设计
金刚石滚轮成形砂轮修整器的结构设计* 孙燕燕1,林东玲1,张 宇2,乔楠楠2 (1.沈阳汽车工业学院,辽宁沈阳 110015; 2.沈阳市工业技术学校,辽宁沈阳 110102) 摘 要:针对加工轴类工件时,常会遇到尺寸精度要求高、表面粗糙度值小的各种圆弧的难加工问题,提出采用成形磨削法进行圆弧的加工,并针对圆弧加工用的成形砂轮,设计出金刚石滚轮成形砂轮修整器。 关键词:成形磨削;金刚石滚轮;砂轮修整器 中图分类号:TH122 文献标识码:A 文章编号:1006-4414(2010)02-0051-02 The struct ural design of di a m ond rolli n g f or m-w hee l dresser Sun Y an-yan1,L i n Dong-li n g1,Zhang Yu2,Q i a o Nan-nan2 (1.Shenyang i ns titute of automob ile industry,Shenyang L i aoni ng 110015,China; 2.Shenyang industrial techn ical schoo l,Shenyang L iaoning 110102,Ch i na) Abstrac t:W h ile sha ft w orkpieces i s pro cessed,t he d ifficu lt pro cessi ng o f arc s uch as hi gh d i m ensiona l prec isi on and s m a ll surface roughness often co m es up.In order to solve th i s proble m,this paper puts forwa rd the for m-gr i nd i ng m ethod f o r pro cessi ng o f arc,and des i gns d i amond ro lli ng f o r m-wheel dresser especia lly for dressi ng fo r m-w hee lwh ich is used f o r arc pro cessi ng. K ey word s:for m-gr i nd i ng;d i a m ond ro lli ng w hee;l wheel dresser 1 前 言 成形磨削是把砂轮修整成与工件轮廓相吻合的形状,加工时砂轮和工件全面接触拷贝出砂轮的廓形,是一种高精度、高效率、低成本的精加工方法[1]。成形磨削时,由于砂轮各点处的圆周速度不一样,致使各点处的材料去除率不同,从而导致砂轮磨损不均匀,特别是在尖角部位容易崩碎,从而产生形状误差。由于零件的成形形状是砂轮形状的拷贝,这必然对加工精度产生影响,同时磨削余量的不均匀也会导致磨削烧伤等加工缺陷,因此成形砂轮的修整对成形磨削加工过程具有决定性影响。针对圆弧加工用的成形砂轮,设计出专门的金刚石滚轮成形砂轮修整器。 2 砂轮修整器的结构设计 2.1 主轴部件 该部件是修整装置的关键部件。金刚石滚轮安装在它的上面,其精度直接影响修整精度,进而影响被加工工件的精度。如何保证本装置的精度,设计、加工和装配是关键技术。此外,金刚石滚轮主轴还应具有足够的刚度,主要是考虑到金刚石滚轮的修整力比较大,为提高滚轮寿命,滚轮直径应尽可能的大,该设计中将滚轮直径选为140mm。金刚石滚轮修整装置主轴采用如图1所示结构。该结构简单,加工精度易保证,调整方便,精度高,径向跳动小于0.003mm,轴向窜动小于0.003mm,端跳动小于0.003mm 。 图1 金刚石滚轮修整装置主轴结构图 2.2 电机功率 金刚石滚轮修整是用磨削法成形,而金刚石笔修整是车削法成形,故前者的修整力比后者大,所以电机应有足够的扭矩。修整电机的功率是按每毫米宽度15~30W[2]计算的,电机的功率1k W为最常用。考虑到电机的具体结构及所加工的零件较宽(65mm),故电机功率选定为1.5k W。 2.3 传动部件 传动部件的作用是保证金刚石滚轮转速的高低、旋转方向符合修整工艺的要求,且将电机的旋转运动平稳的传送给主轴。该设计中,采用带传动,即可满足要求。主要是因为带传动具有以下优点: 因带有弹性,能缓冲、吸振,从而传动平稳,噪声小;当传动过载时,带在带轮上打滑,可以防止其它零件损坏;!结构简单、装拆方便;?可用于中心距离较大的传动。 # 51 # 应用与试验 #机械研究与应用# *收稿日期:2010-03-06 作者简介:孙燕燕(1982-),女,辽宁大连人,助教,研究方向:超精密加工。
小汽车齿轮的加工工艺简介
材料工程新技术新工艺课程论文 论文题目:小汽车齿轮的加工工艺与技术学院:材料科学与工程学院 班级:料11*班 教师:*** 学生:** 学号:********
小汽车齿轮的加工工艺与技术 摘要:齿轮是汽车行业主要的基础传动元件,通常每辆汽车中有18~30个 齿部,齿轮的质量直接影响汽车的噪声、平稳性及使用寿命。近年来, 齿轮技术得到了迅速发展, 其发展趋势可概括为: 高承载能力、高齿面硬度、高精度、高 速度、高可靠性和高传动效率。最终归结于齿轮的加工工艺得到的进步。 关键字:齿轮加工工艺 一个完整的齿轮加工过程一般要经过毛坯的准备、毛坯正火热处理、车削 加工、滚齿、插齿、剃齿、再次热处理、磨削加工与修正等过程。 1.毛坯准备 毛坯的准备一般通过锻造制坯来完成的,当前,热模锻仍然是汽车齿轮件 广泛使用的毛坯锻造工艺。近年来,楔横轧技术在轴类加工上得到了大范围推广。这项技术特别适合为比较复杂的阶梯轴类制坯,它不仅精度较高、后序加 工余量小,而且生产效率高。 2.正火处理 正火这一工艺的目的是获得适合后序齿轮切削加工的硬度和为最终热处理 做组织准备,以有效减少热处理变形。所用齿轮钢的材料通常为20CrMnTi,一 般的正火由于受人员、设备和环境的影响比较大,在热处理工艺中,如果处理 不当将使得工件冷却速度和冷却的均匀性难以控制,造成硬度散差大,金相组 织不均匀,直接影响金属切削加工和最终热处理,使得热变形大而无规律,零 件质量无法控制。[1]为此,采用等温正火工艺。实践证明,采用等温正火有效 改变了一般正火的弊端,产品质量稳定可靠。 3.车削加工 为了满足高精度齿轮加工的定位要求,齿坯的加工全部采用数控车床,使 用机械夹紧不重磨车刀,实现了在一次装夹下孔径、端面及外径加工同步完成,既保证了内孔与端面的垂直度要求,又保证了大批量齿坯生产的尺寸离散小。 从而提高了齿坯精度,确保了后序齿轮的加工质量。数控车床比一般的人工操 作车床具有更高的准确度,为计算加工提供很大便利。另外,数控车床加工的 高效率还大大减少了设备数量,经济性好。 4.滚、插齿 加工齿部所用设备仍大量采用普通滚齿机和插齿机,虽然调整维护方便, 但生产效率较低,若完成较大产能需要多机同时生产。随着涂层技术的发展, 滚刀、插刀刃磨后的再次涂镀非常方便地进行,经过涂镀的刀具能够明显地提 高使用寿命,一般能提高90%以上,有效地减少了换刀次数和刃磨时间,效益 显著。
砂轮专用英文对照
此词汇适合外贸人员开展业务、技术人员查阅文献、生产人员、磨削、磨床人员生产中查阅对照。 abrasive 磨料 abrasive grain 磨粒 angle of repose 安息角 artificial abrasive 人造磨料 black fused alumina 黑刚玉 black silicon carbide 黑碳化硅 boron carbide 碳化硼 brown fused alumina 棕刚玉 bulk density 堆积密度 capillarity 毛细现象 combination grain size 混合粒度 compressive strength 抗压强度 conventional abrasive 普通磨料 cubic boron nitride 立方氮化硼 cubic silicon carbide 立方碳化硅 diamond 金刚石 emery 天然金刚砂 fused alumina 电熔刚玉 garnet 石榴石 grain size 粒度 grain size distribution 粒度组成 green silicon carbide 绿碳化硅 grit designation 粒度号 impact toughness 冲击韧性 losse grain 自由磨粒 macrograins 粗磨粒 magnetic material 磁性物 metal clad diamond 金属衣金刚石 microcrystalline fused alumina 微晶刚玉 microgrits 微粉 monocrystalline fused alumina 单晶刚玉 natural abrasive 天然磨料 natural corundum 天然刚玉 natural diamond 天然金刚石 physical corundum 物理刚玉 pink fused alumina 絡刚玉(粉刚玉) polycrystal 多晶体
天然金刚石滚轮制造与修整
天然金刚石滚轮制造与修整 自从生产金刚石滚轮以来就一直在生产人造金刚石滚轮,为了延长滚轮的使用寿命,满足客户的需求,我们又开始制造天然金刚石滚轮,并首先应用在民品生产上。同时又对金刚石滚轮的精度修整进行了初步探讨和尝试。文章详述其制造与修整工艺。 标签:天然金刚石滚轮;制造方法;修整工艺 1 引言 人造金刚石滚轮的研制成功,推动了缓进给磨削的发展。然而,就其人造金刚石滚轮的应用范围、使用寿命、生产效率而言,它有很多不足之处。而天然金刚石滚轮是成型修整工具的发展方向,在许多方面都优于人造金刚石滚轮。为了发展金刚石滚轮的科研成果和进一步增加经济效益,提出研制天然金刚石滚轮课题。现将我们研制过程及精度修整工艺综述如下。 2 天然金刚石滚轮的制造原理 目前国内外采用三种制造方法,即外镀法、粉末冶金烧结法、内镀法。 2.1 外镀法 虽然天然金刚石在使用前经过严格筛选,但是金刚石晶型不一样,在工件表面上随机排列后产生不等高现象,见图1。所以用此方法生产的金刚石滚轮精度很低,一般适用于无精度要求的简单型面工件加工上。如工件有精度要求,需对滚轮进行修整后才能使用。 2.3 内镀法 内镀法制造金刚石滚轮采用两种工艺方法进行。 2.3.1 随机埋砂法 将天然金刚石随机地分布在阴模内型面上,然后进行镀镍,在阴模中间放入钢制芯轴,在芯轴与镍层之间加入填充物,然后加工芯轴并去除阴模。用此方法制造的金刚石滚轮能获得很高精度,在一般情况下滚轮不需要修整,是目前制造高精度复杂型面滚轮的唯一办法。 2.3.2 手置上砂法 手置上砂法与随机埋砂法所不同的就是用人工将金刚石按一定方向摆放在阴模内型面上。手置上砂工具是自设的,其工作原理是利用负压原理将天然金刚
水泥混凝土路面抗滑技术分析
水泥混凝土路面抗滑技术分析 1 水泥混凝土路面抗滑构造的技术要求 公路水泥混凝土路面与市政道路不同,宏观和微观抗滑构造均需要,都是为了在雨天保持车轮和路面之间的充分接触,防止车辆的漂滑、操纵失灵而专门设计的路面雨天高速行车准备的安全技术措施。 1.1 宏观抗滑构造的要求 公路工程质量检验评定标准JTJ071-98规定:高速公路一级公路竣工时的水泥混凝土路面客观抗滑构造深度(填沙法)TD不应低于0.8mm,其他公路TD不应低于0.6 mm[1]。公路水泥混凝土路面设计规范JTJ012—94指出:对年降雨量在500mm以下的地区,可适当降低[2]。公路水泥混凝土路面滑模施工技术规范对宏观抗滑构造深度增加上限要求:高速公路一级公路还应TD≤1.2mm,即路面竣工时0.8mm≤TD≤1.2mm;其他公路还应TD≤1.0mm,即0.6mm≤TD≤1.0mm[3]。 1.2 微观抗滑构造的要求 现行所有水泥混凝土路面设计、施工及质量验收有关的规范,均没有对微观抗滑构造提出技术要求。公路沥青路面设计规范JTJ014-97规定:高速公路一级公路竣工验收时的横向力系数(有水条件下的侧向摩擦系数)SFC≥54,摆值Fb≥45,构造深度TC≥0. 55[4].参照该规定,高速公路一级公路的水泥混凝土路面的横向力系数SFC应不大于55为宜。 1.3 运营中的抗滑构造 保持时间和最低值要求目前,我国现行所有规范对于运营多长时间,达到多大抗滑技术指标,尚没有要求。按照交通部公路科学研究所的研究,水泥混凝土路面通车运行5 ~8年以后的抗滑标准允许最低值,高速公路一级公路的侧向摩擦系数Fs≥49,构造深度T D≥0.45 mm;一般公路Fs≥35,TD≥0.30mm.否则应采取措施恢复抗滑构造,达到此项技术标准,以保证行车安全。 2 滑模摊铺混凝土路面抗滑构造的施工 2.1 微观抗滑构造的滑模施工在滑模摊铺机后应设置钢支架,拖挂1~3层叠合麻布、帆布或棉布,洒水湿润后,软拖制作微观抗滑构造。布片接触路面的拖行长度以0. 7~1.5m为宜。对砂的细度模数偏大的粗砂,拖行长度取小值;偏细中砂,取大值。人工修整过的路面,微观抗滑构造已被抹掉,必须再拖麻袋处理,以恢复微观抗滑构造。若要同时增强表面耐磨性,滑模施工的水泥混凝土路面可直接使用抹平板抹出的“鱼鳞”形微观抗滑构造。表面修整时,不应该使用钢抹刀,可直接使用木抹刀抹出的粗糙砂浆表面。 2.2 宏观抗滑构造的滑模施工
电镀金刚石制品制造工艺简述
工艺与装备 电镀金刚石制品制造工艺简述 上海磨床研究所 (200093) 刘和珍 电镀金刚石制品通常以钢材为基体,应用电镀的方法镀上一层镍或镍基合金作为结合剂而制成的。金刚石磨料就镶嵌在镀层中,结合剂金属是以电结晶方式从溶液中沉积在基体上。 常见电镀金刚石制品有磨头、磨杆、铰刀、掏料刀、内园与外园切割片、各种机用和手工锉刀、修整滚轮等。这些制品常用来磨削小孔和特殊型面、套料和切割半导体材料。电镀地质钻头和扩孔器、具有间断工作面的电镀磨刀砂轮、网状柔软磨具、各种电镀磨轮(平形、杯形、成型磨轮、无心磨轮)、电镀珩磨油石、砂带、排锯、线锯等也广泛被应用。 电镀金刚石制品制造工艺一般包括以下几个方面:金刚石的选择与表面处理、电镀规范的规定、电镀液的配制、基体机械加工与镀前表面处理、施镀、检查包装等。 所用金刚石一般应选择等积形高强度品种,金刚石在使用前经净化和亲水化处理。金刚石粒度直接影响加工效率和表面光洁度及金刚石的消耗量。在满足光洁度要求的前提下,应尽量选用粗粒度,以提高效率。在一般的磨削中,金刚石磨具选用的粒度范围如下: 磨削工艺 选用粒度范围 粗磨80~100目 半精磨120~180目 精磨180目~W40 研磨、抛光W40~W1 电镀液可以长期使用,平时只需注意维护和调整,用了一段时间要对溶液进行净化处理,除去杂质离子和油污,并对其成分测试和调整。钢基体预先加工好,根据使用要求决定加工精度和型面光洁度,为保证结合力锐边应倒角。 下面谈一谈基体镀前表面处理和电镀这两个主要步骤。 金属工件表面的油污、氧化皮、锈斑都将使金属表面与电解液接触时形成中间夹层,阻碍金属和电解液界面发生电化学反应,并造成金属表面局部甚至全部没有镀层,因此,对基体进行认真的表面准备工作是十分必要的。 镀前处理工序主要是除油、浸蚀和改变工件的表面状态。常用的除油方法有:有机溶剂除油、碱液化学除油、碱液电解除油。在工作时可根据具体情况选用,有时几种方法联合使用除油效果更好。化学除油是利用碱溶液对油脂的皂化作用以除去皂化油,利用表面活性剂的乳化作用除去非皂化油。电解除油比化学除油速度快,功效高,除油彻底,目前多采用电解除油,电解除油时金属工件既可以在阴极上进行也可在阳极上进行,阴极电解除油所析出的气体为氢气,气泡多而小除油效率高,但会表面渗氢引起氢脆。阳极电解除油所析出的为氧气,气泡少除油效率低,优点是无氢脆,去油液中杂质金属离子不会镀在表面上造成挂灰现象,应根据工件材料性质而选择阴极或阳极电解。 除锈酸腐蚀是镀前处理的重要一环,工件经过除锈酸腐蚀后使电镀表面露出新鲜的铁层,才能在它表面上进行有效的电镀。常用的除锈方法有机械法、化学法和电化学法等,机械方法有喷砂、刷光、抛光、磨光、滚光等。化学法和电化学酸腐蚀法是在酸液中除去金属工件表面氧化皮,不良的表层组织,反应式如下: FeO+H2SO4=FeSO4+H2O, Fe2O3+3H2SO4=Fe2(SO4)3+3H2O。 Fe3O4+4H2SO4=Fe2(SO4)3+FeSO4+4H2O, Fe+2HCl=FeCl2+H2, Fe+H2SO4=FeSO4+H2, FeO+2HCl=FeCl2+H2O, Fe2O3+6HCl=2FeCl3+3H2O, Fe3O4+8HCl=2FeCl3+FeCl2+4H2O。 常用电镀设备有镀槽、导电装置、加热与温控装置、电镀电源装置,在电镀之前,应准备就绪,启动加热装置使它达到50 并保温,经过表面活化后的基 38 !精密制造与自动化?