棒材车间穿水冷却的工艺特点

总装工艺设计说明书.doc
总装二车间工艺设计说明书一、设计依据 2001年7月8日公司新车型专题会议。 二、车间任务和生产纲领 1、车间任务 各种总成及合件的分装、发送、车身内、外饰及底盘的装配和检测,补漆和返工等工作。 2、生产纲领 年生产24万辆整车(其中S11车8万辆,T11车3万辆,B11车5万辆, MPV 2万辆,B21车3万辆。),采用二班制,按每年251个工作日计算。 3、生产性质 本车间属于大批量、流水线生产。 4、产品特点: 4.1、S11车: (1)、外形尺寸:L×W×H=3500×1495×1485(单位:mm);(2)、轴距: L=2340mm; (3)、轮距(前/后): 1315/1280mm; (4)、整备质量: 778Kg。 4.2、T11车: (1)、外形尺寸:L×W×H=4265×1765×1670(单位:mm);
(2)、轴距: L=2510mm; (3)、轮距(前/后): 1505/1495mm; (4)、整备质量: 1425Kg。 4.3、B11车: (1)、外形尺寸:L×W×H=4770×1815×1440(单位:mm);(2)、轴距: L=2700mm; (3)、轮距(前/后): 1550/1535mm; (4)、整备质量: 1450Kg。 4.4、MPV: 各参数暂未定。 4.5、B21车: (1)、外形尺寸:L×W×H=4670×1780×1435(单位:mm);(2)、轴距: L=2670mm; (3)、轮距(前/后): 1515/1500mm; (4)、整备质量: 1350Kg。 5、生产协作 本车间装配用油漆车身通过悬挂式输送机从涂装二车间及涂装三车间输送过来,发动机由发动机厂用叉车运输过来,其他外协作件均由外协厂家提供。 三、工作制度和年时基数 1、采用二班制,每班工作8小时,全年按251个工作日计算,工作负荷
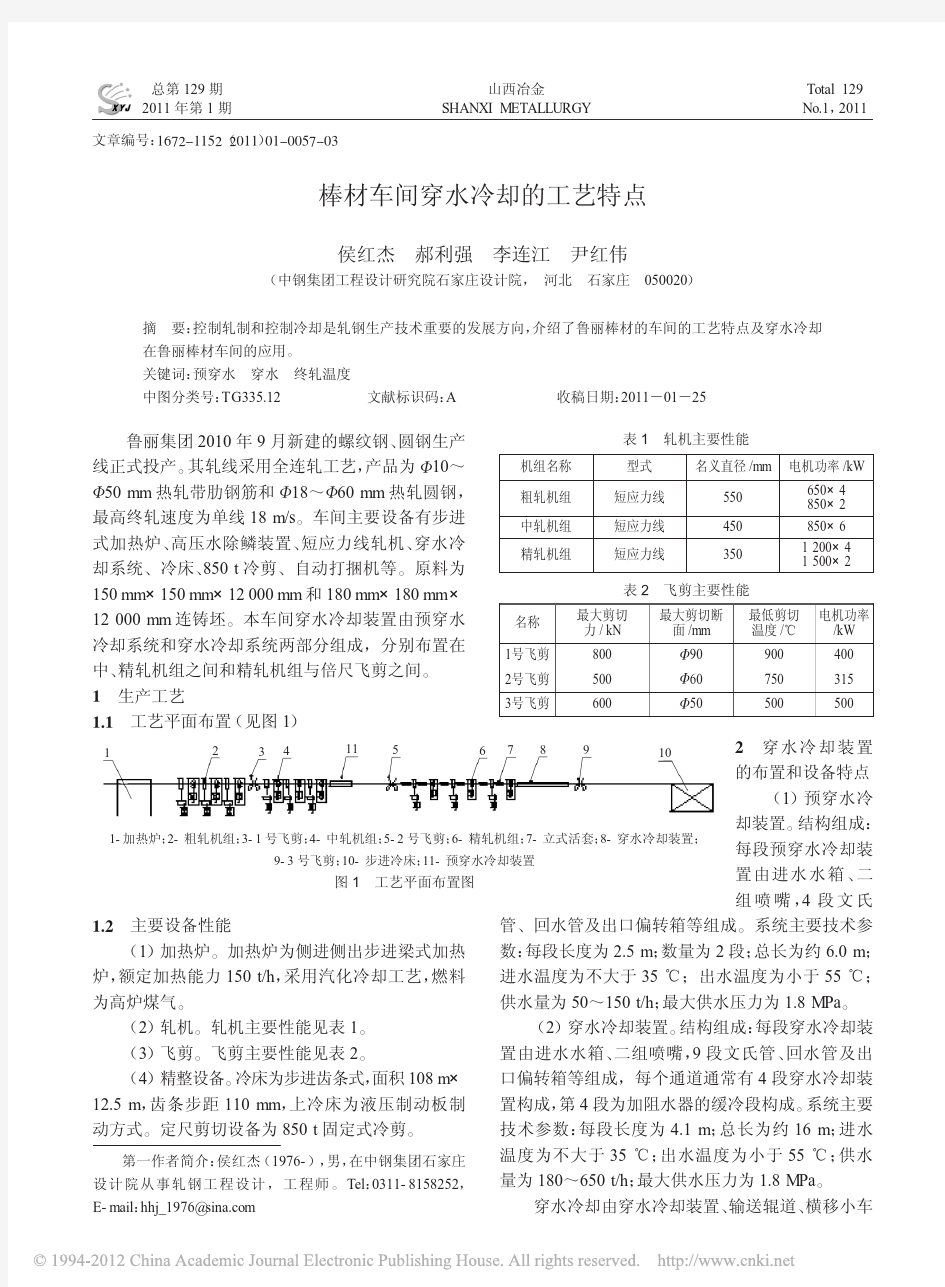
棒材生产线工艺流程
轧钢生产工艺流程 1、棒材生产线工艺流程 钢坯验收→加热→轧制→倍尺剪切→冷却→剪切→检验→包装→计量→入库 (1)钢坯验收〓钢坯质量是关系到成品质量的关键,必须经过检查验收。 ①、钢坯验收程序包括:物卡核对、外形尺寸测量、表面质量检查、记录等。 ②、钢坯验收依据钢坯技术标准和内控技术条件进行,不合格钢坯不得入炉。 (2)、钢坯加热 钢坯加热是热轧生产工艺过程中的重要工序。 ①、钢坯加热的目的 钢坯加热的目的是提高钢的塑性,降低变形抗力,以便于轧制;正确的加热工艺,还可以消除或减轻钢坯内部组织缺陷。钢的加热工艺与钢材质量、轧机产量、能量消耗、轧机寿命等各项技术经济指标有直接关系。 ②、三段连续式加热炉 所谓的三段即:预热段、加热段和均热段。 预热段的作用:利用加热烟气余热对钢坯进行预加热,以节约燃料。(一般预加热到300~450℃) 加热段的作用:对预加热钢坯再加温至1150~1250℃,它是加热炉的主要供热段,决定炉子的加热生产能力。 均热段的作用:减少钢坯内外温差及消除水冷滑道黑印,稳定均匀加热质量。 ③、钢坯加热常见的几种缺陷 a、过热 钢坯在高温长时间加热时,极易产生过热现象。钢坯产生过热现象主要表现在钢的组织晶粒过分长大变为粗晶组织,从而降低晶粒间的结合力,降低钢的可塑性。 过热钢在轧制时易产生拉裂,尤其边角部位。轻微过热时钢材表面产生裂纹,影响钢材表面质量和力学性能。 为了避免产生过热缺陷,必须对加热温度和加热时间进行严格控制。 b、过烧 钢坯在高温长时间加热会变成粗大的结晶组织,同时晶粒边界上的低熔点非金属化合物氧化而使结晶组织遭到破坏,使钢失去应有的强度和塑性,这种现象称为过烧。 过烧钢在轧制时会产生严重的破裂。因此过烧是比过热更为严重的一种加热缺陷。过烧钢除重新冶炼外无法挽救。 避免过烧的办法:合理控制加热温度和炉内氧化气氛,严格执行正确的加热制度和待轧制度,避免温度过高。 c、温度不均 钢坯加热速度过快或轧制机时产量大于加热能力时易产生这种现象。温度不均的钢坯,轧制时轧件尺寸精度难以稳定控制,且易造成轧制事故或设备事故。 避免方法:合理控制炉温和加热速度;做好轧制与加热的联系衔接。 d、氧化烧损 钢坯在室温状态就产生氧化,只是氧化速度较慢而已,随着加热温度的升高氧化速度加快,当钢坯加热到1100—1200℃时,在炉气的作用下进行强烈的氧化而生成氧化铁皮。氧化铁皮的产生,增加了加热烧损,造成成材率指标下降。 减少氧化烧损的措施:合理加热制度并正确操作,控制好炉内气氛。 e、脱碳 钢坯在加热时,表面含碳量减少的现象称脱碳,易脱碳的钢一般是含碳量较高的优质碳素结
化产车间工艺流程
HPF法脱硫 HPF法脱硫属液相催化氧化法脱硫,HPF催化剂在脱硫和再生全过程中均由催化作用,是利用焦炉煤气中的氨做吸收剂,以HPF为催化剂的湿式氧化脱硫,煤气中的H2S等酸性组分由气相进入液相与氨反应,转化为硫氢化铵等酸性铵盐,再在空气中氧的氧化下转化为元素硫。HPF法脱硫选择使用HPF(醌钴铁类)复合型催化剂,可使焦炉煤气的脱硫效率达到99%左右。 二、HPF法脱硫工艺流程 1.HPF法脱硫工艺流程如图5-5所示,从鼓风冷凝工段来的煤气,温度约55℃,首先进入直冷式预冷塔6与塔顶喷洒的循环冷却水逆向接触,被冷至30~35℃;然后进入脱硫塔8。 预冷塔自成循环系统,循环冷却水从塔下部用预冷塔循环泵7抽出送至循环水冷却器3,用低温水冷却至20~25℃后进入塔顶循环喷洒。采取部分剩余氨水更新循环冷却水,多余的循环水返回鼓风冷凝工段,或送往酚氰污水处理站。 预冷后的煤气进入脱硫塔,与塔顶喷淋下来的脱硫液逆向接触以吸收煤气中的硫化氢、氰化氢(同时吸收煤气中的氨,以补充脱硫液中的碱源)。脱硫后煤气含硫化氢降至50mg/m3左右,送入硫酸铵工段。
吸收了H2S、HCN的脱硫液从塔底流出,经水封槽4进入反应槽9,然后用脱硫液循环泵11送入再生塔10,同时自再生塔底部通入压缩空气,使溶液在塔内得以氧化再生,再生后的溶液从塔顶经液位调节器自流回脱硫塔循环吸收。 浮于再生塔顶部扩大部分的硫磺泡沫,利用位差自流入泡沫槽14,经澄清分层后,清液返回反应槽,泡沫用泡沫泵15送入熔硫釜16,经数次加热、脱水,再进一步加热熔融,最后排出熔融硫磺,经冷却后装袋外销。系统中不凝性气体经尾气洗净塔洗涤后放空。 为避免脱硫液盐累积影响脱硫效果,排出少量废液送往配煤。 自鼓风冷凝送来的剩余氨水,经氨水过滤器除去夹带的煤焦油等杂质,进入换热器与蒸氨塔底排出的蒸氨废水换热后进入蒸氨塔,用直接蒸汽将氨蒸出。同时将蒸氨塔上部加一些稀碱液以分解剩余氨水中的固定铵盐。蒸氨塔顶部的氨气经分凝器和冷凝冷却器冷凝成含氨大于10%的氨水送入反应槽,增加脱硫液中的碱源。
工业循环冷却水系统设计规范标准
《》 条文说明 1总则目录 1.01为了控制工业循环冷却水系统由水质引起的结垢、污垢和腐蚀,保证设备的换热效率和使用年限,并使工业循环冷却水处理设计达到技术先进、经济合理,制定本规。 1.02本规适用于新建、扩建、改建工程中间接换热的工业循环冷却水处理设计。 1.03工业循环冷却水处理设计应符合安全生产、保护环境、节约能源和节约用水的要求,并便于施工、维修和操作管理。 1 总则全文 1.0.1本条阐明了编制本规的目的以及为了达到这一目的而执行的技术经济原则。 在工业生产中,影响水冷设备的换热器效率和使用寿命的因素来自两个方面,一是工艺物料引起的沉积和腐蚀;二是循环冷却水引起的沉积和腐蚀。后者是本规所要解决的问题。 因循环冷却水未加处理而造成的危害是很严重的,例如,某化工厂,原来循环水的补充水是未经过处理的深井水,每小时的循环量9560t。由于井水硬度大、碱度高,每运行50h后,有50%的碳酸盐在设备、管道沉积下来,严重影响换热器效率。据统计,空分透平压缩机冷却器,在运转3个月后,结垢厚度达20㎜。打气减少20%。该厂不少设备、在运转3个月后,必须停车酸洗一次,不但影响生产,而且浪费人力、物力。为了防止设备管道产生结垢,该厂在循环水中直接加入六偏磷酸钠、EDTMP和T—801水质稳定剂之后,机器连续3年运行正常。虽然每年需要增加药剂费用2万元,但综合评价经济效益还是合算的。又如某石油化工厂,常减压车间设备腐蚀与结垢现象十分严重,Φ57×3.5面碳钢排管平均使16-20个月后,垢厚达15-40㎜。后经投加聚磷酸盐+膦酸盐+聚合物的复合药剂进行处理,对腐蚀、结垢和菌藻的控制取得了良好的效果。每年可节约停车检修费用约60万元,延长生产周期增产的利润约70万元。减少设备更新费用约4.7万元。现将该厂水质处理前后的冷却设备更新情况列表如下: 某厂冷却设备更新情况统计(单位:台)表1 从上述情况可以看出,循环冷却水采取适当的处理方法,能够控制由水质引起的
三轮总装车间工艺方案
6 总装车间 6.1 车间任务及纲领 a. 车间任务 本车间承担盘式系列、及把式系列电动三轮车的整车装配、调整,车厢总成、盘式车驾驶室总成等分装任务。 b. 生产纲领 全年单班生产整车8万辆。其中把式三轮车与盘式三轮车产量比例为7:3。 6.3 设计原则及主要工艺说明 a. 设计前提 本项目是在原有标准厂房基础上进行改造,新增生产线,形成单班年产整车8万辆三轮电动车的能力。 b. 设计原则 ?车间工艺设计指导思想是以保证产品质量为中心,在工艺流程合理、物流顺畅、降低生产成本上精心设计,充分利用厂房面积,体现出平面布置优化设计。 ?注重提高产品的装配水平,把确保产品装配质量放在首位,在确保产品质量的前提下,做到以人为本少投入,提高经济效益。 ?装配线设计考虑较大柔性。 ?装配线设计注重人机工程学,以减轻工人劳动强度。 ?零部件存放及分装区采取就近布置原则,以减少车间物流距离及减少运输设备。 ?进入总装车间的零部件应为合格产品,以免因零部件原因造成整车质量缺陷。 ?为确保产品质量,装配工具普遍采用电动或气动工具。 ?对于重量在25kg以上的零件及总成采用起重运输设备进行吊运。 ?生产线设置局部照明以保证装配质量并实现节能。 ?生产线旁设置岗位风扇以实现防暑降温,改善劳动环境。 ?车间所有吊挂设备、设施均采用地面立柱结构形式。 c. 主要工艺说明 ?本次设计总装车间利用原有标准厂房进行改造,车间西侧为涂装车间。 ?封闭总装车间与北侧厂房之间通道用于总装车间外协件存放,总装车间南侧接建
9m厂房用于总装车间办公生活间及外协件存放。 驾驶室总成按一天的生产量储存(存放267辆份),其他外协件的存放面积均不足,应由业主考虑缩短储存周期或另外设置一处外协件仓库。 ?总装车间总体布局:厂房中间为整车装配区,装配线西侧靠近涂装车间设置车架及车厢存放区,装配线东侧为整车下线调整区,南北两侧主要为外协件存放区。 ?车厢、车架为厂内自制件,由涂装车间通过轻型积放悬链输送至总装车间,其中车架为总成,车厢需要在总装车间由箱板合装为车厢总成后上总装线。总装车间其他零部件均为外协。 ?设置2条整车装配线,平行布置,均采用板式带支架形式,其中后支架固定在板式带上用于支撑后桥,前支架为活动式以方便不同轴距车型调整支撑点。南侧为把式车装配线,车位间距3.5m,设置14个车位;北侧为盘式、把式混合装配线(以盘式车生产为主进行设计),车位间距4.2m,设置12个车位。混合装配线在吊装驾驶室之前的一段均为人员在两侧地沟内操作(地沟深度约为500mm),在吊装驾驶室工位及其以后均为正常的地面上操作。 ?车架、车厢、驾驶室上线均采用电动葫芦吊运。 ?盘式车驾驶室分装线设置在混合装配线北侧,分装线北侧靠近外协件存放区。分装线采用摩擦地面链小车形式,工位间距2.5m,共设置10个工位,装配完成后的驾驶室人工推至总装线旁,利用电动葫芦吊运上线。 ?车厢分装线设置在车间北侧接建的厂房内,西侧为箱板存放区,南侧为总装车间内车厢总成存放区。分装线采用摩擦地面链小车形式,工位间距3m,共设置8个工位,装配完成后的驾驶室人工推至车厢存放区。 ?前后风挡玻璃胶条加热方式为电加热,加热介质为水,加热水温为70℃-85℃。 ?装配完成的整车调整至合格后开至停车场。 ?主要工艺过程 ?整车装配 装后桥总成→装板簧总成→车架上线→后桥调整→装后减震→装前灯→装全车线束→装前减震→装车把→装全车线束→装车灯→装后制动拉杆→装断电器→装前挡泥瓦→装电气元件→电气元件检验→装前轮及制动总成→装前制动拉线→装里程表芯→
汽车总装工艺设计过程
汽车总装工艺过程 汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的。因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格。由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。因此,必须高度重视汽车整车的总装配工作。 1 总装配的主要工作内容 1.1 物流系统准备 (1)组织进外协件、外购件。 (2)必要的物资储备。 1.2 制定生产计划进度 1.3 制定装配工艺规程 (1)划分装配单元。 (2)制定装配工艺流程。 (3)制定调整、检测标准。 (4)设计装配中的夹具及工位器具。 (5)通过调试确定保证精度的装配方法。 1.4 装配的工作内容 1)清洗、点件
进人装配的零件必须先进行清洗,以去除在制造、贮存、运输过程中所粘附的油脂、污物、切屑、灰尘等。相关部件、总成在运转磨合后也应清洗。清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义。 2)平衡处理 运转机件的平衡是装配过程中的一项重要工作。尤其是那些转速高、运转平稳性要求高的机器,对其零、部件的平衡要求更为严格。旋转体机件的平衡有静平衡和动平衡两种方法。对于盘状旋转体零件,如皮带轮、飞轮等,通常只进行静平衡;对于长度大的旋转机件,如曲轴、传动轴等,必须进行动平衡。 3)过盈连接 对于过盈连接件,在装配前应保持配合表面的清浩。常用的过盈连接装配方法有压人法和热胀法两种。压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。压人法适用于过盈量不大和要求不高的场合。重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配。 4)螺纹连接 在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是: (1)螺栓杆部不产生弯曲变形,螺栓头部、螺母底面与被连接件接触良好。 (2)被连接件应均匀受压,互相紧密贴合,连接牢固。 (3)根据被连接件的形状,螺栓的分布情况,应按一定顺序逐次(一般为2~3次)拧紧螺母。 螺纹连接的质量对装配质量影响很大。如拧紧的次序不对,施力不均会使零件发生变形,降低装配精度,并会造成漏油、漏水、漏气等。运转机件上的螺纹连接,若拧紧力达不到规定
50万吨棒材方案
50万吨全连轧棒材工程 设计方案 2017.10.18
1. 概述 1.1设计依据 本方案是根据甲方的基本要求设计的。甲方技术要求细化后方案将做进一步调整和完善。 1.2主要设计决定 (1)车间设计生产能力为50万t/年。 (2)主要产品为螺纹钢筋和圆钢棒材,其中螺纹钢筋生产规格为10~28mm,圆钢生产规格为16~60.0mm,钢种为普碳钢、优质钢和低合金钢\铝及铝合金1xxx~7xxx系列等。 (3)采用150×150×9000mm连铸坯作为原料。 (4)精轧机采用短应力线高刚度轧机,轧制速度18m/s。 (5)棒材生产线生产工艺分为原料准备、加热、轧制、控制冷却及成品精整等工序,整个轧制工艺采用连续化自动控制。 1.3 主要设计特点及装备水平 (1)坯料全部为连铸坯,一火成材。 (2)全线轧机采用平立交替布置,实现了连续无扭轧制,避免了轧件在轧制过程中的扭转,可有效地减少成品轧件的表面缺陷。 (3)轧线采用微张力和无张力活套轧制,保证产品尺寸精度。 (4)采用控制冷却工艺,可节约能源,改善产品的金相组织,提高产品质量。 (5)采用切分轧制工艺,平衡小规格产品产量。 (6)孔型系统设计采用椭圆-圆孔型系统,轧机导卫系统采用了滚动导卫,可确保轧件的稳定轧制,并可减少轧件的划伤。 (7)轧机主传动采用直流传动系统,技术成熟,运行稳定。 (8)车间采用基础自动化及过程控制两级自动化控制系统。 2 轧钢工艺 2.1 产品大纲及金属平衡 2.1.1 产品大纲 该棒材车间设计规模为年产50万t。 产品品种:圆钢棒材、螺纹钢筋、产品规格:10~60.0mm 其中:圆钢棒材16~60.0mm 螺纹钢筋10~28mm 10~16mm螺纹钢采用切分轧制工艺。 主要钢种:普碳钢、优质碳素钢、低合金钢等、 铝及铝合金1xxx~7xxx系列 交货状态:成捆交货 捆径~300mm 定尺长度 6.0~12.0m 捆重2000~3000kg 执行标准:圆钢GB702-86 螺纹钢GB1499-98
水处理工艺流程
1污水的分类及其来源 根据废水来源可分为城镇污水和农业废水。城市废水又分为:生活污水工业污水雨水 A生活污水 *主要包括粪便水、洗浴水、洗涤水和冲洗水。 *来源:除家庭生活排的废水外还有集体单位和公共事业单位排出的废水。 生活污水以有机物污染为主、可生化性好、但随着饮食结构的改变尤其是治病的新药层出不穷,部分排泄物与生活污水混为一体使污水结构趋于复杂并使处理效果的难度增加。 B工业污水 *是工业生产过程排放的废水,由工业生产车间与厂矿排出的绝大部分工业废水是用于冷却、洗涤及地面冲洗,因此,里面会含有工业生产所用的原料、产品、副产品、和中间产物。 *工业废水的排放特点:1具有排放量大、方式多、范围广。2种类繁多,浓度波动范围大。3迁移变化规律差异大。4毒性强、危害大。5 不宜治理,恢复困难 C雨水 *雨雪降至地面形成地表径流,工业废渣和垃圾堆放厂冲刷排水随着
时间季节环境的变化其成分复杂 D农业废水 *农业废水包括农田灌溉,畜牧业养殖,食品生产加工等过程中废液的排放,分散面积广,不易集中,治理困难。农药化肥,有机富营养物的含量较高 污水污染程度表示指标: 1) BOD -定义:水中有机污染物被好氧微生物分解至无机物时所消 耗的溶解氧的量。 ?指标:在20 C水温下,5d的BOD约占总BOD的70%—80%, 常用BOD20作为总生化需氧量La,工程上常用BOD5作为可生 物降解有机物的综合浓度指标。BOD意义: 直接反应水体中的有机污染情况 能表征易生物降解的有机物 BOD/COD>0.3才认为可采用生物处理 定义:在一定的严格的条件下,水中还原性物质与外 加的强氧化K2Cr2O7,KMnO4等)作用时所消耗的氧量,用 氧(O2)的mg/L表示。COD综合反映有机物质相对含量。
轧钢生产工艺流程介绍
轧钢生产工艺流程介绍 1、棒材生产线工艺流程 钢坯验收f加热f轧制f倍尺剪切f冷却f剪切f检验f包装f计量f入库 (1)钢坯验收=钢坯质量是关系到成品质量的关键,必须经过检查验收。 ①、钢坯验收程序包括:物卡核对、外形尺寸测量、表而质量检查、记录等。 ②、钢坯验收依据钢坯技术标准和内控技术条件进行,不合格钢坯不得入炉。 (2)、钢坯加热 钢坯加热是热轧生产工艺过程中的重要工序。 ①、钢坯加热的目的 钢坯加热的目的是提高钢的塑性,降低变形抗力,以便于轧制;正确的加热工艺,还可以消除或减轻钢坯内部组织缺陷。钢的加热工艺与钢材质量、轧机产量、能量消耗、轧机寿命等各项技术经济指标有直接关系。 ②、三段连续式加热炉 所谓的三段即:预热段、加热段和均热段。 预热段的作用:利用加热烟气余热对钢坯进行预加热,以节约燃料。(一般预加热 到 300?450°C) 加热段的作用:对预加热钢坯再加温至1150?1250°C,它是加热炉的主要供热段,决定炉子的加热生产能力。 均热段的作用:减少钢坯内外温差及消除水冷滑道黑印,稳定均匀加热质量。 ③、钢坯加热常见的几种缺陷 a、过热钢坯在高温长时间加热时,极易产生过热现象。钢坯产生过热现象主要表现在钢的组织晶粒过分长大变为粗晶组织,从而降低晶粒间的结合力,降低钢的可塑
性。过热钢在轧制时易产生拉裂,尤其边角部位。轻微过热时钢材表面产生裂纹, 影响钢材表而质M和力学性能。 为了避免产生过热缺陷,必须对加热温度和加热时间进行严格控制。 b、过烧 钢坯在高温长时间加热会变成粗大的结晶组织,同时晶粒边界上的低熔点非金属化 合物氧化而使结晶组织遭到破坏,使钢失去应有的强度和塑性,这种现象称为过 烧。 过烧钢在轧制时会产生严重的破裂。因此过烧是比过热更为严重的一种加热缺陷。 过烧钢除重新冶炼外无法挽救。 避免过烧的办法:合理控制加热温度和炉内氧化气氛,严格执行正确的加热制度和 待轧制度,避免温度过高。 ( C、温度不均 钢坯加热速度过快或轧制机时产量大于加热能力时易产生这种现象。温度不均的钢坯,轧制时轧件尺寸精度难以稳定控制,且易造成轧制事故或设备事故。 避免方法:合理控制炉温和加热速度;做好轧制与加热的联系衔接。 d、氧化烧损 钢坯在室温状态就产生氧化,只是氧化速度较慢而己,随着加热温度的升高氧化速度加快,当钢坯加热到1100-1200°C时,在炉气的作用下进行强烈的氧化而生成氧化铁皮。氧化铁皮的产生,增加了加热烧损,造成成材率指标下降。 减少氧化烧损的措施:合理加热制度并正确操作,控制好炉内气氛。 e、脱碳 钢坯在加热时,表面含碳量减少的现象称脱碳,易脱碳的钢一般是含碳量较高的优
华盛化工循环冷却水系统
华盛化工循环冷却水系统 水处理方案 1. 前言: 1.1 水质处理的意义: 据统计,在现代化工厂的全部用水量中,冷却用水占67%~80% ,工艺用水占15%~26%,其余为锅炉用水约占5%~7%。在工业生产的早期,由于对节水的要求不高,冷却水多是直流水或半直流水,浓缩倍数较低,很少进行缓蚀阻垢处理。随着工业的发展,企业已普遍用循环水代替直流水,并提高循环冷却水的浓缩倍数,既能最大限度地节省工业冷却用水及水稳药剂,又能有效地防止设备的腐蚀和结垢,减少对环境的污染。提高浓缩倍数后必须进行缓蚀阻垢处理,因为随着循环水浓缩倍数的增加,水中成垢盐类及腐蚀性离子亦成倍增加,带来严重的结垢腐蚀问题。美国从1930年开始,对敞开式循环冷却水的水质处理进行了研究;日本从1955年开始也从事这方面的研究与应用工作;我国从20世纪70年代开始进行水质稳定技术的研究与应用工作,取得较好效果。碳钢的腐蚀率由0.2~0.8 mm/a降低至0.075 mm/a。 1.2 循环冷却水系统中的结垢: 冷却水结垢的主要原因是因为水中含有较多的重碳酸钙,在加热过程中分解为碳酸钙,二氧化碳和水。碳酸钙在冷却设备内表面沉积下来。碳酸盐水垢通常以致密的结晶沉淀在加热器壁面甚至冷却塔填料或壁上。 1.3 循环冷却水的腐蚀: 冷却水的氧含量高达4~7 mg/ L,另外水中溶解有较多的无机盐类,因而腐蚀性很强。 1.4 循环冷却水中微生物的腐蚀: 循环冷却水产生腐蚀还与微生物产生的软垢有关。此外,生物粘泥软垢也是影响传热和引起管路堵塞的原因之一,因此,必须进行杀菌处理。一般存在于循环冷却水系统中的微生物有真菌、藻类、细菌3种,主要采用投加氧化性杀菌剂及非氧化性杀菌剂,凉水塔涂刷防污漆等方法进行控制。
棒材生产工艺
2、轧钢工艺 2.1 产品大纲及金属平衡 2.1.1 产品大纲 本车间设计为2条年产量80万吨的高速线材生产线。 主要产品规格为: 圆钢: Φ5.0—Φ20mm 光面线材 螺纹钢: Φ6.0—Φ18mm 螺纹钢筋 生产钢种为:普通碳素结构钢、优质碳素结构钢、锚螺钢、合金钢、不锈钢、 轴承钢等。 按品种规格和钢种分类的产品大纲见表2—1、2—2。 产 品 大 纲 表 2—1 产 品 大 纲 表 2—2 序号 产品规格范围 年产量(t ) 比例(%) 序号 钢种 代表钢号 年产量(t ) 比例(%) 1 普通碳素结构钢 Q235 400000 25 2 优质碳素结构钢 45# 80# 480000 30 3 焊条钢 320000 20 4 弹簧钢 60Mn 60Si 2Mn 64000 4 5 合金结构钢 40Gr 160000 10 6 冷镦优质钢 ML25—ML45 80000 10 7 不锈钢 8000 0.5 8 轴承钢 8000 0.5 7 合计(t ) 1600000 100 8 比例(%) 100
1 ф5-ф5.5 160000 10 2 ф6.0—ф9 400000 25 3 ф10—ф13 720000 45 4 ф14—ф18 240000 15 5 ф20 80000 5 合计100 2.1.2 产品质量及标准 (1)产品交货状态: 均以盘卷状态交货 (2)产品执行标准 —GB/T14981-94热轧盘条尺寸、外形、重量及允许偏差 —GB700-88碳素结构钢 —GB/T699-1999优质碳素结构钢技术条件 —GB6478-86冷镦钢技术条件 —GB/T3077-1999合金结构钢技术条件 —GB1222-84弹簧钢 2.1.3 原料 车间所用原料为连铸坯,全部由潍钢炼钢供给,钢坯规格尺寸为:150×150×12000mm,净重为2075kg,最小坯料长度为8000mm。 坯料应满足国家标准YB2011—83中规定和YB/T004—91中规定的内容。 连铸坯年需要量为166.4万吨。 2.1.4 金属平衡 车间原料用量为166.4万吨,成品量为160万吨,成材率为96%,金属平衡见表2—2。 车间金属平衡表表2-3 产品炉内烧损及二次氧化切损及轧废 原料量(t) 数量所占数量所占数量所占
年产56万吨棒材厂车间设计_毕业设计
内蒙古科技大学 本科生毕业设计说明书 题目:设计年产量为56万吨的棒 材厂车间,计算产品为Φ 32mm的螺纹钢,占年产 量的9%
年产量为56万吨棒材生产车间,设计产品Φ32mm螺纹钢, 占年产量的9% 摘要 近年来,随着钢铁工业的蓬勃发展,对钢铁产品的需求逐年加大,为棒材带来生机和新的挑战。棒材作为小型材的重要组成部分,在我国的钢铁生产占有着极其重要的位置。在棒材生产线过程中,我国已掌握切分轧制技术并实行生产,对于传统的孔型中轧制技术尤为成熟,特别是控制轧制、控制冷却的技术的应用,保证了棒材的质量。轧制能耗一直是影响轧制产品成本的一个主要因素,在轧制过程中要降低不合格率,实行轧制过程中的全程跟踪和管理。 本设计是在包头建立一个56万吨的中型棒材厂,主要生产Φ12~Φ40mm的圆钢和螺纹钢。代表产品为Φ32mm的螺纹钢,其产量为年产量的9%。产品质量执行国家标准。主要包括产品方案的制定、孔型设计、主辅设备的选择、生产能力的计算、车间平面布置、主要经济技术指标等内容。 关键词:螺纹钢;孔型设计;车间布置;强度校核;设备
A bar plant of 560,000 tons production capacity ,design produanction Φ32mm thread steel,accounting for 9% of annual output Abstract In recent years,it brings vital forces and new challenge for rods as the viorous development of on iron and industry and great demand for iron and steel products year by year. Rods as a important part of small profile account for very important position on the steel industry in china. In the process of manufacturing the rods and bars and wire stock, slit rolling technology and implementation of production based on this technology is mastered in domestics, and the traditional method of rolling pass in the technique is more mature, particular in controlled rolling, controlled cooling technology to ensure the quality of rods and bars. Rolling energy consumption is a major factor to decide the rolling production cost, while to reduce the productive rate of unqualified products and implement the track and management in the whole process. The design is to establish a medium-sized rods and bars plant capability of 560,000tons,which produces round steels and thread steel bars with diameter Φ12~Φ40mm.Its representative produce thread steel bars with diameterΦ32,whose output is 9% of the annual output.The quality of product follows and executes national standard. Mainly include the product scheme of designing, the pass design, the choice of main equipment, calculation of production capacity,the plant layout and main economic and technology indicators. Keywords: Thread steels; Pass design; Facility layout; Strength check; equipment.
电厂化学水处理工艺流程
电厂化学水处理工艺流程 Final approval draft on November 22, 2020
化学水处理系统 一.从给水品质标准看化学水处理的必要性 下表是锅炉给水品质标准。 总硬度 (μmol/L) 溶解氧 (μg/L) 电导率 (μs/cm) 二氧化硅 (μg/L) PH值 (25℃) 二氧化碳 (μg/L) 标准≤30 ≤50 10 ≤20 ~≤20 我国北方多采用深井水源,其水质超标最严重的是总硬度,总硬度是指溶液中钙离子(Ca2+)和镁离子(Mg2+)摩尔浓度的平均值。所谓摩尔浓度指每升溶液中溶质含量的毫摩尔数。例如Ca的原子量为40,1mol Ca2+的质量是80g (其化学意义是:1mol Ca2+内含×1023个钙离子)。如果1L溶液中含有1g Ca2+,那么它的摩尔浓度是1/80=L=L。 给水水质不良,特别是钙、镁、钠、硅酸根离子超标,会给热力设备造成如下危害: 1. 热力设备的结垢:如果进入锅炉或其它热交换器的水质不良,则经过一段时间运行后,在和水接触的受热面上,会生成一些固体附着物,这种现象称为结垢,这些固体附着物称为水垢。因为水垢的导热性比金属差几百倍,而这些水垢又极易在热负荷很高的锅炉炉管中生成,所以结垢对锅炉(或热交换器)的危害性很大;它可使结垢部位的金属管壁温度过高,引起金属强度下降,这样在管内压力的作用下,就会发生管道局部变形、产生鼓包,甚至引起爆管等严重事故。结垢不仅危害安全运行,而且还会大大降低发电厂的经济性。例如,热力发电厂锅炉的省煤器中,结有1mm厚的水垢时,其燃料用量就比原来的多消耗%~%。因此有效防止或减少结垢,将会产生很大的经济效益。另外,循环水的水质不良,在汽轮机凝汽器内结垢会导致凝汽器真空度降低,从而使汽轮机的热效率和出力下降;过热器的结垢会使蒸汽温度达不到设计值,使整个热力系统的经济性降低。热力设备结垢以后,必须及时进行清洗工作,这就要停运设备,减少了设备的年利用小时数;此外,还要增加检修工作量和费用等。 2.热力设备及其系统的腐蚀:发电厂热力设备的金属经常和水接触,若水质不良,则会引起金属腐蚀,如给水管道,省煤器、蒸发器、加热器、过热器和汽轮机凝汽器的换热管,都会因水质不良而腐蚀。腐蚀不仅要缩短设备本身的使用期限,造成经济损失;而且腐蚀产物转入水中,使给水中杂质增多,从而加剧在高热负荷受热面上的结垢过程,结成的垢又会加速炉管的垢下腐蚀。此种恶性循环,会迅速导致爆管等事故。 3. 过热器和汽轮机流通部分的积盐:水质不良还会使蒸汽溶解和携带的杂质(主要是Na+和HSiO3-离子)增加,这些杂质会沉积在蒸汽的流通部位,如过热器和汽轮机,这种现象称为积盐。过热器管内积盐会引起金属管壁过热甚至爆管;阀门会因积盐而关闭不严;汽轮机内积盐会大大降低汽轮机的出力和效率,即使少量的积盐也会显着增加蒸汽流通的阻力,使汽轮机的出力下降。当汽轮机积盐严重时,还会使推力轴承负荷增大,隔板弯曲,造成事故停机。
工业循环冷却水系统处理的重要性
工业循环冷却水系统处理的重要性 循环水的使用及水处理的重要性 用水来冷却工艺介质的系统,我们称作冷却水系统,通常可分为以下两种类型:直流冷却水系统和循环冷却水系统。其中,循环冷却水系统目前已被广泛地应用于各行各业之中,比如,石油化工、电力、冶金、医药、纺织、机械、电子等等传统工业企业中的工艺用循环冷却水系统,及各楼宇的中央空调用循环冷却水系统。 最早使用的是直流冷却水系统,冷却水仅仅通过换热设备一次,用过后水就被排放掉。这种系统虽然投资少、操作简便,但它的用水量却很大,冷却水的操作费用也大,不符合节约使用水资源的要求,目前基本都改成了循环冷却水系统(除了海水中还在使用的直流冷却水系统),即冷却水用过后不立即排放掉,而是收回循环再用。从直流水系统到循环水系统,水资源的节约非常可观,例如:一个年产30万吨的合成氨工厂,如采用直流水系统,每小时用水量约25000T,而改成循环水系统,并以3倍的浓缩倍数运行,则每小时耗水量只需约550T。 冷却水循环后遇到什么问题? 腐蚀:冷却水在循环使用中,水在冷却塔内和空气充分接触,使水中的溶解氧得到补充,所以循环水中溶解氧总是饱和的,水中溶解氧是造成金属电化学腐蚀的主要原因,这是冷却水循 环后易带来的问题之一。 结垢:水在运行中蒸发(尤其是在冷却塔的环境中),使循环水中含盐量逐渐增加,加上水中二氧化碳在塔中解析逸散,使水中碳酸钙或其它盐类在传热面上结垢析出的倾向增加,这是问题之二。 生物污垢:冷却水和空气接触,吸收了空气中大量的灰尘、泥沙、微生物及其孢子,使系统的污泥增加;冷却塔内的光照、适宜的温度、充足的氧和养分都有利于细菌和藻类的生长,从而使系统粘泥增加,在换热器内沉积下来,造成了粘泥的危害,这是水循环使用后易带来的问题之三。 冷却水循环后,冷却水补充水量可大幅度降低,节约了用水,这是我们所希望的。但水循环后突出的腐蚀、结垢和生物污垢等问题如不解决,生产装置的长周期、满负荷、安全稳定运行是难以保证的,那么采用循环水后所期望的经济、技术效益不仅不能充分发挥,而且将给企业带来许多危害——严重的沉积物的附着、设备腐蚀和微生物的大量滋生,由此形成的黏泥污垢堵塞管道或各种材料及设备严重受损等问题,会威胁和破坏工厂的安全生产;而由于各种沉积物使换热设备的水流阻力加大,水泵及相关设备的能耗大幅增加,传热效率降低,从而降低产品品质或生产效率,这一切都可能造成极大的经济损失,例如:电厂出现此类问题,必然使凝汽器凝结水的温度升高、真空度下降,严重影响汽轮机的出力和电厂的发电量,并且大幅增加能耗(有一个经验数值:发电机组真空度每下降1%,多耗燃料原油0.8%)。 所以,必须要选择一种科学合理、全面有效且经济实用的循环冷却水处理方案,使上述问题得到妥善解决或改善,水处理就是通过水质处理的办法来解决以上问题。如能真正做好水处理,不但能保证保质保量、安全生产,而且还能通过大幅降低能耗、节约材料、节约用水来降低生产成本,直接创造可观的经济效益,例如在电厂,就可以提高汽轮机凝汽器的真空度,一般可提高7~8%,提高汽轮机的功率,提高电负荷5~6%,增加发电能力;如应用在低压锅炉炉内处理,不但可将水处理运行费用从仅使用炉外处理方式时的0.5元/吨降到0.3元/吨左右,而且据统计,可使每台2t?h-1的锅炉节煤约5%;现代工业一般水冷换热器在未进行水处理时的寿命为2年左右,经水处理后的寿命可达7~8年,检修费和检修工作量可降低90%,一个小型化工厂由此节约的检修费即可达50万元。 科学合理且全面完整的化学水处理方案
棒材车间工艺设计
学号:200706020228 H EBEI United U NIVERSITY 课程设计说明书 Curriculum D ESIGN 设计题目:设计年产350万吨2230热轧带钢压下规程设计 学生姓名:刘森 专业班级:07轧2班 学院:冶金与能源学院 指导教师:赵丹老师 2011年03月10日
1轧钢机选择 (3) 1.1轧钢机选择的原则 (3) 1.2坯料尺寸 (5) 1.3压下制度 (5) 1.4校核咬入能力 (7) 1.5轧钢机机架布置及数目的确定 (7) 1.5.1 粗轧前立轧机(E1、E2) (8) 1.5.2 四辊第一粗轧机(R1) (8) 1.5.3 四辊第二粗轧机(R2) (8) 1.5.4精轧前立轧机(FE) (9) 1.5.5精轧机组(F1~F7) (9) 2 轧制工艺计算 (10) 2.1 确定各道次的轧制速度 (10) 2.2 确定轧件在各道次中的轧制时间 (11) 2.3 轧制图表 (11) 2.4 轧制温度的确定 (12) 2.5 各道的变形抗力 (12) 2.6 计算各道的传动力矩 (15) 2.7 轧辊辊缝和转速的设定 (17)
1.1轧钢机选择的原则 轧钢机是完成金属轧制变形的主要设备,是代表车间生产技术水平、区别于其它车间类型的关键。因此,轧钢车间选择的是否合理对车间生产具有非常重要的作用。 轧钢机选择的主要依据是:车间生产的钢材的钢种,成品品种和规格,生产规模的大小以及由此而确定的产品生产工艺过程。对轧钢车间工艺设计而言,轧钢机选择的内容是:确定轧机的结构型式,确定其主要参数,选用轧机机架数即布置形式。 在选择轧钢机时,一般要注意,考虑下列原则: (1) 在满足产品方案的前提下,使轧机组成合理,布置紧凑; (2) 有较高的生产率和设备利用系数; (3) 保证获得良好的产品,并考虑到生产新产品的可能; (4) 有利于轧机的机械化,自动化的实现,有助于工人的劳动条件改善; (5) 轧机结构型式先进合理,制造容易,操作简单,维修方便; (6) 备品备件更换容易,并利于实现备品备件的标准化; (7) 有良好的综合经济技术指标。 目前,由于机械制造业的发展,轧钢生产的日益进步,现在的主要轧机除去一些特殊用途外,基本上都已经趋于系列化,标准化了。为我们选用轧机进行生产提供了方便的条件。 当今新型热带轧机主要有:CVC轧机、HC轧机、PC轧机等。 1.CVC(Continuously Variable Crown)轧机 近年来采用的CVC轧机是德国技术和其他国家专利的结合物,它被世界各国认为是一个能对辊型连续调整的理想设备。CVC辊和弯辊装置配合使用可以 。CVC精轧机组的配置一般是,前几架采用CVC辊控制凸调节辊缝达600m 度,后几架采用CVC辊主要控制平直度。 CVC的基本原理是:将工作辊身沿轴线方向一半削成凹辊型,另一半削成凸辊型,整个辊身成S型或花瓶式轧辊,并将上下工作辊对称布置,通过轴向对称分别移动上下工作辊。如图2所示。
电厂化学水处理工艺流程
化学水处理系统一.从给水品质标准看化学水处理的必要性 下表是锅炉给水品质标准。 总硬度 (口mol/L)溶解氧 (卩g/L)电导率 (s/cm)二氧化硅 (口g/L) PH值 (25 C )二氧化碳 (u g/L) 标准 < 30 < 50 10 < 20 8.8 ?9.2 < 20 我国北方多采用深井水源,其水质超标最严重的是总硬度,总硬度是指溶液中钙离 子(Ca2+)和镁离子(Mg廿)摩尔浓度的平均值。所谓摩尔浓度指每升溶液中溶质含量的毫摩尔数。例如Ca的原子量为40,1mol Ca2+的质量是80g (其化学意义是:1mol Ca2 +内含6.02 X 1023个钙离子)。如果1L溶液中含有1g Ca2 +,那么它的摩尔浓度是1/80 = 0.0125mol/L = 12.5mmol/L。 给水水质不良,特别是钙、镁、钠、硅酸根离子超标,会给热力设备造成如下危
害: 1. 热力设备的结垢:如果进入锅炉或其它热交换器的水质不良,则经过一段时间运行后,在和水接触的受热面上,会生成一些固体附着物, 这种现象称为结垢,这些固体附着物称为水垢。因为水垢的导热性比金属差几百倍,而这些水垢又极易在热负荷很高的锅炉炉管中生成,所以结垢对锅炉(或热交换器)的危害性很大;它可使结垢部位的金属管壁温度过高,引起金属强度下降,这样在管内压力的作用下, 就会发生管道局部变形、产生鼓包,甚至引起爆管等严重事故。结垢不仅危害安全运行,而且还会大大降低发电厂的经济性。例如,热力发电厂锅炉的省煤器中, 结有1mm厚的水垢时,其燃料用量就比原来的多消耗1.5 %? 2.0%。因此有效防止或减少结垢,将会产生很大的经济效益。另外,循环水的水质不良,在汽轮机凝汽器内结垢会导致凝汽器真空度降低, 从而使汽轮机的热效率和出力下降;过热器的结垢会使蒸汽温度达不到设计值,使整个热力系统的经济性降低。热力设备结垢以后, 必须及时进行清洗工作,这就要停运设备,减少了设备的年利用小时数;此外,还要增加检修工作量和费用等。 2. 热力设备及其系统的腐蚀:发电厂热力设备的金属经常和水接触,若水质不良,则会引起金属腐蚀,如给水管道,省煤器、蒸发器、加热器、过热器和汽轮机凝汽器的换热管,都会因水质不良而腐蚀。腐蚀不仅要缩短设备本身的使用期限,造成经济损失;而且腐蚀产物转入水中,使给水中杂质增多,从而加剧在高热负荷受热面上的结垢过程,结成的垢又会加速炉管的垢下腐蚀。此种恶性循环,会迅速导致爆管等事故。 3. 过热器和汽轮机流通部分的积盐:水质不良还会使蒸汽溶解和携带的杂质(主要是Na+和HSiO,离子)增加,这些杂质会沉积在蒸汽的流通部位,如过热器和汽轮机,这种现象称为积盐。过热器管内积盐会引起金属管壁过热甚至爆管;阀门会因积盐而关闭不严;汽轮机内积盐会大大降低汽轮机的出力和效率,即使少量的积盐也会显着增加蒸汽流通的阻力,使汽轮机的出力下降。当汽轮机积盐严重时, 还会使推力轴承负荷增大,隔板弯曲,造成事故停机。
车间工艺冷却水改造方案
牙膏车间、乳化车间工艺冷却水系统 改造方案 设备管理部 2015年05月11日
技术方案 一、依据: 1、项目概况: 1)项目位于3号楼日化生产车间,项目为牙膏车间、乳化车间工艺冷却水改造; 2)牙膏车间: (1.)现状2台700kg/台的釜(牙膏), 计划后续再增设1台1500kg/台的釜(牙膏); 牙膏釜为夹套式反应釜; (2.)牙膏釜物料为常温,搅拌产生大量热,需要工艺冷却水降温,以维持搅拌过程中物料温度≤ 30℃; (3.)原设计用自来水降温,冬季自来水温度≤9℃时能满足生产工艺要求,其它季节时段均无法满足正常生产工序要求; 3)洗涤液区: (1.)现状2台1100kg/台的釜(洗涤), 计划后续再增设1台2000kg/台的釜(洗涤); 洗涤液釜为夹套式反应釜; (2.)洗涤液釜物料为常温,先用0.30MPa饱和蒸汽加热至85℃,静置后用冷却水降温至38℃,生产工序要求降温时间为40min; (3.)原设计用空调冷水降温,由于管路、冷量设计不足,造成无法满足生产工序要求,目前几乎全年都在用自来水降温,辅以空调冷水; 4)洁面乳区: (1.)现状2台300kg/台的釜(洁面乳)+ 2台200kg/台的釜(洁面乳)洁面乳釜为夹套式反应釜; (2.)洁面乳釜物料为常温,先用0.20MPa饱和蒸汽加热至85℃,静置后用冷却水降温至35℃,生产工序要求降温时间为40min; (3.)原设计用空调冷水降温,由于管路、冷量设计不足,造成无法满足生产工序要求,目前几乎全年都在用自来水降温,辅以空调冷水; 5)园区冷源状况: (1.)3#厂房空调冷水站房: 地下水源热泵机组:CL=977KW,目前夏季剩余热量20%;