易流态化货物运输的技术
易流态化货物安全运输研究*
赵月林a,孟淑娴b*
(大连海事大学 a.航海学院; b.法学院,辽宁大连 116026)
摘要:本文从分析装载易液态化货物船舶的倾覆机理入手,识别影响运输易流态化货物船舶安全的危险因素,提出了装载易液态化货物过程中的一般性安全措施和这种船舶在航行中的应急措施。
关键词:易液态化货物,稳性,倾覆, 适运水分限,安全运输
易流态化货物大致可以分为两类,一类是各种精选矿,如铁精矿、铅精矿、黄铜矿等;另一类为具有与精选矿性质类似的其他物质如散装草泥、散装鲜鱼、镍矿、煤泥、氟石、萤石粉等。这些货物,若水分含量超过一定比例时,在海上运输过程中,受到外界各种力的作用,水分渗移而形成流态化而导致货物移动,并使得船舶稳性降低甚至失去稳性,进而导致船舶倾覆。2010年10月底到12月初不到两个月的时间内,三艘运输镍矿的船舶倾覆沉没。①本文试图从分析造成船舶倾覆的机理入手,识别影响船舶运输易流态化货物安全的危险因素,提出相应的针对性措施和建议。1.运输货物的流态化致使船舶倾覆的机理分析
易流态化货物的易流态性以流动水分点(Flow Moisture Point-FMP)来表征,它是指货样在规定的试验方法下达到流态时的含水量。货物在装运时,其实际含水量必须小于流动水分点,为安全计,一般取流动水分点的90%作为该货物的适运水分限(Transportable Moisture Limit-TML)。
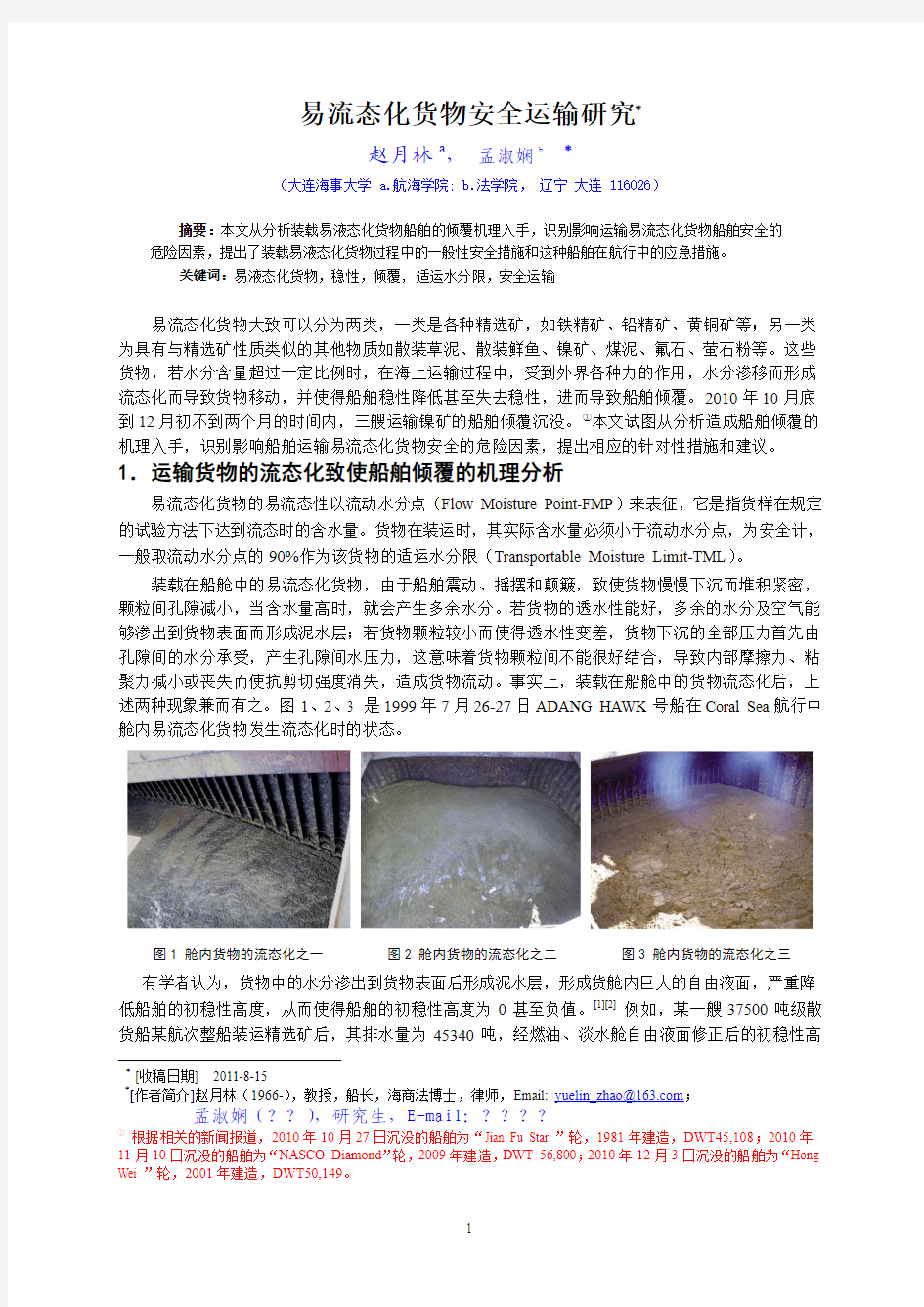
装载在船舱中的易流态化货物,由于船舶震动、摇摆和颠簸,致使货物慢慢下沉而堆积紧密,颗粒间孔隙减小,当含水量高时,就会产生多余水分。若货物的透水性能好,多余的水分及空气能够渗出到货物表面而形成泥水层;若货物颗粒较小而使得透水性变差,货物下沉的全部压力首先由孔隙间的水分承受,产生孔隙间水压力,这意味着货物颗粒间不能很好结合,导致内部摩擦力、粘聚力减小或丧失而使抗剪切强度消失,造成货物流动。事实上,装载在船舱中的货物流态化后,上述两种现象兼而有之。图1、2、3 是1999年7月26-27日ADANG HAWK号船在Coral Sea航行中舱内易流态化货物发生流态化时的状态。
图1 舱内货物的流态化之一图2 舱内货物的流态化之二图3 舱内货物的流态化之三有学者认为,货物中的水分渗出到货物表面后形成泥水层,形成货舱内巨大的自由液面,严重降低船舶的初稳性高度,从而使得船舶的初稳性高度为0甚至负值。[1][2] 例如,某一艘37500吨级散货船某航次整船装运精选矿后,其排水量为45340吨,经燃油、淡水舱自由液面修正后的初稳性高
* [收稿日期] 2011-8-15
*[作者简介]赵月林(1966-),教授,船长,海商法博士,律师,Email: yuelin_zhao@https://www.360docs.net/doc/ca18572901.html,;
孟淑娴(??),研究生,E-mail:????
①根据相关的新闻报道,2010年10月27日沉没的船舶为“Jian Fu Star ”轮,1981年建造,DWT45,108;2010年11月10日沉没的船舶为“NASCO Diamond”轮,2009年建造,DWT 56,800;2010年12月3日沉没的船舶为“Hong Wei ”轮,2001年建造,DWT50,149。
度GM 值为2.92米,航行途中倘若每个货舱货堆表面均产生渗水,由于渗水所产生的自由液面对初稳性高度总的影响值为4.60米,此时船舶实际的初稳性高度为1.68米。[1][2] 笔者不完全赞同这种观点。在货舱内货物表面形成的泥水层,确有自由液面的特性,会造成船舶稳性的降低,但严格地讲,在货物表面形成的泥水层,因其尚不能自由流动,因而不能完全称之为自由液面,除非在货物表面已经形成了明水(例如在镍矿表面形成了游离水)能够随船舶摇摆自由移动。货物表面泥水层和流态化货物的横向移动,是导致船舶产生横倾、船舶稳性降低,最后导致船舶倾覆的主要原因,现分述如下。
1.1 流态化货物在舱内的移动导致船舶的横倾
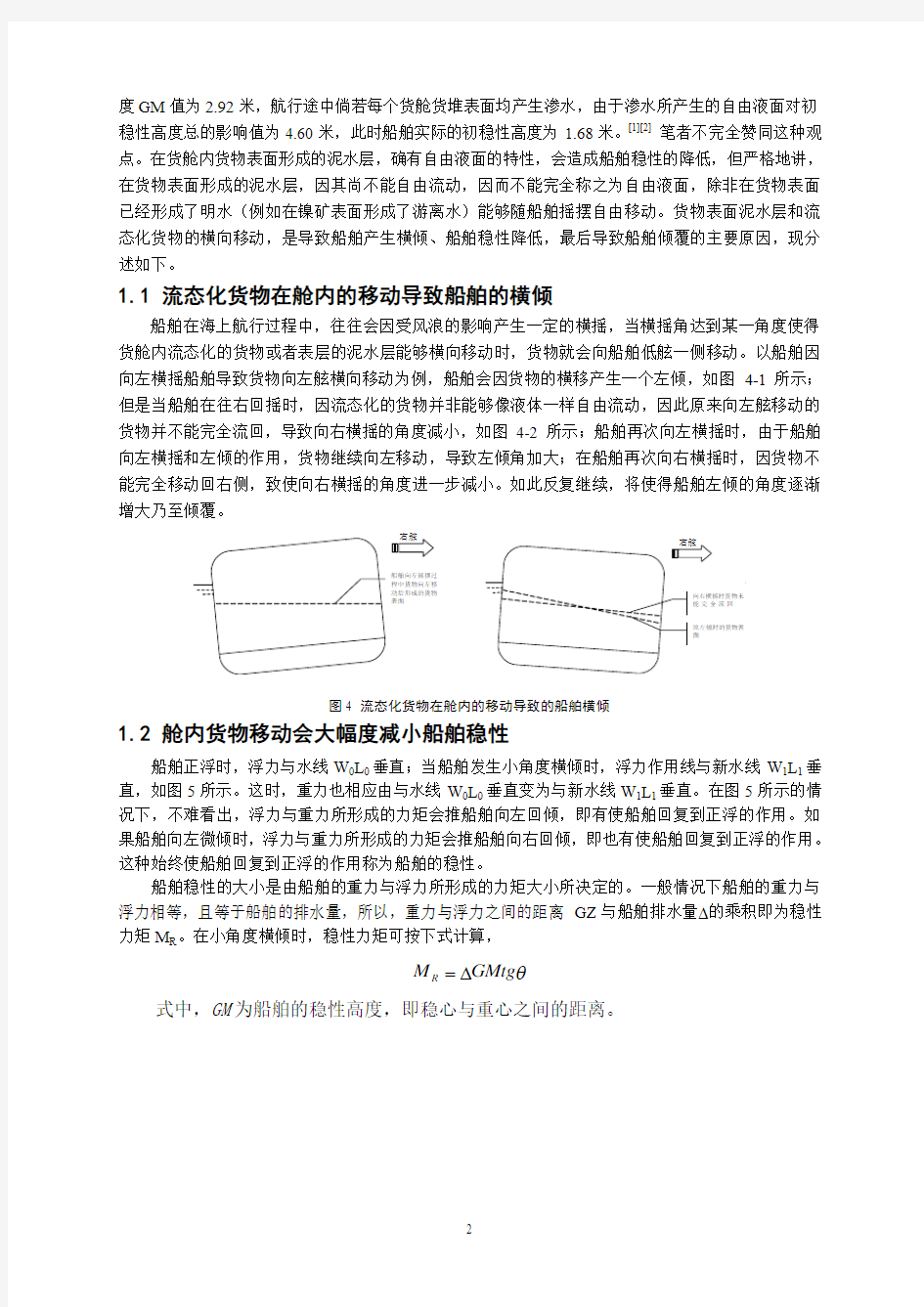
船舶在海上航行过程中,往往会因受风浪的影响产生一定的横摇,当横摇角达到某一角度使得货舱内流态化的货物或者表层的泥水层能够横向移动时,货物就会向船舶低舷一侧移动。以船舶因向左横摇船舶导致货物向左舷横向移动为例,船舶会因货物的横移产生一个左倾,如图4-1所示;但是当船舶在往右回摇时,因流态化的货物并非能够像液体一样自由流动,因此原来向左舷移动的货物并不能完全流回,导致向右横摇的角度减小,如图4-2所示;船舶再次向左横摇时,由于船舶向左横摇和左倾的作用,货物继续向左移动,导致左倾角加大;在船舶再次向右横摇时,因货物不能完全移动回右侧,致使向右横摇的角度进一步减小。如此反复继续,将使得船舶左倾的角度逐渐增大乃至倾覆。
船舶向左摇摆过
程中货物向左移
动后形成的货物
表面
图4 流态化货物在舱内的移动导致的船舶横倾 1.2 舱内货物移动会大幅度减小船舶稳性
船舶正浮时,浮力与水线W 0L 0垂直;当船舶发生小角度横倾时,浮力作用线与新水线W 1L 1垂直,如图5所示。这时,重力也相应由与水线W 0L 0垂直变为与新水线W 1L 1垂直。在图5所示的情况下,不难看出,浮力与重力所形成的力矩会推船舶向左回倾,即有使船舶回复到正浮的作用。如果船舶向左微倾时,浮力与重力所形成的力矩会推船舶向右回倾,即也有使船舶回复到正浮的作用。这种始终使船舶回复到正浮的作用称为船舶的稳性。
船舶稳性的大小是由船舶的重力与浮力所形成的力矩大小所决定的。一般情况下船舶的重力与浮力相等,且等于船舶的排水量,所以,重力与浮力之间的距离GZ 与船舶排水量?的乘积即为稳性力矩M R 。在小角度横倾时,稳性力矩可按下式计算,
θGMtg M R ?=
式中,GM 为船舶的稳性高度,即稳心与重心之间的距离。
图5 货物移动对稳性的影响
当如图5中的右倾的船舶的货物向右移动时,相当于船舶的重心位置也向右做了移动,稳性力
臂即重力与浮力之间的距离GZ 减小为G ′Z ,船舶的初稳性高度GM 值也会相应降低。因此,从上图可以看出,当货物随着船舶的轻微横倾而移动时,船舶的稳性高度降低。
若货物横向移动的周期与船舶的摇摆周期一致时,其对船舶稳性的影响相当于自由液面对船舶稳性的影响,因而会始终减小船舶的稳性。如前所述,由于流态化的货物移动并非完全与流体一样处于自由流动状态,因此,这种流态化货物的横向移动对船舶对稳性的影响表现得更为复杂,要准确计算这种货物移动对稳性高度的影响存在较大的困难,但这种影响比真正的自由液面的影响要小一些。
1.3 舱内货物流态化后船舶初稳性高度接近为0的定性分析
若流态化货物横向移动的周期与船舶的摇摆周期一致时,其对船舶稳性的影响相当于自由液面对船舶稳性的影响,因而会始终减小船舶的稳性,其减小值δGM 为
?ρδx ''I GM -=
式中,I ′x 为货物液面表面积对船舶纵轴即横倾轴的面积惯矩(m 4);
ρ′为舱内液体的密度(t/m 3);?为船舶排水量(t)。
若整船货物均出现了流态化,各舱内均会形成自由液面,如图6所示。可以看出,舱内货物的
移动表面即只略小于船舶的水线面积,相差的面积只是首尖舱和机舱等部位。
图6. 货舱液面与水线面面积的比例
而船舶的稳性半径r 为
?ρx ""I r -=
式中,I ″x 为船舶水线面面积对船舶纵轴即横倾轴的面积惯矩(m 4);
ρ″为舷外水的密度(t/m 3);
?为船舶排水量(t)。
当货物发生流态化时,舱内液体的密度与舷外水密度相当,货物表面的液面面积与船舶水线面面积相差不多,即货物液面对稳性的减小值δGM略小于船舶的稳性半径r,即δGM约等于r。
货物流态化前,船舶初稳性高度G0M的表达式为
G-
+
=
M
KB
KG
r
式中,KB为船舶浮心距基线高度(米);
KG为船舶重心距基线高度(米)。
货物流态化后,船舶初稳性高度G1M的表达式为
GM
-
+
=
Gδ
-
M
r
KG
KB
1
由于δGM约等于r,所以,
G-
M
≈
KB
KG
1
船舶浮心距基线高度一般在船中吃水的一半多一点;船舶重心距基线高度一般略高于船舶浮心距基线高度。所以,货物流态化后船舶初稳性高度G1M为很小的数值甚至小于0。
1.4 液态化货物在舱内的移动可能最终导致船舶倾覆
根据前述的分析可知,舱内流态化货物的横向移动是逐渐发生的。开始时,会有部分货物发生横向移动,船舶稳性开始减小。船舶稳性很小或为负值时,船舶不易正浮,特别是稳性为负值时,船舶必然处于横倾状态。船舶稳性很小并略有微倾时,在横风力作用下,这种横倾会得到加剧;在横倾状态下,货物会发生进一步移动,从而横倾角度也会增大;并且会发生较大幅度横摇,甚至发生共振谐摇。这种情况下,货物的移动量会更大,于是固定倾角会进一步增大。倾角增大后,横摇幅度会进一步加大。在风浪作用下船舶的摇摆幅度将显著增大,并且会使舱内货物进一步发生不对称移动,直到船舶后来倾覆。
几乎所有运输易流态化货物船舶翻沉的案例均表明,船舶在航行过程中遇到了较大的风浪,船舶出现横倾,然后横倾逐渐增加,然后突然翻沉;或者当出现某一侧的横倾后,船舶采取扶正的措施,但紧接着船舶向另一侧的横倾加大,船舶突然翻沉没。②
2.影响船舶运输易流态化货物安全的危险因素分析和控制
从上述倾覆机理的分析可以看出,载运易液态化货物的船舶翻沉的根本原因是货物的水分超过了流动水分点,使得货物发生流态化而能够流动,而船舶遭遇风浪引起的船舶摇摆则是货物横向移动的诱因。因此,为保证船舶安全,必须从货物的装载、平舱、载运、卸载的各个环节中以及船舶航行、操纵过程中,采取适当的预防措施。
2.1 SOLAS公约和IMSBC规则有关的法规要求
国际海事组织海上安全委员会于2008年11月26日至12月5日在伦敦召开的第85届会议上,《国际海运固体散装货物规则》(简称《IMSBC规则》)以及使该规则成为强制性要求的SOLAS公约第VI修正案得到了通过。该修正案和IMSBC规则已经于2011年1月1日强制生效。我国作为SOLAS公约的缔约国,上述修正案和规则也已经于同日对我国生效。因此,装运固体散装货物必须遵守SOLAS公约和《IMSBC规则》的相关规定,尤其是《IMSBC规则》第4、7、8节的相关规定。
为了提醒船长和其他负责散装货物装载和运输人员注意货物流态化的潜在危险,并采取相应的降低此种风险的措施,规则在7、8节专门规定了易流态化货物可能导致的危险、导致危险的条件、
②相关的案例参见雷海:精选矿粉的安全运输,载《航海技术》2006年第3期,第20-23页;王鸿鹏:干散货流动性对船舶的影响及运输对策,载《集美航海学院学报》,1996年第1期,第11-17页;赵亚冰、丁善读:船载易流态化固体散货特定危险因及其控制,载《青岛远洋船员学院学报》2006年第2期,第51-53页。
易流态化货物的积载和照管、易流态化货物水分含量和TML测定的程序和方法、以及船长在船上或岸边测定货物流态化可能性的经验方法。规则指出,当货物水分含量超过TML时,可能出现液态化造成的货物移动;有些货物因其易于出现水分渗移,即使平均含水量小于TML,也可能会出现危险的底部渗湿;尽管货物表面可能呈干燥状,导致货物移动的不易察觉的流态化也可能出现;当货物的水分含量较高时,其容易滑动,尤其是当货物很浅且船舶有较大的横倾时。
2.2 影响船舶运输易流态化货物安全的危险因素分析和控制
2.2.1 货物特性和含水量情况
货物的特性如颗粒的大小、形状、表面的光滑程度、密度和含水量情况会对船舶安全运输造成影响。通常含水量越大、颗粒越大、表面越光滑、精矿粉越易渗水,危险性越大,同时精矿粉的密度越大,越容易造成货物的沉积。
对于针对特定的货物,控制货物的含水量是保证船舶运输安全的关键。在运输精选矿的过程中,尽管可以参考原交通部“一般可按含水率不超过8%的标准执行”的标准,但科学的标准应当是货物适运水分极限TML。为此,一方面,承运船舶应当要求货方提供详细的货物资料,包括货物运输名称、适运水分极限(TML)证书和货物含水量证书等,以确定货物是否适运;另一方面,即使货方提供的资料表明货物是适运的,因货物在堆场堆存过程中、在驳载或者装卸过程中,受天气等因素的影响,其实际的含水量可能会发生变化,因此,承运船舶仍然应当通过相应的经验方法判断或者确认货物是否实际适运。
2.2.2 堆场情况和货物驳载、装卸情况
精矿粉在堆场一般为露天堆积存放,而露天存放易受雨淋而导致货物含水量更高,如堆场的排水设施较差(如无排水沟等),这种影响更为明显。另外,货物在驳载、装卸过程中,也可能受雨淋或者为防止粉尘飞扬而人为喷水的影响,使得货物的含水量增加。因此,堆场情况和货物驳载、装卸情况也是影响船舶运输安全的一个因素。
2.2.3 船舶适载情况
一方面,运输船舶的结构或设施会影响船舶的适载情况,例如,一般货船因是单一货舱而易形成自由液面,而专用散货船的货舱结构或者单一货舱的船舶在货舱内安装纵向隔舱壁等措施,可以有效减小自由液面的影响。另一方面,货舱内污水井能否有效排放货物析出的污水也是直接影响货物是否会出现自由液面的一个重要因素。此外,保证船壳、舱盖板的水密、压载水舱和淡水舱的水密等也是保证舱不会进水的重要条件。
2.2.4 天气情况
如前所述,装载在船舱中的易流态化货物,由于船舶震动、摇摆和颠簸,会使得货物中的水分析出,造成货物的流态化,同时,当船舶摇摆尤其是横摇达到一定幅度时,流态化后的货物表面泥水层和流态化货物的横向移动,会导致船舶产生横倾、船舶稳性降低。因此,恶劣天气造成的船舶大幅度摇摆尤其是横摇,往往是导致船舶横倾和稳性降低的诱因。
2.3 保证船舶运输易流态化货物安全的相关措施
2.3.1 一般性安全措施
1)装货前审查货物适运水分极限
在货物装船前,船长应当审查货物的含水量是否超过货物适运水分极限。除审查货方所提供的TML和货物实际含水量声明以外,船方应当根据经验方法加以核实,如船方对货物的含水量有怀疑,可以要求货方重新检测货物的实际含水量。常用的经验方法包括:
(1)用坚固圆筒或类似容器(0.5-1升,例如船上的小油漆桶)装半罐货物,从0.2米高处摔在甲板上,以1-2秒为间隔,重复25次,观测货样表面是否出现游离水分或呈流动状。如出现游离水
分或呈流动状态,则在装货前应进行附加的实验室试验。这一方法也是IMSBC规则测度报告流态化可能性的补充测试程序。
(2)手抓矿粉成团后即松开,若矿粉散开,则该矿粉含水量在5%-8%;若矿粉仍然抱团不散,则矿粉含水量超过8%。
(3)用手抓一把矿粉,从1.5米高度自由坠落到甲板或硬地上,若矿粉崩散则含水量小于8%,若货物仍为一团,则含水量超过10%。
(4)脚踩在矿粉上,出现松软现象,呈流沙流动,则含水量过高。
2)装货前保证船舶适载
在货物装船前,船方应当保证船舶货舱适载,尤其应当保证货舱水密和排水畅通。在装运精矿粉等积载因素较小的货物时,货舱内的污水井常常因被一层紧密的矿粉覆盖而堵塞,使得排水非常困难,因此,除了在装货前应当保证污水井和污水沟清洁畅通外,还可以在污水井上方设立临时围井,避免货物覆盖在污水井上方。在装货前应当检查货舱的水密情况,尤其是舱盖板的水密情况,一旦发现舱盖板得水密橡皮压条老化、破损等情况,应当及时修理换新。
3)雨雪天应当及时停装
在货物装船过程中,发现可能出现雨雪天气时,应当及时停装并关舱。此外,对尚未装上船的货物也应当采取相应的防雨雪措施。
4)开航前应当认真核算船舶的稳性
因矿粉等货物的积载因素较低,货物装船后船舶重心较低,其船舶初稳性高度一般是足够的。但是,船舶开航前仍然应当认真核算船舶的稳性,尤其是应当充分考虑各液舱的自由液面以及货舱内货物可能液态化造成的自由液面的影响,确保船舶有足够的稳性。为降低各液舱对自由液面的影响,应当适当调整油水舱,尽可能使液体舱装满或空舱。
5)做好船舶航行计划尽可能避开恶劣天气,适当地操纵船舶减小船舶横摇
开航前,船方应当结合航线所经过的海域特点、海区气象预报和本船的特点,认真做好船舶航行计划,尽可能避开可能对船舶航行安全造成影响的大风浪区,在航行中一旦预计到可能遭遇大风浪,应当及时调整船舶航线,避开大风浪区。在航行过程中,应当运用良好的船艺,适当操纵船舶降低船舶在波浪中的摇摆,尤其应当降低船舶的大幅度横摇。
6)船舶在航行中应当经常检查船舶、货物情况和船舶稳性情况,及时对船舶的危险性作出评估。
船舶开航后,应当每天至少两次(最好4-5次)检查船舶水密情况、货舱污水井情况等情况,尤其应当测量和记录污水井情况,并及时抽排污水井污水;每天应当检查货舱内货物表面情况,尤其是当船舶经过较长时间颠簸后,更应注意货物是否可能出现流态化。一旦出现货物流态化的迹象,应当及时报告公司,并采取相应的措施。此外,可以通过测定船舶横摇周期的变化来判别船舶稳性的变化情况,一旦发现船舶横摇周期变长,可以说明船舶稳性已经降低。
2.3.2 航行中的应急措施
1)适当操纵船舶,降低船舶的摇摆
船舶一旦遇到大风浪,必须果断地采取措施降低船舶横摇。具体而言,顶浪或偏顶浪(风浪角度15°左右)时,船舶的横摇幅度较小,在航行中可以通过适当调整船舶的航向,找到一个船舶横摇幅度最小的航向;适当地降低航速也可以起到缓解横摇的作用。当风浪较大时,可以采取滞航的措施,但是在采取滞航措施时一定要保证船舶有足够的舵效。
2)抽排污水井和货物表面的游离水
当污水井有污水时,应当及时排空。当货物水分超标可能出现游离水时,可以用空滑油桶,四周用气割吹成小洞后,将桶埋设在货舱内货物的表面,使货物表面的游离水流入桶中,在用潜水泵抽干。桶的数量可以根据货舱的大小和水分多少确定。
3)加注压载水
当由于货物流态化而使得船舶稳性降低时,如果船舶载重量有富余,可以采取往双层底注入压载水以降低船舶的重心、提高船舶稳性。但是,在采取这种措施时,应当经过严格计算。一方面在双层底注入压载水可以起到降低船舶重心、提高稳性的作用;另一方面,当双层底舱的压载水不满舱时以及在加注压载水的过程中,因压载水本身存在自由液面,导致船舶稳性的降低;此外,注入压载水后会使得船舶的储备浮力减小。因此,只有经过计算,注入压载水后,考虑船舶自由液面影响后的船舶的初稳性高度会增加且船舶不会超载的情况下,才可以采取注入压载水的措施。在选择双层底压载舱时,应当注意尽可能是宽度和长度较小的双层底压载水舱,最好是在船舶纵总剖面附近的双层底压载水舱。在过去许多沉船案例中,当货物出现流态化而出现船舶稳性降低时,往往会出现船舶横倾的情况,船长往往会决定向横倾的另一舷注入压载水,但由于船舶初稳性高度已经很小,注入一定量的压载水后,船舶会突然出现向另一侧的横倾,且横倾角度加大,船长又会往另一侧注入压载水以调整船舶横倾,结果由于压载水自由液面的影响使得船舶稳性进一步降低,从而导致船舶沉没。因此,采用加注压载水以调整船舶横倾和降低船舶重心的措施应当非常慎重,必须经过严格的计算,并且如果一旦采用注入压载水的措施,一定要将该压载舱注满。
4)调驳油水以减小船舶的横倾
根据前述对货物流态化后船舶容易沉没的机理分析可知,当货物出现流态化后,往往会出现横倾,为避免横倾进一步加大,必须采取措施减小船舶的横倾,否则会因货物的移动导致船舶横倾的进一步加剧。为此,可以通过调拨油水舱的燃油、淡水来减小船舶横倾。在调拨燃油、淡水时,必须考虑调拨油水造成的自由液面的影响,尽可能降低自由液面的影响。为此,可以选择舱室宽度长度小的舱室进行调拨。
5)及时电告公司和申请救助,操纵中应当避免使用大舵角。
当船舶发生横倾时,应当及时电告公司,查明原因,并采取相应的措施,防止横倾加剧,如附近有锚地或者港口,应当驶往附近的港口和锚地进行处理,恢复船舶的正浮;如附近有专业救助力量应当及时申请救助,以扶正船舶。当船舶出现横倾后,在操纵上除应当减轻船舶的横摇外,还应当特别注意避免大幅度转向或者使用大舵角,以免由于船舶用舵造成的横倾与船舶横摇的相位一致而造成船舶横倾进一步加剧。
3.结束语
运输易液态化货物存在一定的危险性,尤其是运输镍矿这一类货物,这种危险性更大。为此,船舶在装载之前必须掌握货物的适运水分极限TML和货物的实际含水量情况,一旦超出TML,应当拒装。在航行过程中,应当根据船舶本身的操纵特性和货物的特性正确采取操纵措施和预防货物移动的措施,以确保船舶的安全。
参考文献
[1]见雷海:精选矿粉的安全运输,载《航海技术》2006年第3期,第20-23页;
[2]王鸿鹏:干散货流动性对船舶的影响及运输对策,载《集美航海学院学报》,1996年第1期,第11-17页
[3]赵亚冰、丁善读:船载易流态化固体散货特定危险因及其控制,载《青岛远洋船员学院学报》2006年第2期,第51-53页。
A Study on Safe Carriage of Cargoes Which May Liquefy
Zhao Y uelin
(Dalian Maritime University)
Abstract:Based on analysis of the capsize mechanism of the ships carrying cargoes which may liquefy, this paper identifies the dangerous factors affecting the safe carriage of the cargoes which may liquefy. Finally, this paper proposes both the general safety measures before and during loading of cargoes which may liquefy and the emergency measures for ship handling during the voyage.
Key Words:Cargoes which may liquefy; Stability; Capsize; Transportable Moisture Limit; Safe Carriage.
水路运输易流态化固体散装货物安全管理规定样本
水路运输易流态化固体散装货物安全 管理规定
水路运输易流态化固体散装货物安全管理规定 《水路运输易流态化固体散装货物安全管理规定》于 11月9日由中华人民共和国交通运输部以交水发〔〕638号印发。该《规定》共28条,自公布之日起施行。《交通部关于发布〈海运精选矿粉及含水矿产品安全管理暂行规定〉的通知》(〔88〕交海字275号)以及《交通部、国家技术监督局关于发布〈海运精选矿粉及含水矿产品安全检验方法〉的联合通知》(〔89〕交运字198号)予以废止。 交通运输部通知 管理规定 附件2 交通运输部关于公布水路运输易流态化固体散装货物安全管理规定的通知 交水发〔〕638号 各有关省、自治区、直辖市交通运输厅(委),天津市、上海市交通运输和港口管理局,部各直属海事局,有关港航管理部门及港航企业,各有关货主及托运人,中国船东协会、中国港口协会、中国理货协会:
近年来,随着中国易流态化固体散装货物水路运输量的持续增长,由于装卸和运输方面有关安全管理措施不到位,船舶沉船事故时有发生,亟待加强易流态化固体散装货物水路运输安全管理。同时,从今年1月1日起,国际海事组织《海运固体散装货物规则》开始生效。鉴此,我部组织制定了《水路运输易流态化固体散装货物安全管理规定》,现予公布,请遵照执行。 中华人民共和国交通运输部 二○一一年十一月九日 水路运输易流态化固体散装货物安全管理规定 第一条为加强水路运输易流态化固体散装货物安全管理,保障运输安全,根据《中华人民共和国安全生产法》、《中华人民共和国港口法》、《中华人民共和国海上交通安全法》等有关法律、法规和国际公约,制定本规定。 第二条本规定适用于中华人民共和国管辖范围内港口间运输船舶和到港船舶、港口以及其它有关单位从事易流态化固体散装货物运输、装卸、储存和检测等活动。 第三条交通运输部主管全国水路运输易流态化固体散装货物安全管理工作。 海事管理机构负责管辖区域内易流态化固体散装货物船舶运输安全监督管理工作。
高速流态化技术在21世纪的工程应用前景
化工进展980101 化 工 进 展 科技期刊 Chemical Industry and Engineering Progress 1998年 第1期 No.1 1998 专论与综述 高速流态化技术在21世纪的工程应用前景 胡永琪 金 涌 (清华大学化学工程系,北京,100084) 提要 通过与低速流态化的比较,概述了高速流态化独特的两相流流动结构、优异的操作 特性和应用于工业过程时的优缺点。综述了已工业化或正在研究开发的高速流态化过程,对 其用于这些过程的优势和将在下个世纪的工程应用前景进行了分析和探讨。 关键词 流态化,高速,应用,工程 作为研究颗粒与流体相互作用规律的学科,流态化技术自40年代初对石油流态化催化裂化 工艺开发成功以来,其应用研究受到了普遍的重视,并取得了重大的进展,已经成为颗粒和 粉体的制备、加工、改性和输送以及改善催化反应的有效手段。回顾半个世纪的发展历史, 流态化技术经历了由低操作气速向高操作气速的发展过程。 在流体速度大于临界流化速度后,即进入鼓泡流态化阶段。最早的工程应用多在低速鼓泡 流化域中操作,而近年来则倾向在越来越高的流速下操作,像湍动流态化、快速流态化和稀 相输送状态等。这是由于在高速下,流-固系统将显示出更为优异的行为:随着流体通过设备 的绝对速度成倍或几十倍的增大,流体与固体之间的相对速度(即滑落速度)也随之增加 (图1)[1],所以在很大的流体速度范围内床内都能保持有较高的粉体浓度,从而加强了流 体与粉体之间的传热和传质。流固两相流动体系的这一特性是向高速流态化技术发展的基础。 随着操作流速的提高,流体与颗粒两相流的结构和流型将发生较大的变化,对不同流速下的file:///E|/qk/hgjz/980101.htm(第 1/9 页)2010-3-22 22:20:27
易流态化固体散装货物安全装运须知
编订:__________________ 单位:__________________ 时间:__________________ 易流态化固体散装货物安 全装运须知 Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-7800-63 易流态化固体散装货物安全装运须 知 使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 1 目的 对船舶装运易流态化散装固体货物的安全操作及运输管理作了规定,旨在加强易流态化固体散装货物装船前、装船中及运输途中的安全管理,确保船货和人员安全。 本操作为特殊操作。 2 适用范围 适用于公司装运易流态化固体散装货物的船舶。 3 定义 3.1 易流态化固体散装货物是指本身含有部分细颗粒和一定量水分、当其含水率超过适运水分极限时可能形成自由液面或固液两相流动层的固体散装货物,包括铁精矿、高岭土、红土镍矿和其他具有类
似物理性质的货物。 3.2 适运水分极限(TML)是指易流态化固体散装货物安全运输最大含水率,通常按其流动水分点的80-90%确定。流动水分点是指易流态化固体散装货物发生流动时的最小含水率。 4 水路运输易流态化固体散装货物实行目录管理。水路运输易流态化固体散装货物目录(见附件1)由交通运输部适时更新并公布。 5 操作须知 5.1 易流态化固体散装货物的特性 5.1.1 易流态化货物当货物水分含量超过适运水分限(TML)时,在货物表面就会逐渐有水析出,而不会渗过货物沉到货物下面,货物表面一旦有水析出,货物表面就会变成泥浆一样,特别是船舶在海上航行颠簸、大风浪中横摇会加快货物表面的易流态化货物产生。当船舶向一侧倾斜流态化货物流向船舶的一舷,但船舶往另一侧倾斜时不会完全回流或者说只有很少一部分回流,导致船舶向一侧倾斜越来越大,船舶倾
流态化技术
流态化技术 第一章 定义:流态化是一种使固体颗粒通过与气体或液体(流体)接触而转变成类似流体状态的操作。 一、流态化形成的过程 1.固定床阶段 气流对颗粒的曳力 + 气流对颗粒的浮力 < 颗粒受到的重力 床层体积固体颗粒总体积 床层体积空隙率-=ε 2.流态化床阶段 气流对颗粒的浮力 = 颗粒受到的重力 压降△P = 单位截面积上床层物料的重量 不变不变,但P L L U ?∴-↑↑→↑→)1(εε 3.气力输送阶段 (气流床) 气流对颗粒的曳力 + 气流对颗粒的浮力 > 颗粒受到的重力 Umf ——临界流化速度,是指刚刚能够使固体颗粒流化起来的气体空床流化速度,也称最小流化速度。 Ut ——带出速度,当气体速度超过这一数值时,固体颗粒就不能沉降下来,而被气流带走,此带出速度也称最大流化速度。 操作速度、表观流速(U )——是指假想流体通过流化床整个截面(不考虑堆积固体粒子)时的截面平均流速(也称空塔速度或空管速度),用U 表示。 注意P2图1.2两条线不重合的原因:该页第四段(非自然堆积) 二、形成流态化的条件 1.有固体颗粒存在 2.有流体介质存在3.固体与流体介质在特定条件下发生作用 三、流态化过程具有的特点 1.类似液体的特性(物性参数) 2.固体颗粒的剧烈运动与迅速混合 3. 强烈的碰撞与摩擦 4.颗粒比表面积大 5.气体与颗粒的接触时间不均匀 四、流态化过程中的不正常现象 1.沟流2.腾涌 3.分层 4.气泡 五、气-固流化床的一般性评价 1.良好的床层均温性 2.较高的传热传质速率 3.输送能力大 4.可利用或加工粉末状物料 流态化可以分为聚式流化态和散式流化态。 气泡相:就是内部几乎没有固体颗粒,仅在其边壁或 外表面 有固体颗粒环绕的运动空间 乳化相:指的是固体颗粒与气体介质的混合区域 第二章 A 类: 细 大多数工业流化床反应使用的催化剂属于此类。 B 类: 粗 鼓泡床大都用此颗粒 C 类: 极细 在气固催化反应中很少采用,但同相加工中采用较多,如明矾综合利用。 D 类:极粗 只适用于喷动床中,如谷物干燥和煤粒燃烧均属于此类 书上图2.4分析理想与实际的区别 (1)存在一个“驼峰”BCD ,原因:初始时颗粒排列紧密 (2)DE 线右端向上倾斜,原因:颗粒间碰撞和颗粒与器壁摩擦引起的损失 (3)有波动(气固系统),原因:气泡运动、破裂 积相等球体体积与实际颗粒体颗粒的表面积 球体的表面积)(=s φ 算术平均粒径最大 几何平均粒径次之 调和平均粒径最小 (会选择公式) 通常求临界流化速度的两种方法:实验和计算P19 例题 已知催化剂颗粒的平均直径为98um ,在20℃ 和0.1MPa (1atm )下用空气进行流化。有关物性参数如下:
鲜活易腐货物运输
第14章鲜活易腐货物运输 14.1易腐货物的化学特性 定义:易腐货物系指在一般条件下保管和运输时,极易受到外界气温及湿度的影响而腐败变质的货物,包括肉、鱼、蛋、奶、鲜水果、鲜蔬菜、冰、鲜活植物等。 14.1.1易腐食品的化学成分及其特性 食品是由有机物、矿物质和水所组成。由于各种食品中组成成分的重量比和分布特性的差异,所以不同食品的性质大不相同。 1.蛋白质 蛋白质是一种高分子含氮化合物,它是一切生命活动的基础,也是构成生物体细胞的主要原料。蛋白质由多种氨基酸组合而成,1 g蛋白质可产生热量7 .12 kJ。各种蛋白质由于所含氨基酸种类和数量的不同,因此营养价值也不同。按所含氨基酸种类不同,蛋白质可分为完全蛋白质和不完全蛋白质两种。蛋白质在52℃~54℃保持溶解状态,温度升高,蛋白质会凝固变性,凝固后的蛋白质不再溶解于水。它在微生物作用下会发生分解,产生氨、硫化氢等各种难闻气味和有毒物质,这种现象称为腐败。 2.脂肪 脂肪是由各种不同的脂肪酸和甘油结合而成的三脂肪甘油脂。构成脂肪的脂肪酸可分为饱和脂肪酸与不饱和脂肪酸两种。l脂肪可产生热量39 54 kJ。不饱和脂肪酸融点低,而饱和脂肪酸融点高,故常温下饱和甘油脂呈凝固状态(如猪油、牛油之类)。脂肪长期暴露在空气中易被氧化,容易产生哈喇味,其分解过程与温度密切相关。 3.糖类 糖类是由碳、氢、氧三种元素组成的有机化合物,因氢、氧比例为2:1,故俗称碳水化合物。糖类是人体热量的主要和最经济的来源,1 g糖在体内氧化可产生17 .15 kJ的热量。 糖类多含于植物性食品中,动物性食品内几乎不存在。糖类按其包含多步个分为单糖(如葡萄糖、果糖和半乳糖)、双糖(如蔗糖、麦芽糖和乳糖)以及多糖(即淀粉、纤维素)等。 植物性食品有生命存在,它的呼吸作用可产生免疫能力,抵御微生物的人侵,生成 二氧化碳、水以及热量;在缺氧环境下,则生成酒精、二氧化碳和较少的热。4.维生素 维生素是一种低分子的有机化合物,在食品中含量极少,但它是人体生命活动中不可缺少的物质,对调节新陈代谢,维持免疫功能和内分泌有一定的作用。 维生素包括A、B、C、D、E、F、K、P等大类.其中除少数维生素人体能自行制造(如 VD可通过皮肤晒太阳,VK可通过人体肠道中有益细菌),绝大多数维生素必须通过食物来加以补充。维生素的特点是高温易破坏,果蔬经伤口容易流失。维生索分为水溶性和脂溶性两大类。 5.酶 酶是一种特殊的蛋白质,是生物细胞所产生的一种有机催生剂,在食品中含量很少。酶能加速各种生物化学反应,而它本身不起变化,其作用强度与环境温度密切相关,一般30℃~50℃时,它的活性最强,低于0℃或高于70℃~100℃:,活性变弱或终止。酶也有不同最适应的pH值,~般在中性或弱酸性介质中活性
水路运输易流态化固体散装货物安全管理规定
水路运输易流态化固体散装货物安全管理规定第一条为加强水路运输易流态化固体散装货物安全管理,保障运输安全,根据《中华人民共和国安全生产法》、《中华人民共和国港口法》、《中华人民共和国海上交通安全法》等有关法律、法规和国际公约,制定本规定。 第二条本规定适用于中华人民共和国管辖范围内港口间运输船舶和到港船舶、港口以及其他有关单位从事易流态化固体散装货物运输、装卸、储存和检测等活动。 第三条交通运输部主管全国水路运输易流态化固体散装货物安全管理工作。 海事管理机构负责管辖区域内易流态化固体散装货物船舶运输安全监督管理工作。 港口行政管理部门负责行政管辖区域内港口装卸、储存易流态化固体散装货物安全监督管理工作。 第四条本规定有关术语定义如下:
易流态化固体散装货物,是指本身含有部分细颗粒和一定量水分、当其含水率超过适运水分极限时可能形成自由液面或固液两相流动层的固体散装货物,包括铁精矿、高岭土、红土镍矿和其他具有类似物理性质的货物。 适运水分极限,是指易流态化固体散装货物安全运输最大含水率,通常按其流动水分点的80-90%确定。流动水分点是指易流态化固体散装货物发生流动时的最小含水率。 第五条水路运输易流态化固体散装货物实行目录管理。水路运输易流态化固体散装货物目录(见附件1)由交通运输部适时更新并公布。 第六条凡使用船舶载运易流态化固体散装货物,其含水率不得超过适运水分极限。 第七条船舶载运积载因数小于0.56 m3/t高密度易流态化固体散装货物时,应在各舱及同一舱内均匀分布,避免重量过分集中于局部,以防止船舶结构变形而影响船舶强度。 第八条托运人或其代理人(以下简称托运人)应当在货物交付船舶运输前,委托具有国家资质的检测机构(以下简称检测机构)对送检易流态化固体散装货物样品进行适运水分极限、颗粒分布、积载因数
第五篇 流态化技术
第五篇 流态化技术
一、流态化的形成和转化 1.固定床、流化床及稀相输送 ①当气速较小时,催化剂堆紧,为固定床阶段; ②当气速增达到一定程度以后,床层开始膨胀,为膨胀床; ③当u=umf时,固体粒子被气流悬浮起来做不规则运动,为流化床阶段; ④继续增大气速至u=ut,催化剂开始被气流带走,为稀相输送阶段 因此,固体颗粒的流化可根据气速划分成三个阶段: ①固定床阶段,u
版权所有 翻印必究 - 50 - 在固定床阶段,气体通过固定床颗粒之间的空隙时,因有摩擦阻力而产生压降,摩擦阻力与气体流速的平方成正比,故u ↗,床层压降↗ 当床层所受压力达到平衡时,床层被悬浮起来而颗粒自由运动。床层受三个力作用:重力、摩擦力和浮力。对催化剂来说,其摩擦力与床层压降有关: ? 固体颗粒的重量为一定值,即V(1-ε)为一定值,因此当气速增大时,V ↗,ε↗,但 V(1-ε)不变,因此,△P.F 也不变 ? 随着气速上升,所受摩擦阻力增大,当u 达到ut 时,催化剂的浮力比重力大了,催化
剂也就被气体带走了 2.气-固流态化域 根据流化床中气体的表观气速不同,床层可以分为几种不同的流化状态:固定床、散式流化床、鼓泡流化床、湍动床、快速床和输送床 ①固定床 ②散式流化床 ③鼓泡流化床 ④湍动床 ⑤快速床 ⑥输送床 二、流化床的一些基本现象 1.散式流化 ?没有聚集现象,床层界面平稳,随着气速的增大,床层的空隙率增大,床层膨胀 ?可以用床高与起始流化时的床高之比LB/Lmf来表示床层的膨胀程度,亦称膨胀比?影响膨胀比的因素有固体颗粒的性质和粒径、气体的流速和性质、床径和床高等 ?在催化裂化装置中,催化剂的密相输送就是处于散式流化状态 2.鼓泡床的一些基本现象 ?鼓泡床的固体颗粒不是以单个而是以集团进行运动的 ?鼓泡床的床层包括气泡相和颗粒相两部分 ①气泡的形状 ②气体返混和固体返混 ③气泡的形成 ④气节和沟流 ⑤密相床和稀相
循环流化床锅炉的原理及结构
循环流化床锅炉的原理及结构 循环流化床锅炉是在炉膛里把燃料控制在特殊的流化状态下燃烧产生蒸汽的设备。 循环流化床锅炉工作原理及特点: 固体粒子经与气体或液体接触而转变为类似流体状态的过程,称为流化过程。流化过程用于燃料燃烧,即为流化燃烧,其锅炉称为流化床锅炉。 循环流化床锅炉是在鼓泡流化床锅炉技术的基础上发展起来的新炉型,循环流化床锅炉炉内流化风速较高(一般为4~8m/s),在炉膛出口加装了气固物料分离器。被烟气携带排出炉膛的细小固体颗粒,经分离器分离后,再送回炉内循环燃烧。 循环流化床锅炉可分为两个部分:第一部分由炉膛(快速流化床)、气固物料分离器、固体物料再循环设备等组成,上述部件形成了一个固体物料循环回路。第二部分为对流烟道,布置有过热器、省煤器和空气预热器等,与其它常规锅炉相近。 循环流化床锅炉燃烧所需的一次风和二次风分别从炉膛的底部和侧墙送入,燃料的燃烧主要在炉膛中完成,炉膛四周布置有水冷壁用于吸收燃烧所产生的部分热量。炉膛内燃烧所产生的大量烟气携带物料经分离器入口加速段加速进入分离器,将烟气和物料。物料经料斗、料腿、返料阀再返回炉膛;烟气自中心筒进入分离器出口区,流经转向室、进入尾部烟道。 锅炉给水经省煤器加热后进入汽包,汽包内的饱和水经集中下降管、分配管进入水冷壁下集箱,加热蒸发后流入上集箱,然后进入汽包;饱和蒸汽流经顶棚管、后包墙管、进入低温过热器,由低过加热后进入减温器调节汽温,然后经高过将蒸汽加热到额定蒸汽温度,进入汇汽集箱至主气管道。 循环流化床锅炉燃烧的基本特点: (1)低温的动力控制燃烧 循环流化床燃烧是一种在炉内使高速运动的烟气与其所携带的湍流扰动极强的固体颗粒密切接触,并具有大量颗粒返混的流态化燃烧反应过程;同时,在炉外将绝大部分高温的固体颗粒捕集,并将它们送回炉内再次参与燃烧过程,反复循环地组织燃烧。炉膛温度一般控制在850-950℃之间,(850℃左右为最佳脱硫温度)低于一般煤的灰熔点。
第五节 固体流态化
第五节固体流态化 §3.5.1、概述 将大量固体颗粒悬浮于运动的流体中,使颗粒具有类似于流体的某些特性,这种流固接触状态称为固体流态化。 化工中使用固体流态化技术的例子很多,如催化流化床反应器、流化床干燥器、沸腾床焙烧炉及颗粒的输送。催化流化床反应器所用的催化剂颗粒要比固定床的小得多,颗粒的比表面积大,这样流体与固体之间的传热,传质速率就比固定床的高;对于流化床干燥器沸腾床焙烧炉也有类似的特点。 §3.5.2、流化床的基本概念 现在让我们一起来观察流体通过均匀颗粒时所出现的床层现象。 一、固定床阶段 当空床速度(表观速度)较低,此时
即颗粒间空隙中流体的实际流速 小于颗粒的沉降速度 ,床层现象为颗 粒基本静止不动,颗粒层为固定床。颗粒床层高度为 ,此时流体通过颗粒床 层的压降为: ,可以用康采尼方程来估算; 在较大的 范围内,可以用欧根方程来估算,一般误差不超过 25%。 保持固定床的最大表观速度 二、流化床阶段 流化床阶段为表观速度增大至一定程度, 时,此时 , 颗粒开始松动,颗粒位置可以在一定的区间内进行调整,床层略有膨胀,当 颗粒仍不能自由运动,这时床层处于初始或临界化状态,床层高度增至 ,如 左图所示,而当继续增加,即
此时床内全部颗粒将“浮起”,颗粒层将更膨胀,床层高度增大至L,床层内颗粒可以在流体中作随机运动,并同时发生固体颗粒沿不同的回路作上下运动,固体颗粒的这种运动就好象液体沸腾,故流化床也称为沸腾床。流化床内颗 粒与流体之间的摩擦力恰好与颗粒的净重力 相平衡,且 ,但 基本不变。 三、颗粒输送阶段 若继续增大,且 ,则颗粒将获得向 上上升的速度,其大小为 , 此时,颗粒将带出容器外,这一阶段称为颗粒输送阶段。§3.5.3、两种不同流化形式
船舶运输易流态化货物注意事项
船舶运输易流态化货物注意事项 摘要;船舶散装运输细颗粒货物时,如果这类货物含有一定的水分,在海上运输途中由于船舶摇摆和震动,货物之间空隙就会减少,货物表面逐渐渗出水分形成自由液面。随着船舶在风浪中继续摇摆,液体状的货物在船舶横摇时就流向一舷,而当船舶回摇时却没有完全流回,如果没有采取措施,船舶就将继续横倾甚至倾覆。 标签:易流态化货物;海运;安全;措施 引言 船舶整船散装运输固体货物中,有一种特殊的固体散货,在一般情况下呈现固体散货的特征,但货物中如果有大量细颗粒或粉末状,并且含有一定比例水分时,在运输途中由于船舶在风浪中的摇摆和震动作用,就有可能呈现流态化,在货物表面产生可流动的液体,从而具有液体货物的海运特性。这些流态化的货物将给一般的干散货船带来严重的后果。有时不得不借助外部力量保证船舶恢复状态,产生巨大经济损失,如果处理不当也有可能船货全损、人员伤亡。 1 易流态化货物海运特性 1.1 易流态化货物运输事故 2010年10月27日至12月3日期间,我国先后有4艘从印度尼西亚装载镍矿的干散货船,航行到台湾东南部海区时,受风浪影响,货物流态化导致船舶倾覆沉没,造成了大量船员伤亡、失踪和巨大财产损失。易流态化货物的海上运输安全问题,马上引起了国际海事组织(IMO)、各国海事部门和船舶运输部门的高度重视,先后颁布了有关的规定、规则和运输指南,有关专家也推荐一些做法应用于航运实践。但是由于有些国家、装货港在认识程度上存在差异,造成了对有关规则和公约的执行力度缺乏,船舶运输易流态化货物事故还是频繁发生。 1.2 易流态化货物危险性 易流态化货物主要是细颗粒状、粉末状物质的矿产,包括各类精选矿,船舶主要运输的有镍矿、铁矿石、焦碳粉、陶土、氟石粉、铜精矿等。这类散装货物如果水分含量超过一定的比例,在海上运输过程中,由于船舶航行在风浪中的颠簸、机器震动等因素的作用,水分会从货物中逐渐渗出,在其表面上形成可流动状态的液体,此时货物表面就会变成泥浆状,如果船舶在海上航行继续颠簸横摇就会加快货物表面的流态化。当船舶向一舷横倾时,这些液体货物就流向船舶的一侧,而当船舶往另一舷倾斜时,这些货物只有一部分回流,另一部分货物会继续留在一侧,导致船舶向一侧倾斜越来越大;船舶倾斜越大,流向这一侧的货物会越来越多,最终可能导致船舶倾覆。
流态化点火技术工艺的探索与实践(标准版)
( 安全管理 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 流态化点火技术工艺的探索与 实践(标准版) Safety management is an important part of production management. Safety and production are in the implementation process
流态化点火技术工艺的探索与实践(标准 版) 沸腾炉发电技术优点是燃用低热质燃料,成本低,效益高。但也存在许多缺点,如热效低,磨损大,点火难等,这些问题目前在国际上尚未得到彻底解决。永荣发电厂曾对沸腾锅炉启动点火不断进行的探索,相继探讨过“固定床、亚临界、流态化、热启动”等点火方式,使点火成功率大大提高。 一、沸腾炉点火失败的原因 永荣发电厂2000年前三年点火成败情况统计如下: 1.对点火失败的原因分析 上表统计表明,2000年前三年的点火成功率在80%左右,失败率约20%。从设备因素、准备因素、操作因素等三个方面对失败的原因作进一步分析,统计结果如下:
从上表看出,因操作不当造成点火失败,1997年占84%,1998年占80%,1999年占87.5%,设备障碍和准备不充分影响点火失败占百分之十几,因此,操作不当是造成沸腾炉点火失败的主要原因。具体分析如下: (1)操作因素。主要表现:一是点火启动时送风小底料和引子煤没有充分混合,底料预热时间不够,司炉人员被料层表面引子煤着火的假象所迷惑,盲目减风,急于求成,底料温度还未达到着火的要求,导致点火失败;二是底料着火燃烧时,送风量没跟上,增加的送风量不能满足底料升温速度所需要的风量,引子煤爆燃造成点火底料结焦;三是底料开始着火时,增加风量过大,底料着火后被吹熄,没掌握好底料温升和送风量的配比。 (2)准备因素。一是沸腾炉点火前引子煤和溢流灰配比不当,未严格按规定的25%的引子煤配比75%的溢流灰:二是引子煤热值低于2000千焦,燃点高于320℃点火交换时难以掌握;三是引子煤颗粒粗,粒度大于10毫米。 (3)设备因素。首先是风帽导流板变形,风帽小眼堵塞,布风不
第四章--特种货物收运
第四章特种货物收运 一、重点提示 (一)特种货物 特种货物包括贵重货物、动物、尸体、骨灰、危险物品、外交信袋、作为货物运输的行李和鲜活易腐货物等。 (二)鲜活易腐货物的收运 (1)定义。鲜活易腐货物是指在一般运输条件下易于死亡或变质腐烂的货物。如虾、蟹类;肉类;花卉;水果;蔬菜类;沙蚕等。 (2)收运条件。①鲜活易腐货物应具有必要的检验合格证明和卫生检疫证明,还应符合有关到达站国家关于此种货物进出口和过境规定。②鲜活易腐货物的包装条件:必须有适合此种货物特性的包装;凡怕压货物,外包装应坚固抗压;需通风的货物,包装上应有通气孔;需冷藏冰冻的货物,容器应严密,保证冰水不致流出;带土的树种或植物苗等不用麻袋、草包、草绳包装,应用塑料袋包装,以免土粒、草屑等杂物堵塞飞机空气调节系统;为便于搬运,鲜活易腐货物每件重量以不超过25千克为宜。③标签。除识别标签外,货物的外包装上还应拴挂“鲜货易腐”标签和向上标签。 (3)文件。①货运单。货运单品名栏“Nature and Quantity”应注明“PERISHABLE”字样。②其他文件。 (4)仓储。为减少鲜活易腐货物在仓库存放的时间,托运人或收货人可直接到机场办理交运或提取手续。 (5)航空鲜活易腐货物的运输条件。①承运前必须查阅TACT规则本中的第七部分,关于各个国家对鲜活易腐物品进出口、转口的运输规定;②鲜活易腐货物应优先发运,尽可能利用直达航班;③鲜活易腐货物的数量必须取决于机型以及飞机所能提供的调温设备;④需订妥航班;⑤鲜活易腐货物运达后,应由航空公司或其地面代理立即通知收货人来机场提取; ⑥承运前必须查阅TACT规则本中的第八部分有关承运人对鲜活易腐货物的承运规定;⑦如果在周末和节假日无法办理清关手续,应尽量安排货物在工作日到达中转站或目的站。 (6)对几类鲜活易腐货物在处理中的要求。①鲜花;②蔬菜;③新鲜或冷冻的鱼、肉; ④干冰。 (7)运输不正常的处理。如遇班机延误、衔接误班,因延长运输时间而对货物的质量发生影响时,航空公司将及时通知收货人或托运人征求处理意见并尽可能按照对方意见处理。 对鲜活易腐货物在运输途中货物发生腐烂变质或在目的站由于收货人未能及时提取使货物腐烂变质时,航空公司将视具体情况将货物毁弃或移交当地海关和检疫部门处理,由此发生的额外费用将通过货运单填制人向托运人收取。 (三)活体动物的收运 (1)IATA每年出版一期《活动物规则》(Live Animal Regulations,LAR)。 (2)活体动物收运的基本条件:交运的动物必须健康状况良好,无传染病,并具有卫生检疫证明;托运人必须办妥海关手续;妊娠期的哺乳动物,应观察后收运;对于动物与尚在哺乳期的幼畜同时交运情况,只有大动物与幼畜可以分开时,方可收运;有特殊不良气味的动物,不予收运。
装载易流态化货物预案
装载易流态化货物预案 概念认知: 固体散装货物分为:A,B,C三组,其中A组为易流态化固体散装货物,也就是那些运输时的水份含量超过适运水份极限可能会流态化的货物,A组货物详细名称详见《水路运输易流态化固体散装货物安全管理规定》附件1 易流态化货物:一般由较细颗粒的混合物构成,包括精矿、某些煤炭和具有类似物理性质的货物。 精矿:即精选矿粉,是利用物理或化学的选矿方法从原矿中分离出不需要的成分后所得到的品质和纯度较高的物质。选矿方法的不同,导致矿粉含水量不同,通常分为干精矿和湿精矿。以水选方法选矿所得含水量在8%以上者通常称为湿精矿;而以机械碾压方法所得含水量较低的则称为干精矿。 目前中国国内没有权威机构和可靠设备测定“流动水分点”和“适运水分极限”的情况下,应按照中国交通部1988年颁布的《海运精选矿粉及含水矿产品安全管理暂行规定》中规定水选精选矿粉和被水湿浸过矿产品的含水量不超过8%执行。 本轮装载前相关措施:托运人必须在装货前向船方出具真实的货运文件及检验 报告, 包括货物平均含水量、流动水分点、适运水分极限、静止角、理化性质、积载因数等证明文件,检验报告有效期为7天。船长应谨慎地检查所有文件的真实性、可靠性和测量时间, 并且在任何时间, 只要船长发现货物不是安全的, 或已经或即将发生致使货物不安全的情况( 如降雨),应立即提出质疑并拒绝装货,船舶在易流态化固体散装货物作业前,应对照《散货船装卸船/岸安全检查项目表》(见附件3)进行安全检查,并与港口经营人共同确认。 1.保证船舶适航和适货:检查船舶设备,清洁污水沟( 井) , 保持畅通,防止堵塞或 者受损,并在污水井盖上铺妥麻袋片, 检查舱内各种管系, 如发现漏孔, 应及时补妥, 并保持良好的工作状态。检查船舶排水泵是否处于有效工作状态。装船后,立即进 行污水井测量和抽水试验,保持其畅通。检查各双层底和上边水柜, 保持良好的水 密状态, 检查舱盖和水密门、通风筒保持良好的水密状态。认真检查货舱和压载水 舱强度构件, 尤其是肋骨纵衍、肘板、横隔板强度。 2.合理编制积载计划:船舶根据航次指令合理编制积载计划,按舱容合理分配在各 舱的装载量,保证船舶的纵向强度和局部强度,并保持适当的稳性和吃水差。特别 要认真计算船舶的初稳性高度并修正自由液面的影响, 以保证具有足够初稳性高度 并且是经修正的值,使船舶保留有足够的稳性和浮力, 以保证船舶航行安全。 3.简易检验货物含水量:船方应当随时、随机地对备装货物及已在船的货物抽样 并按照行业推荐的简易方法(经验方法)检验货物的含水量,并对检验的过程拍照 和做好记录或相关报告。检验货物的含水量简易方法(经验方法)如下 手装抓矿粉成团后,如用手能捏散则其含水量在8%以下,否则超过8%。 ①用手抓一把矿粉,从1.5m高处自由落到地面或甲板上,如着地蹦散说 明其含水量不超过8%,如仍为一团,则其含水量超过10%。 ②货品放入平底玻璃杯或其他小容器内,来回摇动5分钟,如明显有液体 浮在货物表面,说明其含水量太高,应要求进行其含水量的正规检验。
实验六固体流态化的流动特性实验(精)
实验六 固体流态化的流动特性实验 一、 实验目的 在化学工业中,经常有流体流经固体颗粒的操作,诸如过滤、吸附、浸取、离子交换以及气固、液固和气液固反应等。凡涉及这类流固系统的操作,按其中固体颗粒的运动状态,一般将设备分为固定床、移动床和流化床三大类。近年来,流化床设备得到愈来愈广泛的应用。 固体流态化过程又按其特性分为密相流化和稀相流化。密相流化床又分为散式流化床和聚式流化床。一般情况下,气固系统的密相流化床属于聚式流化床,而液固系统的密相流化床属于散式流化床。 本实验的目的,通过实验观察固定床向流化床转变的过程,以及聚式流化床和散式流化床流动特性的差异;实验测定流化曲线和临界流化速度,并实验验证固定床压降和流化床临界流化速度的计算公式。通过本实验希望能初步掌握流化床流动特性的实验研究方法,加深对流体流经固体颗粒层的流动规律和固体流态化原理的理解。 二、 实验原理 当流态流经固定床内固体颗粒之间的空隙时,随着流速的增大,流态与固体颗粒之间所产生阻力也随之增大,床层的压强降则不断升高。为表达流体流经固定床时的压强降与流速的函数关系,曾提出过多种经验公式。现将一种较为常用的公式介绍如下: 流体流经固定床的压降,可以仿照流体流经空管时的压降公式(Moody 公式)列出。即 2 20u d H p p m m ρλ??=? (1) 式中,H m 为固定床层的高度,m 、d p 为固体颗粒的直径,m 、u 0为流体的空管速度,m ·s -1;ρ为流体的密度,Kg ·m -3;λm 为固定床的摩擦系数。 固定床的摩擦系数λm 可以直接由实验测定,根据实验结果,厄贡(Ergun)提出如下经验公式: ???? ??+???? ??-=75.1Re 150123m m m m εελ (2) 式中,εm 为固定床的空隙率;Re m 为修正雷诺数。Re m 可由颗粒直径d p ,床层空隙率εm ,流体密度ρ,流体粘度μ和空管速度u 0,按下式计算: m p m u d εμρ-?=11Re 0 (3) 由固定床向流化床转变式的临界速度u mf ,也可由实验直径测定。实验测定不同流速下的床层压降,再降实验数据标绘在双对数坐标上,由作图法即可求得临界流化速度,如图1所示。 ΔP mf u 0 图1流体流经固定床和流化床时的压力降 为计算临界流化速度,研究者们也曾提出过各种计算公式,下面介绍的为一种半理论半
固体流态化处理步骤
t1 22℃t2 22.6℃t 44.6 22.3℃ 997.701(密度)粘度0.9579 用内插法 求得粘度 0.95127 0.9358 Q u h1 h2 Δp l Δp/l 16 0.001587302 15.5 20.8 518.7346809 19.3 2687.744 461 20 0.001984127 15 21.3 616.609149 19.3 3194.866 057 28 0.002777778 13.3 22.7 920.0200001 19.3 4766.943 006 32 0.003174603 13.1 23.3 998.3195746 19.3 5172.640 283 36 0.003571429 12.4 23.9 1125.556383 19.3 5831.898 358 40 0.003968254 11.7 24.7 1272.368085 19.3 6592.580 753 52 0.00515873 9.8 26.8 1663.865958 19.3 8621.067 138 64 0.006349206 10 26.4 1605.141277 19.9 8066.036 567 76 0.007539683 9.8 26.5 1634.503617 20.5 7973.188 377 88 0.008730159 9.7 26.6 1654.078511 21 7876.564 338 100 0.009920635 9.8 26.7 1654.078511 21.4 7729.338 836 120 0.011904762 9.7 26.7 1663.865958 22.2 7494.891 701 124 0.012301587 9.7 26.7 1663.865958 22.3 7461.282 322 εm 平均Δp/l 6420.695 554 0.561411 518
流化床技术及国内的应用
流化床技术及国内的应用 从流化床在国内制药工业应用的情况出发,分析了流化床在干燥、制粒、制丸、包衣方面的各自特点,同时也阐明了流化床技术发展方向。 流化床技术的应用较为广泛,其中最为广泛的应用技术为流化床干燥,流化床干燥又称沸腾干燥,使颗粒等物料呈沸腾状态,并在动态下进行热交换。流化床技术因气—固两相大面积接触,其快速传热传质、温度梯度小的特性而被广泛运用于工业生产。然而,制药工业运用流化床技术进行粉(粒)状物料干燥已有数十年的历史,20世纪末,由德国、日本、瑞士引进的流化床一步制粒机为我国固体制剂生产作出了革命性贡献。近年来,流化床技术已溶入至干燥、制粒、药物包衣等领域。 1.流化床干燥机 1.1间隙式流化床 随着制药厂GMP改造工作的开展,带搅拌的流化床干燥机得到广泛的运用。 其特点:(1)床内设置搅拌,避免了死角及“沟流”现象;(2)设备结构简单,成本低,得以快速推广。 缺点:间隙式操作,批处理能力低。同时,对粉尘含量高的干燥操作,过滤器阻力损失大,不能连续操作。 1.2连续式流化床干燥 GMP改造促进了间隙式搅拌流化床的运用,但也在相当程度上将连续式流化床带入了误区,将其定位在清洗死角和交叉污染上,而几乎被遗忘。 连续式流化床却具有间隙式流化床无法比拟的优点:(1)连续进出料,适合大规模生产操作,同使用多台间隙式流化床相比,其无需移动料车,布局面积小; (2)动态下进料,避免了加料引起的压实、结块死角。(3)易于与制粒机、振荡筛、整粒机构成连续生产线,实现封闭操作的物流系统。 随着GMP的深入,连续式设备会得以发展,但需要制药厂、药机工程设计人员向如下方向去深入研究: (1)湿粒加料,现行的压板加料伴随密封不严的现象,而星形加料未解决对粒的挤压、变形甚至粘连的问题。由此看来,开发密闭性良好的分散加料装置势在必行; (2)清洗死角的问题,传统的过滤角以圆弧过度,舌形多孔板代替直孔板,不积料视窗应得以贯彻; (3)CIP方面,在设备可扩展分离室,流化床进风系统设置CIP清洗,避免交叉污染。 2.流化床制粒机 2.1顶喷式流化床制粒机 顶喷式流化床制粒机是目前运用最为广泛的机型,由于它集粉体混合—制粒—干燥于一体,俗称一步制粒机,其工艺已经成熟。 2.1.1目前顶喷式流化床制粒机的差距 但与国外先进技术相比,目前顶喷式流化床制粒机尚存很大的差距,主要表现在几个方面:
流态化还原炼铁技术
流态化还原炼铁技术 流态化(fluidization)是一种由于流体向上流过固体颗粒堆积的床层而使得 固体颗粒具有一般流体性质的物理现象,是现代多相相际接触的工程技术。使用流态化技术的流化床反应器因具有相际接触面积大,温度、浓度均匀,传热传质条件好,运行效率高等优点而应用于现代工业生产。 高炉炼铁技术在矿产资源受限和环保压力增大等形势下,将面临着前所未有的挑战。铁矿石对外依存度过高、铁矿石粒度越来越小和焦炭资源枯竭等状况,迫使人们加快步伐探索改进或替代高炉工艺的非高炉型炼铁工艺。以气固流态化还原技术为代表的非高炉炼铁工艺逐步受到重视。 新工艺的建立和发展需要理论研究作为支撑。目前国内对于流态化还原炼铁 过程中的气固两相流规律的认识还不够深入,特别是对不同属性铁矿粉的流态化特性、不同操作条件下的流态化还原特性,以及反应器结构对流态化还原过程的影响等相关研究还不够充分,基于流态化还原技术的新工艺要成熟应用于大规模工业生产还有明显距离。 发展流态化技术须重视基础研究 流态化技术可以把固体散料悬浮于运动的流体之中,使颗粒与颗粒之间脱离接触,从而消除颗粒间的内摩擦现象,使固体颗粒具有一般流体的特性,以期得到良好的物理化学条件。流态化技术很早就被引入冶金行业,成为非高炉炼铁技术气基还原流程中的一类重要工艺。流态化技术在直接还原炼铁过程中主要有铁矿粉磁化焙烧、粉铁矿预热和低度预还原、生产直接还原铁的冶金功能。 我国从上世纪50年代后期开始流态化炼铁技术的研究。1973年~1982年,为 了开发攀枝花资源,我国进行了3次流态化还原综合回收钒钛铁的试验研究。中国科学院结合资源特点对贫铁矿、多金属共生矿的综合利用,开展了流态化还原过程和设备的研究;钢铁研究总院于2004年提出低温快速预还原炼铁方法(FROL TS),并
固体流态化实验
固体流态化实验 4 固体流态化实验 4.1 实验目的 (1) 掌握测定颗粒静态床层时的静床堆积密度ρ和空隙率ε的方法; b (2) 测定流体通过颗粒床层时的压降Δp与空塔气速u的曲线和临界流化速u; mmf4.2实验原理 4.2.1 固定床 1) 基本概念 当流体以较低的空速u通过颗粒床层时床层仍处于静止状态,称这种固体颗粒床层为固定床。床层的静态特性是研究床层动态特性和规律的基础,其主要的特征有静床堆积密度ρ和空隙率ε两个,它们的定义分别如下: b 1. 静床堆积密度:ρ=M/V, 它由静止床层中的固体颗粒的质量M除以静止床层的体积V计b 算而得。ρ数值的大小与床层中颗粒的堆积松紧程度有关,因此ρ在流体通过颗粒床层时bb 不是一个定值,如颗粒床层在最紧与最松两种极限状态时,ρ就有两种数值,它们的大小b 在床层最紧与最松时分别测量出相应的床层高度就可以计算得到。 2. 静床空隙率ε : ε=1–(ρ/ρ), 它是由颗粒的静床堆积密度ρ和固体颗粒密度ρbsbs计算而得。 2) 固定床阶段压降Δp与空速u的关系 m 当流体通过固定床的空速较小时,床层的高度基本不变;当流体空速趋于某一 临界速度时,颗粒开始松动,床层才略有膨胀。因此,在此临界速度以前,单位高
度的床层的压降(Δp/L)与空速u的关系可由欧根公式来表示,并把欧根公式改写成如下形式: m 2,p,,u(1,),(1,),m (1) ,K,K12332uL,d,,d,()mm 式(1)中,以实验数据的空速u为横坐标,以(Δp/uL)为纵坐标画图得一直线,从直线的m 斜率中求出欧根系数K,从直线的截距中计算出欧根系数K。 21 4.2.2 流化床 1) 基本概念 当流体空速趋近某一临界速度u时,颗粒开始松动,床层略有膨胀,床层高度有所增mf 加;当空速继续加大,此时固体颗粒悬浮在流体中作上下、自转、摇摆等随机运动,好象沸腾的液体在翻腾,此时的颗粒床层称为流化床或沸腾床,临界速度u 称为起始流化速度。 mf 流化床现象在一定的流体空速内出现,在此流速范围内,随着流速的加大,流化床高度不断增加,床层空隙率相应增大。流化床根据流体有性质不同,可分为以下两种类型。 1. 散式流化——若流化床中固体颗粒均匀地分散于流体中,床层中各处空隙率大致相等, 床层有稳定的上界面,这种流化型式称为散式流化。当流体与固体的密度相差较小时会 发生散式流化,如液-固体系。 2. 聚式流化——对气固体系,因流化床中气体与固体的密度相差较大,气体对固体的浮力很小,气体对颗粒的支撑主要靠曳力,此时气体通过床层主要以大气泡的形式出现,气泡上升到一定高度处会自动破裂,造成床层上界面有较大的波动,这种气固体系的流态化称为聚式流化。
易流态化固体散装货物安全装运须知
易流态化固体散装货物安全装运须知 1 目的 对船舶装运易流态化散装固体货物的安全操作及运输管理作了规定,旨在加强易流态化固体散装货物装船前、装船中及运输途中的安全管理,确保船货和人员安全。 本操作为特殊操作。 2 适用范围 适用于公司装运易流态化固体散装货物的船舶。 3 定义 3.1 易流态化固体散装货物是指本身含有部分细颗粒和一定量水分、当其含水率超过适运水分 极限时可能形成自由液面或固液两相流动层的固体散装货物,包括铁精矿、高岭土、红土镍矿和其他具有类似物理性质的货物。 3.2 适运水分极限(TML)是指易流态化固体散装货物安全运输最大含水率,通常按其流动水分点 的80-90%确定。流动水分点是指易流态化固体散装货物发生流动时的最小含水率。 4 水路运输易流态化固体散装货物实行目录管理。水路运输易流态化固体散装货物目录(见 附件1)由交通运输部适时更新并公布。 5 操作须知 5.1 易流态化固体散装货物的特性 5.1.1 易流态化货物当货物水分含量超过适运水分限(TML)时,在货物表面就会逐渐有水析出,而 不会渗过货物沉到货物下面,货物表面一旦有水析出,货物表面就会变成泥浆一样,特别是船舶在海上航行颠簸、大风浪中横摇会加快货物表面的易流态化货物产生。当船舶向一侧倾斜流态化货物流向船舶的一舷,但船舶往另一侧倾斜时不会完全回流或者说只有很少一部分回流,导致船舶向一侧倾斜越来越大,船舶倾斜、横摇越大,向一侧流动的货物越多、越快,导致最终船舶失去稳性、浮力而瞬间倾覆。 5.1.2 通常情况下含水量在8 %以下是安全的,18 %以上则极度危险。 5.2 易流态化固体散装货物适运性现场检测简易方法 5.2.1 适用于吸水性弱的固体散货 5.2.1.1用坚固圆筒或类似的容器(容积为0.5-1升)装半罐样品,从离地面约0.2米高处猛力摔 在坚硬的地面上,重复做25次,每次间隔1-2秒,如样品表面游离出水分或液化时,则需要重新检验。 5.2.1.2手抓一把样品,从1.5米高处自由落到坚硬地面或甲板上,若样品崩散,则适运,若样品 仍为一团.则不适运。 5.2.1.3手抓样品成团后,即松开,发现样品散开,则适运;若样品抱团不散,需要重新检验。