塑胶件涂装可靠性试验标准(doc 2页)

塑胶件涂装可靠性试验标准(doc 2页)
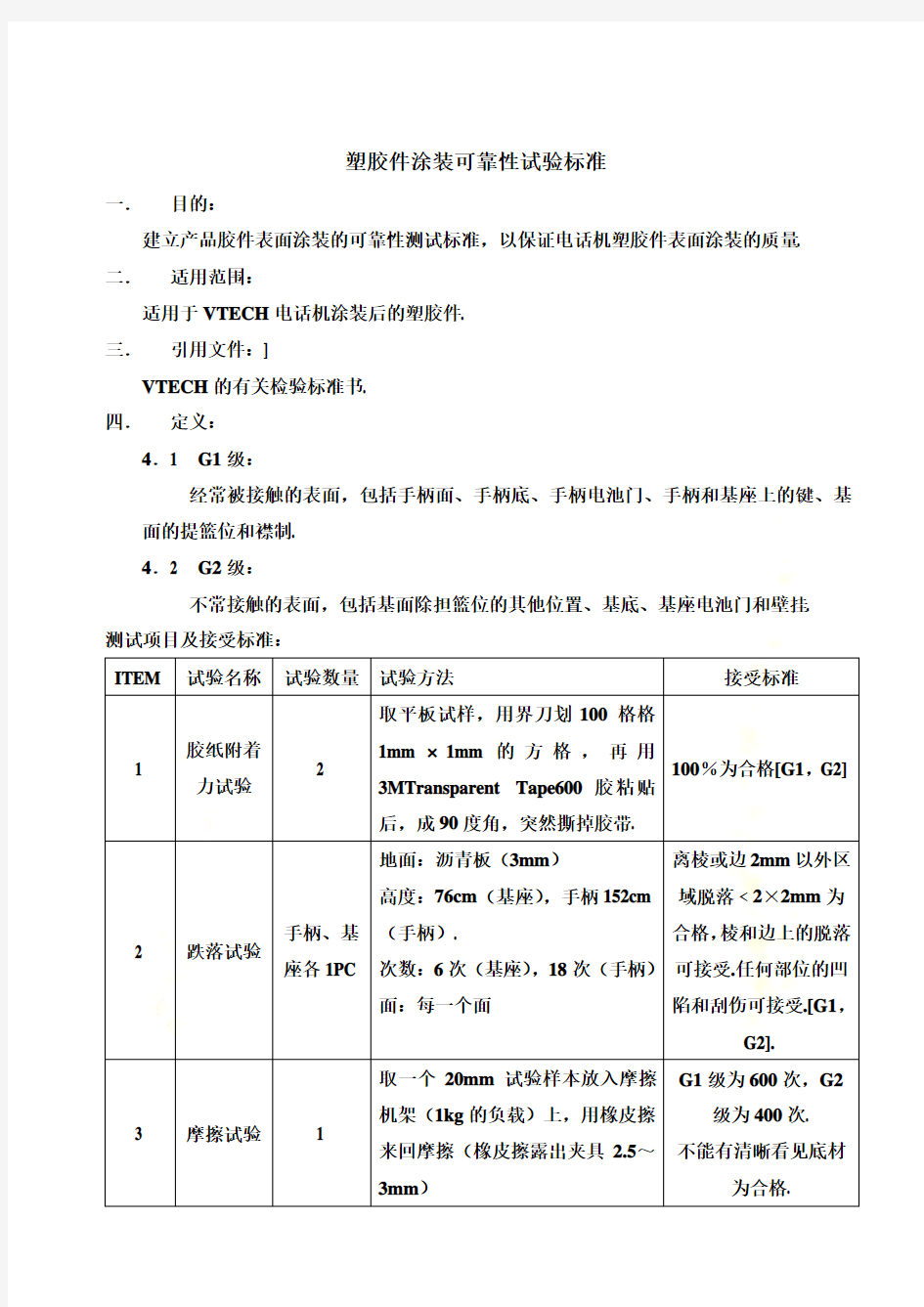
塑胶件涂装可靠性试验标准
一.目的:
建立产品胶件表面涂装的可靠性测试标准,以保证电话机塑胶件表面涂装的质量. 二.适用范围:
适用于VTECH电话机涂装后的塑胶件.
三.引用文件:]
VTECH的有关检验标准书.
四.定义:
4.1 G1级:
经常被接触的表面,包括手柄面、手柄底、手柄电池门、手柄和基座上的键、基面的提篮位和襟制.
4.2 G2级:
不常接触的表面,包括基面除担篮位的其他位置、基底、基座电池门和壁挂.
测试项目及接受标准:
ITEM 试验名称试验数量试验方法接受标准
1 胶纸附着
力试验
2
取平板试样,用界刀划100格格
1mm ×1mm 的方格,再用
3MTransparent Tape600胶粘贴
后,成90度角,突然撕掉胶带.
100%为合格[G1,G2]
2 跌落试验手柄、基
座各1PC
地面:沥青板(3mm)
高度:76cm(基座),手柄152cm
(手柄).
次数:6次(基座),18次(手柄)
面:每一个面
离棱或边2mm以外区
域脱落﹤2×2mm为
合格,棱和边上的脱落
可接受.任何部位的凹
陷和刮伤可接受.[G1,
G2].
3 摩擦试验 1 取一个20mm试验样本放入摩擦
机架(1kg的负载)上,用橡皮擦
来回摩擦(橡皮擦露出夹具 2.5~
3mm)
G1级为600次,G2
级为400次.
不能有清晰看见底材
为合格.
4 抗溶剂试
验
4
分别滴一滴异丙醇或丁酮在试样
漆层表面.
15分钟后,用白布擦
去化学液,油漆层表面
无痕迹、污渍点及光泽
无明显变化.漆膜颜料
很微量迁移到白布上,
可以忽略[G1,G2]
以上试验在试验条件具备时需要完成.
六.测试方法详述:
胶纸附着力试验:
●测试工具:界刀规格:80×9×58°
●透明胶带:选用3Mscotch600transparent tape600或者粘力﹥5.3N/18mm透明胶带均或.
●测试方法:
取试样平坦部分,用界刀纵横划100个1mm×mm的小方格(如下图左),深度以能见到底材为准,不宜过深,过深刀口附近漆膜将会翻起,影响测试.然后用透明胶带贴在方格表面且用手指或橡皮压平,然后拉着胶带尾部成90°角,突然拉开胶带(如下图中).
●附着力计算式:
附着力=未脱落漆膜的方格数/100
注:每小格内如果漆膜脱落﹤1/5,可视为未脱落.
接受标准:G1、G2等级胶件附着力为100%,为合格(如上图右).
电子电器产品 可靠性测试检验标准.
可靠性测试检验标准 一.机械测试标准 B随机振动测试标准 试验目的:检验产品经受规定严酷等级的随机振动测试 试验设备:振动仪 试验样品:6SETS 试验内容:被测样品不包装,处于通电状态,牢固固定在测试台,试验参数:频率范围5-20Hz,功率频谱度0.96M2/S3;频率范围20-500Hz,功率频谱度0.96M2/S3(20Hz处),其它-3dB/℃T .轴向:三个轴向,持续时间,每方向1小时,共3小时,持续时间结束,取出样机进行测试后检查。 判定标准:通过基本功能测试;外观/结构正常,未见零件松动、裂开异常。 C包装振动测试标准 试验目的:模拟运输过程中振动对产品造成的影响 试验设备:振动测试仪 试验样品:2 carton 试验内容:振动宽度(Vibration width):2mm/2.8g;扫周率(Sweep Frequency):10 to 30Hz;方向(Direction):六个面(x.y.z axis);测试时间:30分/每个面(30 Minutes per axis),测试完成后检验产品的外观结构及各项功能。 判定标准:通过基本测试,外观/结构正常,未见零件松动异常。
二.存储温度测试标准 A高温贮存试验 试验目的:检验产品在高温环境条件下贮存的适用性 试验设备:恒温恒湿试验箱 试验样品:6SETS 试验内容:被测产品不包装、不通电,以正常位置放入试验箱内,使试验箱温度达到60±2℃,温度稳定后持续16小时,持续期满,立即进行试验后检测。 判定标准:通过基本功能测试;外观和结构正常。 B低温贮存试验 试验目的:检验产品在低温环境条件下贮存的适用性 试验设备:恒温恒湿试验箱 试验样品:6SETS 试验内容:被测产品不包装、不通电,以正常位置放入试验箱内,使试验箱温度达到-20±2℃,温度稳定后持续16小时,持续期满,在正常大气条件下放置2H,放置期满,被测样机进行试验后的检查。 判定标准:通过基本功能测试;外观和结构正常。 三.高低温测试标准 A低温工作试验 试验目的:检验产品在低温环境条件下使用的适用性 试验设备:恒温恒湿试验箱 试验样品:6SETS 试验内容:被测产品不包装、处于导通状态,以正常位置放入试验箱内,使温度达到-20±3℃,温度稳定后,持续8小时,持续期满,进行产品测试后的检查。 判定标准:通过基本功能测试;外观和结构正常。 B高温工作试验 试验目的:检验产品在高温环境条件下使用的适用性 试验设备:恒温恒湿试验箱 试验样品:6SETS 试验内容:被测产品不包装、处于导通状态,以正常位置放入试验箱内,使温度达到+55±2℃,温度稳定后,持续8小时,持续期满,进行产品测试后的检查。 判定标准:通过基本功能测试;外观和结构正常。 C恒定湿热试验 试验目的:检验产品在恒定湿热环境条件下使用的适用性 试验设备:恒温恒湿试验箱 试验样品:6SETS 试验内容:被测产品不包装、处于导通状态,以正常位置放入试验箱内,使温度达到40±2℃,湿度达到 95%,持续96小时,持续期满,立即进行产品测试后的检查。 判定标准:通过基本功能测试;外观和结构正常。 D冷热冲击试验 试验目的:检验产品经受环境温度讯速变化的能力 试验设备:冷热冲击试验箱 试验样品:6SETS 试验内容:被测产品不包装、不导通或不带电池状态,以正常位置放入试验箱内,高温为60℃,稳定温度保持时间为2小时,低温为-20℃,,稳定温度保持时间为2小时,转换时间不大于15秒,循环次数为12次(1循环周期为4小时),循环期满,在正常大气条件下放置2小时,放置期满,被检样机立即进行产品测试后的检查。 判定标准:产品外观和结构正常。功能、性能方面正常。 E结露试验 试验目的:检验产品在结露环境条件下的适用性 试验设备:恒温恒湿试验箱
最新硬件测试标准(最全可靠性测试)
1. 目的 此可靠性测试标准的目的是尽可能地挖掘设计,制造中的潜在性问题,在正式生产之前寻找改善方法并解决上述问题点,为正式生产的产品在质量上做必要的保证;并检测产品是否具备设计上的成熟性、使用上的可靠性.具体包括新产品的试验、物料的试验及例行抽检试验等等。 2. 围 此指引适用于所有诺亚信高科技集团生产的移动产品。 3. 定义 3.1 技术员:设定仪器,完成相关测试项目,并记录测试结果.解决检测过程中的问题;并向工程师反 馈检测方法的缺陷和不足。 3.2 工程师:判断测试结果是否可接受;跟进问题的解决情况;改善检测方法。 4. 抽样方案 4.1 以具体的实验项目要求为准。 5. 检验容 5.1 环境可靠性试验 5.1.1 高温运行试验 试验目的:验证手机在高温环境的适应性。 试验样品:2sets 试验容:55℃,手机配齐SIM卡/T卡,装电池开机,进行12小时测试,运行时间从到达 55℃温度始算起.试验后在箱检查,要求产品的功能、外观正常.受测前样机胶塞必须安装 归位.射频指标符合国家标准.对于翻/滑盖手机,1台开盖,1台合盖.(若屏/主板不同供 应商,则样机各选2pcs,共4pcs)。 判定标准: 1、壳体外观检查,缝隙,镜片以及使用背胶固定的装饰件等粘贴牢固度。 2、功能检查(注意屏的显示是否有黑影,坏点等异常)。 3、触摸屏划写,点压准确性(如有触摸不准偏位等现象,进行屏幕校准看是否 可恢复)。 4、MP3,FM,耳机,充电,滚轮…。 5、实网通话一次,看送话和受话是否正常。
5.1.2 低温运行试验 试验目的:验证手机在低温环境下的适应性。 试验样品: 2 sets 试验容: -20℃,手机配齐SIM卡/T卡,装电池开机并运行老化软件,进行12小时测试,运行时间从到达-20℃温度始算起.试验后在箱检查,要求产品的功能、外观正常.受测前样机胶塞必须安装归位.射频指标符合国家标准.对于翻/滑盖手机,2台开盖,1台合盖.(若屏/主板不同供应商,则样机各选2pcs,共4pcs)。 特别注意:俄罗斯项目需要测试低温下的充电功能(电池电压是否会升高)。 判定标准:1、壳体外观检查,缝隙,镜片以及使用背胶固定的装饰件等粘贴牢固度。 2、功能检查(注意屏的显示是否有黑影,坏点等异常)。 3、触摸屏划写,点压准确性(如有触摸不准偏位等现象,进行屏幕校准看是否 可恢复)。 4、MP3,FM,耳机,充电,滚轮…。 5、实网通话一次,看送话和受话是否正常。 5.1.3 高温贮存试验 试验目的: 应力释放和加速材料的老化。 试验样品:2 sets 试验容:80℃,手机配电池关机,存储时间24小时,贮存时间从温度到达80℃开始算起. 在进行存储到24小时后,直接进行外观检查.受测前样机胶塞必须安装归位.再进行2小时回温后,开机进行电性能检查.对于翻/滑盖手机,2台开盖,1台合盖.(若屏/主板不同供应商,则样机各选2pcs,共4pcs)。 判定标准:1、壳体外观检查,缝隙,LENS以及使用背胶固定的装饰件等粘贴牢固度。 2、功能检查(注意屏的显示是否有黑影,坏点等异常)。 3、触摸屏划写,点压准确性(如有触摸不准偏位等现象,进行屏幕校准看是否 可恢复)。 4、MP3,FM,耳机,充电,滚轮…。 5、实网通话一次,看送话和受话是否正常。 5.1.4 低温贮存试验 试验目的:加速材料的脆化。 试验样品:2 sets
产品环境试验及可靠性试验要求
1.目的:明确公司产品环境试验及可靠性试验的要求,确定试验用样品的领用,归还及处理方法 2.范围:本规定适用于泰丰公司新产品开发样机、工程样机、试产样机、 首批生产的产品、批量生产的产品以及售后反馈质量较差的产品 3.职责:品管部例行试验室负责做环境试验及可靠性试验,并负责领用、 归还试验用样品,成仓、生产部协助,售后服务部统一处理经过可靠 性试验的样品 4.试验项目: 4.1.1环境试验项目包括:高温试验、低温试验、振动试验、恒定湿热试 验、跌落试验、压强试验 4.1.2可靠性试验项目包括:叉簧寿命试验、按键寿命试验、铃声寿命试验、 MTBF (平故障工作时间)试验 5.试验要求 5.1例行试验室对需做试验的样品,按照《泰丰环境试验及可靠性试验品质标 准》进行相关试验,在记录本和白板上记录试验样品的名称、型号、样品 来源、试验项目、试验开始及结束时间、日期等。 5.2例行试验室需对试验前样品进行功能、性能测试,并记录检测数据及情 况。 5.3新产品开发样机、工程样机、试产样机做完环境试验后做可靠性试 验。 5.4首批生产的产品抽取5台样机做环境试验后,从中再抽取2台做可 靠性试验。 5.5成熟机型累计生产10万台,抽5台样品做环境试验后,从中再抽取
2台做可靠性试验。 5.6批量生产过程中,因更换物料可能影响到产品性能的,抽5台做环 境试验。 5.7技术服务部反映差的话机,品管针对不良项目安排做例行试验和相 关可靠性试验。 5.8如试验不合格,由开发、工程部分析原因,加以改进,认为问题已经解 决,再行试验。新开发产品只有通过例行试验和可靠性试验,才能投入批 量生产。对于已生产入库的话机,由品管裁决是否需要返工。 6.试验方法:参见实验室相关测试规范。 7.试验用话机的管理 7.1开发、工程样机试验完立即归原部门,并由原部门管理。 7.2例行试验用话机凭品管部经理签名的借条从生产线或成品仓库借 用,试验完立即归还。 7.3可靠性试验用话机凭品管部经理签名的借条从生产经或成品仓库借用,可 靠性试验完后,实验室对话机作上标记,由品管发文通知计划安排返工, 工程出返工方案,返工合格后再入成品仓库
塑胶喷油件检验标准
1、目的 确定检验作业条件,确定抽样水准,明确检验方法,建立判定标准,以确保产品品质。 2、适用范围 本检验规范适用于塑胶产品检验作业。 3、权责单位 本检验规范由品质部制定,所制定之规格,如有修改,须经制定单位同意后修改之。 4、应用文件 MIL-STD-105E Ⅱ抽样计划表、工程图纸、工程样板 5、检验仪器设备 99.5%工业酒精、标准光源灯箱、百格刀、3M600胶纸、中华牌2H铅笔、卡尺、显微镜。 6、检验标准 6.1 采用MIL-STD-105E Ⅱ表,正常检验、单次抽样计划, AQL订定为CR:0 、MA:0.40 、MI:1.0 6.2 有关抽样标准及判定标准,可视品质状况或客户要求作修正。 7、定义 7.1 测量面定义 A面:暴露在外且客户正常使用中直接可以看到的表面,如:面壳、顶盖; B面:暴露在外且在正常使用中不直接看到的次要表面及配件的外表面,如:侧壳、后壳; C面:正常使用时看不到的位置,如:底壳、电池盒内、CD门仓内; D面:机内部或脚垫内。 7.2 缺点分类 a.致命缺陷(CR):制品不符合客户所在国环保法规要求(例ROHS、REACH等),可能对机器或 设备的操作者造成伤害、潜在危险性的效应,会导致与安全有关的失效或不 符合政府法规、影响机械或电气性能、产品在组装后或在客户使用时会发生 重大品质事件。 b.严重缺陷(MA):性能达不到预期的目标,但不至于引起危险或不安全现象;导致最终影响产 品使用性能和装配;客户难以接受或存在客户抱怨风险的。
c.轻微缺陷(MI):不能满足规定的要求但不会影响产品使用功能的;客户不易发现,发现后通 过沟通能使客户接受的。 7.3 注塑件不良缺陷定义 缩水:塑胶表面局部由于填充不足或注塑压力保持不够而形成的凹坑。 熔接线:又称夹水线,塑料熔体在型腔中流动时,遇到阻碍物(型芯等物体)时,熔体在绕过阻碍物后不能很好融合,而在塑料件的表面形成一条明显的线。 顶出痕:由于塑料件的包紧力,顶杆区域受到顶出力所产生的痕迹或凸起。 破裂:因内应力或机械损伤而造成在塑料件表面的裂纹。 油渍:在塑料件表面残留的油污。 翘曲/变形:塑料件成型时由于受力不均或应力而造成塑料件的形变。 飞边:由于注塑工艺或模具原因,造成在塑料件的边缘分型面处所产生的废边。 划痕:由于硬物摩擦而造成塑料件表面线形划伤。 凹凸点:由于模具的损坏等原因造成塑料件表面上出现的高低不平。 斑点:在塑料件的表面和内部的细微颗粒或杂质。 7.4 料件喷涂表面不良缺陷定义 颗粒:又称尘点,在喷漆件表面上附着的细小颗粒。 积漆:在喷漆件表面上出现局部的油漆堆积现象。 龟裂:漆层表面有裂纹现象。 桔纹:在漆层表面出项桔子皮状皱纹。 透底:在漆层表面局部油漆层过薄而露出基体颜色的现象。 划伤:在漆层表面有线状划伤现象。 剥落:在漆层表面出现涂层脱落现象。 纤毛屑:在漆层由纤维毛等物而产生的细小线状现象。 色差:漆层颜色出现以标准色板或客户封样件颜色不一致的差异。 色泽差异:漆层表面光泽度超出标准样品的光泽差异。 7.5 装配组件不良缺陷定义 断差:装配组合件装配后在接缝处配合而产生的错位。
可靠性测试规范
手机可靠性测试规范 1. 目的 此可靠性测试检验规范的目的是尽可能地挖掘由设计,制造或机构部件所引发的机构部分潜在性问题,在正式生产之前寻找改善方法并解决上述问题点,为正式生产在产品质量上做必要的报证。 2. 范围 本规范仅适用于CECT通信科技有限责任公司手机电气特性测试。 3. 定义 UUT (Unit Under Test) 被测试手机 EVT (Engineering Verification Test) 工程验证测试 DVT (Design Verification Test) 设计验证测试 PVT (Product Verification Test) 生产验证测试 4. 引用文件 GB/T2423.17-2001 盐雾测试方法 GB/T 2423.1-2001 电工电子产品环境试验(试验Ab:低温) GB/T 2423.2-1995 电工电子产品环境试验(试验Bb:高温) GB/T 2423.3-1993 电工电子产品环境试验(试验Ca:恒定湿热) GB/T 2423.8-1995 电工电子产品环境试验(自由跌落) GB/T 2423.11-1997 电工电子产品环境试验(试验Fd: 宽频带随机振动) GB 3873-83 通信设备产品包装通用技术条件 《手机成品检验标准》XXX公司作业指导书 5. 测试样品需求数 总的样品需求为12pcs。 6. 测试项目及要求 6.1 初始化测试 在实验前都首先需要进行初始化测试,以保证UUT没有存在外观上的不良。如果碰到功能上的不良则需要先记录然后开始试验。在实验后也要进行初始化测试,检验经过实验是否造成不良。具体测试请参见《手机成品检验标准》。 6.2 机械应力测试 6.2.1 正弦振动测试 测试样品: 2 台
产品可靠性测试操作步骤
产品可靠性测试操作规范 为保证产品在各种使用过程、在不同的使用环境、受到不同的环境影响而确保其能正常工作,保证其在较长时间内无故障工作,同时也满足客户的要求。现要求按以下步骤进行可靠性测试,并将测试结果以《可靠性测试报表》的形式体现。 本试验由品质部进行,产品部协助。 一、来料阶段须进行的可靠性测试项目: 1.附着力测试 目的:提供产品表面涂层(喷油、丝印、移印、电镀)粘附强度及试验标准 适用范围:所有含表面涂层的产品 样品数量:3PCS 试验条件:界刀、3M810胶纸 试验程序:A.用界刀在表面涂层划相距1/16英寸11条平行直线,再划11条与其垂直的平行线(每一条应深至油漆的底层) B.用胶带贴于上面,并用手指压平,保证充分接触90+-30秒,然后以45度角往反方向均匀 迅速拉起 C.同一位置执行上述操作10次 D.测试完毕后检查,涂层脱落面积应小于规定范围 E.将测试结果记录于《可靠性测试报表》 2.耐磨性测试 目的:提供产品表面涂层的耐磨擦性能及试验标准 适用范围:所有含表面涂层的产品 样品数量:3PCS 试验条件:专用橡皮、负载 试验程序:A.用专用的日本砂质橡皮(橡皮型号:LER902K),施加500g的载荷,以40至60次每分钟的速度,以20mm左右的行程,在样品表面来回磨擦100个循环 B.测试完毕后检查,产品表面涂层应不露底 C.将测试结果记录于《可靠性测试报表》 3.耐醇性测试
目的:提供产品表面涂层的耐磨性及抵抗酒精性能及试验标准 适用范围;所有含表面涂层的产品 样品数量:3PCS 试验条件:纯棉布、酒精浓度>99%的酒精、砝码 试验程序:A.用纯棉布蘸满无水酒精,包在专用的500g砝码头上(包上棉布后的砝码测试头面积约为1CM 平方),以40至60次每分钟的速度,20mm左右的行程,在样品表面来回擦试100次 B.测试完毕后检查,产品表面涂层应不露底 C.将测试结果记录于《可靠性测试报表》 4.硬度测试 目的:提供产品表面涂层在正常使用、贮存或运输过程中抵抗外界物品刮伤的试验标准 适用范围:适用于含表面涂层的产品 样品数量:3PCS 试验条件:专用三菱牌2H铅笔、硬度测试仪 试验程序:A. 用2H铅笔(三菱牌),将笔芯削成圆柱形并在400目砂纸上磨平后,装在专用的铅笔硬度测试仪上( 施加在笔尖上的载荷为1Kg,铅笔与水平面的夹角为45°),推动铅笔向 前滑动约5mm长,共划5条,再用橡皮擦将铅笔痕擦拭干净。 B.测试完毕后检查,应无划痕 C.将测试结果记录于《可靠性测试报表》 二、半成品阶段须进行的可靠性测试项目: 老化寿命测试: 目的:提供产品在正常使用过程中的稳定性能及试验标准 适用范围:半成品 样品数量:20PCS以上 试验条件:常温常湿条件下,连续工作48小时 试验程序:A.于测试前先对产品的外观、功能进行检查并记录 B-1.音乐播放测试: B-1-1. 选取5台进行音乐播放:将样品在开机正常工作状态下,且音量调最大带负载情况下 连续工作48小时
产品可靠性测试规范
产品可靠性测试规范 Standardization of sany group #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
产品可靠性测试规范 1.目的 本文制定产品可靠性测试的要求和方法,确保产品符合可靠性测试要求。 2. 范围 本文件适用于此CPIT有限公司所生产的所有产品。 3. 定义 N/A 4. 职责 品控部QC/QA人员负责本文件所规定的通讯产品的可靠性测试内 容要求在检查过程中的实施. 品控部经理或其授权人负责本文件所规定的内容与实际情况相符并正确,并监督品控部QC/QA人员对本文件的实施. 5.内容 实验顺序 除非特殊要求,试验样品进行试验时,一般按下表的顺序进行: 实验条件及容差: 5.2.1 实验条件:
5.2.2 试验条件容差: a.温度容差:试验样品除必要的支承点外,应完全被空气包围。试 验区测量系统的温度和包围试验样品空气各处的温度容差:高温为 +/-2℃,低温为+/-3℃. b.湿度容差:+/-5%. c.振动振幅容差:+/-15%. d.振动频率容差:+/-1Hz. 5.2.3落地实验标准 5.2.3.1 落地实验应以箱体一角三棱六面按规定高度自由落下的方式进行。
重量高度 0~10kg以内 75cm 10~20kg以内 60 cm 20kg以上 53 cm 5.2.3.2 注意事项: 5.2.3. 体内机台及包材在每个步骤后应该检验。 5.2.3. 任一步骤发现部件有损坏的应立即更换。 5.2.3. 详细记录。 5. 3 样品数量: 测试时机: 6.4.1 产品处于PP时. 6.4.2 第一次量产. 6.4.3 当产品的材质,设计等变更时. 6.4.5 生产出现异常时. 6.4.6 新客户需重新进行产品评估时. 6.4.7 客户投诉与之相关时. 6.程序 从QA PASS的成品机中随机抽取20台,重新检查其外观及功能,确保其为合格产品方可进行以下步骤. 按试验顺序分别完成各项测试.对于每个测试中所出现的不合格品交测试组或相关技术部门分析其原因. 对于不合格品必须有相应的备份成品机进行补充或进行修理使其重新达到合格要求.
产品可靠性试验报告模板
产品可靠性试验报告一、试验样品描述 二、试验阶段 三、试验结论
四、试验项目
High Temperature Storage Test (高温贮存) 实验标准: 产品可靠性试验报告 测试产品状态 ■小批□中批□量产 开始时间/Start Time 结束时间/Close Time 试验项目名称/Test Item Name High Temperature Storage Test (高温贮存) 产品名称Name 料号/P/N (材料类填写供应商) 试验样品/数量 试验负责人 (5Pcs ) 实验测试结果 ■通过□不通过□条件通过 试验目的 验证产品在高温环境存储后其常温工作的电气性能的可靠性 试验条件 Test Condition 不通电,以正常位置放入试验箱内,升温速率为1℃/min,使产品温度达到70℃,温度稳定后持续8小时,完成测试后在正常环境下放置2小时后进行产品检查 试验条件图 Test Condition 仪器/设备 高温烤箱、万用表、测试工装 合格判据 试验后样品外观、机械性能、电气性能、等各项性能正常 包装压力测试 OK 包装振动测试 OK 包装跌落测试 OK Group 7 酒精测试 OK RCA 纸带耐磨测试 附着力测试 OK 百格测试 OK 材料防火测试
备注说明 注意:测试不通过或条件通过时需要备注说明现象或原因、所有工作状态机器需要连接信号线、功能测试涵盖遥控距离和按键功能 Low Temperature Storage Test(低温贮存) 实验标准: 产品可靠性试验报告 测试产品状态■小批□中批□量产 开始时间/Start Time 结束时间/Close Time试验项目名称/Test Item Name Low Temperature Storage Test (低温贮存) 机型名称Name料号/P/N(材料类填写供应商)试验样品/数量试验负责人实验测试结果■通过□不通过□条件通过 试验目的验证产品低温环境存储后其常温工作的电气性能的可靠性 试验条件Test Condition 不通电,以正常位置放入试验箱内,降温速率为1℃/min,使试验箱温度达到-30℃,温度稳定后持续8小时,完成测试后在正常环境下放置2小时,后进行产品检查. 试验条件图Test Condition
可靠性测试标准
Q/GSXH.Q. 质量管理体系第三层次文件1004.03-2001 可靠性试验规范
拟制:审核:批准: 海锝电子科技有限公司版次:C版 可靠性试验规范 1. 主题内容和适用范围 本档规定了可靠性试验所遵循的原则,规定了可靠性试验项目,条件和判据。 2. 可靠性试验规定 2.1 根据IEC国际标准,国家标准及美国军用标准,目前设立了14个试验项 目(见后目录〕。 2.2 根据本公司成品标准要求,用户要求,质量提高要求及新产品研制、工艺 改进等加以全部或部分采用上述试验项目。 2.3 常规产品规定每季度做一次周期试验,试验条件及判据采用或等效采用产 品标准;新产品、新工艺、用户特殊要求产品等按计划进行。 2.4 采用LTPD的抽样方法,在第一次试验不合格时,可采用追加样品抽样方 法或采用筛选方法重新抽样,但无论何种方法只能重新抽样或追加一次。 2.5 若LTPD=10%,则抽22只,0收1退,追加抽样为38只,1收2退。 抽样必须在OQC检验合格成品中抽取。 3.可靠性试验判定标准。
环境条件 (1)标准状态 标准状态是指预处理, 后续处理及试验中的环境条件。论述如下: 环境温度: 15~35℃ 相对湿度: 45~75% (2)判定状态 判定状态是指初测及终测时的环境条件。论述如下: 环境温度: 25±3℃ 相对湿度: 45~75% 4.试验项目。 目录 4.1 高温反向偏压试验------------------------------------ 第4页4.2 压力蒸煮试验------------------------------------ 第6页4.3 正向工作寿命试验------------------------------------ 第7页4.4 高温储存试验------------------------------------ 第8页4.5 低温储存试验------------------------------------ 第9页4.6 温度循环试验------------------------------------ 第10页4.7 温度冲击试验------------------------------------ 第11页4.8 耐焊接热试验------------------------------------ 第12页4.9 可焊性度试验------------------------------------ 第13页4.10 拉力试验------------------------------------ 第14页
电子产品可靠性试验国家实用标准应用清单
电子产品可靠性试验国家标准清单 GB/T 15120.1-1994 识别卡记录技术第1部分: 凸印 GB/T 14598.2-1993 电气继电器有或无电气继电器 GB/T 3482-1983 电子设备雷击试验方法 GB/T 3483-1983 电子设备雷击试验导则 GB/T 5839-1986 电子管和半导体器件额定值制 GB/T 7347-1987 汉语标准频谱 GB/T 7348-1987 耳语标准频谱 GB/T 9259-1988 发射光谱分析名词术语 GB/T 11279-1989 电子元器件环境试验使用导则 GB/T 12636-1990 微波介质基片复介电常数带状线测试方法 GB/T 2689.1-1981 恒定应力寿命试验和加速寿命试验方法总则 GB/T 2689.2-1981 寿命试验和加速寿命试验的图估计法(用于威布尔分布) GB/T 2689.3-1981 寿命试验和加速寿命试验的简单线性无偏估计法(用于威布尔分布) GB/T 2689.4-1981 寿命试验和加速寿命试验的最好线性无偏估计法(用于威布尔分布) GB/T 5080.1-1986 设备可靠性试验总要求 GB/T 5080.2-1986 设备可靠性试验试验周期设计导则 GB/T 5080.4-1985 设备可靠性试验可靠性测定试验的点估计和区间估计方法(指数分布)
GB/T 5080.5-1985 设备可靠性试验成功率的验证试验方案 GB/T 5080.6-1985 设备可靠性试验恒定失效率假设的有效性检验 GB/T 5080.7-1986 设备可靠性试验恒定失效率假设下的失效率与平均无故障时间的验证试验方案GB/T 5081-1985 电子产品现场工作可靠性有效性和维修性数据收集指南 GB/T 6990-1986 电子设备用元器件(或部件)规中可靠性条款的编写指南 GB/T 6991-1986 电子元器件可靠性数据表示方法 GB/T 6993-1986 系统和设备研制生产中的可靠性程序 GB/T 7288.1-1987 设备可靠性试验推荐的试验条件室便携设备粗模拟 GB/T 7288.2-1987 设备可靠性试验推荐的试验条件固定使用在有气候防护场所设备精模拟 GB/T 7289-1987 可靠性维修性与有效性预计报告编写指南 GB/T 9414.1-1988 设备维修性导则第一部分: 维修性导言 GB/T 9414.2-1988 设备维修性导则第二部分: 规与合同中的维修性要求 GB/T 9414.3-1988 设备维修性导则第三部分: 维修性大纲 GB/T 9414.4-1988 设备维修性导则第五部分: 设计阶段的维修性研究 GB/T 9414.5-1988 设备维修性导则第六部分: 维修性检验 GB/T 9414.6-1988 设备维修性导则第七部分: 维修性数据的收集分析与表示 GB/T 12992-1991 电子设备强迫风冷热特性测试方法 GB/T 12993-1991 电子设备热性能评定
可靠性测试标准
丝印、喷油产品测试要求 1.0目的 指导检查员正确地进行可靠性测试,保证本公司产品满足客户品质要求。 2.0适用范围 适用于本公司生产的所有需丝印、喷油加工产品的可靠性测试。 3.0定义 3.1.可靠性:即产品在规定条件下进行的环境模拟测试,其品质特性和耐受性能达到规定的要求。 3.2.测试周期,即在往返测试中,往返各一次为一个测试周期。 3.3.单项测试:即每一个产品有多项测试要求时每一个部件只完成其中的一项测试。 3.4.多项测试:即每一个产品有多项测试要求时,每一个部件要完成2个或以上的测试项目。4.0职责 检查员应按此指引作业,保证产品达到客户的品质要求。 5.0工作步骤 5.1产品的丝印、喷油可靠性测试(包括没有明确测试要求的产品) 5.1.1测试材料及工具 5.1.1.1 78%浓度的酒精 5.1.1.2 95%浓度的酒精 5.1.1.3 200g的铁锤 5.1.1.4 粗纹的干净白布 5.1.1.5 3M 600测试胶纸 5.1.1.6 界刀 5.1.1.7 恒温恒湿炉 5.1.1.8 RCA纸带测试机 5.1.1.9 测试专用纸带 5.1.1.10 热熔胶 5.1.1.11剪钳 5.1.2 酒精测试(每次测试1—2PCS) 5.1.2.1 把粗纹的干净白布包在200g的铁锤上,包好之后用95%浓度的酒精浸润,然后将此浸润后的铁锤在丝印字钮上水平移动来回摩擦,行程30mm,频率20周期(40次)/分钟,连续摩擦50周期(100次),(移印字钮用95%浓度的酒精进行测试)。 5.1.2.2 字钮之外的其它物料用78%浓度的酒清进行测试,方法同5.1.2.1 5.1.2.3 酒清测试接受标准:测试样品测试后不褪色,不脱油,无臌胀。 5.1.3 胶纸测试(每次测试2—4PCS) 5.1.3.1 胶纸测试方法:取样品平坦部分,用界刀纵横划100个1mmX1mm的小方格(如图1),丝印也需要划方格,深度以能见底材为准,不宜过深,过深刀口附近漆膜将会翻起,影响测试,然后用3M测试胶纸紧贴在上面,用手指肉体部分或橡皮压平,然后拉着胶纸尾部以90°角方向突然向上提起同一部位连续测试10次(如图2)。 5.1.3.2 胶纸测试接受标准: a.附著力=未脱落漆膜的方格数/100; b.每小格内如果漆膜脱落面积小于方格面积的1/5可视为未脱落(如图3) c.按前a,b点判定胶纸测试接受标准:附著力为100/100方为合格 5.1.4 高温高湿测试(每种货每天平均取样不少于测试3PCS,此测试当客户有要求时才做) 5.1.4.1 将塑胶喷油试样在过炉烘干4小时后存在温度为60±2°C,温度90%±3%之恒温恒湿炉中存放48H 5.1.4.2 高温高湿测试接受标准:室温后观察漆膜无皱纹、起泡、裂纹、剥落及明显的失光等现象 为合格(由于底材老化引起的变色,失色应不影响判定)。 5.1.5 RCA测试(现只有中建产品需做此项测试) 5.1.5.1 测试方法:用剪钳将需测试之胶件取较平坦处剪下2—3cm2 ,用热熔胶纸将其固定在RCA 纸带测试机上,将测试头对需测试位置,装好纸带,根据各种胶件测试规格的不同相应的
产品环境试验及可靠性试验要求
1. 目的:明确公司产品环境试验及可靠性试验的要求,确定试验用样品的领用,归还及处理方法 2. 范围:本规定适用于泰丰公司新产品开发样机、工程样机、试产样机、 首批生产的产品、批量生产的产品以及售后反馈质量较差的产品 3. 职责:品管部例行试验室负责做环境试验及可靠性试验,并负责领用、 归还试验用样品,成仓、生产部协助,售后服务部统一处理经过 可靠性试验的样品 4. 试验项目: 4.1.1 环境试验项目包括:高温试验、低温试验、振动试验、恒定湿热试 验、跌落试验、压强试验 4.1.2可靠性试验项目包括:叉簧寿命试验、按键寿命试验、铃声寿命试验、 MTBF(平故障工作时间)试验 5. 试验要求 5.1 例行试验室对需做试验的样品,按照《泰丰环境试验及可靠性试验 品质标准》进行相关试验,在记录本和白板上记录试验样品的名称、 型号、样品来源、试验项目、试验开始及结束时间、日期等。 5.2 例行试验室需对试验前样品进行功能、性能测试,并记录检测数据 及情况。 5.3 新产品开发样机、工程样机、试产样机做完环境试验后做可靠性试 验。 5.4 首批生产的产品抽取5台样机做环境试验后,从中再抽取2台做可 靠性试验。 5.5 成熟机型累计生产10万台,抽5台样品做环境试验后,从中再抽取 2台做可靠性试验。
5.6 批量生产过程中,因更换物料可能影响到产品性能的,抽5台做环 境试验。 5.7 技术服务部反映差的话机,品管针对不良项目安排做例行试验和相 关可靠性试验。 5.8 如试验不合格,由开发、工程部分析原因,加以改进,认为问题已 经解决,再行试验。新开发产品只有通过例行试验和可靠性试验, 才能投入批量生产。对于已生产入库的话机,由品管裁决是否需要 返工。 6. 试验方法:参见实验室相关测试规范。 7. 试验用话机的管理 7.1 开发、工程样机试验完立即归原部门,并由原部门管理。 7.2 例行试验用话机凭品管部经理签名的借条从生产线或成品仓库借 用,试验完立即归还。 7.3 可靠性试验用话机凭品管部经理签名的借条从生产经或成品仓库借 用,可靠性试验完后,实验室对话机作上标记,由品管发文通知计 划安排返工,工程出返工方案,返工合格后再入成品仓库
环境可靠性试验规范标准
环境试验规范 修改记录
1. 温度试验 1.1高温贮存试验 试验描述:将试验样品放置在高温环境中贮存一段时间,试验样品不进行工作。 试验目的:确定产品在高温、高湿环境下贮存是否对其外观,性能产生不良影响。 实验设备:恒温恒湿试验箱,防冷凝装置。 试验条件:60℃(每种产品按该产品的检验规范的指标设定。客户另有要求按客户要求设置)。 试验程序: 1. 预处理:试验前应该消除可能会对试验造成影响的因素。 2. 初始检测:按要求对用于试验的样品进行电气和机械性能测试,并做好记录。 3. 将恒温恒湿试验箱设定为试验所需温度和湿度,使试验箱温度稳定至设置温度。 4. 将处于室温的试验样品按正常状态放入准备好的试验箱内。 5. 和某种特定的安装架一起使用时,应使用这些装置一起试验。 6. 高温贮存试验时间为48H,有特殊要求则按特殊要求进行设定。 7. 试验48H后,将试验样品在室温下放置2个小时。 8. 试验后检测:按相关要求对试验样品的外观、电气性能、机械性能进行检测,并做好记 录。 9. 将试验前后的测试进行对比,判断该试验是否对产品造成不良影响。 1.2高温工作试验 试验描述:将试验样品放置于高温环境中一段时间,并使试验样品处于运行状态,若有要求加上负载,则加上负载进行试验。 试验目的:高温环境下工作是否对其外观,性能产生不良影响。 试验设备:恒温恒湿试验箱,防冷凝装置。 试验条件:温度40℃,(每种产品按该产品的检验规范的指标设定。客户另有要求按客户要求设置)。 试验程序: 1. 预处理:试验前应该消除可能会对试验造成影响的因素。 2. 初始检测:按要求对用于试验的样品进行电气和机械性能测试,并做好记录。 3. 确定试验箱保持室温,使试验样品处于准备工作状态。 4. 把试验样品放入试验箱中,按要求设置试验温度和湿度,关闭试验箱。 5. 待温度上升到试验温度,立即让试验样品进入运行状态。 6. 试验样品在试验箱中运行的时间为2H。 7. 试验后测试:按要求测试试验样品的电气、机械性能,检查外观有无被腐蚀,变型, 变色等。 1.3低温贮存试验
电子产品可靠性测试规范
产品可靠性测试规范 1.目的 本文制定产品可靠性测试的要求和方法,确保产品符合可靠性的质量 要求。 2.范围 本文件适用本公司所有产品。 3.内容 3.1 实验顺序 除客户特殊要求外,试验样品进行试验时,一般按下表的顺序进行: 3.2实验条件 3.2.1 实验条件:
3.2.2 试验机台误差: a.温度误差:高温为+/-2℃,低温为+/-3℃. b.振动振幅误差:+/-15%. c.振动频率误差:+/-1Hz. 3.2.3 落地试验标准 3.2.3.1 落地试验应以箱体四角八边六面(任一面底部相连之四角、与此四角相连之八边, 六面为前、后、左、右、上、下这六个面)按规定高度垂直落下的方式进行。 重量高度 0~10kg以内75cm 10~20kg以内60 cm 20kg以上53 cm 3.2.3.2 注意事项: 5.2.3.2.1 箱内样品及包材在每个步骤后进行外观与功能性检验。 5.2.3.2.2 跌落表面为木板。 3.2.4 推、拉力试验方法和标准 3.2. 4.1、目的:为了评定正常生产加工下焊锡与焊盘或焊盘与基材的粘结质量。 3.2. 4.2、DIP类产品,需把元件用剪钳剪去只留下元件脚部分(要求留下部分 可以自由通过元件孔),且须把该焊盘与所连接的导线分开,然后固定 在制具上用拉力机以垂直于试样的力拉线脚(如下图),直到锡点或焊 盘拉脱为止,然后即可在拉力计上读数。 拉力方向 焊锡 焊盘
(图1) 3.2. 4.3、SMT类产品,片式元件用推力计以如下图所示方向推元件。推至元件或焊盘脱落后在推 拉力计上读数。并把结果记录在报告上。 三极管推力方向如下图所示,推至元件或焊盘脱落后在推拉力计上读数,并记录。 3.2. 4.4、压焊类产品,夹住排线(FFC或FPC)以如下图所示方向做拉力,拉至FFC或FPC 断或焊锡与焊盘脱离(锡点脱离)或焊盘与基材脱离(起铜皮),把结果记录在报告 上。 3.2. 4.5、产品元器件抽样需含盖全面规格尺寸。产品各抗推、拉力标准为;
可靠性测试标准
更履历 审核批准
4214电池/电池盖装配寿命测试 ........................................ ... .. (13) 4.2.15手写笔插拔寿命测试 (14) 4.2.16触摸屏点击/划线寿命测试 ...................................... (14) 4.2.17手机反复拆卸/重组装寿命测试...................................... ..14 4.2.18手机喇叭寿命测试 .................................................... .14 4.3环境应力测试. (15) 4.3.1样机数量及其分配....................................... . .. (15) 4.3.2高温操作测试 (15) 4.3.3高温储存测试 (15) 4.3.4低温操作测试 (16) 4.3.5低温储存测试 (16) 4.3.6温度冲击测试 (16) 4.3.7 湿热测试 (17) 4.4特殊条件测试 (17) 4.4.1盐雾测试......................................................... 17.. 4.4.2沙尘测试........................................... .. .. (18) 4.4.3ESD 测试.......................................................... .18 4.4.4EMC 测试......................................................... ..19 4.5包装测试................................................................. 20.. 4.5.1 包装振动测试...................................... .... . (20) 4.5.2包装跌落测试........................................ .... . (20) 4.5.3 包装储存测试...................................... .. .. (21)
可靠性试验管理规定
可靠性试验管理规定 1.目的:规定公司产品在设计和生产阶段的可靠性试验说明和方法。 2.范围:适用于产品设计、量产以及变更的可靠性验证。 3.定义 3.1可靠性:产品在既定时间内,在特定使用(环境)条件下,满足其性能的能力。 3.2失效:在试验中或试验后,产品全部或其中任何一部分不能按照其性能正常工作,即为失效。 3.3新产品:首次进行试验的产品。 3.4量产产品:工艺成熟,批量生产的产品。 3.5 变更:可能影响产品性能的材料或工艺变更。 4.职责 4.1技术质量部:负责产品可靠性试验的计划、实施和确认。 4.2测试部:负责可靠性试验前后样品的测试。 4.3设计部:负责可靠性试验失效的FA分析。 5.
6.1 技术质量部和设计部根据试验计划或临时安排提出可靠性试验需求。6.2 技术质量部从待试验品批中抽取一定数量的良品作为试验样品。 6.3 技术质量部根据待试验品信息填写《可靠性试验单》。 6.4 技术质量部按照《可靠性试验单》要求进行试验。 6.5 测试部对试验后的样品进行测试,保留测试结果。 6.6 根据6.5测试结果,若样品全部Pass,由技术质量部整理报告,存档;若Fail样品数≥1,由设计部进行FA分析,将不合格原因及批次处理意见填写在试验单中。 7.试验说明 7.1环境试验 7.1.2 试验周期
7.2 7.3 说明 7.3.1 客户有不同于本规定要求时,按客户要求执行。 7.3.2 外加工方试验标准高于本规定时(包括项目、条件和时间),其提供的报告可作为考核合格的依据。 7.3.3 当某一品种连续三个月考核无异常时,可经评审后免于考核或减少考核频次。 7.3.4 考核报告保存三年,考核样品保留一个月。 7.3.5 量产产品考核不合格时,按不合格品控制程序处理。
产品可靠性测试规范
产品可靠性测试规范 1.目的 本文制定产品可靠性测试的要求和方法,确保产品符合可靠性测试要求。 2. 范围 本文件适用于此CPIT有限公司所生产的所有产品。 3. 定义 N/A 4. 职责 5.1 品控部QC/QA人员负责本文件所规定的通讯产品的可靠性测试内 容要求在检查过程中的实施. 5.2 品控部经理或其授权人负责本文件所规定的内容与实际情况相符并正确, 并监督品控部QC/QA人员对本文件的实施. 5.内容 5.1 实验顺序 除非特殊要求,试验样品进行试验时,一般按下表的顺序进行: 5.2 实验条件及容差: 5.2.1 实验条件:
5.2.2 试验条件容差: a.温度容差:试验样品除必要的支承点外,应完全被空气包围。试验 区测量系统的温度和包围试验样品空气各处的温度容差:高温为 +/-2℃,低温为+/-3℃. b.湿度容差:+/-5%. c.振动振幅容差:+/-15%. d.振动频率容差:+/-1Hz. 5.2.3落地实验标准 5.2.3.1 落地实验应以箱体一角三棱六面按规定高度自由落下的方式进行。 重量高度
0~10kg以内 75cm 10~20kg以内 60 cm 20kg以上 53 cm 5.2.3.2 注意事项: 5.2.3.2.1 体内机台及包材在每个步骤后应该检验。 5.2.3.2.2 任一步骤发现部件有损坏的应立即更换。 5.2.3.2.3 详细记录。 5. 3 样品数量: 5.4 测试时机: 6.4.1 产品处于PP时. 6.4.2 第一次量产. 6.4.3 当产品的材质,设计等变更时. 6.4.5 生产出现异常时. 6.4.6 新客户需重新进行产品评估时. 6.4.7 客户投诉与之相关时. 6.程序 6.1 从QA PASS的成品机中随机抽取20台,重新检查其外观及功能,确保其为合格产 品方可进行以下步骤. 6.2 按6.1试验顺序分别完成各项测试.对于每个测试中所出现的不合格品交测试组 或相关技术部门分析其原因. 6.3 对于不合格品必须有相应的备份成品机进行补充或进行修理使其重新达到合格要 求.