接线作业指导书
工序号:04序号123序号检查项目频率1接头拧紧全检5
2碰焊全检6
4碰焊机输出电压全检75
碰焊机输入电压全检67版本号:01作 业 前 准 备操 作 说 明 图 片
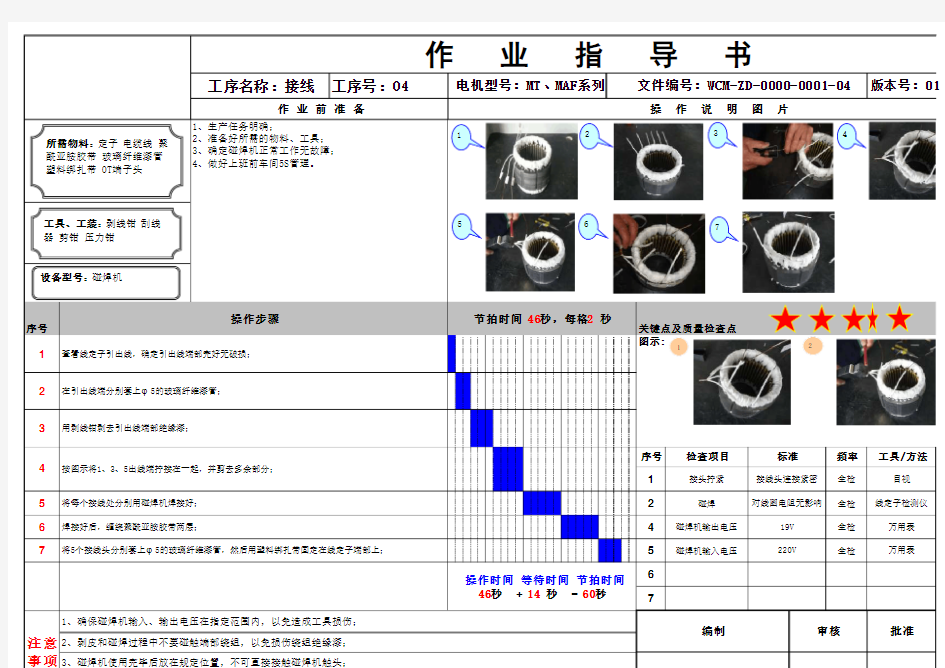
1、生产任务明确;
2、准备好所需的物料、工具;
3、确定碰焊机正常工作无故障;
4、做好上班前车间5S管理。
文件编号:WCM-ZD-0000-0001-04
工序名称:接线电机型号:MT、MAF系列作 业 指 导 书
操作步骤
节拍时间 46秒,每格2 秒关键点及质量检查点查看线定子引出线,确定引出线端部完好无破损;图示:在引出线端分别套上φ5的玻璃纤维漆管;用剥线钳剥去引出线端部绝缘漆;4
按图示将1、3、5出线端拧接在一起,并剪去多余部分;工具/方法接线头连接紧密目视将每个接线处分别用碰焊机焊接好;对线圈电阻无影响线定子检测仪标准220V 焊接好后,缠绕聚酰亚胺胶带两层;19V 万用表将5个接线头分别套上φ5的玻璃纤维漆管,然后用塑料绑扎带固定在线定子端部上;
万用表1、确保碰焊机输入、输出电压在指定范围内,以免造成工具损伤;
编制审核3、碰焊机使用完毕后放在规定位置,不可直接接触碰焊机触头;
操作时间 等待时间 节拍时间
46秒 + 14 秒 = 60秒批准2、剥皮和碰焊过程中不要碰触端部绕组,以免损伤绕组绝缘漆;注意
事项1所需物料:定子电缆线聚
酰亚胺胶带玻璃纤维漆管
塑料绑扎带OT 端子头工具、工装:剥线钳刮线
器剪钳压力钳设备型号:碰焊机
22314567
事项
4、使用完毕后,关掉电源;
01
处理措施
返工
返工
调整参数
调整参数
制表日期
相关主题