变形铝合金成分及性能

力学性能:
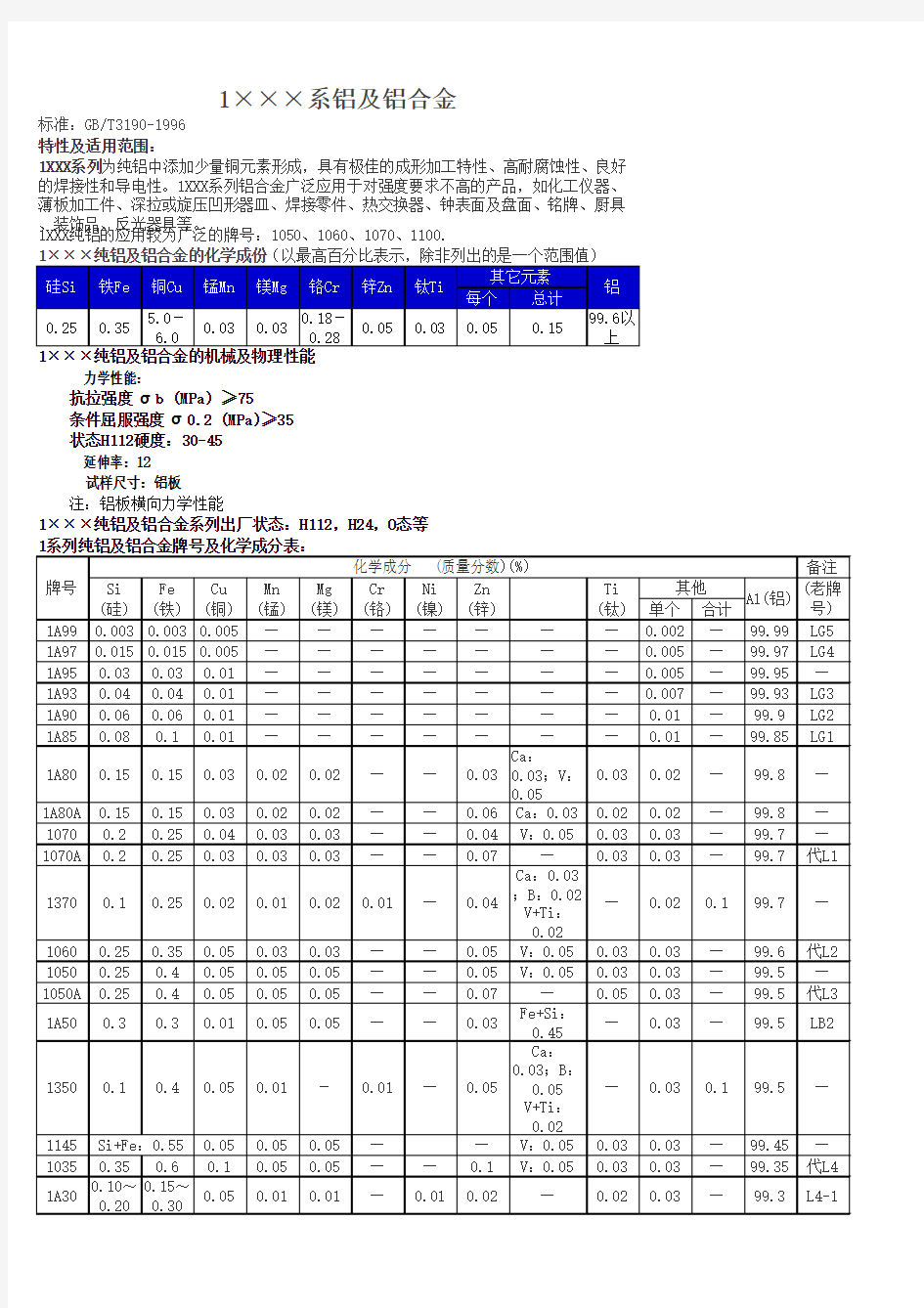
抗拉强度 σb (MPa) ≥75
条件屈服强度 σ0.2 (MPa)≥35 状态H112硬度:30-45 延伸率:12
注:铝板横向力学性能
试样尺寸:铝板
1×××纯铝及铝合金系列出厂状态:H112,H24,O态等1×××系铝及铝合金
标准:GB/T3190-1996特性及适用范围:
1XXX系列为纯铝中添加少量铜元素形成,具有极佳的成形加工特性、高耐腐蚀性、良好的焊接性和导电性。1XXX系列铝合金广泛应用于对强度要求不高的产品,如化工仪器、薄板加工件、深拉或旋压凹形器皿、焊接零件、热交换器、钟表面及盘面、铭牌、厨具、装饰品、反光器具等。
1XXX纯铝的应用较为广泛的牌号:1050、1060、1070、1100.
标准:GB/T3190-1996 特性及适用范围:
2XXX系铝铜合金用途
2XXX系列铝铜合金由于有高强度和好疲劳强度,被广泛应用在航空器结构上,尤其是机翼与机身结构下的受到张力的地方。
2×××系铝铜合金
2XXX系列硬铝应用较为广泛的牌号:2024(2A12)、LY12、LY11、2A11、2A14(LD10)、2017、2A17等。
2XXX系铝铜合金的化学成份(以最高百分比表示,除非列出的是一个范围值) 力学性能:
抗拉强度 σb (MPa) ≥425
条件屈服强度 σ0.2 (MPa)≥275 状态T4硬度:HB 120--145 延伸率:14以上 试样尺寸:铝板
注:铝板室温横向力学性能
2×××铝铜合金的出厂状态:H112,T4,T351,T6; 2XXX系列为铝-铜-镁系中的典型硬 铝合金,其成份比较合理,综合性能较好。很多国家都生产这个合金,是硬铝中用量最大的。该合金的特点是:强度高,有一定的耐热性,可用作150°C以下的工作零件。温度高于125°C,2XXX系列合金的强度比7075合金的还高。热状态、退火和新淬火状态下成形性能都比较好,热处理强化效果显著,但热处理工艺要求严格。抗蚀性较差,但用纯铝包覆可以得到有效保护;焊接时易产生裂纹,但采用特殊工艺可以焊接,也可以铆接。广泛用于飞机结构、铆钉、卡车轮毂、螺旋桨元件及其他种种结构件。
3XXX系列铝锰合金
标准:GB/T3190-1996
特性及适用范围:
3XXX系列为AL-Mn系合金,是应用最广的一种防锈铝,这种合金的强度不高(稍高于工业纯铝),不能热处理强化,故采用冷加工方法来提高它的力学性能:在退火状态有很高的塑性,在半冷作硬化时塑性尚好,冷作硬化时塑性低,耐腐蚀好,焊接性良好,可切削性能不良。用途主要用于要求高的可塑性和良好的焊接性,在液体或气体介质中工作的低载荷零件,如邮箱,汽油或润滑油导管,各种液体容器和其他用深拉制作的小负荷零件:线材用来做铆钉 3XXX系列铝板成形性、溶接性、耐蚀性均良好。用于加工需要有良好的成形性能、高的抗蚀性可焊性好的零件部件,或既要求有这些性能又需要有比1XXX系合金强度高的工作,如厨具、食物和化工产品处理与贮存装置,运输液体产品的槽、罐,以薄板加工的各种压力容器与管道一般器物、散热片、化妆板、影印机滚筒、船舶用材。
力学性能:
抗拉强度 σb (MPa) ≥140-200
条件屈服强度 σ0.2 (MPa)≥115
状态H24硬度:HB35-45
延伸率:12
试样尺寸:铝板
注:铝板室温横向力学性能
3×××铝锰合金的出厂状态:H112,H24,O态;
5×××系铝镁合金
标准:GB/T3190-1996 特性及适用范围:
①5XXX系列是高镁合金(5A06(LF6)5A05(LF5),在不可热处理合金中强度良好,耐蚀性、可切削性良好。阳极化处理后表面美观。电弧焊性能良好。5XXX系列合金中的主要合金元素为镁,具有良好的抗蚀性与可焊接性能,以及中等强度。优良的抗腐蚀性能使5XXX系列合金广泛用于海事用途如船舶,以及汽车、飞机焊接件、地铁轻轨,需严格防火的压力容器(如液体罐车、冷藏车、冷藏集装箱)、制冷装置、电视塔、钻探设备、交通运输设备、导弹零件、装甲等。[1]
②5XXX系列属于Al-Mg-Si系合金(5083《LF4》、5754、5052),使用范围广泛,特别是建筑业离不开此合金,是最有前途的合金。耐蚀性好,焊接性优良,冷加工性较好,并具有中等强度。5XXX系列的主要合金元素为镁,具有良好的成形加工性能、抗蚀性、焊接性,中等强度,用于制造飞机油箱、油管、以及交通车辆、船舶的钣金件,仪表、街灯支架与铆钉、五金制品、电器外壳等。 ③ AL-Mn系合金,是应用最广的一种防锈铝,这种合金的强度高,特别是具有抗疲劳强度:塑性与耐腐蚀性高,不能热处理强化,,在半冷作硬化时塑性尚好,冷作硬化时塑性低,耐腐蚀好,焊接性良好,可切削性能不良,可抛光。用途主要用于要求高的可塑性和良好的焊接性,在液体或气体介质中工作的低载荷零件,如邮箱,汽油或润滑油导管,各种液体容器和其他用深拉制作5XXX铝镁合金应用较为广泛的牌号:5A06、5A05、5083、5754、5052、5005、5086、5182等
5×××铝镁合金的化学成份(以最高百分比表示,除非列出的是一个范围值) 试样尺寸:铝板
注:铝板横向力学性能
5×××铝镁合金的出厂状态:H32,H112,H111,H24,O态; 力学性能:
抗拉强度 σb (MPa) ≥270
条件屈服强度 σ0.2 (MPa)≥120 状态H112硬度:HB45-75 延伸率:12以上
6×××系铝硅合金
标准:GB/T3190-1996
特性及适用范围:
6XXX系列属热处理可强化合金,具有良好的可成型性、可焊接性、可机加工性和,同时具有中等强度,在退火后仍能维持较好的操作性.
6XXX系列合金的主要合金元素是镁与硅AlMgSi1Cu,并形成Mg2Si相。若含有一定量的锰与铬,可以中和铁的坏作用;有时还添加少量的铜或锌,以提高合金的强度,而又不使其抗蚀性有明显降低;导电材料中还有少量的铜,以抵销钛及铁对导电性的不良影响;锆或钛能细化晶粒与控制再结晶组织;为了改善可切削性能,可加入铅与铋。在Mg2Si固溶于铝中,使合金有人工时效硬化功能。
6061-T651是6XXX系列合金中主要合金,是经热处理预拉伸工艺生产的高品质铝合金产品,其强度虽不能与2XXX系或7XXX系相比,但其镁、硅合金特性多,具有加工性能极佳、优良的焊接特点及电镀性、良好的抗腐蚀性、韧性高及加工后不变形、材料致密无缺陷及易于抛光、上色膜容易、氧化效果极佳等优良特点。
6XXX铝硅合金应用较为广泛的牌号:6082、6063(LD31)、6061(LD30)、6A02等。 6×××铝硅合金的化学成份(以最高百分比表示,除非列出的是一个范围值)
6×××铝硅合金的机械及物理性能
力学性能:
抗拉强度 σb (MPa) ≥310
条件屈服强度 σ0.2 (MPa)≥276
状态T6硬度:HB90-110
延伸率:11
试样尺寸:铝板
注:铝板横向力学性能
6×××铝硅合金的出厂状态:H112,T6,T651,T5,T4,O态;
7×××系铝锌合金
标准:GB/T3190-1996
特性及适用范围:
① 7000铝合金是另外一种常用的合金,品种繁多.它包含有锌和镁.比较常见的铝合金中强度最好的就是7075合金,但是它无法进行焊接,而且它的抗腐蚀性相当差,很多CNC切削制造的零部件用的就是7075合金.锌在这系列中是主要合金元素,加上少许镁合金可使材料能受热处理,到达非常高强度特性。这系列材料一般都加入少量的铜、铬等合金,而其中以编号7075铝合金尤为上品,强度最高,适合飞机构架 ② 7075属Al-Zn-Mg-Cu系超硬铝,该合金是20世纪40年代末期就已应用于飞机制造业,至今仍在航空工业上得到广泛应用的超高强度变形铝合金。其特点是,固溶处理后塑性好,热处理强化效果特别好,在150℃以下有高的强度,并且有特别好的低温强度;焊接性能差;有应力腐蚀开裂倾向;需经包铝或其他保护处理使用。双级时效可提高合金抗应力腐蚀开裂的能力。在退火和刚淬火状态下的塑性稍低于同样状态的2A12.稍优于7A04,板材的静疲劳.缺口敏感,应力腐蚀性能优于7A04。
7XXX铝锌合金应用较为广泛的牌号:7075、7A04(LC4)、7A09(LC9)、7A52、7A05等。
7×××铝锌合金的化学成份(以最高百分比表示,除非列出的是一个范围值)
7×××铝锌合金的机械及物理性能
力学性能:
抗拉强度 σb (MPa) ≥572
条件屈服强度 σ0.2 (MPa)≥503
硬度:HB 150
延伸率:12
试样尺寸:铝板
注:铝板横向力学性能
7×××铝锌合金的出厂状态:T6,T651,T7451,H112;
变形铝及铝合金牌号对照表[1]
变形铝及铝合金牌号对照表
铝及铝合金新旧牌号对照表
注: ①"原"是指化学成份与新牌号同,且都符合GB3190-82规定的旧牌号。 ②“代”是指与新牌号的化学成份相近似,且符合GB3190-82规定的旧牌号。 ③“曾用”是指已经鉴定,工业生产时曾经用过的牌号,但没有收入GB3190-82中。
变形铝和铝合金牌号表示方法和状态代号 类型:铝型材点击次数:1030 (1)四位数字体系牌号命名方法1997年1月1号,我国开始实施GB/T16474?996《变形铝和铝合金牌号表示方法》标准。新的牌号表示方法采用变形铝和铝合金国际牌号注册组织推荐的国际四位数字体系牌号命名方法,例如工业纯铝有1070、1060等,Al-Mn合金有3003等,Al-Mg合金有5052、5086等。 (2)四位字符体系牌号命名方法1997年1月1号前,我国采用前苏联的牌号表示方法。一些老牌号的铝及铝合金化学成分与国际四位数字体系牌号不完全吻合,不能采用国际四位数字体系牌号代替,为保留国内现有的非国际四位数字体系牌号,不得不采用四位字符体系牌号命名方法,以便逐步与国际接轨。例如:老牌号LF21的化学成分与国际四位数字体系牌号3003不完全吻合,于是,四位字符体系表示的牌号为3A21。 四位数字体系和四位字符体系牌号第一个数字表示铝及铝合金的类别,其含义如下: 1)1XXX系列工业纯铝; 2)2XXX系列Al-Cu、Al-Cu-Mn合金,; 3)3XXX系列Al-Mn合金; 4)4XXX系列Al-Si合金; 5)5XXX系列Al-Mg合金; 6)6XXX系列Al-Mg-Si合金; 7)7XXX系列Al-Mg-Si-Cu合金; 8)8XXX系列其它。 (3)铝铸件牌号我国容器用铝铸件牌号采用ZAl+主要合金元素符号+合金元素含量数百分率表示。例如;ZAlSi7Mg1A、ZAlCu4、ZAlMg5Si等。 (4)状态代号相同牌号的铝及铝合金,状态不同时,力学性能不相同。按照GB/T16475《变形铝和铝合金状态代号》标准,新状态代号规定如下: O 退火状态 H112 热作状态 T4 固溶处理后自然时效状态 T5 高温成形过程冷却后人工时效状态 T6 固溶处理后人工时效状态
各国压铸铝合金的化学成份及要求
压铸铝合金的化学成分和力学性能表 序号合金牌号合金代号 化学成份 力学性能 (不低于) 硅铜锰镁铁镍钛锌铅锡铝 抗拉强度伸长度 布氏硬度 HB5 /250 /30 1 YZA1Sil 2 YL102 10.0 13.0 ≤0.6≤0.6≤0.05≤1.2≤0.3余 220 2 60 2 YZA1Si10Mg YL104 8.0 10.5 ≤0.3 0.2 0.5 0.17 0.30 ≤1.0≤0.3≤0.05≤0.01余220 2 70 3 YZA1Si12Cu2 YL108 11.0 13.0 1.0 2.0 0.3 0.9 0.4 1.0 ≤1.0≤0.05≤1.0≤0.05≤0.01余240 1 90 4 YZA1Si9Cu4 YL112 7.5 9.5 3.0 4.0 ≤0.5≤0.3≤1.2≤0.5≤1.2≤0.1≤0.1余240 1 85 5 YZA1Si11Cu3 YL113 9.6 12.0 1.5 3.5 ≤0.5≤0.3≤1.2≤0.5≤1.0≤0.1≤0.1余230 1 80 6 YZA1Si17Cu5Mg YL11 7 16.0 18.0 4.0 5.0 ≤0.5 0.45 0.65 ≤1.2≤0.1≤0.1≤1.2余220 <1 7 YZA1Mg5Sil YL302 0.8 1.3 ≤0.1 0.1 0.4 4.5 5.5 ≤1.2≤0.2≤0.2余220 2 70 二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表 JIS牌号ISO牌号Cu Si Mg Zn Fe Mn Ni Sn Pb Ti Al ADC1 1.0以下11.0-13.0 0.3以下0.5以下 1.3以下0.3以下0.5以下0.1以下余量ADC1C A1-Sil2CuFe 1.2以下11.0-13.5 0.3以下0.5以下 1.3以下0.5以下0.30以下0.1以下0.20以下0.2以下余量ADC2 A1-Si12Fe 0.10以下11.0-13.5 0.10以下0.1以下 1.3以下0.5以下0.1以下0.05以下0.1以下0.2以下余量ADC3 0.6以下9.0-10.0 0.4-0.6 0.5以下 1.3以下0.3以下0.5以下0.1以下余量ADC5 0.2以下0.3以下 4.0-8.5 0.1以下 1.8以下0.3以下0.1以下0.1以下余量ADC6 0.1以下 1.0以下 2.5-4.0 0.4以下0.8以下0.4-0.6 0.1以下0.1以下余量ADC7 A1-Si5Fe 0.10以下 4.5-6.0 0.1以下0.1以下 1.3以下0.5以下0.1以下0.1以下0.1以下0.20以下余量ADC8 A1-Si6Cu4Fe 3.0-5.0 5.0-7.0 0.3以下 2.0以下 1.3以下0.2-0.6 0.3以下0.1以下0.2以下0.2以下余量ADC10 2.0-4.0 7.5-9.5 0.3以下 1.0以下 1.3以下0.5以下0.5以下0.2以下余量ADC10Z 2.0-4.0 7.5-9.5 0.3以下 3.0以下 1.3以下0.5以下0.5以下0.2以下余量ADC11 A1-Si8Cu3Fe 2.5-4.0 7.5-9.5 0.3以下 1.2以下 1.3以下0.6以下0.5以下0.2以下0.3以下0.2以下余量ADC12 1.5-3.5 9.6-12.0 0.3以下 1.0以下 1.3以下0.5以下0.5以下0.2以下余量ADC12Z 1.5-3.5 9.6-12.0 0.3以下 3.0以下 1.3以下0.5以下0.5以下0.2以下余量 牌号 抗拉试验硬度试验 抗拉强度MPa 耐力MPa 延伸率% HB HRB
GBT 26492.3-2011 变形铝及铝合金铸锭及加工产品缺陷 第3部分:板、带缺陷
变形铝及铝合金板、带缺陷 1范围 本标准规定了变形铝及铝合金板、带产品中常见的缺陷的定义、特征,分析了其产生的原因,并附有相应部分图片。 本标准适用于变形铝及铝合金板、带缺陷的分析与判定。 2缺陷定义、特征、产生原因典型事例 2.1非金属压入 2.1.1缺陷定义及特征 非金属杂物压入板、带表面。 表面呈明显的点状或长条状黄黑色缺陷。 2.1.2产生原因 a)轧制工序设备条件不清净; b)轧制工艺润滑剂不清静; c)工艺润滑剂喷射压力不足; d)板坯表面有擦划伤。 图1非金属压入 2.2金属压入 2.2.1缺陷定义及特征 金属屑或金属碎片压入板、带表面。 压入物刮掉后呈大小不等的凹陷,破坏了压入板、带表面的连续性。 2.2.2产生原因 a)热轧时辊边道次少,裂边的金属屑、条掉在板坯表面后压入; b)圆盘剪切边工序质量差,产生毛刺掉在带坯上经轧制后压入;
c)轧辊粘铝后,其粘铝又被压在板坯上; d)热轧导尺夹得过紧,带下来的碎屑掉在板坯上后被压入。 图2金属压入 2.3划伤 2.3.1缺陷定义及特征 因尖锐的物体(如板角、金属屑或设备上的尖锐物等)与板面接触,在相对滑动时所造成的呈单条状分布的伤痕。 2.3.2产生原因 a)热轧机辊道、导板上粘铝使板、带划伤; b)冷轧机导板、压平辊等有突出的尖锐物; c)精整时板角划伤; d)涂油包装时油中有金属屑带到涂油辊或毛毡上而划伤板面。
图3划伤 2.4擦伤 2.4.1缺陷定义及特征 由于物体间棱与面,或面与面接触后发生相对滑动或错动而在板、带表面造成的成束(或组)分布的伤痕。 2.4.2产生原因 a)板、带在加工生产过程中与导路、设备接触时,产生相对摩擦而造成擦伤; b)冷轧卷端面不齐正,在立式炉退火翻转时产生错动、层与层之间产生擦伤; c)冷轧时张力不当,开卷时产生层间错动而产生擦伤; d)精整验收或包装操作不当产生板间滑动而造成擦伤。 图4擦伤 2.5碰伤 2.5.1缺陷定义及特征 铝板、铝卷与其他物体碰撞后在板、带表面或端面产生的划痕,且大多数在凹陷边际有被挤出的金属存在。 2.5.2产生原因 a)板、卷在搬运或存放过程中与其他物体碰撞产生;
铝合金材料牌号和用途
铝合金材料牌号和用途 点击次数:548 发布时间:2009-9-22 0:14:49 1050食品、化学和酿造工业用挤压盘管,各种软管,烟花粉 1060要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途 1100用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具 1145包装及绝热铝箔,热交换器 1199电解电容器箔,光学反光沉积膜 1350电线、导电绞线、汇流排、变压器带材 2011螺钉及要求有良好切削性能的机械加工产品 2014应用于要求高强度与硬度(包括高温)的场合。飞机重型、锻件、厚板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件 2017是第一个获得工业应用的2XXX系合金,目前的应用范围较窄,主要为铆钉、通用机械零件、结构与运输工具结构件,螺旋桨与配件 2024飞机结构、铆钉、导弹构件、卡车轮毂、螺旋桨元件及其他种种结构件2036汽车车身钣金件 2048航空航天器结构件与兵器结构零件 2124航空航天器结构件 2218飞机发动机和柴油发动机活塞,飞机发动机汽缸头,喷气发动机叶轮和压缩机环 2219航天火箭焊接氧化剂槽,超音速飞机蒙皮与结构零件,工作温度为-270~300摄氏度。焊接性好,断裂韧性高,T8状态有很高的抗应力腐蚀开裂能力 2319焊拉 2219合金的焊条和填充焊料 2618模锻件与自由锻件。活塞和航空发动机零件 2A01工作温度小于等于100摄氏度的结构铆钉 2A02工作温度200~300摄氏度的涡轮喷气发动机的轴向压气机叶片 2A06工作温度150~250摄氏度的飞机结构及工作温度125~250摄氏度的航空器结构铆钉
常用变形铝合金退火热处理工艺规范标准
常用变形铝合金退火热处理工艺规 1 主题容与适用围 本规规定了公司变形铝合金零件退火热处理的设备、种类、准备工作、工艺控制、技术要求、质量检验、技术安全。 2 引用文件 GJB1694变形铝合金热处理规 YST 591-2006变形铝及铝合金热处理规 《热处理手册》91版 3 概念、种类 3.1 概念:将变形铝合金材料放在一定的介质加热、保温、冷却,通过改变材料表面或部晶相组织结构,来改变其性能的一种金属热加工工艺。 3.2 种类 车间铝合金零件热处理种类:去应力退火、不完全退火、完全退火、时效处理。 4 准备工作 4.1 检查设备、仪表是否正常,接地是否良好,并应事先将炉膛清理干净; 4.2 抽检零件的加工余量,其数值应大于允许的变形量; 4.3工艺文件及工装夹具齐全,选择好合适的工夹具,并考虑好装炉、出炉的方法; 4.4 核对材料与图样是否相符,了解零件的技术要求和工艺规定; 4.5在零件的尖角、锐边、孔眼等易开裂的部位,应采用防护措施,如包扎铁皮、石棉绳、堵塞螺钉等; 5 一般要求 5.1 人员: 热处理操作工及相关检验人员必须经过专业知识考核和操作培训,成绩合格后持证上岗5.2 设备 5.2.1 设备应按标准规要求进行检查和鉴定,并挂有合格标记,各类加热炉的指示记录的仪表刻度应能正确的反映出温度波动围; 5.2.2 热电温度测定仪表的读数总偏差不应超过如下指标: 当给定温度t≤400℃时,温度总偏差为±5℃; 当给定温度t>400℃时,温度总偏差为±(t/10)℃。 5.2.3 加热炉的热电偶和仪表选配、温度测量、检测周期及炉温均匀性均应符合QJ 1428的Ⅲ类及Ⅲ类以上炉的规定。 5.3 装炉 5.3.1 装炉量一般以装炉零件体积计算,每炉零件装炉的有效体积不超过炉体积一半为准。 5.3.2 零件装炉时,必须轻拿轻放,防止零件划伤及变形。 5.3.3堆放要求: a.厚板零件允许结合零件结构特点,允许装箱入炉进行热处理,叠放时允许点及较少的线接触,避免面接触,叠放间隙不小于10mm. b.厚度t≤3mm的板料以夹板装夹,叠放厚度≤25mm,零件及夹板面无污垢、凸点,零件间、零件与夹板间应垫一层雪花纸,以防止零件夹伤。 5.3.4 装炉后需检查零件与电热原件,确定无接触时,方可送电升温,在操作过程中,不得随意打开炉门; 5.3.5 加热速度:变形铝合金退火的加热速度约13℃~15℃/秒,例如加热到410℃设定时间为0.5小时。
铝合金的牌号、状态和性能解析
1铝的基本特性与应用范围 铝是元素周期表中第三周期主族元素,原子序数为13,原子量为26.9815。 铝具有一系列比其他有色金属、钢铁、塑料和木材等更优良的特性,如密度小,仅为2.7 g / cm3,约为铜或钢的1/3;良好的耐蚀性和耐候性;良好的塑性和加工性能;良好的导热性和导电性;良好的耐低温性能,对光热电波的反射率高、表面性能好;无磁性;基本无毒;有吸音性;耐酸性好;抗核辐射性能好;弹性系数小;良好的力学性能;优良的铸造性能和焊接性能;良好的抗撞击性。此外,铝材的高温性能、成型性能、切削加工性、铆接性以及表面处理性能等也比较好。因此,铝材在航天、航海、航空、汽车、交通运输、桥梁、建筑、电子电气、能源动力、冶金化工、农业排灌、机械制造、包装防腐、电器家具、日用文体等各个领域都获得了十分广泛的应用,下表列出了铝的基本特性及主要应用领域。 铝的基本特性及主要应用领域
3 变形铝合金分类、牌号和状态表示法 3. 1变形铝合金的分类 变形铝合金的分类方法很多,目前,世界上绝大部分国家通常按以下三种方法进行分类。 ⑴按合金状态图及热处理特点分为可热处理强化铝合金和不可热处理强化铝合金两大类。不可热处理强化铝合金(如:纯铝、Al-Mn、Al-Mg、Al-Si系合金)和可热处理强化铝合金(如:Al-Mg-Si、Al-Cu、Al-Zn-Mg 系合金)。 ⑵按合金性能和用途可分为:工业纯铝、光辉铝合金、切削铝合金、耐热铝合金、低强度铝合金、中强度铝合金、高强度铝合金(硬铝)、超高强度铝合金(超硬铝)、锻造铝合金及特殊铝合金等。 ⑶按合金中所含主要元素成分可分为:工业纯铝(1×××系),Al-Cu合金(2×××系),Al-Mn合金(3×××系),Al-Si合金(4×××系),AL-Mg合金(5×××系),Al-Mg-Si合金(6×××系),Al-Zn-Mg合金(7×××系),Al-其它元素合金(8×××系)及备用合金组(9×××系)。 这三种分类方法各有特点,有时相互交叉,相互补充。在工业生产中,大多数国家按第三种方法,即按合金中所含主要元素成分的4位数码法分类。这种分类方法能较本质的反映合金的基本性能,也便于编码、记忆和计算机管理。我国目前也采用4位数码法分类。 3. 2中国变形铝合金的牌号表示法 根据GB/T16474 —1996“变形铝及铝合金牌号表示方法”,凡化学成分与变形铝及铝合金国际牌号注册协议组织(简称国际牌号注册组织)命名的合金相同的所有合金,其牌号直接采用国际四位数字体系牌号,
铝合金的牌号性能与应用
铝合金的牌号、状态和性能 1 铝及铝合金的分类 纯铝比较软,富有延展性,易于塑性成形。如果根据各种不同的用途,要求具有更高的强度和改善材料的组织和其他各种性能,可以在纯铝中添加各种合金元素,生产出满足各种性能和用途的铝合金。 铝合金可加工成板、带、条、箔、管、棒、型、线、自由锻件和模锻件等加工材(变形铝合金),也可加工成铸件、压铸件等铸造材(铸造铝合金)。 纯铝—1×××系,如1000合金 非热处理型合金Al-Mn系合金—3×××系,如3003合金 Al-Si系合金—4×××系,如4043合金变形铝合金Al-Mg系合金—5×××系,如5083合金 Al-Cu系合金—2×××系,如2024合金 热处理型合金Al-Mg-Si系合金—6×××系,如6063合金铝及Al-Zn-Mg系合金—7×××系,如7075合金铝合金Al-其它元素—8×××系,如8089合金 纯铝系 非热处理型合金Al-Si系合金,如ZL102合金 Al-Mg系合金,如ZL103合金 铸造铝合金Al-Cu-Si系合金,如ZL107合金 Al-Cu-Mg-Si系合金,如ZL110合金 热处理型合金Al-Mg-Si系合金,如ZL104合金 Al-Mg-Zn系合金,如ZL305合金
2 变形铝合金分类、牌号和状态表示法 3. 1 变形铝合金的分类 变形铝合金的分类方法很多,目前,世界上绝大部分国家通常按以下三种方法进行分类。 ⑴按合金状态图及热处理特点分为可热处理强化铝合金和不可热处理强化铝合金两大类。不可热处理强化铝合金(如:纯铝、Al-Mn、Al-Mg、Al-Si系合金)和可热处理强化铝合金(如:Al-Mg-Si、Al-Cu、Al-Zn-Mg系合金)。 ⑵按合金性能和用途可分为:工业纯铝、光辉铝合金、切削铝合金、耐热铝合金、低强度铝合金、中强度铝合金、高强度铝合金(硬铝)、超高强度铝合金(超硬铝)、锻造铝合金及特殊铝合金等。 ⑶按合金中所含主要元素成分可分为:工业纯铝(1×××系),Al-Cu合金(2×××系),Al-Mn合金(3×××系),Al-Si合金(4×××系),AL-Mg合金(5×××系),Al-Mg-Si 合金(6×××系),Al-Zn-Mg合金(7×××系),Al-其它元素合金(8×××系)及备用合金组(9×××系)。 这三种分类方法各有特点,有时相互交叉,相互补充。在工业生产中,大多数国家按第三种方法,即按合金中所含主要元素成分的4位数码法分类。这种分类方法能较本质的反映合金的基本性能,也便于编码、记忆和计算机管理。我国目前也采用4位数码法分类。 3.3 中国变形铝合金状态代号及表示方法 根据GB/T16475–1996标准规定,基础状态代号用一个英文大写字母表示。细分状态代号采用基础状态代号后跟一位、两位或多位阿拉伯数字表示。 3.3.1基础状态代号 3.3.2 细分状态代号 HXX状态 H后面的第一位数字表示获得该状态的基本处理程序 H1 ——单纯加工硬化状态 适用于未经附加热处理,只经加工硬化即获得所需强度的状态。
铝及铝合金板带材冷轧机设备简介(PPT)
冷轧机设备介绍沈伟 2007.2.1 提纲轧制基本概念核心控制对象和控制点厚度控制及测厚仪板形控制与板形仪对中控制冷轧机设备组成 轧制基本概念(一)轧制---轧辊与轧件相互作用时轧件被摩擦力拉入旋转的轧辊间受到压缩发生塑性变形的过程.道次---轧件从进入轧辊到离开轧辊承受一次压缩塑性变形称为 个轧制道次性变形称为一个轧制道次.变形区---轧制时金属在轧辊间产生塑性变形的区域.前滑---轧件的出口速度大于轧辊圆周速度的现象称为前滑.后滑---轧件的入口速度小于轧辊圆周速度的现象称为后滑. 轧制基本概念(二)热轧---再结晶温度以上的轧制过程.冷轧---再结晶温度以下的轧制过程. 再结晶温度以下的轧制过程铸轧---连续铸造连续轧制过程。 热轧优点1.显著降低能耗跟冷轧比较。2.改善加工工艺性能。热轧能把低塑性铸2 改善加工工艺性能 热轧能把低塑性铸态组织转变成较高塑性的变形组织。破碎粗大晶粒,减少或消除铸造缺陷。3.可采用大铸锭,大压下率轧制。提高了生产率。 冷轧优点1.产品的组织与性能均匀,有良好的机械性能和再加工性能。2.产品尺寸精度高,表面质量和板形好。2 产品尺寸精度高 表面质量和板形好3.通过控制加工率或配合热处理,可获得各种状态的产品。4.能生产比热轧、铸轧更薄的产品。 铸轧优点1.不需要铸锭锯切,铣面,加热等工序,缩短了生产工艺流程。2.节省能耗(比热轧节能30-50)3.成品率高。几何损失和工艺废品少。4.设备简单,占地面积小,投资小。 轧机的刚度轧机的刚度---轧机抵抗轧制压力引起弹性变形的能力又称轧机模数.轧机刚度不是轧机固有的常数它是随轧件宽度和轧制速度影响轴承油膜厚度等变化而改变制速度影响轴承油膜厚度等变化而改变.自然刚度---轧机本身抵抗弹性变形能力的刚度.可调刚度---轧制过程中因轧制压力波动引起辊缝变化进行不同程度的补偿称为可调刚度. 轧机刚度的改善轧机的刚度越大消除纵向厚度偏差的能力越强. 法方法改善轧辊和机架材质改进其结构和尺寸.采用液压压下实现板厚自动控制.采用预应力轧制. 轧制硬化随着轧制进行轧件不断被压薄而且不断产生加工硬化此时轧件塑性变形所需施加外力需不断增加.达到定程度时轧件发生塑性变形不断增加达到一定程度时轧件发生塑性变形所需的单位压力超过轧辊发生弹性压扁所需的单位压力.结果只发生轧辊弹性压扁而轧件不发生塑性变形. 最小可轧厚度h3.58DfK-q/EaD 斯通公式h:最小可轧厚度 轧辊直径D:轧辊直径f:摩擦系数K:轧件变形抗力q:前后平均张力E:轧辊弹性模树a:经验系数 a1/2000---1/1000 带材的张力带材的张力是通过开卷,卷取机与轧辊入口,出口带材速度差建立起来的,因速度差使带材被拉紧,产生弹性拉伸变形,建立了张力。张力达到稳定值后,速度差消除。张力达到稳定值后 速度差消除前张力---卷取机与轧辊出口带材间的张力。后张力---开卷机与轧辊入口带材间的张力 张力的作用1.使变形抗力减小,降低单位压力,减小电机负荷。前张力使轧制力矩减小,后张力使轧制力矩增大。2.控制带材厚度增大张力,使轧辊弹性压扁和轧机弹跳减小,轧件被进一步压薄。3.控制板形张力影响轧辊的弹性弯曲,从而改变辊缝形状。张力促使金属沿横向延伸均匀,获得良好板形。4.防止带材跑偏,保证轧制稳定。核心(一)厚度控制系统
6063铝合金化学成分
6063铝合金化学成分的选择 黎伯豪言淑纯 6063铝合金广泛用于建筑铝门窗、幕墙的框架,为了保证门窗、幕墙具有高的抗风压性能、装配性能、耐蚀性能和装饰性能,对铝合金型材综合性能的要求远远高于工业型材标准。在国家标准GB/T3190中规定的6063铝合金成分范围内,对化学成分的取值不同,会得到不同的材质特性,当化学成分的范围很大时,其性能差异会在很大范围内波动,以致型材的综合性能会无法控制。因此,优选6063铝合金的化学成分成为生产优质铝合金建筑型材的最重要的一环。 1 合金元素的作用及其对性能的影响6063铝合金是AL-Mg-Si系中具有中等强度的可热处理强化合金,Mg和Si是主要合金元素,优选化学成分的主要工作是确定Mg和Si 的百分含量(质量分数,下同)。 1.1 Mg的作用和影响Mg和Si组成强化相Mg2Si,Mg的含量愈高,Mg2Si的数量就愈多,热处理强化效果就愈大,型材的抗拉强度就愈高,但变形抗力也随之增大,合金的塑性下降,加工性能变坏,耐蚀性变坏。 1.2 Si的作用和影响Si的数量应使合金中所有的Mg都能以Mg2Si相的形式存在,以确保Mg的作用得到充分的发挥。随着Si含量增加,合金的晶粒变细,金属流动性增大,铸造性能变好,热处理强化效果增加,型材的抗拉强度提高而塑性降低,耐蚀性变坏。 2 Mg和Si含量的选择 2.1 Mg2Si量的确定 2.1.1 Mg2Si相在合金中的作用Mg2Si在合金中能随着温度的变化而溶解或析出,并以不同的形态存在于合金中:(1)弥散相β’’固溶体中析出的Mg2Si相弥散质点,是一种不稳定相,会随温度的升高而长大。(2)过渡相β’是β’’由长大而成的中间亚稳定相,也会随温度的升高而长大。(3)沉淀相β是由β’相长大而成的稳定相,多聚集于晶界和枝晶界。能起强化作用Mg2Si相是当其处于β’’弥散相状态的时侯,将β相变成β’’相的过程就是强化过程,反之则是软化过程。 2.1.2 Mg2Si量的选择6063铝合金的热处理强化效果是随着Mg2Si量的增加而增大。参见图1[1]。当Mg2Si的量在0.71%~1.03%范围内时,其抗拉强度随Mg2Si量的增加近似线性地提高,但变形抗力也跟着提高,加工变得困难。但Mg2Si量小于0.72%时,对于挤压系数偏小(小于或等于30)的制品,抗拉强度值有达不到标准要求的危险。当Mg2Si 量超过0.9%时,合金的塑性有降低趋势。GB/T5237.1—2000标准中要求6063铝合金T5状态型材的σb≥160MPa,T6状态型材σb≥205MPa,实践证明.该合金的最高可达到260MPa。但大批量生产的影响因素很多,不可能确保都达到这么高。综合的考虑,型材既要强度高,能确保产品符合标准要求,又要使合金易于挤压,有利于提高生产效率。我们设计合金强度时,对于T5状态交货的型材,取200MPa为设计值。从图1可知,抗拉强度在200MPa左右时,Mg2Si量大约为0.8%,而对于T6状态的型材,我们取抗拉强度设计值为230 MPa,此时Mg2Si量就提高到0.95%。 2.1.3 Mg含量的确定Mg2Si的量一经确定,Mg含量可按下式计算:Mg%=
变形铝及铝合金热处理规范
ICS 变形铝及铝合金热处理规范 Wrought aluminium and aluminium alloys heat treatment (送审稿) 全国有色标准化技术委员会 发布 YS
YS/T ××××—×××× 目次 前言............................................................................... II 1 范围 (1) 2 规范性引用文件 (1) 3 定义 (1) 3.1 热处理 (1) 3.2 热处理批次 (1) 3.3 工作区 (1) 3.4 固溶热处理造成的砂眼和气孔 (1) 4 要求 (2) 4.1 建立工艺操作规程和工艺操作规程重新审定 (2) 4.2 定期工艺制度检查 (2) 4.3 定期产品监测 (2) 4.4 热处理设备 (2) 4.5 固溶热处理参数及工艺规程 (4) 4.6 淬火参数和工艺规程 (8) 4.7 装架和间距 (9) 4.8 建议时效热处理 (10) 4.9 推荐的退火工艺 (18) 5 质量保证措施 (18) 5.1 检查责任 (18) 5.2 热处理设备的温度检测 (19) 5.3 喷水淬火设备 (19) 5.4 产品定期监测 (21) 5.5 测试方法 (23) 5.6 试验结果的判定 (24) 5.7 锻件的热处理批号 (25) 附录A (资料性附录)铝合金热处理常用知识 (26) A.1 盐浴槽的优点 (26) A.2 气室炉的优点 (26) A.3 固溶热处理 (26) A.4 用于提高抗腐蚀能力的淬火 (27) A.5 合金和状态代号 (27) A.6 包铝板 (27) A.7 退火处理 (27) A.8 时效 (27) A.9 残余拉应力对腐蚀性能的影响 (28) A.10 电导率、硬度和状态的关系 (28) I
7系列 变形铝合金 牌号和化学成分 中外近似对照
机械加工 https://www.360docs.net/doc/eb16339564.html, CNC数控机械加工,瑞典三坐标测量机自动测量,零件出口德国瑞士,提供可靠的信赖协作 7系列 Al Al--Zn系 变形铝合金 牌号和化学成分 中外近似对照 国别牌号①主要化学成分②(质量分数)(%) 基体和其他Si Fe Cu Mn Mg Cr Zn Ti 7003合金的中外近似对照 中7003(LC12)0.30*0.350.20*0.30*0.50~1.00.20* 5.0~6.50.20*Zr0.05~0.25,Al余量日A70030.30*0.350.20*0.30*0.50~1.00.20* 5.0~6.50.20*Zr0.05~0.25,Al余量 EN EN AW-7003/AlZn6Mg0.8Zr0.30*0.350.20*0.30*0.50~1.00.20* 5.0~6.50.20*Zr0.05~0.25,Al余量美7003/A970030.30*0.350.20*0.30*0.50~1.00.20* 5.0~6.50.20*Zr0.05~0.25,Al余量7005合金的中外近似对照 中70050.350.40*0.10*0.20~0.7 1.0~1.80.06~0.20 4.0~5.00.01~0.06Zr0.08~0.20,Al余量 ISO AlZn4.5Mg1.5Mn0.350.40*0.10*0.20~0.7 1.0~1.80.06~0.20 4.0~5.00.01~0.06Zr0.08~0.20,Al余量日A7N010.30*0.350.20*0.20~0.7 1.0~2.00.30* 4.0~5.00.20*Zr0.25,V0.10,Al余 量印745300.40.70.20.2~0.7 1.0~1.50.2 4.0~5.00.2Al余量 EN EN AW-7005/AlZn4.5Mg1.5Mn0.350.40*0.10*0.20~0.7 1.0~1.80.06~0.20 4.0~5.00.01~0.06Zr0.08~0.20,Al余量美7005/A970050.350.40*0.10*0.20~0.7 1.0~1.80.06~0.20 4.0~5.00.01~0.06Zr0.08~0.20,Al余量7020合金的中外近似对照 中70200.350.40*0.20*0.05~0.50 1.0~1.40.10~0.35 4.0~5.0—Zr0.08~0.20, Ti+Zr0.08~0.25,Al ISO AlZn4.5Mg10.350.40*0.20*0.05~0.50 1.0~1.40.10~0.35 4.0~5.0—Zr0.08~0.20, Ti+Zr0.08~0.25,Al 俄~1925C0.60.70.80.5 1.4~1.9— 3.7~4.30.1Zr0.12~0.20,Al余量 EN EN AW-7020/AlZn4.5Mg10.350.40*0.20*0.05~0.50 1.0~1.40.10~0.35 4.0~5.0—Zr0.08~0.20, Ti+Zr0.08~0.25,Al 余量 德AlZn4.5Mg1/3.43350.350.40*0.20*0.05~0.50 1.0~1.40.10~0.35 4.0~5.0—Ti+Zr0.08~0.25,Al 余量法7020(A-Z5G)0.350.40.20.05~0.50 1.0~1.40.1~0.35 4.0~5.0—Zr0.08~0.20,Al余量 美7020/A90200.350.40*0.20*0.05~0.50 1.0~1.40.10~0.35 4.0~5.0—Zr0.08~0.20, Ti+Zr0.08~0.25,Al 7022合金的中外近似对照 中70220.50*0.50*0.50~1.00.10~0.40 2.6~3.70.10~0.30 4.3~5.2—Ti+Zr0.15,Al余量
铝合金构件的变形矫正方法大全(清晰整齐)
铝合金构件的变形矫正方法大全,附有实例 目前铝合金在产品加工制造行业被广泛应用。铝合金产品在加工制造过程中由于受到外力或焊接应力的影响,通常会产生一定程度的变形,这些变形通常都要进行矫正,而使其符合产品质量要求。实践证明,多数变形的构件是可以矫正的。矫正的原理都是设法造成新的变形来达到抵消已经发生的变形。在生产实际过程中普遍应用的矫正方法,主要有机械矫正、手工矫正和火焰矫正,因此要针对产品不同的结构和变形程度合理选择最佳的矫正方法,以获得最佳的矫正效果。 铝合金构件变形的原因 (1)原材料在加工过程中产生的变形由于原材料在挤压生产过程中产生的残余应力而引起的变形。如:挤压过程中冷却速度不一致、挤压设备调试失常等。 (2)在产品制造过程中产生的变形主要原因是外力影响。如剪切过程中产生的剪切挤压应力、热切割过程中热胀冷缩产生的收缩应力等。 (3)焊接过程中产生的变形主要原因是焊缝周围产生的横向和纵向收缩应力,通常称为焊接应力引起的变形。 (4)构件变形的实质不论构件发生何种变形,其主要原因都是由于其内部存在不同程度和不同形式的残余应力,使其结构组织中一部分纤维变长受到周围的压应力,另一部分纤维变短受到周围的拉应力,从而造成了金属材料的变形。 矫正原理及常用方法 矫正的原理就是通过外力或局部加热,使得较长的纤维缩短,较短的纤维伸长,最后使得各层的纤维长度趋于一致,或达到我们要求的纤维长度,从而消除变形或使变形减少到规定的范围之内。 各种矫正方法在现场使用过程中要根据其构件结构特点、变形形式、工件大小等不同情况做相应的选择,必要时还需采取多种矫正形式相结合的综合矫正法。其
中火焰矫正是应用最为广泛的一种方法,其对于大型构件和自身强度较大构件的变形矫正效果最好,但火焰矫正也是一门较难掌握的矫正方法,如加热位置、温度控制、冷却方式不当还会造成构件新的更大变形,甚至导致产品的报废。因此,火焰矫正作业人员除要有丰富的实践经验外,还需掌握铝合金的热处理性能。 铝合金构件变形矫正方法 (1)机械矫正铝合金型材和8mm以上厚板常见的矫正设备是压力机。一般来说,板材越厚越容易矫平,越薄的板材矫正起来越困难。在采用机械矫正时需在受力部位加垫板,以避免材料表面产生压伤。用压力机进行矫正通常是针对型钢单一方向的弯曲变形。通常还要配有专用垫块和压块,以保证受力方向稳定,同时避免材料表面压伤保证矫正质量,如图1、图2所示。 (2)手工矫正对于变形较小的局部变形可采用手工矫正。手工矫正的效果取决于对锤击部位、击打工具及击打方式的正确选择。
美国变形铝合金牌号有几种表示方法
美国变形铝合金牌号有几种表示方法,其中主要有美国铝业协会AA(Aluminium Association)和美国材料试验学会ASTM(American of Testing Meterials)牌号,特别是AA牌号用的更为普遍,其标记发见下表: AA牌号合金系 AA牌号合金系 1×××纯铝(≥99.00%) 5××× Al—Mg系合金 2××× Al—Cu系合金 6××× Al—Mg—Si系合金 3××× Al—Mn系合金 7××× Al—Zn系合金 4××× Al—Si系合金 8×××其他合金系 例如,Al—Cu系合金2024,相当我国的L Y12;Al—Zn系合金7075,相当我国的LC4。在合金牌号后面还附有材料加工和热处理状态代号,如6061—T 62 ;5083—H 343等,其表示方法如下: F—原加工状态。指变形合金而言,是对机械性能不作严格要求的最初加工状态,如热轧、挤压状态 O—退火再结晶状态,变形合金的最软状态。 W—固溶处理后在自然时效状态中,制品的性能随时效时间而变化,因此是不稳定的。H—冷作硬化状态。 T—固溶处理后时效。在T字后面的第一位数字表示热处理基本类型(从1~10),其后各位数字表示在热处理细节方面有所变化。 T1—从成型温度冷却并自然时效至大体稳定状态。 T2—退火状态(只用于铸件)。 T3—固溶处理后自然时效。 T31—固溶处理冷作(1%)后自然时效。 T36—固溶处理冷作(6%)后自然时效。 T37—固溶处理冷作(7%)后自然时效,用于2219合金。 T4—固溶处理后自然时效。 T41—固溶处理后沸水淬火。 T411—固溶处理后空冷至室温,硬度在O及T6之间,残余应力低。 T42—固溶处理后自然时效。由用户进行处理,适于2024合金,强度比T4稍低。 T5—从成型温度冷却后人工时效。 T6—固溶处理后人工时效。 T61—T41+人工时效。 T611—固溶处理,沸水淬火。 T62—固溶处理后人工时效。 T7—固溶处理后稳定化。提高尺寸稳定性,减小残余应力,提高抗蚀性。 T72—固溶处理后过时效。
变形铝及铝合金密度共7页
变形铝及铝合金公称密度与计算密度 1. 铝及铝合金公称密度值 1.1 来源 按国家《变形铝及铝合金化学成分》(GB/T3190—1996)中143个牌号列出相应的公称密度值。表中没有括号的密度值,摘自美国铝业协会《2000年铝标准和数据》,和我国原有牌号用四位字符表示而保留的合金牌号的密度,见《铝及铝合金板、带材尺寸允许偏差》(GB/T3194—1998)中以用7A04合金的密度值 密度换算系数换算来的。括号内数值取于合金2.85乘以附录A 2 元素平均值相近或近似的合金牌号的密度值。未列入国家标准,而设计工作中已遇到或可能遇到合金牌号的密度,用01—015顺序号所表示的合金密度。 1.2 公称密度值 表 1 变形铝及铝合金公称密度表单位:t/m3
292B11(2.790)LY81086A02 2.700 LD2 302A12 2.780 LY121096B02(2.690)LD2-1 312B12(2.770)LY91106A51(2.690) 322A13(2.780)LY131116101 2.700 332A14 2.800 LD101126101A (2.700) 342A16 2.840 LY161136005 2.700 352B16(2.830)1146005A (2.700) 362A17 2.840 LY171156351 2.710 372A20(2.830)LY201166060(2.690) 382A21(2.800)1176061 2.700 LD30 392A25(2.790)1186063 2.700 LD31 402A49(2.800)1196063A (2.690) 412A50 2.750 LD51206070 2.720 LD2-2 422B50 2.750 LD61216181(2.710) 432A70(2.770)LD71226082(2.720) 442B70(2.770)1237A01(2.720)LB1 452A80 2.770 LD81247A03 2.850 LC3 462A90 2.800 LD91257A04 2.850 LC4 472004(2.840)1267A05(2.780) 482011 2.830 1277A09(2.850)LC9 492014 2.800 1287A10(2.780)LC10 502214 2.800 1297A15(2.790)LC15
最新铝合金知识大全---分类-化学成分-性能
一铝的基本特性与应用范围 二铝及铝合金的分类 纯铝比较软,富有延展性,易于塑性成形。如果根据各种不同的用途,要求具有更高的强度和改善材料的组织和其他各种性能,可以在纯铝中添加各种合金元素,生产出满足各种性能和用途的铝合金。 铝合金可加工成板、带、条、箔、管、棒、型、线、自由锻件和模锻件等加工材(变形铝合金),也可加工成铸件、压铸件等铸造材(铸造铝合金)。
纯铝— 1×××系,如1000合金 非热处理型合金 Al-Mn系合金— 3×××系,如3003合金 Al-Si系合金— 4×××系,如4043合金变形铝合金 Al-Mg系合金— 5×××系,如5083合金 Al-Cu系合金— 2×××系,如2024合金 Al-Mg-Si系合金— 6×××系,如6063合金铝及热处理型合金 Al-Zn-Mg系合金—7×××系,如7075合金铝合金 Al-其它元素— 8×××系,如8089合金 纯铝系 非热处理型合金 Al-Si系合金,如ZL102合金 Al-Mg系合金,如ZL103合金 铸造铝合金 Al-Cu-Si系合金,如ZL107合金 Al-Cu-Mg-Si系合金,如ZL110合金 热处理型合金 Al-Mg-Si系合金,如ZL104合金 Al-Mg-Zn系合金,如ZL305合金
3 变形铝合金分类、牌号和状态表示法 3. 1 变形铝合金的分类 变形铝合金的分类方法很多,目前,世界上绝大部分国家通常按以下三种方法进行分类。 ⑴按合金状态图及热处理特点分为可热处理强化铝合金和不可热处理强化铝合金两大类。不可热处理强化铝合金(如:纯铝、Al-Mn、Al-Mg、Al-Si系合金)和可热处理强化铝合金(如:Al-Mg-Si、Al-Cu、Al-Zn-Mg 系合金)。 ⑵按合金性能和用途可分为:工业纯铝、光辉铝合金、切削铝合金、耐热铝合金、低强度铝合金、中强度铝合金、高强度铝合金(硬铝)、超高强度铝合金(超硬铝)、锻造铝合金及特殊铝合金等。 ⑶按合金中所含主要元素成分可分为:工业纯铝(1×××系),Al-Cu合金(2×××系),Al-Mn合金(3×××系),Al-Si合金(4×××系),AL-Mg合金(5×××系),Al-Mg-Si合金(6×××系),Al-Zn-Mg 合金(7×××系),Al-其它元素合金(8×××系)及备用合金组(9×××系)。 这三种分类方法各有特点,有时相互交叉,相互补充。在工业生产中,大多数国家按第三种方法,即按合金中所含主要元素成分的4位数码法分类。这种分类方法能较本质的反映合金的基本性能,也便于编码、记忆和计算机管理。我国目前也采用4位数码法分类。 3. 2 中国变形铝合金的牌号表示法 根据GB/T16474 — 1996“变形铝及铝合金牌号表示方法”,凡化学成分与变形铝及铝合金国际牌号注册协议组织(简称国际牌号注册组织)命名的合金相同的所有合金,其牌号直接采用国际四位数字体系牌号,未与国际四位数字体系牌号的变形铝合金接轨的,采用四位字符牌号(但试验铝合金在四位字符牌号前加X)命名,并按要求注册化学成分。 四位字符体系牌号的第一、三、四位为阿拉伯数字,第二位为英文大写字母(C、I、L、N、O、P、Q、Z字母除外)。牌号的第一位数字表示铝及铝合金的组别,如1×××系为工业纯铝,2×××为Al-Cu系合金,3×××为Al-Mn系合金,4×××为Al-Si系合金,5×××为Al-Mg系合金,6×××为Al-Mg-Si系合金,7×××为Al-Zn-Mg系合金,8×××为Al-其它元素合金,9×××为备用合金组。 除改型合金外,铝合金组别按主要合金元素来确定,主要合金元素指极限含量算术平均值为最大的合金元素。当有一个以上的合金元素极限含量算术平均值同为最大时,应按Cu、Mn、Si、Mg、Mg2Si、Zn、其它元素的顺序来确定合金组别。牌号的第二位字母表示原始纯铝或铝合金的改型情况,最后两位数字用以标识同一组中不同的铝合金或表示铝的纯度。 我国的变形铝及铝合金表示方法与国际上较通用的方法基本一致。 3.3 中国变形铝合金状态代号及表示方法 根据GB/T16475–1996标准规定,基础状态代号用一个英文大写字母表示。细分状态代号采用基础状态代号后跟一位、两位或多位阿拉伯数字表示。 3.3.1基础状态代号
铝合金的牌号
铝合金的牌号、状态和性能 1铝的基本特性与应用范围 铝是元素周期表中第三周期主族元素,原子序数为13,原子量为26.9815。 铝具有一系列比其他有色金属、钢铁、塑料和木材等更优良的特性,如密度小,仅为2.7 g / cm3,约为铜或钢的1/3;良好的耐蚀性和耐候性;良好的塑性和加工性能;良好的导热性和导电性;良好的耐低温性能,对光热电波的反射率高、表面性能好;无磁性;基本无毒;有吸音性;耐酸性好;抗核辐射性能好;弹性系数小;良好的力学性能;优良的铸造性能和焊接性能;良好的抗撞击性。此外,铝材的高温性能、成型性能、切削加工性、铆接性以及表面处理性能等也比较好。因此,铝材在航天、航海、航空、汽车、交通运输、桥梁、建筑、电子电气、能源动力、冶金化工、农业排灌、机械制造、包装防腐、电器家具、日用文体等各个领域都获得了十分广泛的应用,下表列出了铝的基本特性及主要应用领域。 铝的基本特性及主要应用领域
2 铝及铝合金的分类 纯铝比较软,富有延展性,易于塑性成形。如果根据各种不同的用途,要求具有更高的强度和改善材料的组织和其他各种性能,可以在纯铝中添加各种合金元素,生产出满足各种性能和用途的铝合金。 铝合金可加工成板、带、条、箔、管、棒、型、线、自由锻件和模锻件等加工材(变形铝合金),也可加工成铸件、压铸件等铸造材(铸造铝合金)。 纯铝—1×××系,如1000合金 非热处理型合金Al-Mn系合金—3×××系,如3003合金 Al-Si系合金—4×××系,如4043合金变形铝合金Al-Mg系合金—5×××系,如5083合金 Al-Cu系合金—2×××系,如2024合金 热处理型合金Al-Mg-Si系合金—6×××系,如6063合金铝及Al-Zn-Mg系合金—7×××系,如7075合金铝合金Al-其它元素—8×××系,如8089合金 纯铝系 非热处理型合金Al-Si系合金,如ZL102合金 Al-Mg系合金,如ZL103合金 铸造铝合金Al-Cu-Si系合金,如ZL107合金 Al-Cu-Mg-Si系合金,如ZL110合金 热处理型合金Al-Mg-Si系合金,如ZL104合金 Al-Mg-Zn系合金,如ZL305合金