桥式起重机主梁焊接工艺

桥式起重机主梁焊接工艺
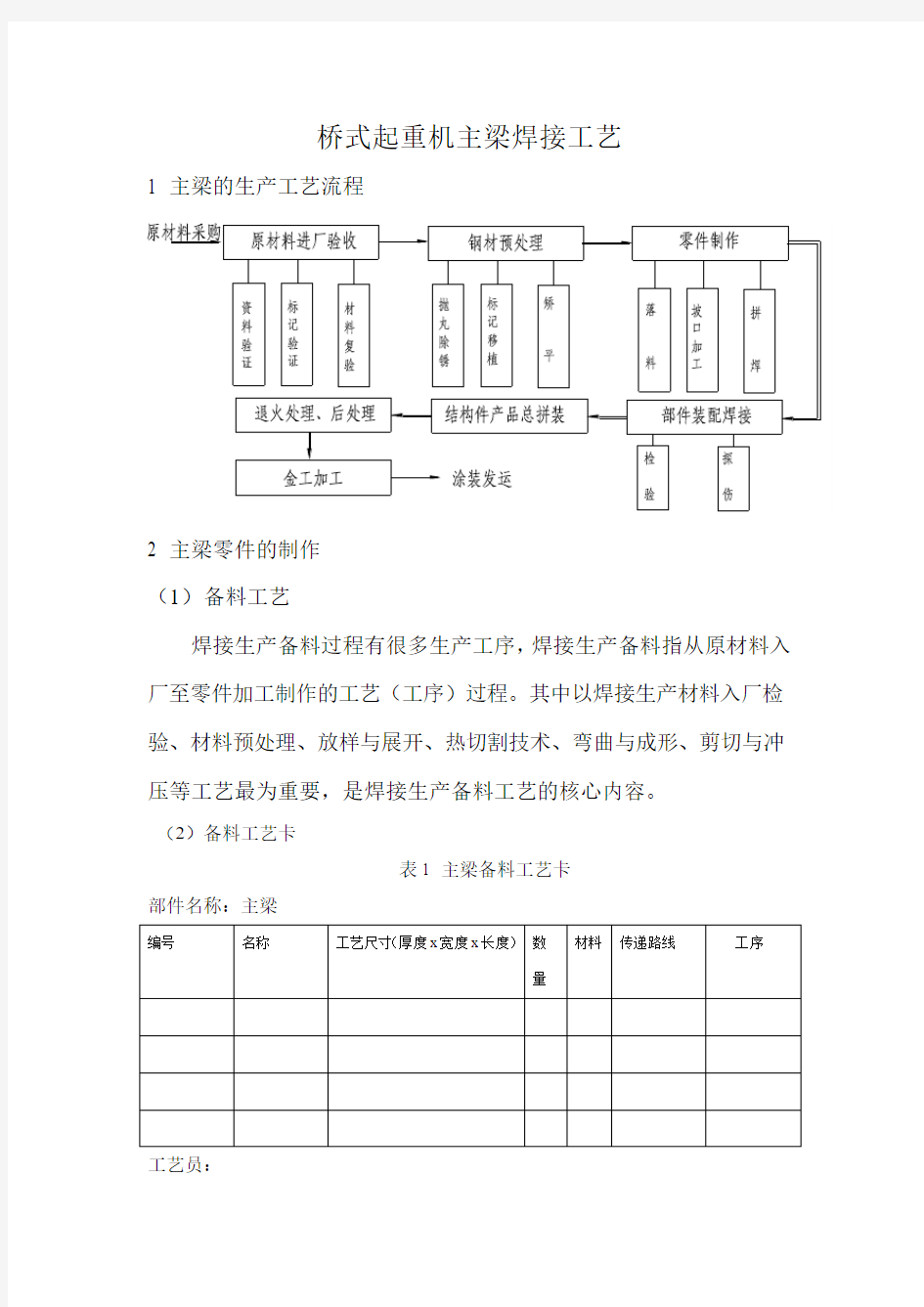
1 主梁的生产工艺流程
2 主梁零件的制作
(1)备料工艺
焊接生产备料过程有很多生产工序,焊接生产备料指从原材料入厂至零件加工制作的工艺(工序)过程。其中以焊接生产材料入厂检验、材料预处理、放样与展开、热切割技术、弯曲与成形、剪切与冲压等工艺最为重要,是焊接生产备料工艺的核心内容。
(2)备料工艺卡
表1 主梁备料工艺卡
部件名称:主梁
编号名称工艺尺寸(厚度x宽度x长度)数
量
材料传递路线工序
工艺员:
(3)大型零件的拼接(盖板,腹板)
要求:1画出拼接示意图,例如
2 焊接规范
主梁的上下盖板和腹板拼接的对接焊缝均采用()坡口,自己定坡口,用砂轮或碳弧气刨清根。
(2)焊接工艺参数:(自己根据板厚确定层数)
表2 焊接工艺参数
焊接层数焊接方法焊接设备
型号(自
己选)焊丝型号电流(A)电压(V) 焊接速度
mm/s
气体流量
L/min
打底层其余层
推荐参数参考表2(根据自己确定的方法从表2 选)
表2 焊接材料及焊接规范参数
焊接方法焊接材料焊接规范
备注电流/A 电压/V 焊接速度/cm/min
自动埋弧焊焊丝:H08MnA
焊剂:HJ431
正面:500~550
反面:550~600
30~34 30~42
上、下翼缘板
拼接
自动埋弧焊焊丝:H08MnA
焊剂:HJ431
正面:520~560
反面:580~620
32~36 30~42
主、副腹板
拼接
气体保护焊焊丝:ER50-6
气体:80%Ar+20%CO2
封底:150~160
填充:260~300
20~23
26~30
—T型钢拼接
自动埋弧焊焊丝:H08MnA
焊剂:HJ431
封底:480~500
填充:580~600
32~36 30~42
主梁外侧腹板
与翼缘板焊缝
气体保护焊焊丝:ER50-6
气体:80%Ar+20%CO2
封底:200~250
填充:260~300
24~26
28~34
—其余角焊缝
3 主梁的装焊工艺
(1)主梁的结构分析
主梁上包括了上拱的起始点、跨距、跨距中心、轮架支承等桥架的基准点线。而桥架的技术参数,如桥架的水平度、对角线、主梁的上拱度、旁弯、大车轨距、小车轨距、轨道的偏心度、直线度以及同一断面差等都是以主梁头部的轮架中心为基准的。桥架总装是以主梁头部为基准面划出基准点线,找正配装端梁来完成的。单根主梁制造时,从预制上拱到最后的交验,也全部是以主梁头部为基准的。因此,主梁结构的焊接是起重机制造过程的一个重要环节。
如图1所示,主梁由上、下盖板1和2、腹板3、长短筋板4和5组成,长短筋板的作用是为了提高腹板的稳定性,并作为起重机小车行走轨道的支承。长筋板的下端与下盖板之间留有一定的间隙(5 mm),以便主梁工作时能自由地向下弯曲。
单梁桥式起重机结构设计.
摘要 我做的毕业设计课题是单梁桥式起重机。单梁桥式起重机是一种轻型起重设备,它适用起重量为0.5~5 吨,适用跨度4.5~16.5米,工作环境温度C在-20℃到40℃范围内,适合于车间、仓库、露天堆场等处的物品装卸工作。桥架由一根主梁和两根端梁刚接组成。根据起重量和跨度,主梁采用普通工字钢和U形槽组合焊接形成。主梁和端梁之间采用承载凸缘普通螺栓法兰连接。提升机构采用CD型电葫芦。 此次设计的主要内容有:问题的提出、总体方案的构思,结构设计及对未知问题的探索和解决方案的初步设计,装配图、零件图等一系列图纸的设计与绘制,以及毕业设计说明书的完成。 关键词:起重机;桥式起重机;大车运行机构;小车运行结构;小车起升;结构桥架;主端梁
ABSTRACT The topic of my graduation design is list the beam bridge type derrick of design the list beam bridge type derrick is a kind of light heavy equipments, it start to apply the weight as 0.5~5 tons, apply to across degree 4.5~16.5 meters, the work environment temperature is -20℃to 40℃.Inside scope, suitable for car, warehouse, open-air heap field etc. of the product pack to unload a work. The bridge was carried beam by a lord beam and 2 to just connect to constitute. According to weight with across a degree, lord beam adoption common the work word steel and U form slot combination weld formation. Lord beam and carry an of beam an adoption loading To good luck common stud bolt method orchid conjunction. Promote the organization adoption CD type an electricity bottle gourd. The main contents of this time design have: The problem put forward, conceive outline of total project, possibility design, structure design and draw towards doing not know a problem of investigate and solution of first step design, assemble diagram, spare parts diagram wait a series the design of the diagram paper with, end include graduation design manual of completion. Keywords: cranes;bridge type derrick ;During operation organization; Car running structure; Car hoisting structure; Bridge; Main girders.
通用桥式起重机主梁下挠原因、危害及治理措施(标准版)
( 安全技术 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 通用桥式起重机主梁下挠原因、危害及治理措施(标准版) Technical safety means that the pursuit of technology should also include ensuring that people make mistakes
通用桥式起重机主梁下挠原因、危害及治 理措施(标准版) 我厂是生产中小型汽轮发电机和大中型异步电动机的国有大型企业,拥有各类通用桥式起重机40台。桥式起重机能否正常运转直接影响和制约着生产任务的顺利完成。为确保起重机械的安全正常运行,我厂每年都要组织有关专业技术人员对全厂的起重机械进行一次全面安全检测,并对查出的问题及时落实整改,以消除事故隐患。根据国家有关技术标准规定,桥式起重机主梁须有足够的上拱度(注1),然而我们在安全检测中发现,部分起重机主梁不仅没有上拱度,而且出现了下挠,已成为威协起重机安全运行的一大祸患。本文仅就通用桥式起重机主梁下挠原因、危害及治理措施谈几点粗浅的认识。 一、主梁下挠原因
从每年的安全检测结果看,我厂先后查出16台桥式起重机主梁下挠,占我厂起重机总台数的40%。我们对这16台起重机的工作环境,使用年限,主梁结构,产地等进行调查研究,走访了起重机使用单位和操作人员,了解了起重机安装调试和使用维护等情况。从使用环境分布看,铸造车间5台、机加工车间6台,总装车间3台,铆焊车间2台;从使用年限看,5年以下0台,5-10年2台,10-20年6台,20年以上8台;从主梁结构看,箱式双梁9台,四桁架式2台,单腹板式5台;从产地来看,外购10台,本厂自制6台。通过对以上几方面的分析,我们认为造成桥式起重机主梁下挠原因主要有以下几点: 1、高温工作环境的影响。从上述分析可以看出,16台主梁下挠起重机中铸造车间就占了5台,由此看来高温工作环境对起重机主梁有较大影响。这是因为在热加工车间使用的桥式起重机,其主梁长期处于高温烘烤状态,从而降低了金属材料的屈服极限和产生温度应力,一方面温度应力与其他应力叠加后可能超过材料的屈服极限;另一方面由于主梁上下盖板受热不均匀,下盖板温度大大高于
焊接工艺评定报告模板
中石化工建设 预焊接工艺规程(pWPS ) 表号/装订号 共 页 第 页 单位名称 海盛石化建筑安装工程 预焊接工艺规程编号WPS-HP0101 日期 2014.8 所依据焊接工艺评定报告编号HP0101 焊接方法 GTAW+SMAW 机动化程度(手工、机动、自动) 手工 焊接接头: 坡口形式: V 型坡口 衬垫 (材料及规格) Q235B 其他 坡口采用机械加工或火焰切割 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材: 类别号 Fe-1 组别号 Fe-1-1 与类别号 Fe-1 组别号 Fe-1-1 相焊或 标准号 GB3274-2007 材料代号Q235B 与标准号GB3274-2007 材料代号Q235B 相焊 对接焊缝焊件母材厚度围: 4~12mm 角接焊缝焊件母材厚度围: 不限 管子直径、壁厚围:对接焊缝 --- 角焊缝 --- 其他: 同时适用返修焊和补焊 填充金属: 焊材类别: 焊丝(GMAW ) 焊丝(SAW ) 焊材标准: GB/T8110-2008 JIS Z3351 填充金属尺寸: φ1.2mm φ4.8mm 焊材型号: ER50-6 YS-S6 焊材牌号(金属材料代号): THT-50-6 US-36 填充金属类别: Fe-1-1 FeMS1-1 其他: / 对接焊缝焊件焊缝金属厚度围:GMAW ≤6mm,SAW ≤12角焊缝焊件焊缝金属厚度围: 不限 耐蚀堆焊金属化学成分(%) C Si Mn P S Cr Ni Mo V Ti Nb
编制: 审核: 批准: 日期: 日期: 日期: 中石化工建设 焊接工艺评定报告 表号/装订号 共 页 第 页 单位名称 中石化工建设 焊接工艺评定报告编号 日期 预焊接工艺规程编号 焊接方法 机动化程度(手工、机动、自动) 接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 60° 母材: 材料标准 材料代号 类、组别号 与类、别号 相焊 厚度 其他 焊后热处理: 保温温度(℃) 保温时间 ( h ) 保护气体: 气体 混合比 流量(L/min ) 保护气体 尾部保护气 / / / 背部保护气 / / / 填充金属: 焊材类别 焊材标准 焊材型号 焊接牌号 焊材规格 焊缝金属厚度 其他 / 电特性: 电流种类 极性 钨极尺寸 焊接电流(A ) 电弧电压(V ) 焊接电弧种类 / 其他
关于桥式起重机主梁的优化设计的研究正式版
Through the reasonable organization of the production process, effective use of production resources to carry out production activities, to achieve the desired goal. 关于桥式起重机主梁的优化设计的研究正式版
关于桥式起重机主梁的优化设计的研 究正式版 下载提示:此安全管理资料适用于生产计划、生产组织以及生产控制环境中,通过合理组织生产过程,有效利用生产资源,经济合理地进行生产活动,以达到预期的生产目标和实现管理工作结果的把控。文档可以直接使用,也可根据实际需要修订后使用。 起重机是现代化生产过程中必不可少的辅助工具,也是必不可少的生产设备,对安全声场,减少事故有着显著作用。笔者根据自己从事的实际工作经验,研究了目前国内桥式起重机主梁优化设计的现状,分析了桥式起重机主梁优化设计国内外形式。 起重机是减轻笨重体力劳动,提高劳动效率,实现安全生产的起重运输机设备,在一定范围内水平移动和垂直起升的设备,具有作业循环性特点及动作间歇性特点。在对桥式起重机主梁结构优化设计
中,设计师研究的对象主要是主梁结构轻量化。采用合理化的主梁结构,可以减轻起重机自重,其意义在于节约所消耗的钢材和控制成本,提高安全性能和运行稳定性,也减轻了桥架和厂房建筑结构的受载。当今社会是一个倡导节能型的社会,节约能源和材料是起重机轻量化设计是本文桥式起重机主梁优化设计的一个主要问题,也是时代发展的问题。 桥式起重机主梁结构分析 桥式起重机的种类比较多,根据主梁的数目分类可以分为单梁桥架和双梁桥架;根据结构可以分为箱型结构桥架、型钢梁式桥架、精架式桥架。每种结构类型其性能都不同,箱型结构桥架是应用比较
桥式起重机主梁设计
绪论 起重机的用途是将物品从空间的某一个地点搬运到另一个地点。为了完成这个作业,起重机一般具有使物品沿空间的三个方向运动的机构。桥式类型的起重机是依靠起重机运行机构和小车运行机构的组合运动使所搬运的物品在长方形平面内作运动。 起重机是现代生产不可缺少的组成部分,借助起重机可以实现主要工艺流程和辅助作业的机械化,在流水线和自动线生产车间中,起重机大大提高了生产效率。 本文主要完成了桥式起重机主体结构部分的设计及主梁和端梁的校 核计算。采用正轨箱形梁桥架,正轨箱形梁桥架由两根主梁和端梁构成。主梁外侧分别设有走台,并与端梁通过连接板焊接在一起形成刚性结构。为了运输方便在端梁中间设有接头,通过连接板和角钢使用螺栓连接,这种结构运输方便、安装容易。小车轨道固定于主梁的压板上,压板焊接在盖板的中央。 起重机属于起重机械的一种,是一种做循环、间歇运动的机械。通常起重机械由起升机构(使物品上下运动)、运行机构(使起重机械移动)、变幅机构和回转机构(使物品作水平移动)、再加上金属机构、动力装置、操纵控制及必要的辅助装置组合而成。 在建桥工程中所用的起重机械,根据其构造和性能的不同,一般可分为轻小型起重设备,桥式类型起重机械和臂架类型起重机三大类。 桥式起重机是横架与车间、仓库和料场上空进行物料吊运的起重设备。由于它的两端坐落在高大的水泥柱或者金属支架上,形状似桥,所以又称“天车”或者“行车”。桥式起重机的桥架沿铺设在两侧高架上的轨道纵向运行,起重小车沿铺设在桥架上的轨道横向运行,构成一矩形的工作范围,就可以充分利用桥架下面的空间吊运物料,不受地面设备的阻碍。 桥式起重机广泛应用在室内外仓库、厂房、码头和露天贮料场等处。桥式起重机可分为普通桥式起重机、简易梁桥式起重机和冶金专用桥式起重机三种。
试谈桥式起重机条形主梁结构
试谈桥式起重机条形主 梁结构 集团公司文件内部编码:(TTT-UUTT-MMYB-URTTY-ITTLTY-
试谈桥式起重机条形主梁结构作为制造大国,起重机制造是我国必须涉及的领域之一,桥式起重机是装卸大型货物和设备不缺少的重要工具,广泛的运用于物流和交通运输。目前国内一般停留在经验设计上,所以,有必要对起重机的结构研究和分析,尤其是条形主梁结构,用三维软件和有限元分析软件进行数字化设计,合理的优化结构,最终设计出先进的起重机。 桥式起重机是大型制造工厂很重要的辅助生产工具,主要用来完成材料和工件的装卸和搬运,他应该满足工厂的机械化和自动化的要求,人力物力的使用量应被减少,提高生产效率,更应该提高自动化程度。桥式起重机的核心部件是主梁,对主梁设计是制造一台桥式起重机的最首要任务,小车运行情况的良好与否主要和主梁的综合性能有关。假如主梁的结构设计不合理,不仅影响小车的性能,还会影响自身的承载能力,严重时发生破坏等情况。所以,对桥式起重机条形主梁的合理设计是很重要的,而且要时时进行维修和保养。 桥式起重机的现状 起重机在提高生产能、减少人力物力投入、降低成本方面具有不可磨灭的功能,它的主要功能是装卸和运输货物和原料等,在垂直平面或水平面内直线运动,也可以在两个平面内同时运动。随着工业社会的迅速发
展,起重机不再是以辅助工具的身份出现,它已成为主体设备的一份子。起重机械的结构不断需要被优化,以便提高产品的质量,为提高生产率和自动化程度做铺垫,现如今人们更渴望设计出可靠性强、高效率和节能环保的起重产品。 我国的起重机历史起源比较早,古代就用它灌溉庄稼。1880年第一台电力桥式起重机问世,随着制造业的不断发展,起重机的研发投入不断加大,促进了此行业的快速提升。随着计算机的出现,起重机的设计进入了数字化设计时代,使得许多新型的设计方法诞生,起重机的质量得到了进一步提高。下面介绍几种现阶段用于设计桥式起重机主梁的方法。 1.1.优化设计 起重机行业开始运用计算机技术和优化知识后,使得起重机设计摆脱了传统的设计方式,迅速的挑选最优方案进行设计。优化设计的最大特点是依据设计要求,确定所要用到的参数,满足产品的性能要求。最先使用优化设计方法的国家有中国和美国等,基本都是以减轻产品质量为目标函数。我国主要采用综合评定法来完成整体设计,以最少的零件组建最多的产品规格,也就是说系列化生产。 1.2.计算机辅助设计。
桥式起重机主梁设计说明书99082
桥式箱型起重机主梁设计 说明书 姓名:X X 学院:冶金与材料工程学院 专业班级:XX 指导教师:XX 日期:2012年1月 前言
桥式起重机是横架于车间、仓库和料场上空进行物料吊运的起重设备。由于它的两端坐落在高大的水泥柱或者金属支架上,形状似桥。桥式起重机的桥架沿铺设在两侧高架上的轨道纵向运行,可以充分利用桥架下面的空间吊运物料,不受地面设备的阻碍。在室内外工矿企业、钢铁化工、铁路交通、港口码头以及物流周转等部门和场所均得到广泛的运用,是使用范围最广、数量最多的一种起重机械。 本书主要介绍了跨度28m,起重量50t的通用桥式起重机箱型梁的设计生产过程,同时对车间的布置情况作了较为粗略的参考设计。设计过程较为详细地考虑了实际生产与工作中的情况。 本书编写过程中得到XXX教授、XXX教授等老师和同学的指导和帮助,在此一并表示衷心的感谢。由于作者实际经验不足,理论知识有限,书中错误在所难免,敬请读者多多指正! 作者2012年1月于XX学院 目录 第一章箱型梁式桥架结构的构造及尺寸 (1)
一、桥架的总体构造 (1) 二、主梁的几何尺寸 (2) 1、梁的截面选择和验算 (2) 2、箱形主梁截面的主要几何尺寸 (3) 三、主梁的受力分析 (4) 1、载荷计算 (4) 2、强度验算 (5) 3、主梁刚度的验算 (8) 4、焊缝的设计和验算 (10) 第二章主梁的制造工艺过程 (12) 一、备料 (12) 二、下料 (13) 三、焊接 (13) 四、检验与修整 (18) 第三章主梁焊接车间设计 (21) 一、焊接生产的过程及特点 (21) 二、焊接生产组成部分的确定 (22) 三、车间平面布置 (23) 结束语 (25) 参考文献 (26)
桥式起重机主梁焊接工艺
桥式起重机主梁焊接工艺 1 主梁的生产工艺流程 2 主梁零件的制作 (1)备料工艺 焊接生产备料过程有很多生产工序,焊接生产备料指从原材料入厂至零件加工制作的工艺(工序)过程。其中以焊接生产材料入厂检验、材料预处理、放样与展开、热切割技术、弯曲与成形、剪切与冲压等工艺最为重要,是焊接生产备料工艺的核心内容。 (2)备料工艺卡 表1 主梁备料工艺卡 部件名称:主梁 编号名称工艺尺寸(厚度x宽度x长度)数 量 材料传递路线工序 工艺员:
(3)大型零件的拼接(盖板,腹板) 要求:1画出拼接示意图,例如 2 焊接规范 主梁的上下盖板和腹板拼接的对接焊缝均采用()坡口,自己定坡口,用砂轮或碳弧气刨清根。 (2)焊接工艺参数:(自己根据板厚确定层数) 表2 焊接工艺参数 焊接层数焊接方法焊接设备 型号(自 己选)焊丝型号电流(A)电压(V) 焊接速度 mm/s 气体流量 L/min 打底层其余层
推荐参数参考表2(根据自己确定的方法从表2 选) 表2 焊接材料及焊接规范参数 焊接方法焊接材料焊接规范 备注电流/A 电压/V 焊接速度/cm/min 自动埋弧焊焊丝:H08MnA 焊剂:HJ431 正面:500~550 反面:550~600 30~34 30~42 上、下翼缘板 拼接 自动埋弧焊焊丝:H08MnA 焊剂:HJ431 正面:520~560 反面:580~620 32~36 30~42 主、副腹板 拼接 气体保护焊焊丝:ER50-6 气体:80%Ar+20%CO 2 封底:150~160 填充:260~300 20~23 26~30 —T型钢拼接 自动埋弧焊焊丝:H08MnA 焊剂:HJ431 封底:480~500 填充:580~600 32~36 30~42 主梁外侧腹板 与翼缘板焊缝 气体保护焊焊丝:ER50-6 气体:80%Ar+20%CO 2 封底:200~250 填充:260~300 24~26 28~34 —其余角焊缝 3 主梁的装焊工艺 (1)主梁的结构分析 主梁上包括了上拱的起始点、跨距、跨距中心、轮架支承等桥架的基准点线。而桥架的技术参数,如桥架的水平度、对角线、主梁的上拱度、旁弯、大车轨距、小车轨距、轨道的偏心度、直线度以及同一断面差等都是以主梁头部的轮架中心为基准的。桥架总装是以主梁头部为基准面划出基准点线,找正配装端梁来完成的。单根主梁制造时,从预制上拱到最后的交验,也全部是以主梁头部为基准的。因此,主梁结构的焊接是起重机制造过程的一个重要环节。 如图1所示,主梁由上、下盖板1和2、腹板3、长短筋板4和5组成,长短筋板的作用是为了提高腹板的稳定性,并作为起重机小车行走轨道的支承。长筋板的下端与下盖板之间留有一定的间隙(5 mm),以便主梁工作时能自由地向下弯曲。
新旧国标-桥式起重机主梁上拱度验收标准对比
新旧国标-桥式起重机主梁上拱度验收标准对比 GB/T14405-2011是2011年修订的《通用桥式起重机》国家标准,与GB/T14405-1993版相比有较大的改变。现仅就对桥式起重机主梁的上拱度的检验验收标准及其如何满足标准要求进行分析对比,来加强对就GB/T14405-2011版的技术标准的理解。 GB/T14405-1993版标准关于桥式起重机主梁上拱度的描述为: 桥架在运行机构组装完成以后,主梁应有上拱,跨中上拱度应为(0.9-1.4)S/1000(S为主梁跨度),且放大上拱应:应控制在跨中的S/10范围内。这项要求是制作后出厂前的验收条件。在静载试验时,起升机构按1.25Gn(Gn为起重机的额定起重重)加权,超升离地面100mm-200mm高度处,悬空时间不少于10分钟,重复三次。卸才先后,小车开至跨端,检查主梁实有上拱度应不小子0.7S/1000。 GB/T14405-2011版标准关于桥式起重机主梁上拱度的描述为: 起重机在做完静载试验时,应能承受1.25 Gn的试验载荷,主梁不应有永久变形。静载试验后的主梁,当空载小东在极|破位置时,上拱最高点应在跨度中部S/10范围内,其值不应小于O.7S/1000。显然 GB/TI4405-2011版标准与GB/T14405-1993版标准关于桥架桥式起重机主梁上拱度拱度的要求的区别在于,GB/TI4405-2011版标准没有对组装后的桥式起重机主梁的上拱皮直接提出验收条件,而是对静载试验后提山了上拱度的要求。 在GB/T14405-1993标准应用过程中,生产现场为达到标准要求,通常采取的措施是,第一,质检方面综合各种因素按桥式起重机主梁跨度分成两个区段对上拱度制定验收标准,即S≤9.5m时,主梁上拱度按(1.2-1.4)S/1000验收,当S>19.5m时,主梁上拱度核 (1.4-1.6)S/1000验收。第二,腹板下料前生产班组对腹板的上拱度再增加一个附加值,经过焊接等过程后确保上拱度达到检验要求。 在GB/T14405-2011标准应用过程中,标准没有提出桥式起重机主梁在制作后出厂前的上拱度应为(0.9-1.4)S/1000(S为主梁跨度)的要求,尽管如此,现阶段制作时仍采用执行 GB/T14405-1993标准的上述两个措施,其目的是保证起重机加载1.25Gn静载试验后主梁跨中上拱度不小于0.7S/1000。多年的实践表明按上述措施进行控制,桥式起重机主梁的上拱度没有出现过违背标准的事故发生。
基于ANSYS的桥式起重机主梁优化设计(2021版)
基于ANSYS的桥式起重机主梁优化设计(2021版) Safety management is an important part of enterprise production management. The object is the state management and control of all people, objects and environments in production. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0478
基于ANSYS的桥式起重机主梁优化设计 (2021版) 本文以16t双梁桥式起重机为例,通过有限元软件ANSYS对其主梁进行目标驱动优化(GoalDrivenOptimization),结果相较于优化前质量减轻了24.9%,效果非常显著,并且针对优化前后进行了静力分析,优化结果可靠可行。本文通过主梁的参数化设计和优化设计,实现了质量减轻的目的,对桥式起重机的设计具有重大意义。 桥式起重机已经成为了现代化生产中必不可少的一种机械设备,除了运用方便、效果显著等原因外,桥式起重机在安全方面相较于其他设备同样有着明显的优势,例如,在实际生产中,桥式起重机能显著提高生产安全,减小事故发生率。长久以来,我国对于重型机械的要求是够大够结实,因此,在传统的设计方法和加工工
艺的限制下,我们设计出来的桥式起重机往往都具有过高的安全系数,这样设计虽然安全,但是,正因为过于安全了,我们的设计造成许多材料的浪费和废弃。通过大量设计和实例表明,桥式起重机60%以上的重量是和主梁结构相关的,因此,主梁的结构设计是否合理,直接关系到钢材耗费量的多少。采用ANSYS对起重机主梁进行结构的优化设计,不仅能实现主梁的形状优化,从而改进产品外形,同时能提高整机性能,减少制造成本和材料消耗。 主梁结构分析 本文在进行优化设计前,先对桥式起重机主梁进行静力分析,分析的目的是求出主梁的最大应力和最大位移,方便后续的优化以及对比。 本文的研究对象是16t双梁桥式起重机,主梁由上、下盖板、两块腹板以及隔板组成,同时,为了分析更为准确,本文对端梁也进行了建模。 1.1参数化建模 优化设计就是讲设定的参数不断优化,最终在众多方案中寻找
桥式起重机主梁设计说明书
桥式起重机设计说明书 姓名: 学院:材料科学与工程学院 专业班级: 指导教师: 日期: 2011年1月 前言 桥式起重机是横架于车间、仓库和料场上空进行物料吊运的起重设备。由于它的两端坐落在高大的水泥柱或者金属
支架上,形状似桥。桥式起重机的桥架沿铺设在两侧高架上的轨道纵向运行,可以充分利用桥架下面的空间吊运物料,不受地面设备的阻碍。在室内外工矿企业、钢铁化工、铁路交通、港口码头以及物流周转等部门和场所均得到广泛的运用,是使用范围最广、数量最多的一种起重机械。 本书主要介绍了跨度28m,起重量50t的通用桥式起重机箱型梁的设计生产过程,同时对车间的布置情况作了较为粗略的参考设计。设计过程较为详细地考虑了实际生产与工作中的情况。 本书编写过程中得到XXX副教授、XXX副教授等老师和同学的指导和帮助,在此一并表示衷心的感谢。由于作者实际经验不足,理论知识有限,书中错误在所难免,敬请读者多多指正! 作者2010年1月于XX大学 目录 第一章箱型梁式桥架结构的构造及尺寸 (1) 一、桥架的总体构造 (1) 二、主梁的几何尺寸 (2)
1、梁的截面选择和验算 (2) 2、箱形主梁截面的主要几何尺寸 (3) 三、主梁的受力分析 (4) 1、载荷计算 (4) 2、强度验算 (5) 3、主梁刚度的验算 (8) 4、焊缝的设计和验算 (10) 第二章主梁的制造工艺过程 (12) 一、备料 (12) 二、下料 (13) 三、焊接 (13) 四、检验与修整 (18) 第三章主梁焊接车间设计 (21) 一、焊接生产的过程及特点 (21) 二、焊接生产组成部分的确定 (22) 三、车间平面布置 (23) 第四章焊接工艺卡 (25) 结束语 (26) 参考文献 (27)
焊接工艺评定报告(DOC)
古城副井行政办公楼 钢结构挑檐手工电弧焊焊接工艺评定报告 编制部门: 编制: 审定: 批准部门: 批准:
手工电弧焊焊接工艺评定报告 1.评定材质: 16M n钢材评定厚度δ=36mm 2.评定目的: 为了验证施焊中的焊接工艺性的正确性。 3. 评定接头形式: 背部带衬板的组合焊缝。 衬板和腹翼板应根据拼点规定,点焊牢固,每一边都有拼点焊缝。 施焊分9层焊接,采用直线运条,当焊宽超过3-4φ焊时采用分道焊。其中φ焊为焊条直径。 4.参数选择: 打底层:φ3.2mm E5015 I=120±10(A) U=22±2(v) V=10±1c m/min 其余层:φ4mm E5015 I=190±10(A) U=22±2(v) V=13±1m/h 随着焊缝宽度增加,对焊速可作相应的调整. 焊接材质都选用J506或J507焊接. 5. 极性及电流种类; 选用交流弧焊机(J506) 6. 检测: Ⅰ主控项目
焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。且一级焊缝不得有咬伤、未焊满、根部收缩等缺陷。 2、不允许有表面裂纹、夹渣、未焊透、焊缝宽度,应盖边每边2-4㎜,平缓过渡,飞溅应清除干净。 3、力学试验: 取试件进行力学试验,应符合建筑工程试验、检验标准。
焊接工艺评定报告 编号:001 评定项目:手工电弧焊 焊接方法:手工电弧焊 焊接工艺评定人:赵海职称:职务:负责评定单位:山西宏图建设工程有限公司 填写评定日期:2012年11月18日 批准人:职称:职务:批准评定报告单位: 批准评定日期:2012年5月18日 接头: 接头形式:组合焊缝 衬垫(有、无):背部采用如图衬垫 衬垫材料:A3 其它:摭点时拉开 母材:
起重机主梁的具体设计计算模板
起重机(桥式)主梁的具体设计计算 设计内容计算与说明结果 1)大车轮距 2)主梁高度 3)端梁高度 4)桥架端部梯形高度 5)主梁腹板高度 6)确定主梁截面尺寸1.主要尺寸的确定 = K( 8 1 ~ 5 1 )L=( 8 1 ~ 5 1 )22.5=2.8~4.5m 取K=4m m L H25 .1 18 5.22 18 = = =(理论值) = H(0.4~0.6)H=0.50~0.75m 取= H0.7m C=( 10 1 ~ 5 1 )L=( 10 1 ~ 5 1 )22.5=2.25~4.5m 取C=2.5m 根据主梁计算高度H=1.25m,最后选定腹板高度h=1.3m 主梁中间截面各构件板厚根据[1]表7-1推荐确定如下: 腹板厚δ=6mm;上下盖板厚 1 δ=8mm 主梁两腹板内壁间距根据下面的关系式来决定: b> 5.3 25 1 5.3 = H =357mm b> 50 500 22 50 = L =450mm 因此取b=500mm 盖板宽度:40 6 2 00 5 40 2+ ? + = + + =δ b B=552mm 取B=550mm 主梁的实际高度:8 2 30 1 2 1 ? + = + =δ h H=1316mm 同理,主梁支承截面的腹板高度取 h=700mm,这时支承 截面的实际高度 1 2δ + =h H=716mm 主梁中间截面和支承截面的尺寸简图分别示于图5-1和 图5-2 K=4m H=1.25m = H0.7m C=2.5m h=1.3m δ=6mm 1 δ=8mm b=500mm B=550mm H=1316mm (实际值)
桥式起重机主梁设计说明书
桥式起重机设计说明书 姓名:胡会会 学号: 20082091 学院:材料科学与工程学院 专业班级:材0802-2 指导教师:朱浩 日期: 2011年7月
目录 第一章桥式起重机箱型主梁截面尺寸 一、主梁的几何尺寸 (1) 1、梁的截面选择和验算 (1) 2、箱形主梁截面的主要几何尺寸 (2) 二、主梁的受力分析 (3) 1、载荷计算 (3) 2、强度验算 (3) 3、主梁刚度的验算 (5) 第二章主梁的制造焊接工艺过程 (6) 一、备料 (6) 二、下料 (7) 三、焊接 (7) 第三章焊缝外观评定及焊接无损检测 (9) 一、焊接外观质量评定 (9) 二、无损检测 (9) 第四章焊接工艺卡 (10) 第五章焊接接头微观组织及显微硬度 (11) 一、微观组织观察 (11) 二、显微硬度测试 (12) 第六章焊接接头的力学性能评定 (13) 一、接头拉伸试验 (14) 二、接头弯曲试验 (15) 三、接头冲击试验 (15) 结束语 (16)
桥式起重机设计说明书第一章桥式起重机箱型主梁截面尺寸 一、主梁的几何尺寸 1、梁的截面选择和验算 通常按刚度和强度条件,并使截面积最小(经济条件),满足建筑条件要求(如吊车梁及平台焊接梁最大高度受建筑条件限制),来确定梁的高度,然后初步估算梁的腹板、盖板厚度,进行截面几何特征的计算,然后进行验算,经适当调整,直到全部合格。 图1 起重机的结构图
中部高度h 端梁连接处高度h 1 梯形高度c 端梁宽度 腹板的壁间距b 0 腹板厚度δ0 盖板宽度b 大隔板间距a 小隔板高度h 2 小隔板间距a 1 纵向加筋角钢h 3 腹板厚 1δ 2δ 2、箱形主梁截面的主要几何尺寸 m m L h 393.1~2188.15.19)16 1 ~141()161~141(=?== h h )6.0~4.0(1= L c )2.0~1.0(= mm mm h C 35007005.05.0210=?== mm b L b h b 70050 3000=≥≥取且 mm 60=δ mm mm b b 752)20(200=++=δ 靠近端梁处mm h h a 1272210=--==δδ 跨中为 mm h a 2000)0.2~5.1(0== mm h h 424302== mm h a 6365.001== mm h h 31825.003== 查表并根据实际需要确定 1300mm 700mm 2000mm 3500mm 700mm 6mm 752mm 1272mm 2000mm 424mm 636mm 318mm mm 162=δ mm 161=δ
最新桥式起重机设计计算讲义(DOC)
一、通用桥式起重机箱形主梁强度计算(双梁小车型) 1、受力分析 作为室内用通用桥式起重机钢结构将承受常规载荷G P 、Q P 和H P 三种基本载荷和偶然载荷S P ,因此为载荷组合Ⅱ。 其主梁上将作用有G P 、Q P 、H P 载荷。 主梁跨中截面承受弯曲应力最大,为受弯危险截面;主梁跨端承受剪力最大,为剪切危险截面。 当主梁为偏轨箱形梁时,主梁跨中截面除了要计算整体垂直与水平弯曲强度计算、局部弯曲强度计算外,还要计算扭转剪切强度,弯曲强度与剪切强度需进行折算。 2、主梁断面几何特性计算 上下翼缘板不等厚,采用平行轴原理计算组合截面的几何特性。
图2-4 注:此箱形截面垂直形心轴为y-y 形心线,为对称形心线。因上下翼缘板厚不等,应以x ’— x ’为参考形心线,利用平行轴原理求水平形心线x —x 位置c y 。 ① 断面形状如图2-4所示,尺寸如图所示的H 、1h 、2h 、B 、b 、0b 等。 ② 3212F F F F ++=∑ [11Bh F =,02bh F =,23Bh F =] ③ Fr q ∑= (m kg /) ④ 3 21232021122.)21(2)2(F F F h F h h F h H F F y F y i i c +++++- =∑?∑= (cm ) ⑤ 2 233 22323212113 112 212)(212y F Bh y F h h H b y F Bh J x ?++?+--+?+= (4cm ) ⑥ 202032231)2 2(21221212b b F h b B h B h J y ++++= (4cm ) ⑦ c X X y J W /=和c X y H J -/(3cm ) ⑧ 2 B J W y y = (3cm ) 3、许用应力为X ][σ和X ][τ。
焊接工艺评定报告记录模板
焊接工艺评定报告记录模板
————————————————————————————————作者:————————————————————————————————日期:
焊接工艺评定 焊接工艺评定编号: HP0101 预焊接工艺规程编号: WPS-HP0101 中石化工建设有限公司
焊接工艺评定存档目录 工艺评定编号: 序号项目名称编号页数预焊接工艺规程(pWPS) 1 材料质量证明书 2 3 焊接材料质量证明书 无损探伤报告 4 5 机械性能试验报告 化学分析试验报告 6 7 热处理报告 焊接工艺评定报告 8 9 以下空白 10 11 12 13 14 15 备 注 档案管理:存档日期:
中石化工建设有限公司预焊接工艺规程(pWPS) 表号/装订号 共页第页 单位名称天津海盛石化建筑安装工程有限公司 预焊接工艺规程编号WPS-HP0101日期2014.8 所依据焊接工艺评定报告编号HP0101焊接方法GTAW+SMAW 机动化程度(手工、机动、自动)手工 焊接接头: 坡口形式:V型坡口 衬垫(材料及规格)Q235B 其他坡口采用机械加工或火焰切割简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材: 类别号Fe-1 组别号Fe-1-1 与类别号Fe-1 组别号Fe-1-1 相焊或标准号GB3274-2007 材料代号Q235B 与标准号GB3274-2007 材料代号Q235B 相焊对接焊缝焊件母材厚度范围:4~12mm 角接焊缝焊件母材厚度范围:不限 管子直径、壁厚范围:对接焊缝--- 角焊缝--- 其他:同时适用返修焊和补焊 填充金属: 焊材类别:焊丝(GMAW)焊丝(SAW) 焊材标准:GB/T8110-2008 JIS Z3351 填充金属尺寸:φ1.2mm φ4.8mm 焊材型号:ER50-6 YS-S6 焊材牌号(金属材料代号):THT-50-6 US-36 填充金属类别:Fe-1-1 FeMS1-1 其他:/ 对接焊缝焊件焊缝金属厚度范围:GMA W≤6mm,SAW≤12角焊缝焊件焊缝金属厚度范围:不限 耐蚀堆焊金属化学成分(%) C Si Mn P S Cr Ni Mo V Ti Nb 其他:/
桥式起重机主梁安全性分析(2)
桥式起重机的主梁安全性分析 摘要 本文主要对桥式起重机的主要金属结构进行了简单介绍力学性分析和安全性验证和事故案例分析等。 主梁力学性分析和安全性验证主要包括主梁在受主要力时的强度,以及刚度的验算等等。 随着我国制造业的发展,桥式起重机越来越多的应用到工业生产当中。在工厂中搬卸重物,机床上下件,装运工作吊装零部件,流水线上的定点工作等都要用到起重机。起重机中种数很多,在大小工厂中均有应用的就是小吨位的起重机,小吨位桥式起重机广泛的应用于轻量工件的吊运,在我国机械工业中占有十分重要的地位。但是,但是我国现在应用的各大起重机还是仿造国外落后技术制造出来的,而且已经在工厂内应用了多年,有些甚至还是七八十年代的产品无论在质量上还是在功能上和安全性上都满足不了日益增长的工业需求。使其成本低化布置合理化,功能现代化,运行安全化是我们的研究课题。本论文就是对小吨位桥式起重机进行力学性受力分析进而分析桥式起重机其主要机构之一主梁的安全性能。 关键词:桥式起重机,安全性,主梁,应力,强度,刚度。 The main girder bridge crane safety analysis
Author Shuai Zheng Tutor : Yanping Wu Abstran This paper focuses on the main bridge crane metal structure is simply introduced mechanics analysis and safety test, etc. Main girder mechanics analysis, and security verification mainly includes the main girder by the strength of the force, and the stiffness checking the and so on. Along with the development of the manufacturing industry in our country, bridge crane more and more applied to industrial production of. In a factory moved discharge weight, up and down a machine, shipping work hoisting parts, the assembly line pointing work with crane. Crane species in many, in the size of the factory are the application is small tonnage crane, small tonnage bridge crane widely used in light of the workpiece hoisting, mechanical industry in China occupies very important position. But, but our country now the application of the big crane or counterfeit foreign backward technology made out, and it was already factory in the application for many years, and some even or the s and s products both in quality and in function and safety are can't satisfy the growing industrial demand. The low cost of reasonable layout, function modernization, safety operation of our research subject. This paper is to the small tonnage bridge crane mechanical sex stress analysis and then analyzes the main bridge crane girder of one of the safety performance of the organization. Keywords:Bridge crane, security,girders, stress, intensity stiffness. 目录 No table of contents entries found.6参考文献................................................................................................................14结束语.. (16)
起重机主梁课程设计说明书
《焊接结构》课程设计 说明书 题目:桥式箱型起重机主梁 院(系):材料科学与工程学院 班级:材料08-2班 姓名:吴志威 学号: 15 指导教师:朱燕
目 录 第1章 桥式起重机概述 ................................................................................................................................... - 4 - 第2章 桥式起重机主梁的结构及尺寸 ........................................................................................................... - 4 - 2.1 主梁的总体构造 ............................................................................................................................................ - 4 - 2.1.1 主梁 ......................................................................................................................................................... - 4 - 2.1.2 端梁 ......................................................................................................................................................... - 5 - 2.1.3 隔板 ......................................................................................................................................................... - 5 - 2.2 主梁结构主要参数 ....................................................................................................................................... - 6 - 2.2.1 已知参数 ................................................................................................................................................... - 6 - 2.2.2 其他参数 ................................................................................................................................................. - 6 - 第3章 桥式起重机主梁的受力分析及校核 ................................................................................................... - 8 - 3.1 载荷计算 ..................................................................................................................................................... - 8 - 3.1.1 均布载荷 ................................................................................................................................................. - 8 - 3.1.2 集中载荷 .................................................................................................................................................. -8 - 3.1.3 小车轮压 ................................................................................................................................................. - 8 - 3.2 主梁垂直最大弯矩max M 和剪切力max Q F ................................................................................................. - 9 - 3.3 主梁强度的验算 ....................................................................................................................................... - 10 - 3.3.1 主梁跨中截面的最大正应力 ............................................................................................................... - 10 - 3.3.2主梁支承截面的最大切应力 .................................................................................................................. - 10 - 3.4 主梁垂直刚度的验算 ............................................................................................................................... - 11 - 3.5 主梁稳定性的验算 ................................................................................................................................... - 12 - 3.5.1 主梁整体稳定性的验算 ....................................................................................................................... - 12 - 3.5.1 主梁局部稳定性的验算 ....................................................................................................................... - 12 - 3.6 疲劳强度的校核 ....................................................................................................................................... - 12 - 第4章 焊缝的设计及校核 ............................................................................................................................. - 12 - 4.1.1 主梁翼缘焊缝采用的设计与强度计算................................................................................................ - 12 - 第五章 桥式起重机主梁的制造工艺设计 ..................................................................................................... - 13 - 5.1 备料 ........................................................................................................................................................... - 13 - 5.1.1 盖板(上下盖板δ=8mm ) .................................................................................................................. - 13 - 3.5.2 腹板(δ=6mm) ................................................................................................................................... - 13 - 3.5.3 大小隔板(δ=6mm) ........................................................................................................................... - 14 - 5.2 下料 ............................................................................................................................................................. - 14 - 5.2.1 上下盖板 ............................................................................................................................................... - 14 - 5.2.2 腹板 ....................................................................................................................................................... - 14 - 5.2.3 肋板 ....................................................................................................................................................... - 14 - 5.3 坡口选择 ................................................................................................................................................... - 14 - 5.4 焊接方法的选择 ....................................................................................................................................... - 14 - 5.5 主梁的装配与焊接 ................................................................................................................................... - 14 - 5.5.1 主梁的焊接顺序 ..................................................................................................................................... - 14 - 5.5.2 主梁装配焊接的一般顺序图 ............................................................................................................... - 16 -