博森parson双组份甲基丙烯酸酯结构胶
PARSON ADHESIVES,INC.
3345Auburn Road Suite107Rochester,MI48309
Phone(248)299-5585Fax(248)299-3846Email:sales@https://www.360docs.net/doc/ee8608118.html,
Web site:https://www.360docs.net/doc/ee8608118.html,
PARTITE7310
Methacrylate Structural Adhesive
PARTITE7310is a two-component,100%reactive structural adhesive specifically formulated for bonding thermoplastics,thermosets,metals and composite assemblies.
FEATURE:
?Convenient1:1mix ratio,Non-sagging and thixotropic formulation
?Excellent adhesion to metal surfaces such as aluminum,stainless steel,plated steel, galvanized metals,etc.without primer or chemical wipes.
?Excellent impact,peel and shear resistance
?Room temperature cured with extended open time.
APPLICATIONS:
?Ideal for bonding all types of metals,PVC,Fiberglass,PBT,PPO,ABS,FRT, Polyurethane,Epoxy,Wood,RIM,Nylon,Polyesters,Acrylics,Gelcoats,Styrene, Aluminum,Stainless Steel,Cold Rolled Steel,etc.
?Ideal for Automotive Components,Marine Assemblies,Electronics Enclosures, Appliances,Aerospace Parts,Electrical Components,Furniture,Windmill Assemblies, Exterior Sign and display,Plastic&Metal Fabrication,etc.
ADHESIVE PROPERTIES:
Adhesive Activator
Appearance Off-White Amber
Viscosity40,000–60,00040,000–60,000
@250C,Spindle TD20rpm
Flash Point(TCC),0F5151
Density(lbs/gal)8.078.05
Mix Ratio(weight&Volume)11
Cure Characteristics
Mixed Viscosity,cps90,000-100,000
Working Time15–18minutes
Fixture Time30–35minutes
Full Cure24hours
Coverage/lb147sq.in@.010”
Service Temperature-400F to2500F
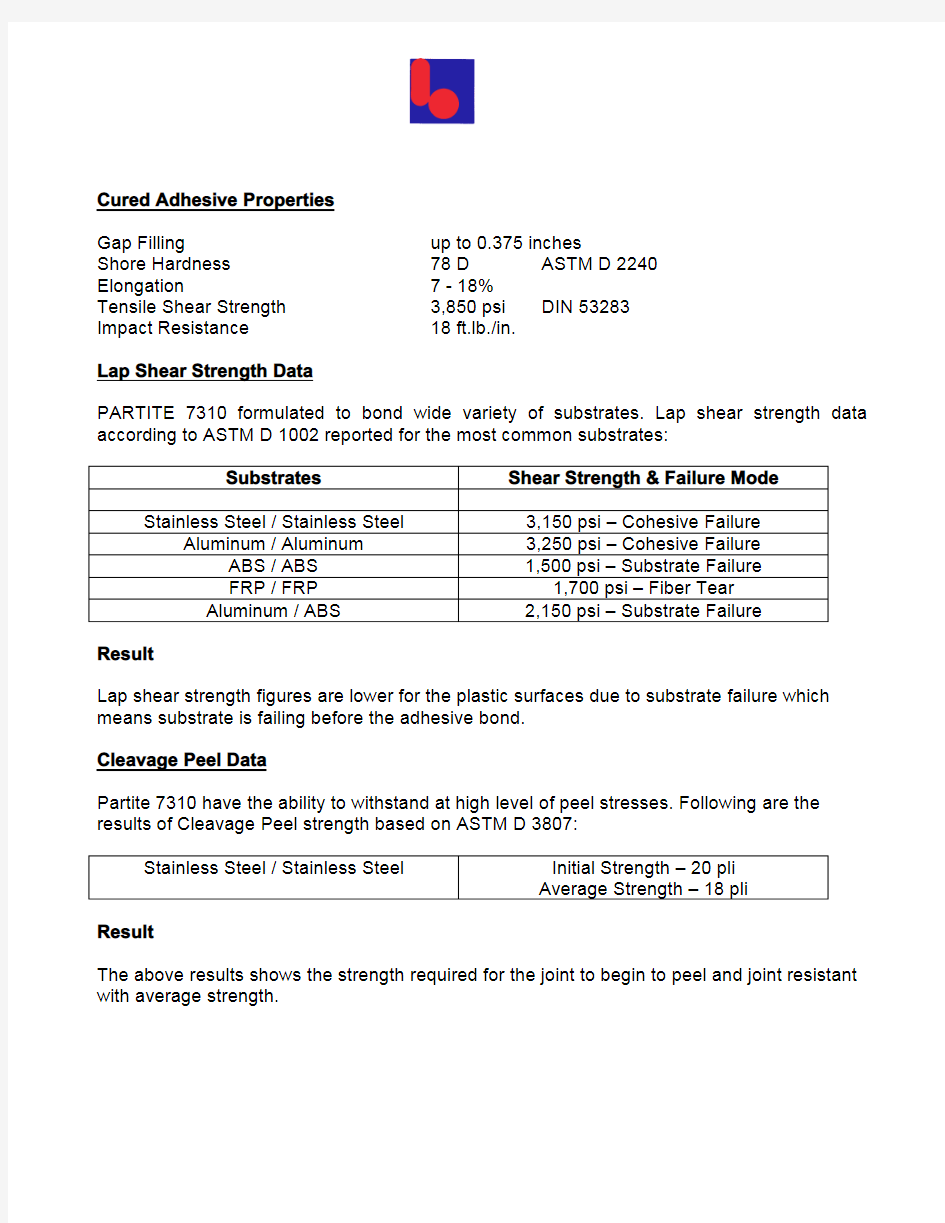
Cured Adhesive Properties
Gap Filling up to0.375inches
Shore Hardness78D ASTM D2240
Elongation7-18%
Tensile Shear Strength3,850psi DIN53283
Impact Resistance18ft.lb./in.
Lap Shear Strength Data
PARTITE7310formulated to bond wide variety of https://www.360docs.net/doc/ee8608118.html,p shear strength data according to ASTM D1002reported for the most common substrates:
Substrates Shear Strength&Failure Mode Stainless Steel/Stainless Steel3,150psi–Cohesive Failure
Aluminum/Aluminum3,250psi–Cohesive Failure
ABS/ABS1,500psi–Substrate Failure
FRP/FRP1,700psi–Fiber Tear
Aluminum/ABS2,150psi–Substrate Failure
Result
Lap shear strength figures are lower for the plastic surfaces due to substrate failure which means substrate is failing before the adhesive bond.
Cleavage Peel Data
Partite7310have the ability to withstand at high level of peel stresses.Following are the results of Cleavage Peel strength based on ASTM D3807:
Stainless Steel/Stainless Steel Initial Strength–20pli
Average Strength–18pli
Result
The above results shows the strength required for the joint to begin to peel and joint resistant with average strength.
Chemical Resistance Data
The chemical resistance of7310was studied by bonding the Aluminium/Aluminium as per specification and cured for7days@25o C then kept immersed in the media listed here and tested for lap shear strength.
Effect of immersion in different media.
(Immersion for1month in various media)
MEDIA LAP SHEAR
Strength,in PSI
ASTM D1002
Gasoline3190
Acetic acid(10%)2900
Xylene3250
Lubricating oil-HD303150
Paraffin3200
Water@23C3050
Water@90C3150
Environmental Resistance
PARTITE7310have excellent resistance to harsh environment conditions.The testing data
is as follows:
Condition Lap Shear Strength&Mode of Failure
Initial3,170psi–Cohesive Failure Environmental Cycle–30days3,450psi–Cohesive Failure
Lap Shear Strength ASTM D1002–Stainless Steel/Stainless Steel Environmental Cycle=8hours@-300C,8hours@850C,8hours@300C@100%Relative Humidity Result
The lap shear strength has increased after environmental cycle.PARTITE7310perform better under these conditions compare to the substrates bonded.Substrates may have less resistance to these conditions compare to adhesive.
HANDLING AND PRECAUTIONS:
Read Material Safety Data Sheet before handling or using this product.Adhesive component A contains methyl methacrylate monomer and always use in a well-ventilated area.Activator component B contains peroxide.Both materials must be stored in a cool place away from sources of heat and open flames or sparks.Keep containers closed when not in use.Prevent contact with skin and eyes.In case of skin contact,wash with soap and water. In case of eye contact,flush with water for15minutes and seek immediate medical attention.Harmful if swallowed.Keep out of reach of children.
Note:The chemical curing reaction that occurs when components A and B are mixed generates heat.The amount of heat generated is controlled by the mass and thickness of the mixed https://www.360docs.net/doc/ee8608118.html,rge masses over1/2 inch thick can develop heat in excess of250°F/121°C and can generate harmful,flammable https://www.360docs.net/doc/ee8608118.html,rge curing masses should be carefully moved to a well-ventilated area where the chance of personal contact is minimized.
DISPENSING EQUIPMENT:Dispensing directly from disposable cartridges or meter-mix-dispensing equipment is strongly recommended.Both methods employ convenient static motionless mixer technology.Product supplied in pre-measured cartridges is dispensed from approved manual or pneumatic powered guns.When meter-mix dispense systems are used,care must be taken to assure compatibility between the adhesive components and the materials in the equipment that they contact.All wetted metal components should be constructed of stainless steel or aluminum or have a sufficient thickness of chemically resistant material that prevents contact between the adhesive components and the base metal.Contact with copper,zinc,brass or other alloys containing these materials must be strictly prevented.All non-metallic seals and gaskets should be fabricated from Teflon?or UHMW polyethylene based materials..
MIXING AND APPLICATION:
All surfaces must be clean,dry,dust and grease free.Best result will be achieved with surfaces that have been lightly abraded immediately prior to bonding.Always dispense a quantity of adhesive at start-up to assure that the adhesive exiting the tip of the mixer is the proper color and is uniform,without streaks.If previously opened or aged material is being used,allow the purged material to cure to assure quality before proceeding.Carefully dispense a sufficient quantity of adhesive on the substrate to assure that the bond gap will be completely filled when the parts are joined.Allow for squeeze-out at the edges of the bond to assure filling.Carefully secure or clamp parts to prevent joint movement while the adhesive sets.Do not apply excessive pressure that can cause excessively thin gaps and starve the bond line.Test the curing adhesive at the edges for fingernail hardness before removing clamps or fixtures.
CURING:Working time is the approximate time,after mixing components A and B that the adhesive remains fluid and bondable.Fixture time is the approximate time after mixing components A and B required for the adhesive to develop sufficient strength to allow careful movement,unclamping or de-molding of assembled parts.Parts can generally be put in service when80percent of full strength is developed.The time to achieve 80%cure is approximately2-3times that required for fixturing.
CLEAN UP:Adhesive components and mixed adhesive should be removed from mixing and application equipment with a suitable industrial solvent or cleaner before the mixed adhesive cures.Once the adhesive cures,soaking in a strong solvent or paint remover will be required to soften the adhesive for removal. STORAGE AND SHELF LIFE:
Shelf life of adhesive(Part A)is1year from day of shipment from Parson.Shelf life of activator(Part B), including cartridges that contain activators,is9months from day of shipment.Shelf life is based on continuous storage between55°F and75°F.Long term exposure above75°F will reduce the shelf life of these materials. Prolonged exposure of activators,including cartridges which contain activators,above100°F quickly diminishes the product’s reactivity and should be avoided.Shelf life can be extended by refrigeration(45°F-55°F).These products should never be frozen.
Warranty:All information presented in this data sheet is based on laboratory testing under controlled conditions and is not intend for design purposes.Due to variance of storage,handling&application of these materials;Parson makes no representations or warranties of any kind concerning this data.The ultimate suitability for any intended application must be verified by the end user under anticipated test conditions.All products purchased from or supplied by Parson are subject to terms and conditions set out in the contract.All other information supplied by Parson is consider accurate but are furnished upon the express condition the customer shall make its own assessment to determine the product’s suitability for a particular purpose.Parson makes no other warranty,either express or implied, including those regarding such other information,the data upon which the same is based,or the results to be obtained from the use thereof; that any product shall be merchantable or fit for any particular purpose;or that the use of such other information or product will nor infringe any patent.
双组份聚氨酯胶在不同环境怎么使用
双组份聚氨酯胶在不同环境怎么使用 对于TJ-968 双组份聚氨酯胶水来说,水分如同其中的主剂(聚酯、聚醚多元醇等)一样,可与固化剂中的NCO基团反应。据测算,1g的水可以消耗掉26~32g 的固化剂,当然,这是就纯粹的反应重量比而言,在实际当中,混入工作胶液内的水分在与固化剂反应时是与主剂相竞争的。但不管有多少水分参与了反应,这无疑消耗了固化剂,使得其与主剂反应的量达不到原来设定的工作配比,因此也就造成了固化的不彻底和残留黏性。而聚氨酯胶水的粘度和反应活性则与温度有着很大的关联。胶粘剂厂家给出的粘度值是以25℃为标准温度用旋转粘度计测量出来的,这意味着实际使用时,工作环境的温度在夏季可比其高出10余度,而冬季天冷时可能比其低上20多℃。胶水的粘度正好与温度高低相反,即同样的胶水在温度高时表现出来的粘度值较低,流动分散性能好,温度低则粘度高,流平差。另外,胶粘剂的两个组份之间的交联固化反应,在温度低时反应速度慢,温度高时反应速度快。 针对这样的情况,在使用双组份聚氨酯胶水进行复合时可根据环境变化做以下一些调整: 1.如果空气潮湿,气温偏高,将固化剂的用量适当提高10%~20%,以弥补水分对其的消耗 2.经常用干爽的棉纱或布碎吸掉复合机上冷凝的水滴,防止其落入胶盆内; 3.用不完的工作胶液可添加少量溶剂稀释,然后密封保管,如果条件允许,可置于小型冷柜内冷藏保管,这样效果更佳,下次再用时,在密闭情况下解冻,并与新配的工作胶液混合使用。 4.当冬季气温偏低时,配制工作胶液可适当多加一些溶剂以降低体系粘度,改善
流平分散性,同时也减少了工作时胶盆内气泡的产生,但这样做工作胶液的浓度会有所降低,如不欲改变工作浓度,则可以用少量的丙酮取代部分醋酸乙酯,即使用丙酮与醋酸乙酯的混合溶剂来作为稀释剂。
聚氨酯胶的配方设计
聚氨酯胶的配方设计 胶粘剂的设计是以获得最终使用性能为目的,对聚氨酯胶粘剂进行配方设计,要考虑到所制成的胶粘剂的施工性(可操作性),固化条件及粘接强度,耐热性,耐化学品性,耐久性等性能要求。 1.聚氨酯分子设计——结构与性能聚氨酯由于其原料品种及组成的多样性,因而可合成各种各样性能的高分子材料,例如从其本体材料(即不含溶剂)的外观性严主讲,可得到由柔软至坚硬的弹性体,泡沫材料,聚氨酯从其本体性质(或者说其固化物)而言,基本上届弹性体性质,它的一些物理化学性质如粘接强度,机械性能,耐久性,耐低温性,耐药品性,主要取决于所生成的聚氨酯固化物的化学结构,所以,要对聚氨酯胶粘剂进行配方设计,首先要进行分子设计,即从化学结构及组成对性能的影响来认识,有关聚氨酯原料品种及化学结构与性能的关系。 2. 从原料角度对PU胶粘剂制备进行设计聚氨酯胶粘剂配方中一般用到三类原料:一类为NCO类原料(即二异氰酸酯或其改性物、多异氰酸酯),一类为oH类原料(即含羟基的低聚物多元醇、扩链剂等,广义地说,是含活性氢的化合物,故也包括多元胺、水等),另有一类为溶剂和催化剂等添加剂,从原料的角度对聚氨酯胶粘剂进行配方设计,其方法有下述两种。 (1).由上述原料直接配制最简单的聚氨酯胶粘剂配制法是0H类原料和NCO类原料(或及添加剂)简单地混合,直接使用,这种方法在聚氨酯胶粘剂配方设计中不常采用,原因是大多数低聚物多元醇分子量较低(通常聚醚Mr<6000,聚酯Mr<3000),因而所配制的胶粘剂组合物粘度小,初粘力小,有时即使添加催化剂,固化速度仍较慢,并且固化物强度低, 实用价值不大,并且未改性的TDI蒸气压较高,气味大,挥发毒性大,而MDI常温下为固态,使用不方便,只有少数几种商品化多异氰酸酯如PAPlDesmodur RDesmodur RFCoronate L等可用作异氰酸酯原料。不过,有几种情况可用上述方法配成聚氨酯胶粘剂例如 1)由高分子量聚酯(Mr5000-50000)的有机溶液与多异氰酸酯溶液(如Coronate L)组成的双组分聚氨酯胶粘剂,可用于复合层压薄膜等用途,性能较好,这是因为其主成分高分子量聚酯本身就有较高的初始粘接力,组成的胶粘剂内聚强度大; (2)由聚醚(或聚酯)或及水,多异氰酸酯,催化剂等配成的组合物,作为发泡型聚氨酯胶粘剂,粘合剂,用于保温材料等的粘接制造等,有一定的实用价值。 (2).NCO类及OH类原料预先氨酯化改性如上所述,由于大多数低聚物多元醇的分子量较低,并且TDI挥发毒性大,MDI常温下为固态,直接配成胶一般性能较差,故为了提高胶粘剂的初始粘度,缩短产生一定粘接强度所需的时间,通常把聚醚或聚酯多元醇
高性能低黏双组分环氧树脂结构胶
高性能低黏双组分环氧树脂结构胶 本发明目的:双组分低黏,组分应用比例范围广易配置,不溢胶,较长的配后使用时间,耐100度温,恶劣表面应用能力高黏结强度及低吸水性. 构成:环氧树脂与硬化剂.前者主要为双酚A二环氧甘油醚,为提高弹性和黏结力,在环氧树脂中加入橡胶片段.由环氧树脂与5~20%含量羧基末端丁二烯/丙烯腈(氰乙烯)的共聚橡胶反应得到.有三种添加剂可用于树脂中作为活性组分与硬化剂反应通过与胺硬化剂之间快速的反应以提供化学触变性.a)脂肪族二/聚异氰酸盐(如m-4-甲基二甲苯二异氰酸盐m-tetra-methyl xylyl diisocyanate);b)低活性的羧酸酐(如异丁烯-马来酸酐共聚低聚物isobutylene-maleic anhydride copolymer oligomer); c)拥有能与胺进行michael加成的不饱和C-C键的分子(如马来酸或富马酸/反丁烯二酸基团maleic or fumeric/fumaric groups. 发现在环氧树脂中加入很少量(2%重量或更少)马来酸酐能产生低的初始黏度,并且应用时间长达2个月.类似的,含有脂肪族异氰酸盐组分(如偏-4亚甲基二甲苯二异氰酸盐meta tetramethylene xylene diisocyanate/四甲基苯二亚甲基二异氰酸酯)的环氧树脂可与胺硬化剂快速反应提供触变性.这些环氧树脂中所用的添加剂的量按重量含量可以是0.5~10%,取决于环氧树脂组分的初始黏度.另外的,可以选用低黏度的单/聚环氧材料如苯基缩水甘油醚phenyl glycidyl ether, 丁二醇缩水甘油醚butane diol diglycidyl ether,等等加入环氧树脂组分中以降低最终产物的总黏度. 用于固化上述环氧组分的硬化剂组分可以包括由酰胺基胺, 分子骨架上带有叔胺基团或者烯烃醚基团的伯胺/仲胺,与双酚A组成的混合物.为得到高弹性,韧度和提高耐水性, 所使用的酰胺基胺含有柔韧基团,特别是二聚的亚油酸分子骨架.这些原料都有市场来源.如V ersamide 140(二聚亚油酸聚酰胺polyamidoamine of dimerized linoleic acid).为加快固化速率,最好使用连结叔胺基团的酰胺-胺或者连有氨基的酰胺-胺如2-氨基-乙基哌嗪.含叔胺的酰胺-胺由二聚亚油酸与2-氨-乙基哌嗪或者二-氨丙基哌嗪通过氨化反应制得.另外,为提高固化速率,弹性和柔韧度,在硬化剂组分中可加入多酚如双酚 A.硬化剂中的活性氢重量份可以通过加入一定量的聚烷基醚二胺来调节.这也改进了最终产物的弹性和粘合性.硬化剂中的酰胺-胺:胺:双酚A的重量比大约是30-90:8-35:2-35. 常见的填充剂如滑石粉,氧化铝(矾土),金属氧化物,金属,无定形碳等,也可以用在环氧树脂或者硬化剂中,总量可以在0.1~40%的黏合剂重量含量. 用于本发明的聚环氧化物可以是单体或聚合体,饱和或不饱和,脂肪族或脂环族,芳香族或杂环,但必须是可被取代的如果除了环氧基团外还需要引入其他基团的话,如羟基,醚自由基,卤素原子,以及类似的东西.本发明中适用的典型的环氧树脂组分包括本文引用的美国专利NO.S 2,500,600和2,324,483中所适用的.本发明中更倾向于环氧基当量(equilvalence)>1的1,2-环氧化合物.也就是说,分子中有超过一个以上的环氧基团.1,2-环氧基可以在末端也可以在中间.比较适合的末端环氧基团是1,2-环氧乙基或者1,2-环氧丙基.后者可以连到一个氧原子上,即是说,就是缩水甘油醚或缩水甘油酯基.而环氧基在中间的化合物环氧基一般位于脂肪链或者脂环上. 内含环氧基的环氧化合物是环氧化的二烯,二烯烃,或环二烯烃,如1,2,5,6-二环氧己烷,1,2,4,5-二环氧环己烷,二环戊二烯二环氧化物,二戊烯二环氧化物,乙烯环己烯二环氧化物,环氧二烯不饱和羧酸酯.如甲基-9,10,12,13-二环氧硬脂酸,或者6,7,10,11-二环氧己烷-1,16-二酸二甲酯..此外,接下来要提起的环氧化单,二,或聚
单组份的硅酮胶
单组份的硅酮胶,其固化是靠接触空气中的水分而产生物理性质的改变;双组份则是指硅酮胶分成A、B两组,任何一组单独存在都不能形成固化,但两组胶浆一旦混合就产生固化。目前市场上常见的是单组份硅酮密封胶 单组份硅酮密封胶按性质又分为酸性胶和中性胶两种。 酸性密封胶主要用于玻璃和其它建筑材料之间的一般性粘接。而中性胶克服了酸性胶腐蚀金属材料和与碱性材料发生反应的特点,因此适用范围更广,其市场价格比酸性胶稍高。 市场上比较特殊的一类密封胶是硅酮结构密封胶,因其直接用于玻璃幕墙的金属和玻璃结构或非结构性粘合装配,故质量要求和产品档次是玻璃胶中最高的,其市场价格也最高。 单组份硅酮密封胶是一种类似软膏,一旦接触空气中的水分就会固化成一种坚韧的橡胶类固体的材料。 硅酮玻璃胶的粘接力强,拉伸强度大,同时又具有耐候性、抗振性,和防潮、抗臭气和适应冷热变化大的特点。加之其较广泛的适用性,能实现大多数建材产品之间的粘合,因此应用价值非常大。 硅酮玻璃胶由其不会因自身的重量而流动,所以可以用于过顶或侧壁的接缝而不发生下陷,塌落或流走。它主要用于干洁的金属、玻璃,大多数不含油脂的木材、硅酮树脂、加硫硅橡胶、陶瓷、天然及合成纤维,以及许多油漆塑料表面的粘接。质量好的硅酮玻璃胶在摄氏零度以下使用不会发生挤压不出、物理特性改变等现象。充分固化的硅酮玻璃胶在温度到204℃(400oF)的情况下使用仍能保持持续有效,但温度高达218℃(428oF)时,有效时间会缩短。 硅酮玻璃胶有多种颜色,常用颜色有黑色、瓷白、透明、银灰、灰、古铜六种。 单组分室温硫化硅橡胶限制条件 (一)、酸性密封胶 1、适宜作密封、堵塞防漏及防风雨用途,室内室外两者皆宜(室内效果更佳),防渗防漏效果显著。 2、粘接汽车的各种内部装饰,包括:金属、织物和有机织物及塑料。 3、接合加热和制冷设备上的垫片。 4、在金属表面加装无螺孔的筋条、铭牌以及漆加塑料材料。 5、对烘箱门上的窗口、气体用具上的烟道、管道接头、通道门进行封口。 6、为齿轮箱、压缩机、泵提供即时成形的防漏垫。 7、对船仓以及窗口密封。 8、拖车、卡车驾驶室玻璃窗的密封。 9、粘合和密封设备部件。 10、形成防磨涂层。 11、镶嵌和填充薄金属片迭层、道管网络和设备机壳。 (二)、中性耐候胶 1、适用于各种幕墙耐候密封,特别推荐用于玻璃幕墙、铝塑板幕墙、石材干挂的耐候密封; 2、金属、玻璃、铝材、瓷砖、有机玻璃、镀膜玻璃间的接缝密封; 3、混凝土、水泥、砖石、岩石、大理石、钢材、木材、阳极处理铝材及涂漆铝材表面的接缝密封。大多数情况下都无需使用底漆。
双组分聚氨酯胶粘剂概述
双组分聚氨酯胶粘剂概述 双组分聚氨酯胶粘剂是聚氨酯胶粘剂中最重要的一个大类,用途广,用量大。通常由甲、乙两个组分组成,两个组分是分开包装的,使用前按一定比例配制即可。甲组分(主剂)为羟基组分,乙组分(固化剂)为含游离异氰酸酯基团的组分。也有的主剂为端基NCO的聚氨酯预聚体,固化剂为低分子量多元醇或多元胺,甲组分和乙组分按一定比例混合生成聚氨酯树脂。 双组分聚氨酯胶粘剂具有以下特点。 (1)属反应性的胶粘剂在两个组分混合后,发生交联反应,产生固化产物。 (2)制备时,可以调节两组分的原料组成和分子量,使之在室温下有合适的粘度,可制成高固含量或无溶剂双组分胶粘剂。 (3)通常可室温固化,通过选择制备胶粘剂的原料或加入催化剂可凋节固化速度。一般,双组分聚氨酯胶粘剂有较大的初粘合力,叫加热固化,其最终粘合强度比单组分胶粘剂大,可以满足结构胶粘剂的要求。 (4)两个组分的用量可在一定范围内调节,一般存在着一定容忍度。两组分的NCO/OH摩尔比在一般情况下大于或等于l,当固化时,一部分NCO基团参与胶的固化反应,产生化学粘合力,多余的NC0基团在加热固化时,还可产生脲基甲酸酯、缩二脲等,增加交联度,提高了胶层的内聚强度和耐热性。对于无溶剂双组分聚氨酯胶粘剂来说,因各组分起始分子量不大,一般来说NCO/OH摩尔比等于或稍大于l,有利于固化完全,特别在粘合密封件时,注意NCO组分不能过量太多。而对于溶剂型双组分胶粘剂来说,其主剂分子量较大,初粘性能较好,两组分的用量可在较大范围内调节,NCO/OH摩尔比可小于1或大于1的数倍。当NCO组分(固化剂)过量较多的场合,多异氰酸酯自聚形成坚韧的胶粘层,适合
双组分聚氨酯结构胶在电扶梯前沿板上的应用
双组分聚氨酯结构胶在电扶梯前沿板上的应用 介绍了电扶梯前沿板的生产工艺要求、材质构造和粘接工艺,并研究了双组分聚氨酯结构胶在单位面积上的施胶量对粘接强度的影响。当单位面积用胶量为1.0 kg/m2时,聚氨酯结构胶的粘接力可达相对最强,经济性相对最优。 标签:电扶梯;前沿板;聚氨酯结构胶 随着城市化进程的逐步加快,电扶梯已广泛应用于人们的日常生活中,对电扶梯的需求量也越来越大。电扶梯亦称自动扶梯,是一种以运输带方式运送行人和物品的运输工具,广泛应用于百货商场、超市、宾馆、写字楼、机场及城市交通等领域。近几年国内相继开发出适应电扶梯轻量化且粘接性能优异的双组分聚氨酯结构胶。 电扶梯的前沿板是过渡乘客从静止部分到动作部分的部件,起到支撑乘客和安装扶手入口的功能[1]。前沿板由表面材料和补强材料所组成,通常前沿板表面材料的材质有铝合金和不锈钢,补强材料采用的是厚实的钢板。对电扶梯的设计主要是根据所用金属材料的特性,力求组件结构简单化、标准化和制作方法的统一化,以便使电扶梯前沿板高效率化生产。同时,借助高刚性补强材料及采用薄型表面材料,来满足电扶梯轻量化且节能的要求[2]。胶接结构与焊接相比,不存在薄弱的热影响区,密封性良好、受力均匀、制造成本低廉且适应性较大,于是,表面材料和补强材料之间的粘接就需要用到一种粘接性能较好、固化收缩率较低,并能常温固化、操作简便且耐候性能佳的结构胶粘剂[3,4]。 结构胶粘剂能够代替螺栓、铆钉或者焊接等形式,用来粘接金属、塑料、玻璃和木材等结构部件,并能长时间承受很大载荷[5~7]。这以丙烯酸酯胶、环氧胶和聚氨酯胶等几大系列为代表,其中,聚氨酯胶粘剂具有耐水、耐油、耐冲击、柔韧性较好、粘接强度较大和抗震性能较好等优点,在国民经济中获得了较为广泛的应用[8~10]。 双组分聚氨酯结构胶因其良好的粘接性、耐久性、耐疲劳性和耐冲击性能等,被广泛应用于电扶梯前沿板的粘接工艺中[11]。新型双组分无溶剂聚氨酯结构胶可不使用底涂剂,减少了施工环境的溶剂排放,对环境友好,并能简化生产工艺,同时降低了生产成本[12,13]。 本文有针对性地介绍了电扶梯前沿板的工艺要求、材质、构造、对胶粘剂的要求和前沿板用胶粘剂的种类及特点、粘接工艺以及双组分聚氨酯结构胶的施胶量对粘接强度的影响。 1 电扶梯前沿板的工艺要求 电扶梯前沿板的工艺要求为:①作为承载乘客进出电扶梯的结构件,刚性必须比较高;②在搬运及安装过程中不会因冲撞而变形;③兼顾轻量化,便于施工;
聚氨酯密封胶解析
聚氨酯密封胶解析 Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】
聚氨酯密封胶解析 1.概述 密封胶是用来填充空隙(孔洞、接头、接缝等)的材料。无定形密封胶是密封材料的主体,种类有有机硅(包括改性有机硅)类、聚氨酯类、聚硫橡胶类、丙烯酸酯类、SBR橡胶类、丁基橡胶类、沥青、油性嵌缝胶类等,最早使用的密封胶有沥青类、油性嵌缝胶等。而用于填充须经受震动或热涨冷缩等所致具有伸缩性的间隙,则必须采用弹性密封胶。30多年来,弹性密封胶在建筑、土木、汽车、船舶、电气通讯等许多工业、民用领域中的应用越来越广泛,其中建筑用密封胶需求量最大。弹性密封胶是将粘接和密封两种功能集于一身的产品。其中性能较好的三类高档弹性密封胶分别是有机硅密封胶、聚硫密封胶和聚氨酯密封胶。表1列出几种弹性密封胶的性能。表2为弹性密封胶所要求的性能项目。 表1 几种弹性密封胶的种类与特性
○优良,△中。
表2 密封胶所要求的性能 表3 美国1995年部分密封胶的产量
表3可看出,美国1985年聚氨酯密封胶的产量与有机硅密封胶相当。90年代其聚氨酯密封胶产量已超过了有机硅,1990年聚别为15kt和 19kt,而1995年欧洲聚氨酯密封胶产量达万t。 聚氨酯密封胶之所以发展快,需求大,是因为它具有优良的性能。聚氨酯密封胶的特点有:(1)优良的耐磨性;(2)低温柔软性;(3)性能可调节范围广;(4)机械强度大;(5)粘接性好; (6)弹性好,具有优良复原性,可适合于动态接缝; (7)耐候性好,使用寿命可长达15-20年;(8)耐油性优良;(9)耐生物老化;(10)价格适中。 当然,聚氨酯密封胶也有一些缺点。如:不能长期耐热;浅色配方易受紫外光老化;单组分胶贮存稳定性受包装及外界影响较大、通常固化较慢;高湿热环境下固化可能产生气泡和裂纹;许多场合需底涂剂。 聚氨酯密封胶一般分为单组分和双组分两种基本类型,单组分为湿气固化型,双组分为反应固化型。单组分密封胶施工方便,但固化较慢;双组分有固化快、性能好的特点,但使用时需配制,工艺复杂一些。两者各有其发展前途。
硅酮密封胶生产工艺相关.docx
v1.0可编辑可修改加成型室温硫化硅橡胶(双组份为主) 组份名称相应种类 基础聚合物含乙烯基的有机聚二甲基硅氧烷,如双端乙烯基聚二甲基硅氧烷 交联剂低粘度的线型甲基含氢硅油 第八族过渡金属(如铂、钯、铑、镍等)及其化合物或配合物 催化剂 填料补强 :气相法白炭黑、沉淀法白炭黑和表面处理白炭黑等; 非补强:硅藻土、沉淀法碳酸钙和高岭土(SiO2-Al 2O3) 抑制剂延迟硅氢化反应的抑制剂,如炔醇类抑制剂 当前市场的硅胶牌子有很多,从高端到低端有: 高端: GE东芝,瓦克(张家港),道康宁(美国),野牛(荷兰),罗纳星(法国),千里马,白云(中国),之江(杭州),高士。(12 元以上) 中档:新展,安泰,硅宝,森戈,快事达,宏英,欧利雅、永安(以上均为国产)。 低端品牌:金鹰翔,豪威,美城,基亿,恒德,宏华,宏固,精硅等等,小厂家特别多。 目前市场做的较好的有道康宁,建华,之江,硅宝、欧利雅、新展等牌子。 生产方法 107室温硫化硅橡胶和碳酸钙、白炭黑、助剂等混合均匀,抽真空制成玻璃胶。 化学方程式: 107RTV+SiO2+CaCO3=玻璃胶 常见种类 1.单双组份分类:单组份和双组份 2.酸碱性分类:酸性和中性胶 3.颜色分类:黑色、瓷白、透明、银灰、灰、古铜六种 4.耐候胶性、防霉性分类:耐候硅酮密封胶适用于各种幕墙耐候密封,特别推荐用于玻璃幕 墙、铝塑板幕墙、石材干挂的耐候密封。耐候密封胶适合金属、玻璃、铝材、瓷砖、有机
玻璃、镀膜玻璃间的接缝密封;耐候硅酮密封胶混凝土、水泥、砖石、岩石、大理石、钢材、木材、阳极处理铝材及涂漆铝材表面的接缝密封。大多数情况下都无需使用底漆。 防霉硅酮密封胶是未来的趋势,有防霉效果的硅酮胶比一般的胶使用时间更长,更牢固,不易脱落,特别适用于一些潮湿、容易长霉菌的环境,如卫浴、厨房等。 缩合型室温硫化硅酮密封胶的组成:基础聚合物、交联剂、催化剂、填料及添加剂等配制而成,前 3 种为必须成分,但作为实用产品,后两种往往也不可缺少。 1、基础聚合物:α ,ω- 二羟基聚二甲基硅氧烷,即HO(MeRSiO)nH(式中,R为Me、CF3 CH2CH 2、Ph 等; n=100~ 2000)是制备缩合型单组分室温硫化硅酮密封胶最重要的基础聚 合物。其中, HO[Me(CF3CH2CH2)SiO] n H 用于制备耐油耐溶剂产品;HO( Me2SiO)n(MePhSiO) m H 用于制备耐寒及抗辐照产品。 (2)交联剂 交联剂指能将基础聚合物联结成网状结构并具有三个以上水解性官能团的硅烷或聚硅 氧烷,是单组分室温硫化硅酮密封胶的核心组分,是决定产品交联机理的基础。目前使用的 典型交联剂品种有 MeSi(OAc) 3、 MeSi(ON=CMeEt)3、 MeSi(OMe)3等。 不同结构交联剂与水反应的能量及活性不同,不过,交联剂水解能与硫化胶表面消粘时 间有关,活性越高、消粘时间越短。相同催化剂用量条件下,交联剂的水解反应活性的顺序 为:丙酮型>酰胺型>醋酸型>酮肟型>醇型 (3)催化剂 催化剂是一类能提高基础聚合物与交联剂在室温下的反应速度的有机化合物。主要使用锡化合物及钛化合物。其中,锡化合物类催化剂主要是有机羧酸锡及有机锡鳌合物,如辛酸亚锡、二月桂酸二丁基锡、二辛酸二丁基锡、二乙酸二丁基锡、二甲氧基二丁基锡、二丁 基氧化锡、 Bu2Sn(OMeC=CHCOMe)2等,常用的钛化合物类催化剂主要是钛酸酯及钛的鳌合物, 如四异丙氧基钛酸酯、四正丁基钛酸酯、四(三甲基硅烷氧基)钛、二异丙氧基- 双(乙酰丙酮基)钛等。 (4)填料 单组份室温硫化硅酮密封胶所用的填料可分为补强性填料和非补强性填料(增量填
双组分聚氨酯胶粘剂介绍及特点(精)
双组分聚氨酯胶粘剂介绍及特点 双组分聚氨酯胶粘剂是聚氨酯胶粘剂中最重要的一个大类,用途广,用量大。通常由甲、乙两个组分组成,两个组分是分开包装的,使用前按一定比例配制即可。甲组分(主剂)为羟基组分,乙组分(固化剂)为含游离异氰酸酯基团的组分。也有的主剂为端基NCO的聚氨酯预聚体,固化剂为低分子量多元醇或多元胺,甲组分和乙组分按一定比例混合生成聚氨酯树脂。 双组分聚氨酯胶粘剂具有以下特点。 (1)属反应性的胶粘剂在两个组分混合后,发生交联反应,产生固化产物。 (2)制备时,可以调节两组分的原料组成和分子量,使之在室温下有合适的粘度,可制成高固含量或无溶剂双组分胶粘剂。 (3)通常可室温固化,通过选择制备胶粘剂的原料或加入催化剂可凋节固化速度。一般,双组分聚氨酯胶粘剂有较大的初粘合力,叫加热固化,其最终粘合强度比单组分胶粘剂大,可以满足结构胶粘剂的要求。 (4)两个组分的用量可在一定范围内调节,一般存在着一定容忍度。两组分的NCO /OH摩尔比在一般情况下大于或等于l,当固化时,一部分NCO基团参与胶的固化反应,产生化学粘合力,多余的NC0基团在加热固化时,还可产生脲基甲酸酯、缩二脲等,增加交联度,提高了胶层的内聚强度和耐热性。对于无溶剂双组分聚氨酯胶粘剂来说,因各组分起始分子量不大,一般来说NCO/OH摩尔比等于或稍大于l,有利于固化完全,特别在粘合密封件时,注意NCO组分不能过量太多。而对于溶剂型双组分胶粘剂来说,其主剂分子量较大,初粘性能较好,两组分的用量可在较大范围内调节,NCO/OH摩尔比可小于1或大于1的数倍。当NCO组分(固化剂)过量较多的场合,多异氰酸酯自聚形成坚韧的胶粘层,适合于硬材料的粘接;在NCO组分用量少的场合,则胶层柔软,可用于皮革、织物等软材料的粘接。 双组分聚氨酯胶粘剂自问世以来,由于具有性能可调节性、粘合强度大、粘接范围广等优点,已成为聚氨酯胶粘剂中品种最多、产量最大的产品。 通用型双组分聚氨酯胶粘剂 通用型聚氨酯胶粘剂是以聚己二酸乙二醇酯为原料、以溶剂聚氨酯树脂为主成分(甲组分),以三羟甲基丙烷—T1)I加成物为固化剂(乙组分)的双组分聚氨酯胶粘剂。通用型双组分聚氨酯胶粘剂亦称101-聚氨酯胶粘剂,是上海新光化工厂最早投入工业化生产、至今仍是国内生产量最大的聚氨酯胶粘剂,国内用户达千家以上,主要用于绝缘材料、包装材料、复合膜、多孔材料、深冷保护材料等的粘接。 1.产品规格
聚氨酯粘接机理
聚氨酯粘接机理
————————————————————————————————作者: ————————————————————————————————日期:
聚氨酯粘接原理 一、金属、玻璃、陶瓷等的粘接 金属、玻璃等物质表面张力很高,属于高能表面,在异氰酸酯胶PU胶水固化物中含有内聚能较高的氨酯键和脲键,在一定条件下能在粘接面上聚集,形成高表面张力胶粘层。一般来说,胶水中异氰酸酯或其衍生物百分含量越高,胶粘层的表面张力越大,胶越坚韧,能与金属等基材很好地匹配,粘接强度一般较高。 含一NCO基团的异氰酸酯胶胶水对金属的粘接机理如下: 金属表面一般存在着吸附水(即使经过打磨处理的金属表面也存在微量的吸附水或金属氧化物水合物),一NCO与水反应生成的脲键与金属氧化物之间由于氢键而螯合形成酰脲—金属氧化物络合物,一NCO基团还能与金属水合物形成共价键等。 在无一NCO场合,金属表面水合物及金属原子与氨酯键及脲键之间产生范德华力和氢键,并且以TDI、MDI为基础的聚氨酯胶水含苯环,具有冗电子体系,能与金属形成配价键。金属表面成分较为复杂,与PU胶之间形成的各种化学键或次价键(如氢键)的类型也很复杂。 玻璃、石板、陶瓷等无机材料一般由Ah09、S02、CaO和Na20 等成分构成,表面也含吸附水、羟基,粘接机理大致与金属相同。 二、塑料、橡胶的粘接 橡胶的粘接一般选用多异氰酸酯胶水或橡胶类胶水改性的多异氰酸酯胶水,胶水中所含的有机溶剂能使橡胶表面溶胀,多异氰异氰酸酯胶酸酯胶水分子量较小,可渗入橡胶表层内部,与橡胶中存在的活性氢反应,形成共价键。多异氰酸酯还会与潮气反应生成脲基或缩二脲,并且在加热固化时异氰酸酯会发生自聚,形成交联结构,与橡胶分子交联网络形成聚合物交联互穿网络(IPI),因而胶粘层具有良好的物理性能。用普通的异氰酸酯胶聚氨酯胶水粘接橡胶时,由于各材料基团之间的化学及物理作用,也能产生良好的粘接。 PVC、PET、FRP等塑料表面的极性基团能与胶水中的氨酯键、酯键、醚键等基团形成氢键,形成有一定粘接强度的接头。有人认为玻纤增强塑料(FRP)中含一OH基团,其中表面的一OH与PU胶水中的一NCO 反应形成化学粘接力。 非极性塑料如PE、PP,其表面很低,用极性的异氰酸酯胶聚氨酯胶水粘接时可能遇到困难,这可用多种方法对聚烯烃塑料进行表面处理加以解决。一种办法是用电晕处理,使其表面氧化,增加极性:另一种办法是在被粘的塑料表面上采用多异氰酸酯胶异氰酸酯胶水等作增粘涂层剂(底涂剂、底胶)。如熔融凹挤出薄膜在PET等塑料薄膜上进行挤出复合时,由于邢表面存在低聚合度的弱界面层,粘接强度不理想,使用底胶时,多异氰酸酯胶异氰酸酯在热的聚乙烯表面上扩散,使弱界面层强化,复合薄膜则具有非常好的剥离强度。 三、织物、木材等的粘接 织物、木材等基材由纤维组成,而纤维具有一定的吸湿率,并且常含有醚键、酯键、酰胺键等极性键,以及羧基、羟基等。水和羟基容易与PU胶水中一NCO基团反应,形成牢固的氨酯键和脲键等化学键,而纤维中的极性基团与胶中的极性基团之间形成氢键,并且异氰酸酯胶胶水分子还容易渗入纤维之间。PU对于这类材料一般能形成牢固的粘接。 异氰酸酯胶聚氨酯的粘接工艺 1.表面处理 形成良好粘接的条件之一是对基材表面进行必要的处理。 被粘物表面常常存在着油脂、灰尘等弱界面层,受其影响,建立在弱界面层上的粘接所得粘接强度不易提高。对那些与异氰酸酯胶胶水表面张力不匹配的基材表面,还必须进行化学处理。表面处理是提高粘接强度的首要步骤之一。 2.清洗脱脂 一些金属、塑料基材的表面常常易被汗、油、灰尘等污染,另外,塑料表面还有脱模剂,所以这样的塑料与胶粘层仅形成弱的粘接界面。对异氰酸酯胶聚氨酯胶水来讲,金属或塑料表面的油脂与异氰酸酯胶聚氨酯相
建筑用硅酮结构密封胶实施细则
建筑用硅酮结构密封胶实施细则 1依据标准: GB16776-2005 建筑用硅酮结构密封胶 GB/T13477.3-2003 建筑密封材料试验方法第1部分试验基材的规定 GB/T13477.3-2003 建筑密封材料试验方法第3部分使用标准器具测定密封材料挤出性 的方法 GB/T13477.5-2003 建筑密封材料试验方法第5部分表干时间的测定GB/T13477.6-2003 建筑密封材料试验方法第6部分流动性的测定GB/T13477.8-2003 建筑密封材料试验方法第8部分拉伸粘结性的测定 2.型别 按组分分:单组份和双组份,分别用1和2表示。 按基材分类:金属M,玻璃G,其他Q 产品标示:适用于金属、玻璃的双组份硅酮结构胶标记为:2MG GB16776-2003 3.技术性能 产品物理力学性能 ----------专业最好文档,专业为你服务,急你所急,供你所需-------------
4 试验条件 4.1标准试验条件 温度:(23±2)℃,相对湿度(50±5)% 5试验项目 5.1外观 5.1.1产品应为细腻、均匀膏状物,无起泡、结块、凝胶、结皮,无不宜分散的析出物。 5.1.2双组份产品两组份的颜色应有明显区别。 5.2下垂度试验温度:(50±2)℃ 5.2.1试验器具: ----------专业最好文档,专业为你服务,急你所急,供你所需-------------
下垂度模具流平性模具鼓风干燥箱(50±2)℃钢板尺(0.5mm)聚乙烯条(厚度≤0.5mm,长度≤1mm) 5.2.2试件制备: 将下垂度模具用丙酮等溶剂清洗干净并干燥之。把聚乙烯条衬在模具底部,使其盖住模具上部边缘,并固定在外侧,然后把已在(23±2)℃下放置24h的密封材料用刮刀填入模具内,制备试件时应注意: a)避免形成气泡; b)在模具表面上将密封材料压实; c)修整密封材料的表面,使其与模具的表面和末端齐平; d)放松模具的聚乙烯条。 5.2.3试验步骤: 试验步骤A: 将制备好的试件立即垂直放置在已调节至(50±2)℃的干燥箱中,模具的延伸端向下,放置24h。然后从干燥箱中取出试件。用钢板尺在垂直方向上测量每一试件中试样从底面往延伸端向下移动的距离(mm)。 试验步骤B: 将制备好的试件立即水平放置在已调节至(50±2)℃的干燥箱中,使试样的外露面与水平面垂直,放置24h。然后从干燥箱中取出试件。用钢板尺在水平方向上测量每一试件中试样超出槽形模具前端的最大距离(mm)。 如果试验失败,允许重复一次,只能重复一次。 5.3挤出性 5.3.1试验器具: 聚乙烯挤胶筒(177ml)挤出器(试验体积250ml或400ml)空气压缩机(200±2.5)----------专业最好文档,专业为你服务,急你所急,供你所需-------------
双组份聚氨酯防水涂料施工技术交底
双组份聚氨酯防水涂料施工技术交底 一、材料要求 1、聚氨酯涂膜防水材料(双组份),应有出厂合格证,应经复试合格后使用。 2、甲组份是以聚醚树脂和二异氰酸酯等原料,经过聚合及反应制成的含有端异氰酸酯基的聚氨基甲酸酯预聚物,外观为浅黄粘稠状,桶装,每桶20kg。乙组份是由固化剂、促进剂、增韧剂、防霉剂、填充剂和稀剂等混合加工制成,外观有红、黑、白、黄及咖啡色等,膏状物,桶装,每桶40kg。 二、主要机具 一般应备有电动搅拌器(功率0.3-0.5KW,200-500r/min)、搅拌桶(容积10L),油漆桶(3L)、塑料或橡胶刮板、滚动刷、油漆刷、弹簧秤、干粉灭火器等。 三、作业条件 1、涂刷防水层的基层表面,必须将尘土、杂物等清扫干净,表面残留的灰浆硬块和突出部分应铲平、扫净,抹灰、压不,阴阳角处应抹成圆弧或钝角。 2、涂刷防水层的基层表面应保持干燥,并要平整、牢固,不得有空鼓、开裂及起砂等缺陷。 3、在找平层接地漏、管根、出水口、卫生洁具根部(边沿),要收头圆滑。坡度符合设计要求,部件必须安装牢固,嵌封严密。经过验收。
4、突出地面的管根、地漏、排水口、阴阳角等细部,应先做好附加层增补处理,刷完聚氨酯底胶后,经检查并办完隐蔽工程验收。 5、防水层所用的各类材料,基层处理剂、二甲苯等均属易燃物品,储存和保管要远离火源,施工操作时,应严禁烟火。 6、防水层施工不得在雨天、大风天进行,冬期施工的环境温度应不低于5℃。 四、操作工艺 1、工艺流程 清理基层表面→细部处理→配制底胶→涂刷底胶(相当于冷底子油) →细部附中层施工→第一遍涂膜→第二遍涂膜→第三遍涂膜防水层施工→防水层一次试水→保护层饰面层施工→防水层二次试水→防水层验收 2、防水层施工前,应将基层表面的尘土等杂物清除干净,并用干净的湿布擦一次。 3、涂刷防水层的基层表面,不得有凸凹不平、松动、空鼓、起砂、开裂等缺陷,含水率一般不大于9%。 4、涂刷底胶(相当于冷底子油): 1) 配制底胶,先将聚氨酯甲料乙料按比例为1:2.5(重量比)配合搅拌均匀,配制量应视具体情况定,不宜过多。 2) 涂刷底胶,将按上法配制好的底胶混合料,用长把滚刷均匀涂刷在基层表面,涂刷量为0.15-0.2kg/m2,涂后常温季节4h以后,手感不粘时,即可做下道工序。
双组份聚氨酯胶水性能
双组份聚氨酯胶水性能 本次双组份聚氨酯胶水性能测试采用上海东大聚氨酯有限公司提 供的双组份聚氨酯胶水,此次试验共有6组样品,分别为1#、2#、 3#、4#、5#、6#号样品,对每组胶水分别进行发泡时间测试,并对发泡时间满足要求的胶水再进行粘结性能测试(实验环境温度为约20°、钢板表面温度约为15°),具体如下: 一、胶水发泡时间测试。 1、试验材料:1#、2#、3#、4#、5#、6#白料若干、黑料若 干、搅拌棒、0.5m*1m彩钢板一块、布若干。 2、试验步骤: 1)取一片彩钢板,用布将其表面搽干净; 2)取1#白料20g,倒在彩钢板上; 3)另按1:1.2的比例取24g黑料,倒在彩钢板上; 4)将两者搅拌均匀,并记录此刻时间; 5)观察胶水发泡的过程,隔段时间用手触摸,直至其没 有粘性为止,记录此刻时间。
3、2#、3#、4#、5#、6#样品按照1#样品的实验步骤重复一 次,得出数据如下: 二、经过发泡时间测试,得出5#、6#胶水符合我们的要求,对5#、 6#胶水进行粘性测试。 1.实验材料:50mm厚的岩棉条若干,5#、6#白料各100g, 黑料240g,500mm*1000mm、两涂一烘的彩钢板四块,布 若干,200kg的配重两块,搅拌棒,美工刀。 2.实验步骤: 1)将彩钢板内板一侧用布擦干净,倒上50g白料5#,再倒 上60g黑料; 2)将黑白料混合均匀,并将其均匀涂抹在彩钢板上; 3)将岩棉条切好尺寸,放在胶水上,填实压紧; 4)在另一块彩钢板上按照1)、2)步骤涂抹胶水; 5)将彩钢板倒扣在岩棉上,并使用配重块进行层压;
6)再使用6#白料按照上述步骤重复一遍,制作6#胶水的粘 性实验样品; 7)经过12小时的层压后,将5#、6#胶水的粘性实验样品 撕开,检查其粘结效果,如图所示: 3.由撕开后检查的结果来看,胶水与岩棉的粘结效果较好,而 胶水与彩钢板的粘结效果较差。 三、由上述胶水发泡时间实验与胶水粘合性能实验可得,5#、6# 胶水样品符合我们对胶水发泡时间的要求,但两个胶水样品在粘合性能上都不满足要求。经过与上海东大聚氨酯有限公司的工程师联系,得知要使双组份聚氨酯胶水与彩钢板粘结,则对彩钢板的温度要求是涂抹时为35°以上,而在整个发泡的过程中为25°以上。 由于我们的生产工艺没有提供加热的环节,所以如果我们要使用双组份聚氨酯胶水,要提供两个加热设备,一个在涂抹胶水时,将彩钢板温度加热到35°;一个是在层压时,保证彩钢板温度为25°。
【CN109971416A】一种改性双组分硅酮密封胶及其制备方法【专利】
(19)中华人民共和国国家知识产权局 (12)发明专利申请 (10)申请公布号 (43)申请公布日 (21)申请号 201910332155.8 (22)申请日 2019.04.24 (71)申请人 陈果 地址 317199 浙江省台州市三门县海游镇 海游街道大湖塘开发区塑胶密封件厂 (72)发明人 陈果 杨桂容 (74)专利代理机构 北京挺立专利事务所(普通 合伙) 11265 代理人 陈婧 (51)Int.Cl. C09J 183/04(2006.01) C09J 147/00(2006.01) C09J 11/04(2006.01) C09J 11/06(2006.01) (54)发明名称 一种改性双组分硅酮密封胶及其制备方法 (57)摘要 本发明提供了一种改性双组分防火硅酮密 封胶,包括A组分和B组分:按重量计算,所述A组 分包括:α,ω-二羟基聚硅氧烷100、端羟基聚丁 二烯1-30份、填料80-120份、硅烷偶联剂0.1-5 份、增塑剂2-12份;所述B组分包括:补强剂10-50 份、硅烷偶联剂0.2-10份、交联剂0.2-5份、固化 剂2-12份、催化剂0.1-3份、增塑剂15-50份。该密 封胶利用端羟基聚丁二烯对α,ω-二羟基聚硅 氧烷基础胶改性,改性后的密封胶固化后端羟基 聚丁二烯与α,ω-二羟基聚硅氧烷可形成互穿 网络结构,进一步提高其耐高温和抗紫外线的性 能。权利要求书1页 说明书5页CN 109971416 A 2019.07.05 C N 109971416 A
权 利 要 求 书1/1页CN 109971416 A 1.一种改性双组份硅酮密封胶,包括A组分和B组分,按重量计算: 所述A组分包括:α,ω-二羟基聚硅氧烷100、端羟基聚丁二烯1-30份、填料80-120份、硅烷偶联剂0.1-5份、增塑剂2-12份;所述α,ω-二羟基聚硅氧烷的结构通式为HO-[SiOR2]-SiOH,其中R为甲基、乙基、丙基、乙烯基或苯基,n的范围为50~2000;所述包括氧化镁、氧化铝、硼酸锌、硼酸钙、碳酸钙、二氧化硅中的一种或几种的混合物;所述硅烷偶联剂包括甲基三甲氧基硅烷、二甲基二甲氧基硅烷、乙烯基三甲氧基硅烷、乙烯基三乙氧基硅烷、正硅酸乙酯中的一种或几种的混合物; 所述B组分包括:补强剂10-50份、硅烷偶联剂0.2-10份、交联剂0.2-5份、固化剂2-12份、催化剂0.1-3份、增塑剂15-50份;所述补强剂为气相白炭黑(25-60目)或沉淀白炭黑(35-75目);所述交联剂包括甲基三丁酮肟基硅烷、乙烯基三丁酮肟基硅烷和甲基三乙酰氧基硅烷中的一种或多种;所述催化剂包括二月桂酸二丁基锡、二丁基二醋酸锡、钛酸丙酯、钛酸丁酯中的一种或几种的混合物; 所述A组分通过端羟基聚丁二烯对α,ω-二羟基聚硅氧烷改性后的基础胶能够形成互穿网络结构,提高其耐高低温性能和力学性能。 2.根据权利要求1所述的一种改性双组份硅酮密封胶,其特征在于所述端羟基聚丁二烯的分子量范围为M n=1000-5000,水含量小于0.05%,羟值<0.47-0.8mmol/g,粘度<9.5Pa·s。 3.根据权利要求1所述的一种改性双组份硅酮密封胶,其特征在于所述增塑剂包括葵二酸二辛酯,己二酸二辛酯,邻苯二甲酸二(2-乙基己)酯、邻苯二甲酸二辛酯、邻苯二甲酸二丁酯、邻苯二甲酸二异壬酯中的一种或多种的混合物。 4.根据权利要求1所述的一种改性双组份硅酮密封胶,其特征在于所述固化剂包括甲苯二异氰酸酯、异佛尔酮二异氰酸酯、缩二脲多异氰酸酯、三聚体型多异氰酸酯中的一种或多种的混合物。 5.一种权利要求1-4中任一项所述双组份硅酮密封胶的制备方法,其特征在于,包括如下步骤: A胶的制备:按配方组成依次将α,ω-二羟基聚硅氧烷,端羟基聚丁二烯、填料、硅烷偶联剂、增塑剂依次加到捏合机中,在100-160℃下混炼脱水30-90min,冷却至室温得A胶; B胶的制备:按配方组成依次将补强剂、硅烷偶联剂、交联剂、固化剂、增塑剂、催化剂依次加入到搅拌机内,剧烈搅拌使其充分混合,然后抽真空并控制真空度在-0.06~-0.1MPa 之间,继续搅拌30-120min得B胶。 6.根据权利要求5所述双组份硅酮密封胶的制备方法,其特征在于A胶制备前先将填料和硅烷偶联剂先进行预混合,然后放到研磨机中研磨5-10min,使硅烷偶联剂充分润湿到固体填料表面。 2
双组份聚氨酯胶介绍
双组份聚氨酯胶介绍 近年来双组份聚氨酯胶一直活跃在我们的视线当中,在外墙隔热保温板材方面,在汽车以及各种机械零配件方面等等应用都是非常的广泛的,但是正是由于这种应用型和良好的胶粘性,很多的不良双组份聚氨酯胶就此出现了,因此为了进行市场的规范,今年权威的调查小组,选取全国100家进行抽样调查,通过对数据还有胶粘效果以及口碑方面的统计,得出了一下的双组份聚氨酯胶: ①有行.鲨鱼(行业首家上市企业) 鲨鱼股份成立于1996年,拥有旗下品牌双组份聚氨酯胶,以及双组份聚氨酯胶、拼板胶、白乳胶等一系列产品。其产品品质出众,特别是在双组份聚氨酯胶领域销量遥遥领先,因此是双组份聚氨酯胶最有力也是最强力的竞争者。利用国际先进的设备以及技术进行科技研发与生产,能满足不同客户的需求并进行定制个性化的产品。 ②汉高 汉高成立于1876年公司所在地位于亚琛,在历经百年的发展之后,汉高从当年的80个工人企业逐渐的扩展成为世界性的集团公司,汉高公司的业务重点在于应用化学。为世界著名的粘合剂行业公司,在此次双组份聚氨酯胶当中位居第二名。 ③波士 波士胶是全球最大的粘合剂与密封胶生产商之一。产品主要应用在工业、建筑与民用胶市场,广泛应用于卫生用品、木工家具、包装、纸品、标签、交通运输、建筑与民用等行业。 ④富乐 富乐公司公司是也是本次双组份聚氨酯胶强有力的竞争者,并且生产先进的粘合剂、密封剂、涂料以及其它特殊化工产品的制造商与销售商,在1887年成立,是全球知名粘合剂企业,公司总部设在美国明尼苏达州。上海则是富乐亚太区总部所在地,在广州经济技术开发区也设有生产中心。 ⑤凝瑞 上海凝瑞化工有限公司也是双组份聚氨酯胶强有力的竞争者,他们生产的过滤器胶水销售部是双组份聚氨酯胶黏剂、环氧胶黏剂、热熔胶、丙烯酸树脂等产品专业生产加工的中外合资经营企业,上海凝瑞化工有限公司过滤器胶水销售部拥有完整、科学的质量管理体系。 ⑥原野 太原市原野聚氨酯有限公司成立于 1993 年,主要经营聚氨酯原料及各种制品,公司原料进口澳大利亚 Era 公司,是台湾崇舜 MOCA 华北总代理以及日本山井株式会社总代理。| ⑦鹏博盛 上海鹏博盛聚氨酯有限公司成立于2004年3月,注册资金人民币500万,厂房面积3400平米。上海鹏博盛聚氨酯有限公司是专业从事聚氨酯弹性体各类制品的生产和研发 ⑧后先 后先聚氨酯公司始建于1994年,是一家专业生产高性能聚氨酯弹性体制品,集科工贸于一体的公司,分别在北京,上海,东莞设有生产工厂,但是由于市场调查数据的原因,此次双组份聚氨酯胶仅仅排在第八位。 ⑨聚新 江阴聚新聚氨酯五金有限公司江阴市聚新聚氨酯五金有限公司地处经济繁荣的现代城市-江阴,它东临上海,南靠无锡,西临常州,北依长江,水陆交通十分便捷,有着得天独厚的地理优势。 ⑩三联
硅酮玻璃胶常识普及
硅酮玻璃胶常识普及 硅酮玻璃胶是有机硅产品的一种,是一种家庭常用的黏合剂,主要成分为硅酸钠(Na2O·mSiO2)、醋酸、碳酸钙、白炭黑、助剂等组成。一般分为两大类:单组份和双组份。双组份则是指硅酮胶分成A、B 两组,任何一组单独存在都不能形成固化,但两组胶浆一旦混合就产生固化,主要用于中空玻璃密封第二道密封。一般常见的为单组份硅酮玻璃胶。下面均指单组份硅酮玻璃胶。 分类 按颜色分:常用的有透明和有色(黑色、瓷白、银灰、灰、古铜、木纹红、红木、香槟、米黄等颜色)。透明的因为没有色剂填充物,同等包装容量情况下,重量要比有色的轻得多,价格也要贵一些。这里有一点特别指出,有色的均为中性硅酮玻璃胶,酸性玻璃胶因为溶剂为醋酸等酸性物质,容易与填充其中的色剂发生反应,比如白色玻璃胶色剂填充物为碳酸钙粉,学过化学的都知道,醋酸和碳酸钙在一起是会发生化学反应的。所以一般正规大厂均不使用酸性玻璃胶做有色玻璃的生产,只有一些非正规厂家,为迎合部分客户需求,生产出诸如酸性白色玻璃胶等另类产品,这些产品在质量上是得不到保证的。 按性质分:一般分为中性胶和酸性胶。 酸性玻璃胶主要用于玻璃和其它建筑材料之间的一般性粘接。而中性胶克服了酸性胶腐蚀金属材料和与碱性材料发生反应的特点,因此适用范围更广,其市场价格比酸性胶稍高。 酸性硅酮玻璃胶会腐蚀或不能粘合铜、黄铜(及其它含铜合金)、镁、锌、电镀金属(及其它含锌合金),同时建议砖石料制成物品及碳化铁体基质上不要使用酸性玻璃胶,在甲基异丁烯酸盐(PLEXIGLAS)、聚碳酸、聚丙烯、聚乙烯和TEFLON(特氟隆、聚四氟乙烯)制成的材料上使用本品将无法获得很好的粘接效果及好的相溶性。移动大于接缝宽度25%的连接也不适合用酸性玻璃胶,在结构用玻璃上也最好不用普通酸性玻璃胶(酸性结构胶除外),另外在有磨蚀以及会产生实质弊端的地方不应使用酸性玻璃胶。硅酮酸性胶的基材表面温度超过40℃不宜施工。 酸性玻璃胶在固化过程中,因醋酸的挥发会产生一股味,这种味将在固化过程中消失,固化后将无任何异味。酸性玻璃胶的优点是固化速度快,粘胶性能比中性玻璃胶略强。 现在市面上许多酸性透明玻璃胶产品瓶身标注所谓的快干型、不发白等标识,实际是“此地无银三百两”,其实是为了迎合个别师傅片面追求施工效率的心理,推销质差产品的一种产品包装策略。越是这样标明的越是低端产品,在一个厂里面这类型玻璃胶是档次最低的,价格也最便宜。建议用户家装时,如果发现此类型玻璃胶,要拒绝继续使用。所有的酸性玻璃胶都是快干型,只是因为厂家不同,固化速度略有差异而已。另外,酸性透明玻璃胶只要是正规合格产品,都是不发白的。 按用途分:一般分为一般用途密封胶、防霉密封胶、耐候密封胶、结构胶、结构密封胶、大板胶、石材专用胶等。 防霉硅酮密封胶是未来的趋势,有防霉效果的硅酮胶比一般的胶使用时间更长,更牢固,不易脱落,特别适用于一些潮湿、容易长霉菌的环境,如卫浴、厨房等。一般的玻璃胶尤其是一些低档次玻璃,在潮湿环境下,3-4个月会有变黑霉变现象,专用防霉型玻璃胶可以延长到6-12个月,高档次的甚至可以管用2年。如果要达到永久防霉效果,建议使用本店产品塑钢泥(陶瓷胶)和瓷缝宝。