试生产控制计划范例
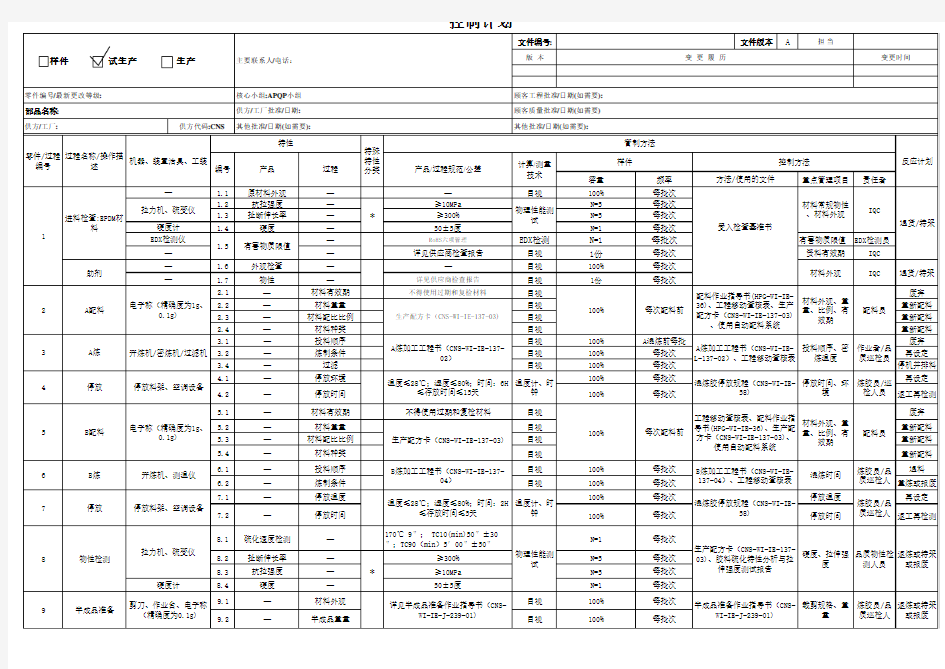
容量
频率
重点管理项目
责任者
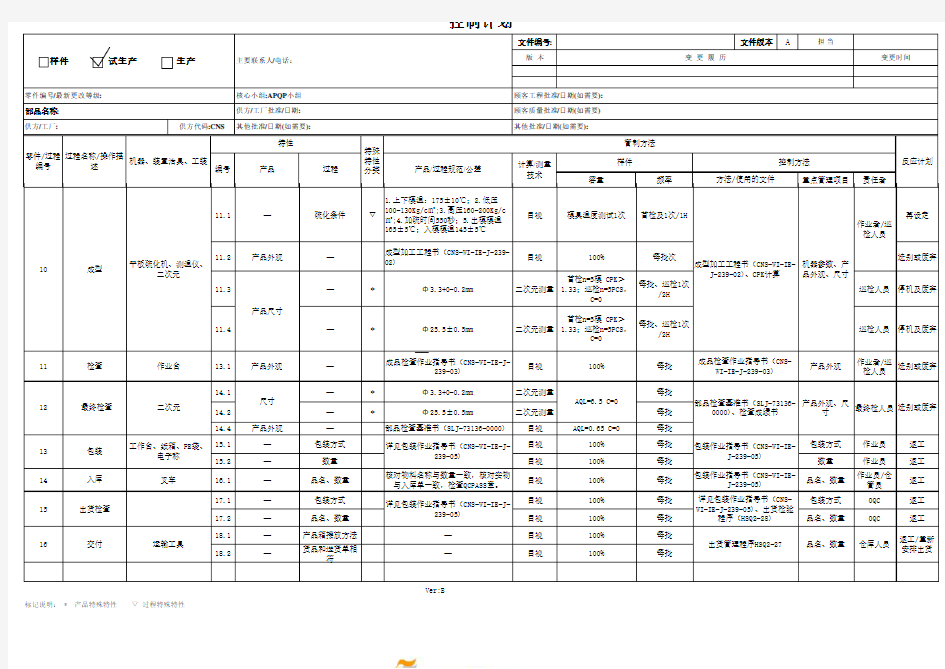
11.1—硫化条件▽
1.上下模温:175±10℃;
2.低压100-130Kg/c㎡;
3.高压160-200Kg/c ㎡;
4.加硫时间550秒;
5.出模模温165±5℃;入模模温145±5℃目视模具温度测试1次首检及1次/1H
再设定
11.2产品外观—成型加工工程书(CNS-WI-IE-J-239-02)
目视100%每批次
选别或废弃
11.3
—*Ф3.3+0-0.2mm
二次元测量首检n=5模 CPK>
1.33;巡检n=5PCS,
C=0每批、巡检1次
/2H
巡检人员停机及废弃
11.4
—*Ф25.5±0.5mm 二次元测量首检n=5模 CPK>
1.33;巡检n=5PCS,
C=0
每批、巡检1次
/2H
巡检人员停机及废弃
1113.1产品外观—成品检查作业指导书(CNS-WI-IE-J-239-03)
目视100%每批产品外观
作业者/巡
检人员
选别或废弃
14.1
—
*Ф3.3+0-0.2mm 二次元测量
每批
每批
14.4
产品外观—部品检查基准书(SLJ-73136-0000)目视AQL=0.65 C=0
每批15.1—包装方式目视100%每批包装方式作业员返工15.2—数量目视100%每批数量作业员返工1416.1—品名、数量核对物料名称与数量一致,核对实物
与入库单一致,检查QCPASS章。目视100%每批品名、数量作业员/仓管员
返工17.1
—包装方式目视100%每批包装方式OQC 返工17.2—品名、数量目视100%每批品名、数量OQC 返工18.1
—产品箱摆放方法—目视100%每批
18.2
—
货品和送货单相
符
—
目视
100%
每批
运输工具
出货管理程序HSQ2-27
详见包装作业指导书(CNS-WI-IE-J-239-05)、出货检验
程序(HSQ2-28)
品名、数量
仓库人员
返工/重新安排出货
AQL=6.5 C=0
尺寸
—*
二次元
13包装
工作台、纸箱、PE袋、
电子称
详见包装作业指导书(CNS-WI-IE-J-239-05)包装作业指导书(CNS-WI-IE-J-239-05)成品检查作业指导书(CNS-WI-IE-J-239-03)
产品尺寸
10成型
平板硫化机、测温仪、
二次元
产品外观、尺
寸
成型加工工程书(CNS-WI-IE-J-239-02)、CPK计算机器参数、产
品外观、尺寸
作业者/巡检人员
最终检人员选别或废弃
部品检查基准书(SLJ-73136-0000)、检查成绩书14.2交付16详见包装作业指导书(CNS-WI-IE-J-239-05)
出货检查
Ф25.5±0.5mm
二次元测量
包装作业指导书(CNS-WI-IE-J-239-05)标记说明: * 产品特殊特性 ▽ 过程特殊特性
检查作业台12 最终检查入库
15叉车
Ver:B
容量频率重点管理项目责任者