粗镗刀调刀规范
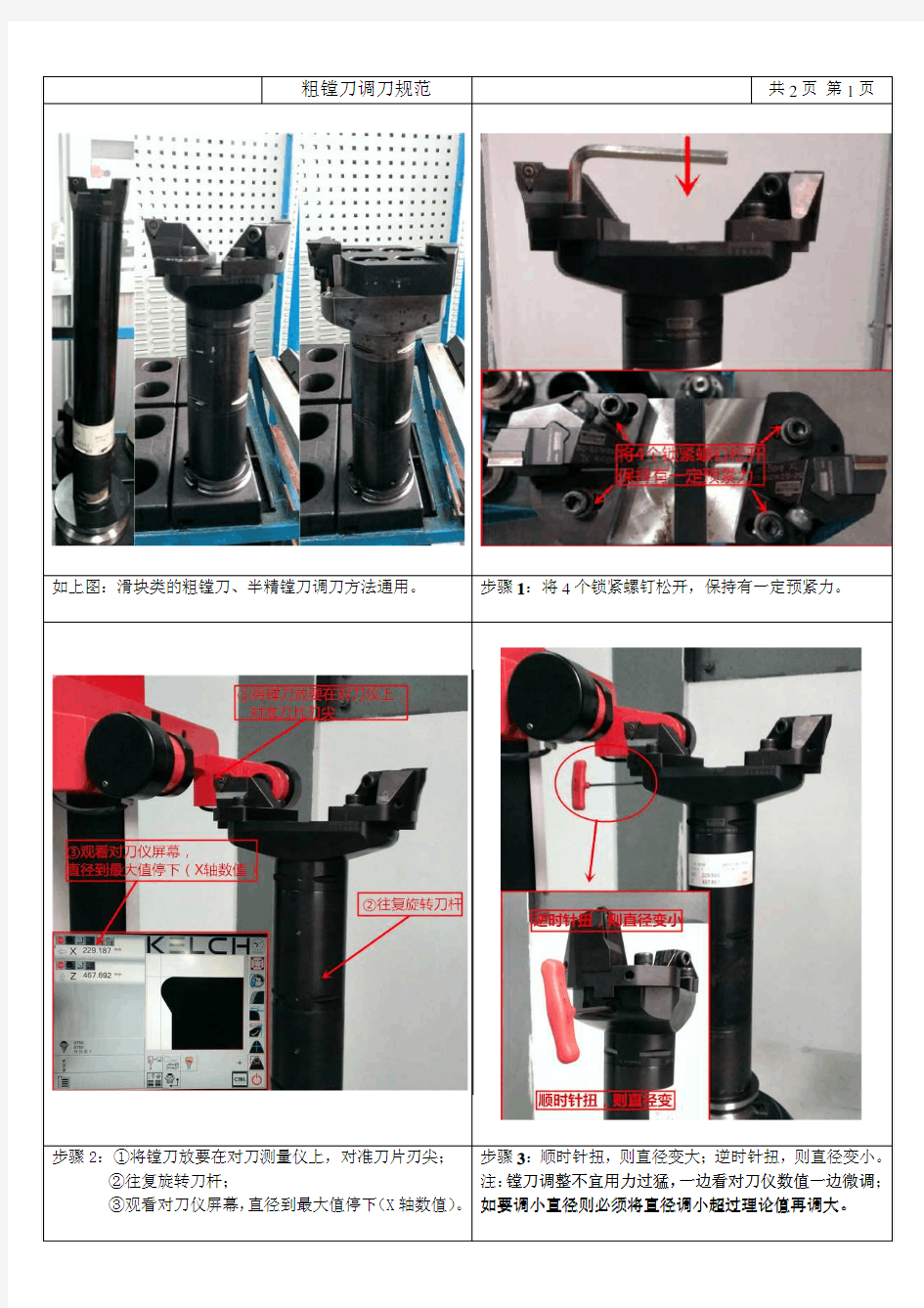

如上图:滑块类的粗镗刀、半精镗刀调刀方法通用。
步骤2:①将镗刀放要在对刀测量仪上,对准刀片刃尖;
②往复旋转刀杆;
③观看对刀仪屏幕,直径到最大值停下(X轴数值)。步骤3:顺时针扭,则直径变大;逆时针扭,则直径变小。
:镗刀调整不宜用力过猛
镗刀调整不宜用力过猛,
,一边看对刀仪数值一边微
一边看对刀仪数值一边微调
调
如要调小直径则必须将直径调小超过理论值再调大
如要调小直径则必须将直径调小超过理论值再调大。
。
步骤4:调整后在对刀测量仪上旋转刀杆核对直径值,若
直径符合要求则稍用力锁紧滑块螺钉,若不符合要求则重
复步骤步骤3。 步骤5:重复步骤步骤3、4调整另一边。
步骤6:调好两刀刃直径后,在装刀架上用力锁紧滑块螺
钉 步骤7:重新上对刀测量仪上测量直径。若符合要求则可使用,若不符合要求则重新按操作规程重新调刀。
自动换刀装置的结构原理与维修
自动换刀装置的结构原理与维修 自动换刀装置的结构原理与维修 2007-09-26 01:24:39 作者:山特维克来源:互联网文字大小:【大】【中】【小】 简介:8.4.1 自动换刀装置的形式自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目 前常见的有以下几种。 1 .回转刀架换刀数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或更多的刀具。回转刀架必须具有良好的强度和刚度,以承 受粗加工的切削力:同时要保证回转刀架在每次转 关键字:刀具夹具切削铣削车削机床测量 8.4.1 自动换刀装置的形式 自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目前常见的有以下几种。 1 .回转刀架换刀 数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或 更多的刀具。 回转刀架必须具有良好的强度和刚度,以承受粗加工的切削力:同时要保证回转刀架在每次转位的重复定 位精度。
图8-17为数控车床六角回转刀架,它适用于盘类零件的加工。在加工轴类零件时,可以用四方回转刀架。 由于两者底部安装尺寸相同,更换刀架十分方便。
与相应的触头12接触,发岀信号表示换刀过程已经结束,可以继续 进行切削加工。 回转刀架除了采用液压缸转位和定位销定位之外,还可以采用电动机带动离合 器定位,以及其他转位和定 图8-17 数控车床六角回转刀架 1 —活塞 2 —刀架体 3、7 —齿轮 4 —齿圈 5 —空套齿轮 6 —活塞 8 —齿条 9 —固定插销 10、11 —推杆 12 —触头 回转刀架的全部动作由液压系统通过电磁换向阀和顺序阀进行控制,它的动作分为 4个步骤: (1)刀架抬起 当数控装置发岀换刀指令后,压力油由 a 孔进入压紧液压缸的下腔,活塞 1上升,刀架体 2抬起,使定位用的活动插销10与固定插销9脱开。同时,活塞杆下端的端齿离合器与空套齿轮 5结合。 (2)刀架转位 当刀架抬起后,压力油从 c 孔进入转位液压缸左腔,活塞 6向右移动,通过联接板带动齿 条8移动,使空套齿轮5作逆时针方向转动。通过端齿离合器使刀架转过 60o 。活塞的行程应等于齿轮 5分度圆周长的1/6 ,并由限位开关控制。 (3)刀架压紧 刀架转位之后,压力油从 b 孔进入压紧液压缸上腔,活塞 1带动刀架体2下降。齿轮3 的底盘上精确地安装有 6个带斜楔的圆柱固定插销 9,利用活动插销10 消除定位销与孔之间的间隙,实 现反靠定位。刀架体 2下降时,定位活动插销 10与另一个固定插销9卡紧,同时齿轮3与齿圈4的锥 面接触,刀架在新的位置定位并夹紧。这时,端齿离合器与空套齿轮 5脱开。 (4)转位液压缸复位 刀架压紧之后, 压力油从 d 孔进入转位液压缸的右腔,活塞 6带动齿条复位,由于 此时端齿离合器已脱开,齿条带动齿轮 3在轴上空转。 如果定位和夹紧动作正常,推杆 11
数控机床自动换刀装置的主要类型、特点及适用范围
数控机床自动换刀装置的主要类型、特点及适用范围
————————————————————————————————作者:————————————————————————————————日期:
数控机床自动换刀装置的主要类型、特点及适用范围 数控机床自动换刀装置的主要类型、特点及适用范围见表1。 表1 自动换刀装置的主要类型、特点及适用范围 1.自动回转刀架 自动回转刀架是数控车床上使用的一种简单的自动换刀装置,有四方刀架和六角刀架等多种形式,回转刀架上分别安装有四把、六把或更多的刀具,并按数控指令进行换刀。回转刀架又有立式和卧式两种,立式回转刀架的回转轴与机床主轴成垂直布置,结构比较简单,经济型数控车床多采用这种刀架。 回转刀架在结构上必须具有良好的强度和刚度,以承受粗加工时切削抗力和减少刀架在切削力作用下的变形,提高加工精度。回转刀架还要选择可靠的定位方案和合理的定位结构,以保证回转刀架在每次转
位之后具有较高的重复定位精度(一般为0.001~0.005mm)。图1所示为螺旋升降式四方刀架,它的换刀过程如下: (1)刀架抬起当数控装置发出换刀指令后,电机22正转,并经联轴套16、轴17,由滑键(或花键)带动蜗杆18、蜗轮2、轴1、轴套10转动。轴套10的外圆上有两处凸起,可在套筒9内孔中的螺旋槽内滑动,从而举起与套筒9相连的刀架8及上端齿盘6,使6与下端齿盘5分开,完成刀架抬起动作。 图1 立式四方刀架结构 1,17—轴;2—蜗轮;3—刀座;4—密封圈;5,6—齿盘;7—压盖;8—刀架;9,20—套简;10—轴套;11—垫圈;12—螺母;13—销;14—底盘;15—轴承;16—联轴套;18—蜗杆;19—微动开关;21—压缩弹簧;22—电机
螺纹差动式微调镗刀的设计与制造
螺纹差动式微调镗刀的设计与制造作者:湖南大学衡阳分校罗魁元范志明 微调镗刀是精密孔加工中不可缺少的重要刀具,其加工孔的精度能达到IT6级,表面粗糙度可达到’Ra0。m,常见的型式有螺纹式微调镗刀、偏心式微调镗刀、滑槽式双刃镗刀以及浮动镗刀等。这些微调镗刀各具特点,在实际生产中得到广泛应用,其中螺纹差动式微调镗刀构思新颖,微调精度高,可自动消除螺纹间隙,是一种具有发展前途的... 微调镗刀精密孔加工中不可缺少的重要刀具,其加工孔的精度能达到IT6级,表面粗糙度可达到’Ra0.8~1.6μm,常见的型式有螺纹式微调镗刀、偏心式微调镗刀、滑槽式双刃镗刀以及浮动镗刀等。些微调镗刀各具特点,在实际生产中得到广泛应用,其中螺纹差动式微调镗刀构思新颖,微调精度高,可自动消除螺纹间隙,是一种具有发展前途的微调镗刀。本文重点介绍该刀具的设计与制造要点。 1 螺纹差动式微调镗刀的设计与制造 微调镗刀由刀头体1、内螺纹导向套3、调节套6等组成,安装在镗刀杆2上,其中调节套6与内螺纹导向套3的联接螺纹为M27×1.5-7H,而刀头体连接螺纹8与调节套6的联接螺纹为M12×1.25-6H(左)。为了防止内螺纹导向套3的转动和移动,分别采用一个径向紧定螺钉4和一个轴向紧定螺钉7。为了确保刀头体的轴向导向移动和固定不动,采用了两只紧定螺钉9、10。 1.刀头体 2.镗刀杆 3.内螺纹导向套 4.径向紧定螺钉 5.弹簧 6.调节套 7.轴向紧定螺钉 8.刀头体联接螺钉 9.紧定导向螺钉 10.压紧螺钉 图1 螺纹差动式微调镗刀结构 为了消除联接螺纹M27×1.5-6H的间隙,采用了压缩弹簧5。弹簧5的作用是使调节套6向右运动,微调时调节套6的外螺纹M27×1.5的右侧面与内螺纹导向套M27×1.5的左侧面相接触,该弹簧力的作用方向与刀具在切削中产生的挤压
自动换刀系统
换刀系统 自动换刀系统主要是将加工所需刀具,从刀库中传送到主轴夹持机构上。换刀系统由刀库,机械手,驱动系统等构成。 基本要求:1. 换刀时间短2. 刀具重复定位精度高3. 足够的刀具储存量4. 刀库占地面积小(结构紧凑)5. 安全可靠。 刀库 刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置;其自动换刀机构及可以储放多把刀具的刀库。由电脑程式的控制,可以完成各种不同的加工需求,如铣削、钻孔、搪孔、攻牙等。大幅缩短加工时程,降低生产成本。 刀库主要是提供储刀位置,并能依程式的控制,正确选择刀具加以定位,以进行刀具交换;换刀机构则是执行刀具交换的动作。刀库必须与换刀机构同时存在,若无刀库则加工所需刀具无法事先储备;若无换刀机构,则加工所需刀具无法自刀库依序更换,而失去降低非切削时间的目的。 刀库的回转运动由带 抱闸的三相异步电动机作 动力源,三相电源通过交流 接触器提供给电动机时抱 闸打开,然后刀库进行运 转,切断三相电源则抱闸闭 锁,刀库立刻停止运转。通 过分度盘的运动及相关检 测元件组的逻辑组合,可使 每个刀套准确停在换刀位 置。刀套停在换刀位置后,由气缸控制刀套处于水平或垂直状态,以方便机械手换刀,刀套分度台可以顺时针或逆时针方向旋转,从而可以在最短的时间内搜索到所要更换的刀具。 驱动系统 数控工具机的自动换刀系统有油压机构、气压机构、电气式凸轮机构。现如今凸轮式换刀机构就广泛的被采用。快速确实,除了换油外没有其他消耗零件及保养需求,故障率最少,寿命超过百万次以上。 换刀系统的速度要求 快速自动换刀技术是以减少辅助加工时间为主要目的,综合考虑工具机的各方面因素,在尽可能短的时间内完成刀具交换的技术方法。机台有几个特点:1.刀臂短2.刀臂不一定成直线 3.两刀可能互相垂直 4.凸轮箱小且可移动。其主要目的是要让换刀时,可动件之转动惯量小,以达到快速换刀之目的。 提高换刀速度的方法 1.在传统自动换刀装置的基础上提高动作速度,或采用动作速度更快的机构和驱动元件。例如,机械凸轮结构的换刀速度高于液压和气动结构。 2.根据高速工具机的结构特点设计刀库和换刀装置的形式和位置。例如,传统工具机的刀库和换刀装置多装在立柱一侧,在高速工具机则多为立柱移动的进给方式,为减轻运动件质量,刀库和换刀装置不宜再装在立柱上。
机床自动换刀装置
第一章、刀架和自动换刀装置设计 一、机床刀架和自动换刀装置的功能、类型和应满足的要求 (一) 机床刀架和自动换刀装置的功能 机床上的刀架是安放刀具的重要部件,许多刀架还直接参与切削工作,如卧式车床上的四方刀架、转塔车床的转塔刀架、回轮式转塔车床的回轮刀架、自动车床的转塔刀架和天平刀架等。这些刀架既安放刀具,而且还直接参与切削,承受极大的切削力,所以它往往成为工艺系统中的较薄弱环节。随着自动化技术的发展,机床的刀架也有了许多变化,特别是数控车床上采用电(液)换位的自动刀架,有的还使用两个回转刀盘。加工中心则进一步采用了刀库和换刀机械手,实现了大容量存储刀具静自动交换刀具的功能,这种刀库安放刀具的数量从几十把到上百把,自动交换刀具的时间从十几秒减少到几秒甚至零点几秒。这种刀库和换刀机械手组成的自动换刀装置,就成为加工中心的主要特征。 (二) 机床刀架和自动换刀装置的类型 按照安装刀具的数目可分为单刀架和多刀架。例如自动车床上的前、后刀架和天平刀架。按结构形式可分为方刀架、转塔刀架、回轮式刀架等;按驱动刀架转位的动力可分为手动转位刀架和自动(电动和液动)转位刀架。 自动换刀装置的刀库和换刀机械手,驱动都是采用电气或液压自动实现。目前自动换刀装置主要用在加工中心和车削中心上,但在数控磨床上自动更换砂轮,电加工机床上自动更换电极,以及数控冲床上自动更换模
具等,也日渐增多。 数控车床的自动 换刀装置主要采用回转 刀盘,刀盘上安装8~ 12把刀。有的数控车床 采用两个刀盘,实行四 坐标控制,少数数控车 床也具有刀库形式的自 动换刀装置。图3—122a 是一个刀架上的回转 盘,刀具与主轴中心平 行安装,回转刀盘既有 回转运动又有纵向进给 运动(S纵)和横向进给 运动(S横)。固3—122b 为刀盘中心线相对于主 轴中心线倾斜的回转刀 盘,刀盘上有6~8个刀 位,每个刀位上可装两把刀具,分别加工外圆和内孔。图3—122c装有两个刀盘的数控车床,刀盘1的回转中心与主轴中心线平线,用于加工外圆l刀盘2的回转中心线与主轴中心线垂直,用以加工内表面。图3—122d 安装有刀库的数控车床,刀库可以是回转式或链式,通过机械手交换刀具。
精镗刀的使用方法与日常保养注意事项【纯干货】
微调精镗刀的使用方法与日常保养注意事项 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 精镗孔加工往往是工件加工的最终、次最终加工工序,直接决定着整个零件加工的质量。所以实际加工过程精镗刀具的使用操作尤为重要,一旦操作不当就会造成零件的报废。今天松德刀具为大家讲解一点微调精镗刀的使用方法和日常刀具的保养注意的事项,希望能够在实际加工过程中帮助到大家。 一、微调精镗刀的使用方法 1.加工前的检查事项 1) 加工前应先观察刀片的使用程度,若刀片需要更换则应注意旧刀片更换前刀尖部分已经磨损,更换新刀片后镗孔比之前要大,加工人员应根据刀片磨损程度进行调刀。
2) 微调镗刀在使用前应先观察镗刀头后的拧紧螺钉是否紧固,若无紧固或紧固不牢靠则会导致加工中出现孔前后大小不一致,表面粗糙度不好等现象。 2.加工中调刀的方法 1)开始加工时应先根据底孔(一般预留0.1-0.3mm)进行小幅度试刀,用量具检测后根据试刀结果进行微调。 2)调试精镗刀时应先把镗刀头后的紧固螺钉拧松,为了更好的调整精度,不要让紧固螺钉很松,一般情况下拧松1-2圈即可。然后按照刀体上的刻度按顺时针拨动镗刀头的刻度盘,这里要注意每拧一个刻度标示镗刀直径会增大0.01mm。在调整尺寸时应注意为防止精镗刀头与刻度盘之间存在反向间隙,应先向相反方向拧一圈后在回正,然后根据试刀直径调到需要的尺寸,要注意的是孔本身有公差,在调刀时应把范围控制在孔公差的中间部分或公差下限,这样可以避免精镗刀出现不稳定时保证孔的加工尺寸。 3.加工后的存放 精镗刀使用完后应用抹布擦拭干净后放在刀具橱内,刀身不能残留切割液,以免镗刀头生锈后影响微调精度。
微调精镗刀的使用方法与日常保养注意事项
微调精镗刀的使用方法与日常保养注意事项 一:微调精镗刀的使用方法 1.加工前的检查事项 1.1加工前应先观察刀片的使用程度,若刀片需要更换则应注意旧刀片更换前刀尖部分已 经磨损,更换新刀片后镗孔比之前要大,加工人员应根据刀片磨损程度进行调刀。 1.2微调镗刀在使用前应先观察镗刀头后的拧紧螺栓是否紧固,若不紧固或紧固不牢靠会 导致加工中出现孔前后大小不一致,表面粗糙度不好等现象。 2.加工中调刀的方法 2.1开始加工时应先根据底孔(一般预留0.1-0.3mm)进行小幅度试刀,用量具检测后根 据试刀结果进行微调。 2.2调试精镗刀时应先把镗刀头后的紧固螺栓拧松,为了更好的调整精度,不要让紧固螺 栓很松,一般情况下拧松1-2圈即可。然后按照刀体上的刻度按顺时针拨动镗刀头的刻度盘,这里要注意每一拧一个刻度标示镗刀直径会增大0.02mm。在调整尺寸时应注意精镗刀头与刻度盘之间存在间隙,应先向相反方向拧一圈后在回正,然后根据试刀直径调到需要的尺寸,要注意的是孔本身有公差,在调刀时应把范围控制在孔公差的中间部分或公差下限,这样可以避免精镗刀出现不稳定时保证孔的加工尺寸。 3.加工后的存放 精镗刀使用完后应用抹布擦拭干净后放在刀具橱内,刀身不能残留切割液,以免镗刀头生锈后影响微调精度。 二.微调精镗刀的日常保养注意事项 1.安装、拆卸镗刀头注意事项 1.1安装镗刀头时应先检查精镗刀柄的刀方孔有没有灰尘、污垢、锈迹。如若有则应该将刀方孔清理干净后在安装镗刀头。 1.2安装镗刀头前应先检查镗刀头有没有破损的痕迹,表面外螺纹是否完整、干净,用手拨动刻度盘是否有阻塞感,能不能将刻度盘拧至最底部。若上面的条件有一项不符合要求,则应更换镗刀头。 1.3在擦拭镗刀头时严禁使用棉纱,防止棉纱上掉落的细毛残留在镗刀头外螺纹上,影响其精度。 1.4在拆卸镗刀头时应先把后面的紧固螺栓拧下,把垫片取下后,抓住镗刀头刀片安装部分慢慢将其取出,严禁对镗刀头进行生拉硬拽,也不能使用尖锐物品进行敲击,若镗刀头不容易取下时可以不先将紧固螺栓取下,然后慢慢敲击紧固螺栓,直到镗刀头松动后再将紧固螺栓取下,然后在取下镗刀头。 1.5镗刀头在取下后应仔细擦拭干净,不能在上面留有水渍,并涂抹防锈油后妥善保存。 2.微调精镗刀的保养 2.1由于精镗刀柄与镗刀头之间存在间隙,导致少量切割液进入到刀方孔内不能排出,为了保持微调精镗刀的加工精度,每隔2个月要对精镗刀内部进行一次清洁、防锈和润滑工作。 2.2在使用精镗刀时应及时注意镗刀头的损坏程度,刀尖处有无破损,若刀尖处损坏,不仅对加工造成影响,而且会加剧刀片的消耗,造成不必要的浪费。镗刀头后的紧固螺栓应经常更换,不要等螺栓内的棱角都磨平后在更换,会造成拆卸困难,影响加工时间,在拧紧螺栓时不要使用过大的力,应把握好用力程度,防止紧固螺栓出现滑丝现象。 2.3当镗刀头上的刻度盘出现磨损或刻度不清晰的现象时,应及时更换镗刀头,不能在继续使用下去,防止调整刻度时出现混乱。
数控加工中心自动换刀装置的设计
数控加工中心自动换刀装置的设计 摘要 数控机床的发展与运用,大大降低了零件加工的辅助时间,极大的提高了生产率。随着数控机床的普及运用,加工机械的自动化程度大大提高,数控机床发展成了当今普遍应用的一种更新、更先进的制造设备即加工中心。加工中心带有刀库和自动换刀装置,能对工件按预定程序进行多工序加工的高度自动化的多功能的数字控制机床。 自动换刀装置应当满足换刀时间短、刀具存储量足够、刀具的安置空间小以及安全可靠等基本要求。加工中心的关键在于CNC对刀库的自动选刀和刀库、机械手与主轴间自动换刀,加工中心出现故障80%都在上述方面。本课题就是对自动换刀装置进行设计,利用PLC 对刀库的选刀控制和刀库、机械手与主轴间的自动换刀控制。 关键词:自动换刀装置;弧面分度凸轮;滚齿凸轮;机械手。
ABSTRACT The numerical control engine bed development and the utilization, greatly reduced the components processing non-cutting time, enormous enhancement productivity.Along with the numerical control engine bed popularization utilization, processes the machinery the automaticity to enhance greatly, the numerical control engine bed develops now has been common the application one kind of renewal, the more advanced manufacture equipment is the processing center.The processing center has the knife storehouse and trades the knife installment automatically, can carry on the multi-working procedure processing to the work piece according to the pre-set sequence the high automation multi-purpose numerical control engine bed Trades the knife equipment to have automatically to trade the knife time satisfiedly short, the cutting tool reserves enough, the cutting tool placement space small as well as safe reliable and so on the basic request.The processing center key lies in CNC to choose the knife and between automatically the knife storehouse, the manipulator and the main axle to the knife storehouse trades the knife automatically, the processing center appears breakdown 80% all in the above aspect.This topic is to trades the knife installment to carry on the design automatically, chooses the knife control and between the knife storehouse, the manipulator and the main axle using PLC to the knife storehouse trades the knife control automatically. Keywords:Trades the knife installment automatically; Cambered surface indexing cam; Rolls the tooth cam; Manipulator.
自动换刀装置的结构原理与维修
自动换刀装置的结构原理与维修 2007-09-26 01:24:39 作者:山特维克来源:互联网文字大小:【大】【中】【小】 简介:8.4.1 自动换刀装置的形式自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目前常见的有以下几种。1.回转刀架换刀数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或更多的刀具。回转刀架必须具有良好的强度和刚度,以承 受粗加工的切削力:同时要保证回转刀架在每次转 关键字:刀具夹具切削铣削车削机床测量 8.4.1 自动换刀装置的形式 自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目前常见的有以下几种。 1.回转刀架换刀 数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或 更多的刀具。 回转刀架必须具有良好的强度和刚度,以承受粗加工的切削力:同时要保证回转刀架在每次转位的重复定 位精度。 图8-17为数控车床六角回转刀架,它适用于盘类零件的加工。在加工轴类零件时,可以用四方回转刀架。 由于两者底部安装尺寸相同,更换刀架十分方便。
图8-17 数控车床六角回转刀架 1-活塞2-刀架体3、7-齿轮4-齿圈5-空套齿轮 6-活塞8-齿条9-固定插销10、11-推杆12-触头 回转刀架的全部动作由液压系统通过电磁换向阀和顺序阀进行控制,它的动作分为4个步骤: (1)刀架抬起当数控装置发出换刀指令后,压力油由a孔进入压紧液压缸的下腔,活塞1上升,刀架体2抬起,使定位用的活动插销10与固定插销9脱开。同时,活塞杆下端的端齿离合器与空套齿轮5结合。 (2)刀架转位当刀架抬起后,压力油从c孔进入转位液压缸左腔,活塞6向右移动,通过联接板带动齿条8移动,使空套齿轮5作逆时针方向转动。通过端齿离合器使刀架转过60o。活塞的行程应等于齿轮5分度圆周长的1/6,并由限位开关控制。 (3)刀架压紧刀架转位之后,压力油从b孔进入压紧液压缸上腔,活塞1带动刀架体2下降。齿轮3的底盘上精确地安装有6个带斜楔的圆柱固定插销9,利用活动插销10消除定位销与孔之间的间隙,实现反靠定位。刀架体2下降时,定位活动插销10与另一个固定插销9卡紧,同时齿轮3与齿圈4的锥面接触,刀架在新的位置定位并夹紧。这时,端齿离合器与空套齿轮5脱开。 (4)转位液压缸复位刀架压紧之后,压力油从d孔进入转位液压缸的右腔,活塞6带动齿条复位,由于此时端齿离合器已脱开,齿条带动齿轮3在轴上空转。 如果定位和夹紧动作正常,推杆11与相应的触头12接触,发出信号表示换刀过程已经结束,可以继续进行切削加工。
快速自动换刀技术
快速自动换刀技术 快速自动换刀技术是以减少辅助加工时间为主要目的,综合考虑机床的各方面因素,在尽可能短的时间内完成刀具交换的技术方法。该技术包括刀库的设置、换刀方式、换刀执行机构和适应高速机床的结构特点等。 快速自动换刀技术的产生背景 高速加工中心是高速机床的典型产品,高速功能部件如电主轴、高速丝杠和直线电动机的发展应用极大地提高了切削效率。为了配合机床的高效率,作为加工中心的重要部件之一的自动换刀装置(A TC)的高速化也相应成为高速加工中心的重要技术内容。 随着切削速度的提高,切削时间的不断缩短,对换刀时间的要求也在逐步提高,换刀的速度已成为高水平加工中心的一项重要指标。 由于加工中心的自动换刀要求可靠准确,而且结构相对比较复杂,提高换刀速度技术难度大。目前国外机床先进企业生产的高速加工中心为了适应高速加工,大都配备了快速自动换刀装置,很多采用了新技术、新方法。本文将介绍一些提高换刀速度的技术方法和国外先进高速加工中心的快速自动换刀技术,希望对我国高速加工中心的发展有些帮助。 快速自动换刀技术的基本内容 (1)换刀速度指标 衡量换刀速度的方法主要有三种:①刀到刀换刀时间:②切削到切削换刀时间:③切屑到切屑换刀时间。由于切屑到切屑换刀时间基本上就是加工中心两次切削之间的时间,反映了加工中心换刀所占用的辅助时间,因此切屑到切屑换刀时间应是衡量加工中心效率高低的最直接指标。而刀到刀换刀时间则主要反映自动换刀装置本身性能的好坏,更适合作为机床自动换刀装置的性能指标。这两种方法通常用来评价换刀速度。至于换刀时间多少才是高速机床的快速自动换刀装置并没有确定的指标,在技术条件可能的情况下,应尽可能提高换刀速度。 (2)提高换刀速度的基本原则 加工中心自动刀具交换的基本出发点是在多种刀具参与的加工过程中,通过自动换刀,减少辅助加工时间。在高速加工中心上,由于切削速度的大幅度提高,自动换刀装置和刀库的配置要考虑尽可能缩短换刀时间,从而和高速切削的机床相配合。 加工中心的换刀装置通常由刀库和刀具交换机构组成,常用的有机械手式和无机械手式等方式。刀库的形式和摆放位置也不一样。为了适合高速运动的需要,高速加工中心在结构上已和传统的加工中心不同,以刀具运动进给为主,减小运动件的质量已成为高速加工中心设计的主流。因此,设计换刀装置时,要充分考虑到高速机床的新结构特征。 在设置高速加工中心上的换刀装置时,时间并不是唯一的考虑因素。首先,应在换刀动作准确、可靠的基础上提高换刀速度。特别是ATC是加工中心功能部件中故障率相对比较高的部分,这一点尤其重要:其次,要根据应用对象和性能价格比选配ATC。在换刀时间对生产过程影响大的应用场合,要尽可能提高换刀速度。例如,在汽车等生产线上,换刀时间和换刀次数要计入零件生产节拍。而在另外一些地方,如模具型腔加工,换刀速度的选择
数控机床的自动换刀装置
数控机床的自动换刀装置 摘要 数控机床集中应用了计算机技术,电子技术,自动控制技术,传感测量,机械制造,等先进技术,是典型的机电一体化产品。它的发展和应用开创了制造业的新时代,改变了制造业的生产方式,产业结构,管理形式,使世界制造业的格局发生了巨大的变化,促进了其他行业的生成和飞速发展。刀具及自动换刀装置对加工时间有着重要的影响,自动换刀的快慢又影响了加工的时间,刀库的容量决定了刀具的数量,进而影响换刀时间和加工时间。本文主要讲述数控机床的自动换刀机构。 关键词:发展趋势机构自动换刀刀库
目录 1、刀库 (1) 1.1刀库的类型 (1) 1.2刀库的容量 (1) 1.3刀库的转位 (1) 2、机械手 (2) 2.1机械手的形式 (2) 2.2机械手手爪形式与结构原理 (2) 2.2.1机械手手爪形式 (2) 2.2.2机械手结构原理及驱动机构 (2) 3、自动换刀装置 (2) 3.1刀具选择方式 (3) 3.1.1顺序选刀 (3) 3.1.2任选刀具 (3) 3.2数控车床刀架 (3) 参考文献 (5)
1、刀库 刀库是自动换刀装置的主要部件,其容量、布局以及具体结构对数控机床的设计有很大影响。刀库的刀具定位机构是用来保证要更换的每一把刀具准确的停在换到位置上。采用电动机或液压系统为刀库提供动力。根据刀库所需要的容量和取刀方式,可以将刀库设计成多种形式。 1.1刀库的类型 刀库的功能是储存加工工序所需要的各种刀具,并按指令将要用的刀具准确的送到换刀位置,并接受从主轴送来的已用刀具。根据需求,刀库类型有多种(1)盘式刀具在盘式刀库结构中,刀具可以沿主轴轴向、径向、斜向安放,刀具轴向安装的结构最为紧凑。在刀库容量较大时,可采用弹仓式结构,目前大量的刀库安装在机床立柱的顶面或侧面,也可安装在单独的基地上。盘式刀库分径向、轴向两种取刀方式,其刀座结构不同。此种刀库结构简单,适用于刀库容量较少的情况。 (2)链式刀库刀具容量比盘式的大,结构也比较灵活和紧凑,常为轴向换刀。可将换刀位置刀座突出以利于换刀。另外还可以采用加长连带方式加大刀库的容量,也可采用折叠回绕的方式提高空间利用率,在要求刀量容量很大时可以采用多条链带的结构。 (3)格子盒式刀具固定型格子盒式刀库。刀具分几排直线排列,由纵、横向移动的取刀机械手完成选刀运动,将选取的刀具送到固定的换刀位置刀座上,由换刀机械手交换刀具,此刀具空间利用高,刀库容量大。 1.2刀库的容量 刀库的容量首先要考虑加工工艺的分析需要。一般情况下,并不是刀库中的刀具越多越好,太的容量会增加刀库的尺寸和占地面积,使选刀过程时间增长。如果从完成工件的全部加工所需要的刀具数目统计,所得结果是80%的工件完成加工任务所需的刀具数目在40种以下,所以一般的中小型立式加工中心配14--30把刀具的刀库就能够满足70%--95%的工件加工需要。 1.3刀库的转位 刀库转位机构由伺服电动机通过消隙齿轮带动蜗杆,通过涡轮使刀库转动。刀库的的最大转角为180度,根据所换道具的位置决定正传或反转、由控制系统
自动换刀装置的结构原理与常见故障
自动换刀装置的结构原理与常见故障摘要:杭州机研所中达电通研发切割机成功三坐标测量机的几种常用扫描方法直接珩磨新工艺日本森精机开发长尺寸工件轴加工用车床MIG焊机选购指南通用机械行业标准英汉对照表(一)利用混合激光焊接技术改善汽车制造成本轴径与轴瓦的加工要点如何学习数控编程?洛阳LYC公司成功研制紧凑型重载货车轴承敏捷制造:内涵与关键冲压过程自动监控五金制品和钢的关联度很大数控铣床程序编制--刀具补偿球头铣刀椭圆形刃口曲线几何模型的研究高新技术产业化项目将成为新经济增长点大颗粒高品级金刚石研制成功立足本职放眼全局对机械产品设计工作的几点意见703造型机操作规程 [标签:tag] 一、自动换刀装置的形式自动换刀装置是数控机床的重要执行机构,它的形式多种多样,目前常见的有以下几种: 1.回转刀架换刀; 2.排式刀架换刀; 3.更换主轴头换刀;4.带刀库的自动换刀系统在这里我对数控机床常见的这几种换刀系统逐一介绍,首先介绍一下回转刀. 一、自动换刀装置的形式 自动换刀装置是数控机床的重要执行机构,它的形式多种多样,目前常见的有以下几种: 1.回转刀架换刀; 2.排式刀架换刀; 3.更换主轴头换刀; 4.带刀库的自动换刀系统 在这里我对数控机床常见的这几种换刀系统逐一介绍,首先介绍一下回转刀架换刀系统。 二、回转刀架 数控机床使用的回转刀架是比较简单的自动换刀装置,常用的类型有四方刀架、六角刀架,即在其上装 有四把、六把或更多的刀具。 回转刀架必须具有良好的强度和刚度,以承受粗加工的切削力:同时要保证回转刀架在每次转位的重复 定位精度。下面我们结合一台四工位的四方刀架了解一下其换刀过程及原理。并结合换刀原理分析一下 四方刀架的常见故障现象及原因。常见机床四方刀架如图1(左)。 图1
加工中心刀库自动换刀装置结构设计
加工中心刀库自动换刀装置结构设计 绪论 1.1背景及研究意义 随着机械加工工业的发展,制造行业对于具有高效高性能的加工中心的需求量越来越大。自动换刀装置作为加工中心的重要组成部分其主要的作用在于减少加工过程中的非切削时间,以提高生产率、降低生产成本,进而提升机床及至整个生产线的生产率,所以自动换刀装置在交工中心中扮演着重要角色。 1.2自动换刀装置国内外发展与现状 从换刀系统发展的历史来看,1956年日本富士通研究成功数控转塔式冲床,美国IBM公司同期也研制成功了“APT”(刀具程序控制装置)。1958年美国K&T公司研制出带ATC(自动刀具交换装置)的加工中心。1967年出现了FMS(柔性制造系统)。1978年以后,加工中心迅速发展,带有ATC装置,可实现多种工序加工的机床,步入了机床发展的黄金时代。1983年国际标准化组织制定了数控刀具锥柄的国际标准,自动换刀系统便形成了统一的结构模式。目前国内外数控机床自动换刀系统中,刀具、辅具多采用锥柄结构,刀柄与机床主轴的联结、刀具的夹紧放松机构及驱动方式几乎都采用同一种结构模式。在这种模式中,机床主轴常采用空心的带有长拉杆、碟形弹簧组的结构形式,由液压或气动装置提供动力,实现夹紧放松刀柄的动作。 切削加工正在进入以高速切削(HSC)为特征的发展阶段,因高速切削而切削效率飞速提高,因此,进一步减少机床加工辅助时间的技术也伴随高速切削的发展而不断发展。快速换刀技术是减少加工辅助时间重要手段,而且正在处于发展阶段。许多研究人员利用各种方法来缩短换刀时间来提高切削速度。 下面介绍几种常用加工中心的换刀方法: 1、多主轴换刀 这种机床没有传统的刀库和换刀装置,而是采用多个主轴并排固定在主轴架上,一般为 3~18 个。每根主轴由各自的电动机直接驱动,并且每个主轴上安装了不同的刀具。换刀时不是主轴上的刀具交换,而是安装在夹具上的工件快速从一个主轴的加工位置移动到另一个装有不同刀具的主轴,实现换刀并立即加工。这个移动时间就是换刀时间,而且非常短。由
加工中心自动换刀装置
加工中心自动换刀装置 摘要 本课题所设计的是小型立式加工中心的自动换刀装置,该型加工中心主要是用来加工各种中、小批量的电子元件或者小型板类零件。该方案在设计的过程中牵涉到了刀盘的选取和设计、槽轮的选取与设计、刀库的形式和安放位置以及伺服电机的设计等诸多问题。本次设计在本着满足用户使用要求的前提下,尽量使结构简单、性能可靠、具有创新观念。 关键词:加工中心,自动换刀装置,槽轮机构,伺服电机
Machining Center Automatic Tool Changer ABSTRACT What the topic designs is the automatica tool changer for small vertical machining center, which is mainly used for processing in each kind, the electronic component or the small board class components. This plan involved in the design process to the tool carousel selection and designing, the V-belt pulley selection and designing, the magazine’s position as well as the stepping motors’s designing and so on many questions. This design in line with satisfies the user operation requirements under the premise, as far as possible enable the structure simply, the performance to be reliable, to have the innovation idea. In the design all of data are passed through after the search material calculates repeatedly obtains. KEY WORD:Machining center,Automatica tool changger,Grooved pulley, Servo motor
加工中心自动换刀装置结构设计
加工中心自动换刀装置结构设计 引言 1952年世界上出现了第一台数控机床,使多品种、中小批量的机械加工设备在柔性、自动化和效率上产生了巨大变革。1958年第一台加工中心问世,它将多工序(铣、钻、镗、铰、攻丝等)加工集于一身;适应加工多品种和大批量的工件;增加机床功能(自动换刀、自动换工件、自动检测等),使自动化程度和加工效率上了一个新台阶;使无人化(或长时间无人操作)加工成为现实。加工中心已成为柔性制造系统、计算机集成制造系统和自动化工厂的基本单元。 加工中心是数控机床中较为复杂的加工设备,由于其具有多种加工能力而得到广泛的应用,其强大的加工能力和效率得益于其配置的自动换刀装置。换刀装置作为加工中心的重要组成部分,其主要作用在于减少加工过程中的非切削时间,提高生产率,降低生产成本,进而提升机床乃至整个生产线的生产力。加工中心自动换刀装置是实现多工序连续加工的重要装置,其结构设计及其控制是实现加工中心设计制造的关键。加工中心的换刀过程较为复杂,动作多,动作间的相互协调关系多,因而自动换刀系统性能的好坏直接影响加工效率的高低。
1 绪论 1.1加工中心的定义 加工中心(Machining Center,MC)是适应省力、省时和节能的时代要求而迅速发展起来的自动换刀数控机床,它是综合了机械技术、电子技术、计算机软件技术、拖动技术、现代控制理论、测量及传感技术以及通信诊断、刀具和编程技术的高科技产品。由于加工中心能集中完成多种工序,因而可减少工件装夹、测量和调整时间,减少工件周转、搬运存放时间,使机床的切削利用率高于通用机床3倍~4倍,所以说,加工中心不仅提高了工件的加工精度,而且是数控机床中生产率和自动化程度最高的综合性机床。 1.2加工中心的发展历程 未来加工中心的发展动向是高速化、进一步提高精度和愈发完善的机能。加工中心是数控机床的代表,是高新技术集成度高的典型机电一体化机械加工设备,我国的加工中心从70年代开始,已有很大发展,但技术、品种和数量上都还远不能适应我国经济、技术发展的需要。随着我国工业的不断发展,推动了模具制造业、机械加工业的巨大发展,使得数控机床的使用越来越普遍,而加工中心更是以其高自动化程度得到广泛应用。然而,目前市场上生产和销售的都是以大、中型的加工中心为主,小型加工中心几乎是空白,而机械加工业、小型模具的制造、工科院校、技工学校等对小型加工中心存在着大量的需求。为加速我国加工中心的发展,需进一步加强对加工中心的研究、设计、制造和应用。 1.3加工中心国内外现状 90年代以来,国外一些机床厂家先后开发出一批高速加工中心,其主要技术参数为:主轴最高转速:一般为12000~15000r/min,有的高达40000~60000r/min。坐标轴的加工进给最高速度:30~60m/min,快速移动速度高达70~80m/min。换刀时间(刀-刀)普遍在1.5~3.5s,有的快到0.8~0.9s;托板交换时间普遍在6~8s。 目前,国产加工中心的主要品种是立式加工中心和卧式加工中心。为市场提供的产品主要是立式加工中心。其规格(是指工作台宽度,单位:mm) 一般为300、400、500、630 和800。其中,前三种属于较小规格产量较大;后两种属于中大型产量较小。目前,国产立式加工中心拥有的规格基本上覆盖了中小型立式加工中心的规格范围。在我国,人们习惯上把数控机床按其技术水平的高低分为高、中、低三个档次。所谓高档数控机床是指高速度、高精度、五轴联动和工艺高度复合化的数控机床,包括部分重型机床;