尺寸公差、形位公差与表面粗糙度的关系

尺寸公差 形位公差关系
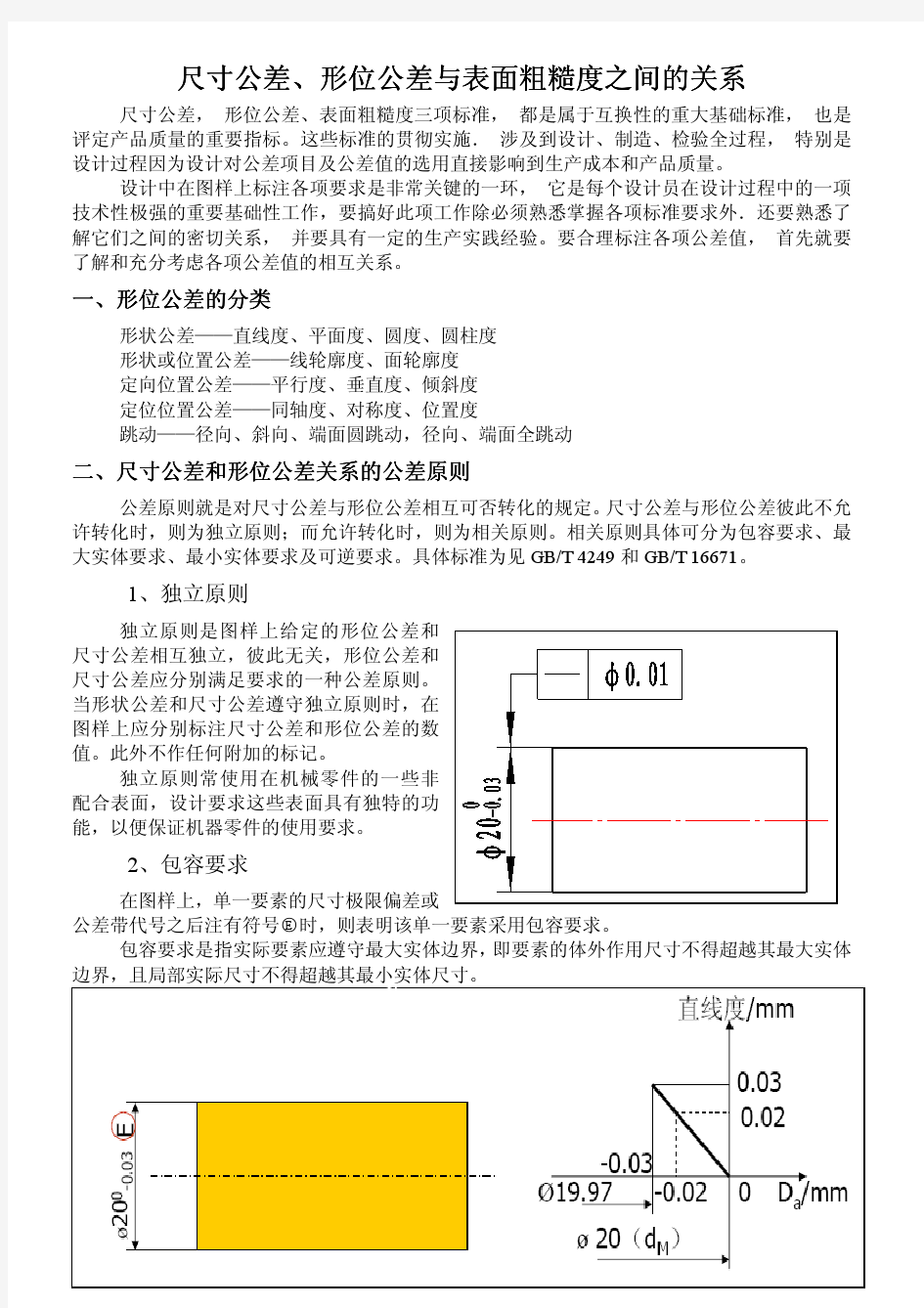
同一工件上所标注的尺寸公差要求小还是形位公差要求小? 尺寸公差与形位公差是否有联系? 1.形位公差要小,两都有联系。 2.表面形状公差(t),尺寸公差(T)及表面粗糙度Ra,Rz有一定相互关系的: t≈0.6T 则Ra≤0.05T,Rz≤0.2T; t≈0.4T 则Ra≤0.025T,Rz≤0.1T; t≈0.25T 则Ra≤0.012T,Rz≤0.05T; t<0.25T 则Ra≤0.015T,Rz≤0.06T; 3. 尺寸公差有标准公差\极限公差 形位公差共有14个,根据零件的功能要求,有时尺寸公差与形位公差之间应遵循一些特定的关系,也就是尺寸公差控制形位公差;形位公差补偿给尺寸公差。 图样上给定的每一尺寸和形状\位置要求均是独立的并分别满足要求的原则,这是独立原则 粗糙度是根据配合来定的 4. 除了独立原则和包容原则外还有最大和最小实体要求及其各自的可逆要求.到底使用哪种原则和要求要看具体情况. 对于孔轴配合来说,包容原则和最大最小实体要求都是常用的,这些要求的目的是在保证配合的 同时根据形位误差适当的放宽对尺寸公差的要求,允许部分尺寸超差的零件合格,降低加工难度 和成本. 5.尺寸公差与形位公差的联系要在实践中细细体会。 例如:一、一块矩形板上有四个孔。四个孔的相对位置要求很高(因为相应的装配是一组轴类零件),而孔本身的加工要求不高(相应装配的轴类件其单个的表面精度低或是很松的间隙配合等),这时的形位公差的要求高于尺寸公差的;二、一块板上有一孔。这孔的装配要求很高(装配上相应的轴类零件后要求板与轴件的垂直度相当高),这时尺寸的公差的要求可能就要高于形位公差了。 公差的设计就是要保障装配的实现,本着这个原则就可以了。 6.尺寸分为绝对尺寸和关联尺寸,如果是关联尺寸,就和形位公差挂上钩了哟 7. Sorry,一条好的经验法则:1/3D 表面粗糙度与标准公差表 无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。这就是零件加工后的表 面粗糙度。过去称为表面光洁度。 国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。 高度参数共有三个: 轮廓的平均算术偏差(Ra)如图1所示,通过零件的表面轮廓作一中线m ,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,即 F1+F3+……+Fn-1=F2+F4+……+Fn 图1 轮廓的平均算术偏差 轮廓的平均算术偏差值Ra,就是在一定测量长度l 范围内,轮廓上各点至中线距离绝对值的平均算术偏 差。用算式表示为 Ra=dx 或近似写成 Ra≈ ?不平度平均高度(Rz)就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至 五个最低点的平均距离(图2),即 RZ= 图2 不平度平均高度 ?轮廓最大高度Ry,就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。 间距参数共有两个: 轮廓单峰平均间距S,就是在取样长度内,轮廓单峰间距的平均值。而轮廓单峰间距,就是两相邻轮廓 单峰的最高点在中线上的投影长度Si。 轮廓微观不平度的平均间距Sm。含有一个轮廓峰和相邻轮廓谷的一段中线长度Smi,称轮廓微观不平间距。 综合参数只有一个,就是轮廓支承长度率tp。它是轮廓支承长度np与取样长度l之比。 在原有的国家标准中,表面光洁度分为14级,其代号为V1、V2……V14。V后的数字越大,表面光洁度 就越高,即表面粗糙度数值越小。 在车间生产中,常根据表面粗糙度样板和加工出来的零件表面进行比较,用肉眼或手指的感觉,来判断零件表面粗糙度的等级。此外,还有很多测量光洁度的仪器。 一、尺寸公差、形位公差、表面粗糙度数值上的关系 1、形状公差与尺寸公差的数值关系 当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。 2、形状公差与位置公差间的数值关系 形状公差与位置公差间也存在着一定的关系。从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。 3、形状公差与表面粗糙度的关系 形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。 在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数 从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。否则,会给制造带来种种麻烦。可是设计工作中涉及最多的是如何处理尺寸公差与表面粗糙度的关系和各种配合精度与表面粗糙度的关系。 一般情况下按以下关系确定: 1、形状公差为尺寸公差的60%(中等相对几何精度)时,Ra≤0.05IT; 2、形状公差为尺寸公差的40%(较高相对几何精度)时,Ra≤0.025IT; 3、形状公差为尺寸公差的25%(高相对几何精度)时,Ra≤0.012IT; 4、形状公差小于尺寸公差的25%(超高相对几何精度)时,Ra≤0.15Tf(形状 零件表面粗糙度与尺寸公差 一般,我国机械设计和加工技术常用的表面粗糙度标准是轮廓算术均匀偏差Ra 对于Ra,国标GB3508—83有明确的规定。本文仅就Ra在机械零件设计考虑加工情况时的使用作以阐述。 1图纸右上角的表面粗糙度要求留意事项 大多数设计职员在图纸右上角都会标注:其余Ra6.3、Ra1.6,等。这里所指的是,除图样上注明的机械加工面的表面粗糙度要求后,剩余未注明的机械加工面的表面粗糙度Ra的数值为6.3μm或1.6μm。对于这一要求,需留意以下几方面。 1.1对于型钢表面等非本图要求而制作的加工面 在实际工作中,为了减少不必要的加工工作和进步产品质量,可以在图纸右上角处,对用非本图加工手段取得的材料、型材外表加以表面粗糙度要求,然后再对机械加工处的表面进行表面粗糙度要求,如图1。当然,这种对用非本图加工手段取得的材料、型材外表的表面粗糙度要求必须公道,必须不经过原材料工厂特殊加工就可以达到。如,一般热轧型钢的表面粗糙度在Ra25μm~Ra12.5μm;冷拔型钢的表面粗糙度在Ra12.5μm~Ra3.2μm;冷拔铝型钢的表面粗糙度在Ra6.3μm~Ra1.6μm。所以,标注型材等的表面粗糙度要求时,必须留意不能超出以上范围。 1.2对于用铸造、铸造、焊接等本图要求而制作的毛坯件 在使用铸造、铸造、焊接制作毛坯时,尤其是型腔件,对它们的机械加工往往是一部分,而不是全部加工。此时,设计职员一般在图纸右上角处标上:其余Ra6.3。这里的Ra6.3μm仅仅是指对型腔件要求进行机械加工部分,除往图纸上已经有表面粗糙度要求的_部分外表面加以表面粗糙度要求而已,并没有对非机械加工部分(如铸造、铸造)的外表加以表面粗糙度要求。所以,为了不产生混淆,有 表面光洁度与表面粗糙度对照表 光洁度级别(旧标) 粗糙度 Ra (μm) 1)表面状况、2)加工方法和3)应用举例 ▽1 40~80 ▽2 20~40 1)明显可见的刀痕2)粗车、镗、刨、钻3)粗加工后的表面,2焊接前的焊缝、粗钻孔壁等。▽3 10~20 1)可见刀痕2)粗车、刨、铣、钻3)一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面 ▽4 5~10 1)可见加工痕迹2)车、镗、刨、钻、铣、锉、磨、粗铰、铣齿3)不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。紧固件的自由表面,紧固件通孔的表面,内、 外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等 ▽5 2.5~5 1)微见加工痕迹2)车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿3)和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。要求有定心及配合特性的 固定支承面如定心的轴间,键和键槽的工作表面。不重要的紧固螺纹的表面。需要滚花或氧 化处理的表面 ▽6 1.25~2.5 1)看不清加工痕迹2)车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿3)安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径 定心的内花键外径,轴承盖的定中心凸肩表面 ▽7 0.63~1.25 1)可辨加工痕迹的方向2)车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压3)要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔, 中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定 心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H 8,H9),磨削的齿轮表面等 ▽8 0.32~0.63 1)微辨加工痕迹的方向2)铰、磨、镗、拉、刮3~10点/cm^2、滚压3)要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零 件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸 大于120mm的IT13~IT16级孔和轴用量规的测量表面 ▽9 0.16~0.32 1)不可辨加工痕迹的方向2)布轮磨、磨、研磨、超级加工3)工作时受变应力作用的重要零件的表面。保证零件的疲劳强度、防腐性和耐久性,并在工作时不破坏配合性质的表面,如轴 径表面、要求气密的表面和支承表面,圆锥定心表面等。IT5、IT6级配合表面、高精度齿轮 的表面,与G级滚动轴承配合的轴径表面,尺寸大于315mm的IT7~IT9级级孔和轴用量规 级尺寸大于120~315mm的IT10~IT12级孔和轴用量规的测量表面等 ▽10 0.08~0.16 1)暗光泽面2)超级加工3)工作时承受较大变应力作用的重要零件的表面。保证精确定心的锥体表面。液压传动用的孔表面。汽缸套的内表面,活塞销的外表面,仪器导轨面,阀的工作 面。尺寸小于120mm的IT10~IT12级孔和轴用量规测量面等 永業電子科技(昆山)有文件名稱模具零件公差標准及表面粗糙度規范 版本文件編號 限公司 頁次第 1頁,共 16頁二文件類別三階文件生效日期 模具零件公差標准及表面粗糙度規范 會簽部門 部門名稱簽認部門名稱簽認□ 工程中心□ 烤漆 □ 總管理處□ 組立 □ 品客□ 資材 □ 業務□ 采購 □ 生技□ 稽核室 □ 塑膠□ 研發 □ 塑模 □ 沖壓 □ 沖模 核准管理者代表審核經辦主管制定 文件名稱模具零件公差標准及表面粗糙度規范 版本永業電子科技(昆山)有 文件編號 限公司 第 2頁,共 16頁 頁次二 版次 變更履歷 頁次 /章節發行日期 修訂后 修訂前 二增加拋光等級與放電深4、5 頁20070608 度規范 附錄二 . 模具零件公差標准及表面粗糙度規范一.公差對照表 零件類型 模板 有斜頂結構的 模板 有熱澆道的模 板 模仁 滑塊 斜頂 耐磨板 滑塊束塊 斜頂導板 斜頂滑座 拉杆,頂針,螺絲過孔 x. .x .xx .xxx 尺寸類型 開框尺寸 0~300MM 深度垂直度 斜導柱裝配孔 公模板厚 母模板厚 長寬尺寸 0~300MM 模仁靠破凹面 模仁插破凹面 頂針孔 T扣高度 斜頂本體尺寸 耐磨板長寬 定位段長寬 斜頂導板長寬 斜頂滑座長寬 直徑 +0.025 -0.025 +0.10 -0.10 +0.01 -0.01 +0.005 -0.005 公差規格 +0.02 -0.02 100: 0.03 +0.04 +0.02 +0.05 +0 +0.05 +0 +0.03 +0 +0.015 +0 +0.015 +0 +0.02 +0.01 -0.02 -0.04 -0 -0.01 -0.2 -0.3 -0.04 -0.02 -0 -0.02 -0.02 -0.04 +0.1 -0.1 x.° .x° .xx° 尺寸類型公差規格尺寸類型公差規格 開框尺寸+0.03 開框深度 -0 301~570MM-0.03-0.05 長寬垂直度100: 0.01 輔助定位器開+0.02 框+0 拉料針與剝料+0.02 頂針沉頭 +0.03 板配合孔+0.01+0 下頂針板厚 +0.05 模腳高度 +0.05 +0+0 流道托板厚 -0 -0.05 長寬尺寸+0.1 模仁厚度 +0.3 301~570MM+0+0.1 模仁靠破凸面 -0 入子長寬尺寸 -0 -0.015-0.01 模仁插破凸面 -0 -0.015 入子孔 +0.02 斜頂孔 +0.02 +0.01+0.01 壓條寬度 -0.02 -0.03 T 扣高度 -0.01 -0.02 耐磨板高度 +0.1 +0.05 高度尺寸 +0.6 +0.5 高度尺寸 -0.05 斜頂孔 +0.02 -0.1+0.01 高度尺寸 +0.2 T 槽高度 +0.02 +0.1+0.01 +0.5° -0.5° +0.1° -0.1° +0.05° -0.05° 配合公差 配合公差(fit tolerance)是指组成配合的孔、轴公差之和。它是允许间隙或过盈的变动量。孔和轴的公差带大小和公差带位置组成了配合公差。孔和轴配合公差的大小表示孔和轴的配合精度。孔和轴配合公差带的大小和位置表示孔和轴的配合精度和配合性质。配合公差的大小=公差带的大小;配合公差带大小和位置=配合性质。 配合公差区分原因 比如Φ12的孔和轴配合,选用基孔制那么先加工孔,孔公差为H0~H18,孔的最小直径为12,最大为12+公差,这样孔就加工好了。再加工Φ12的轴,根据需要可以选用过渡配合,间隙配合或者过盈配合。如果孔选用Φ12H7,也就是Φ12(+0.018/0),过盈配合,轴可以用Φ12p6,也就是 Φ12(0.029/0.018),他们的公差配合Φ12H7p6=Φ12(0,-0.029),其中0=孔的最大尺寸0.018-轴的最小尺寸0.018,-0.029=孔的最小尺寸0-轴的最大尺寸0.029 选用基轴制那么就先加工轴,轴公差为h0~h18,轴的最大直径为12,最小为12+公差(公差为负值).这样轴就加工好了,再加工Φ12的孔,根据需要可以选用过渡配合,间隙配合或者过盈配合. 如果轴选用Φ12h6,也就是Φ12(0,-0.011),过盈配合,孔可以用Φ12P7,也就是Φ12(-0.011/-0.029),他们的公差配合Φ12P7h6=Φ12(-0,-0.029),其中-0=孔的最大尺寸-0.011-轴的最小尺寸-0.011,-0.029=孔的最小尺寸-0.029-轴的最大尺寸0 可见,对于相同直径Φ12的孔轴配合,相同的配合公差Φ12(-0,-0.029),选用基孔制和基轴制时,孔和轴的公差是不一样的。 基孔制的好处是:孔较轴难于加工,我们可以先加工好了孔,再拿不同的轴来和他配合,过渡过盈间隙都可以随便加工。但是我们有时不得不采取基轴制,例如轴承外圈和轴承座的配合,或者其他的轴可以直接使用不需加工的情况,这时我们就要使用基轴制。基孔制和基轴制都是为了降低生产成本,提高效率而采取的措施。 配合公差公差带 公差等级的选择 与轴承配合的轴或轴承座孔的公差等级与轴承精度有关。与P0级精度轴承配合的轴,其公差等级一般为IT6,轴承座孔一般为IT7。对旋转精度和运转的平稳性有较高要求的场合(如电动机等),应选择轴为IT5,轴承座孔为IT6。 公差带的选择 当量径向载荷P分成“轻”、“正常”和“重”载荷等几种情况,其与轴承的额定动载荷C之关系为:轻载荷P≤0.07C 正常载荷0.07C 机械零件表面粗糙度的选择 表面粗糙度是反映零件表面微观几何形状误差的一个重要技术指标,是检验零件表面质量的主要依据;它选择的合理与否,直接关系到产品的质量、使用寿命和生产成本。 机械零件表面粗糙度的选择方法有3种,即计算法、试验法和类比法。在机械零件设计工作中,应用最普通的是类比法,此法简便、迅速、有效。应用类比法需要有充足的参考资料,现有的各种机械设计手册中都提供了较全面的资料和文献。最常用的是与公差等级相适应的表面粗糙度。在通常情况下,机械零件尺寸公差要求越小,机械零件的表面粗糙度值也越小,但是它们之间又不存在固定的函数关系。例如一些机器、仪器上的手柄、手轮以及卫生设备、食品机械上的某些机械零件的修饰表面,它们的表面要求加工得很光滑即表面粗糙度要求很高,但其尺寸公差要求却很低。在一般情况下,有尺寸公差要求的零件,其公差等级与表面粗糙度数值之间还是有一定的对应关系的。 在一些机械零件设计手册和机械制造专著中,对机械零件的表面粗糙度和机械零件的尺寸公差关系的经验及计算公式都有很多介绍,并列表供读者选用,但只要细心阅来,就会发现,虽然采取完全相同的经验计算公式,但所列表中的数值也不尽相同,有的还有很大的差异。这就给不熟悉这方面情况的人带来了迷惑。同时也增加了他们在机械零件工作中选择表面粗糙度的困难。 在实际工作中,对于不同类型的机器,其零件在相同尺寸公差的条件下,对表面粗糙度的要求是有差别的。这就是配合的稳定性问题。在机械零件的设计和制造过程中,对于不同类型的机器,其零件的配合稳定性和互换性的要求是不同的。在现有的机械零件设计手册中,反映的主要有以下3种类型: 第1类主要用于精密机械,对配合的稳定性要求很高,要求零件在使用过程中或经多次装配后,其零件的磨损极限不超过零件尺寸公差值的10%,这主要应用在精密仪器、仪表、精密量具的表面、极重要零件 尺寸公差、形位公差、表面粗糙度三者的关系 A.尺寸公差、形位公差、表面粗糙度数值上的关系 1、形状公差与尺寸公差的数值关系 当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。 2、形状公差与位置公差间的数值关系 形状公差与位置公差间也存在着一定的关系。从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。 3、形状公差与表面粗糙度的关系 形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。 在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数 从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。否则,会给制造带来种种麻烦。可是设计工作中涉及最多的是如何处理尺寸公差与表面粗糙度的关系和各种配合精度与表面粗糙度的关系。 一般情况下按以下关系确定: 1、形状公差为尺寸公差的60%(中等相对几何精度)时,Ra≤0.05IT; 2、形状公差为尺寸公差的40%(较高相对几何精度)时,Ra≤0.025IT; 3、形状公差为尺寸公差的25%(高相对几何精度)时,Ra≤0.012IT; 4、形状公差小于尺寸公差的25%(超高相对几何精度)时,Ra≤0.15Tf(形状公差值)。 最简单的参考值:尺寸公差是粗糙度的3-4倍,这样最为经济。 公差与配合(摘自GB1800~1804-79)免费 1 .基本偏差系列及配合种类 .2.标准公差值及孔和轴的极限偏差值 标准公差值(基本尺寸大于6至500mm) 基本尺寸mm 公 差 等 级 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 6 8 9 11 13 15 18 20 23 25 27 9 11 13 16 19 22 25 29 32 36 40 15 18 21 25 30 35 40 46 52 57 63 22 27 33 39 46 54 63 72 81 89 97 36 43 52 62 74 87 100 115 130 140 155 58 70 84 100 120 140 160 185 210 230 250 90 110 130 160 190 220 250 290 320 360 400 150 180 210 250 300 350 400 460 520 570 630 孔的极限差值(基本尺寸由大于10至315mm)μm 公差带等 级 基本尺寸m m >0~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315 D 8 +77 +50 +98 +65 +119 +80 +146 +100 +174 +120 +208 +145 +242 +170 +271 +190 ▼9 +93 +50 +117 +65 +142 +80 +174 +100 +207 +120 +245 +145 +285 +170 +320 +190 10 +120 +50 +149 +65 +180 +80 +220 +100 +260 +120 +305 +145 +355 +170 +400 +190 11 +160 +50 +195 +65 +240 +80 +290 +100 +340 +120 +395 +145 +460 +170 +510 +190 E 6 +43 +32 +53 +40 +66 +50 +79 +60 +94 +72 +110 +85 +129 +100 +142 +110 7 +50 +32 +61 +40 +75 +50 +90 +60 +107 +72 +125 +85 +146 +100 +162 +110 尺寸公差、形位公差、表面粗糙度数值上的关系 一、尺寸公差、形位公差、表面粗糙度数值上的关系 1、形状公差与尺寸公差的数值关系 当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。 2、形状公差与位置公差间的数值关系 形状公差与位置公差间也存在着一定的关系。从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。 3、形状公差与表面粗糙度的关系 形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。 在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数 从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。否则,会给制造带来种种麻烦。可是设计工作中涉及最多的是如何处理尺寸公差与表面粗糙度的关系和各种配合精度与表面粗糙度的关系。 一般情况下按以下关系确定: 1、形状公差为尺寸公差的60%(中等相对几何精度)时,Ra≤0.05IT; 2、形状公差为尺寸公差的40%(较高相对几何精度)时,Ra≤0.025IT; 3、形状公差为尺寸公差的25%(高相对几何精度)时,Ra≤0.012IT; 4、形状公差小于尺寸公差的25%(超高相对几何精度)时,Ra≤0.15Tf(形状公差值)。 最简单的参考值:尺寸公差是粗糙度的3-4倍,这样最为经济。 公差配合新旧标准对照表及表面光洁度标准与表面粗糙度标准对照表 基孔制的轴基轴制的孔 间隙配合过渡配合间隙配合过渡配合 旧国标新国标备 注 旧国 标 新国 标 备 注 旧 国 标 新国 标 备 注 旧国 标 新国 标 备 注 d1 db 1 dc 1 d db dc dd de df d3 dc 3 h5 g5 f5、f6 h6 g6 f7 e8 d8 c8 h7 f8 h8、h9 fd d9、d10 g 6 ① ② ga1 gb1 gc1 gd1 ga gb gc gd ga3 gb3 gc3 gd3 n5 m5 k5 j5、 js5 n6 m6 k6 js6 n7 m7 k7 j7、 js7 p5 ① n5 ① m4 ① ② p6 ① n6 ① p① D1 Db 1 Dc 1 D Db Dc Dd De D3 D4 Dc 4 H6 G6 F7 H7 G7 F8 E8、 E9 D8、 D9 H8 H8、 H9 F9 ② ② ③ ③ Ga1 Gb1 Gc1 Gd1 Ga Gb Gc Gd Ga3 Gb3 Gc3 Gd3 N6 M6 k6 J6、 Js6 N7 M7 K7 J7 N8 M8 K8 J8 ② K7 ① Js ① d4 dc 4 de 4 d5 d6 dc 6 dd 6 de 6 d7 dc 7 h10 h11 d11 b11、 c10、c11 a11、b11 h12-13 b12、 c12-13 ② ② ② ② ②De 4 D5 D6 Dc 6 Dd 6 De 6 D7 Dc 7 D9、 D10 H10 H11 D11 B11、 C11 A11、 C11 H12- 13 ② ② ③ ④ 过渡配合过渡配合 jb 1 jc 1 jd je jf jb 3 jc 3 s5 r5 s7、 u5-6 r6、s6 r6 u8 s7 s6 ① r6 ① ② Jd Je Jb 3 U7、 s7 R7、 R8 U8 ② ② 表面粗糙度 表面粗糙度R a值的应用范围 注:1. 粗糙度代号I为第一种过渡方式。它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。 2. 粗糙度代号Ⅱ为第2种过渡方式。它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度 为▽5,R a的最大允许值取3.2。因此,取该值提高了原表面粗糙度的要求和加工的成本。 尺寸公差等级(IT) 公差 (1)公差基本术语的含义 1)基本尺寸;设计时给定的尺寸,称为基本尺寸。的基本尺寸 2)实际尺寸:零件加工后经测量所得到的尺寸,称为实际尺寸。 3)极限尺寸:实际尺寸允许变化的两个界限值称为极限尺寸。它以基本尺寸确定。两个极限值中较大的一个称为最大极限尺寸Dmax(或dmax);较小的一个称为极限尺寸Dmin(或dmin)。 )尺寸偏差;某一尺寸减其基本尺寸所得的代数差,称为尺寸偏差,简称偏差。 实际偏差=实际尺寸一基本尺寸 最大极限尺寸减其基本尺寸所得的代数差,称为上偏差;最小极限尺寸减其基本尺寸所得的代数差,称为下偏差;上偏差和下偏差统称为极限偏差。国家标准规定,孔的上偏差代号为ES,轴的上偏差代号为es;孔的下偏差代号为EI,轴的下偏差代号为ei,则: ES=孔的最大极限尺-孔的基本尺寸 cs=轴的最大极限尺寸-轴的基本尺寸 EI=孔的最小极限尺寸-孔的基本尺寸 ei=轴的最小极限尺寸-轴的奥基本尺寸 偏差值可以为正、负或零值。 5)尺寸公差,允许尺寸的变动量称为尺寸公差,简称公差。公差等于最大极限尺寸与最小极限尺寸的代数差的绝对值;或等于上偏差与下偏差代数差的绝对值。 6)零线:图1a中示意表明了基本尺寸相向、相互配合的孔与轴之间极限尺寸、尺寸偏差与尺寸公差之间的相互关系,为方便起见,在实际讨论的过程中,通常只画出放大了的孔和轴的公差带,称为公差与配合图解,简称公差带图,如阁l-b所示。在公差带图中,确定偏差的一条基准线,即零偏差线,就叩零线,通常零线表示基本尺寸。正偏差位于零线之上。负偏差位于零线之下。 7)尺寸公差带:在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。在图6-36b 中ES和E条直线所限定的区域为孔的尺寸公差带;cs和ei两条直线所限定的区域则为轴的尺寸公差带、孔公差带一带般用斜线表示;轴公差带一般打点表示。 (2)确定公差的两个基本要素 公差带是由标准公差和基本偏差两个基本要素确定的,标准公差确定公差带的大小;基本偏差确定公差带相对于零钱的位置。 1)标准公差:标准公差是由国家标准规定的,用于确定公差带大小的任一公差。公差等级确定尺寸的精确程度,国家标准把公差等组分为20个等级,分别用IT01、IT0、IT1~IT18表示,称为标准公差,IT(International Tolerance)表示标准公差。当基本尺寸一定时,公差等级愈高,标准公差值愈小,尺寸的精确度就愈高。基本尺寸和公差等级相同的孔与轴,它们的标准公差相等。为了使用方便,国家标准把≤500的基本尺寸范围分为13尺寸段,按不同的公差等级对应各个尺寸分段规定出公差值,并用表的形式列出。 2)基本偏差;国家标排规定用来确定公差带相对于零线位置的上偏差或下偏差;一般为最靠近零线的那个偏差为基水偏差。当公差带位于零线的上方时,基本偏差为下偏差;当公差带位于零钱的下方时,基本偏差为上偏差,如图2 所示。 国家标推已经将基本偏差标准化、系列化,规定了孔和轴各28个基本偏差,分别用拉丁字表示,按顺序排列,大写字母表示孔,小写字母表示轴。 各个公差带仅有基本偏差一端为封闭,另一端的位置取决于标准公差数值的大小。 在孔的基本偏差系列中,从A~H的基本偏差为下偏差EI,从J~ZC的基本偏差为上偏差 GB/T 4249-1996:尺寸公差 本标准适用于技术制图和有关文件中的尺寸、尺寸公差和形位公差,以确定零件要素的大小、形状和位置特征。 1. 独立原则 图样上给定的每一个尺寸和形状、位置要求均是独立的,应分别满足要求。如果对尺寸和形状、尺寸与位置之间的相互关系有特定要求应在图样上规定。 独立原则是尺寸公差和形位公差相互关系遵循的基本原则。 2. 尺寸公差 2.1 线性尺寸公差 线性尺寸公差仅控制要素的局部实际尺寸(两点法测量),不控制要素本身的形状误差(如圆柱要素的圆度和轴线直线度误差或平行平面要素的平面度误差)。 形状误差应由单独标注的形状公差、未注形状公差或包容要求控制(见图1)。 标注说明: 实际轴的局部实际尺寸必须位于149.96至150之间;线性尺寸公差(0.04)不控制要素本身的形状误差。如图1b)所示。 2.2 角度公差 角度公差仅控制被测要素之间的角度变动量,不控制被测要素的形状误差,且理想要素的位置应符合最小条件。 角度公差只控制线或素线的总方向,不控制其形状误差。 总方向是指接触线的方向,接触线是与实际线相接触的最大距离为最小的理想直线(见图2)。实际线的形状误差应由单独标注的形状公差或未注形状公差控制。 示例: 标记说明: A、B两被测实际要素分别按最小条件确定其理想要素,该两理想要素间的夹角应在给定的两极限角度之间,角度公差不控制实际要素的形状误差(见图3)。 3 形状和位置公差 不论要素的局部实际尺寸如何,被测要素的均庆位于给定的形位公差带内,并且其形位误差允许达到最大值(见图4)。 示例: 标注说明: 轴的局部实际尺寸应在最大极限尺寸与最小极限尺寸之间,轴的形状误差应在给定的相应形状公差之内。不论轴的局部实际尺寸如何,其形状误差(素线直线度误差和圆度误差包括横截面奇数棱圆误差)允许达到给定的最大值(见图5)。 GB/T 4249-1996:相关要求--尺寸公差与形位公差相互有关的公差要求 1 图样上给定的尺寸公差和形位公差相互有关的公差要求,系指包容要求、最大实体要求(包括可逆要求应用于最大实体要求)和最小实体要求(包括可逆要求应用于最小实体要求)。 1.1 包容要求 包容要求适用于单一要素如圆柱表面或两平行表面。 包容要求表示实际要素应遵守其最大实体边界,其局部实际尺寸不得超出最小实体尺寸。 采用包容要求的单一要素应在其尺寸极限偏差或公差带代号之后加注符号“”(见图6)。 示例: 标注说明: 尺寸链中形位公差的判别与解算 杜官将,薛小强 摘要:从零件形位公差要素所采用的公差原则入手,讨论了在尺寸链计算中,是否应该考虑形位公差的影响以及形位公差组成环性质的判别方法,并通过实例加以说明。 关键词:公差原则,形位公差;尺寸链 中囤分类号:TG801 文献标识码:A 0引言 在机械加工或装配的过程中,尺寸链是求解工序尺寸或装配精度的重要手段。在查找尺寸链组成环时,除了零件上的长度尺寸外,还经常涉及到零件上的形位公差。尺寸精度、形位精度是保证机械零件功能要求的基础,二者既相互联系,又相互制约,公差原则是处理尺寸公差与形位公差关系的重要原则。以往在计算尺寸链时,通常把与线性尺寸环相连接的零件要素作为具有理想形状和理想位置来处理,或把形位公差包含在尺寸公差之内处理。随着检测技术以及人们对产品质量要求的不断提高,我们认识到在工程中若回避或忽略形位误差的影响,可能会造成零件的报废或产品不合格,给生产带来不应有的经济损失。 文献[1,2]等对形位公差在尺寸链中的处理作了有益的探索,但主要针对同轴度、对称度等少数形位公差,缺乏较全面的分析。本文从零件形位公差要素所采用的公差原则入手,理清形位公差与尺寸公差之间的关系,从而确定形位公差是否应该计入尺寸链,以及尺寸链中形位公差环性质的判别方法,从而为涉及形位公差的尺寸链的求解提供思路。 1 形位公差作为尺寸链组成环的条件 由于零件功能要求的不同,所采用的公差原则也不同[3]。公差原则分为独立原则和相关原则,相关原则又可分为包容原则和最大实体原则。根据零件尺寸及形位公差所采用的公差原则.在建立尺寸链的过程中,对形位公差的处理方法也有所不同。 1.1 对于按包容要求设计的零件要素 包容要求是被测实际要素处处不得超越最大实体边界的一种要求,它只适用于单一尺寸要素(圆柱面、两平行平面)的尺寸公差与形位公差之间的关系。采用包容要求的尺寸要素,应在其尺寸极限偏差或公差代号后加注符号“E”。包容要求的实质就是用零件的尺寸公差控制其形位公差,因此,形位公差不会对封闭环产生影响,在尺寸链的建立过程中,只需计入零件的尺寸及公差,而相应的形位公差不应计入尺寸链。 1.2对于按独立原则设计的零件要素 独立原则是指图样上给定的各个尺寸和形状、位置要求都是独立的,应该分别满足各 . ISO-2768未注尺寸公差、未注形位公差及表面粗糙度 一、未注尺寸公差按GB/T1804 )(mm(1)线性尺寸的极限偏差数值(GB/T1804-2000) mm )倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)2 ( 分段尺寸公差等级>30 >3~~0.53 ~6 30 >6) f(精密级2 ±±0.5 ±±0.2 1 ) 中等级m() c(粗糙级4 ±0.4 ±2 ±1 ±) 最粗级v(注:倒圆半径与倒角高度的含义见GB6403.4 (零件倒圆与倒角) (3)角度尺寸的极限偏差数值(GB/T1804-2000) 长度mm 公差等级≤10 >10~50 >60~120 >120~400 >400 ±20' ±30' 5' ±m(中等级) ±20' ±1°±±±30' 10' c(粗糙级) ±1°±30' 1°30' ±20' 最粗级v() ±±1°±2°±3°1° 二、未注形位公差按GB/T1184 (4)直线度和平面度未注公差值(GB/T1184-1996)(mm) ))垂直度未注公差值((5GB/T1184-1996 )mm ( 垂直度公差短边基本长度的范围公差等级3000 1000 300 ~>100~>1000100 ~~>3000.5 0.4 0.2 0.3 H 1 0.8 0.4 K 0.6 2 1 L 0.5 1,5 '. . (6)对称度未注公差值(GB/T1184-1996)(mm) 对称度公差基本长度的范围 公差等级~100 >100~300 >300~1000 >1000~3000 0.5 H 1 0.6 K 0.8 2 1 L 1.5 0.6 GB/T1184-1996))(mm(7)圆跳动的未注公差值( 圆跳动一公差等级般公差值0.1 H 0.2 K 0.5 L 三、选用原则 (1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。 (2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。 四、表面粗糙度 零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。 粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。 (1)取样长度和评定长度的选用值(GB/T1031-1995) Ra(μm) Rz(μm) 取样长度l(mm) 评定长度l n(mm) >0.003~0.02 >0.025~0.10 0.08 0.4 形位公差与尺寸公差的关系 一、基本概念 公差原则的定义 定义:处理尺寸公差和形位公差关系的规定。 分类: 1、体外作用尺寸 单一要素的作用尺寸简称作用尺寸MS。是实际尺寸和形状误差的综合结果。在被测要素的给定长度上,与实际内表面(孔)体外相接的最大理想面,或与实际外表面(轴)体外相接的最小理想面的直径或宽度,称为体外作用尺寸,即通常所称作用尺寸。 图例 局部实际尺寸和单一要素的体外作用尺寸 2、关联要素的体外作用尺寸 是局部实际尺寸与位置误差综合的结果。是指结合面全长上,与实际孔内接(或与实际轴外接)的最大(或最小)的理想轴(或孔)的尺寸。而该理想轴(或孔)必须与基准要素保持图样上给定的功能关系。 图例 关联体外作用尺寸 3、体内作用尺寸 在被测要素的给定长度上,与实际内表面(孔)体内相接的最小理想面,或与实际外表面(轴)体内相接的最大理想面的直径或宽度,称为体内作用尺寸。 4、最大实体状态(尺寸、边界) 最大实体状态(MMC):实际要素在给定长度上具有最大实体时的状态。 最大实体尺寸(MMS):实际要素在最大实体状态下的极限尺寸。 (轴的最大极限尺寸dmax,孔的最小极限尺寸Dmin) 边界:由设计给定的具有理想形状的极限包容面。 最大实体边界:尺寸为最大实体尺寸的边界。 5、最大实体实效状态(尺寸、边界) MMVC:在给定长度上,实际要素处于最大实体状态且其中心要素的形状或位置误差等于给出的形位公差值时的综合极限状态。MMVS:最大实体实效状态下的体外作用尺寸。 MMVS=MMS±t形·位 其中:对外表面取“+”;对内表面取“-” dMV =dfe=da+f =dM + t =dmax + t DMV=Dfe=Da-f =DM–t =Dmin- t 最大实体实效边界:尺寸为最大实体实效尺寸的边界。 最大实体实效尺寸(单一要素)表面粗糙度与标准公差表
尺寸公差、形位公差、粗糙度数值关系
各种材料表面粗糙度
粗糙度与公差等级
模具零件公差标准与表面粗糙度规范20160607
公差与配合、等级和粗糙度等知识汇总
表面粗糙度与公差等级的关系
尺寸公差、形位公差、表面粗糙度三者的关系
公差与配合标准表 孔轴公差 表面粗糙度 制图一标示
尺寸公差形位公差、表面粗糙度数值上的关系
公差配合新旧标准对照表及表面光洁度标准与表面粗糙度标准对照表
表面粗糙度和尺寸公差等级IT
尺寸公差与相关要求ISO
尺寸链中形位公差的判别与解算
ISO-2768未注尺寸公差未注形位公差及表面粗糙度
形位公差与尺寸公差的关系