浅谈西门子S7-300在钢铁脱硫工艺中的应用
S7-300PLC的应用(西门子s7-300授课资料,拿来大家共享!)

符号表
• 具体的下位机实现程序如下: • Network1:读H1压力PA仪表的数据
• CALL“DPRD DAT”
• LADDER:= W # 16 # 100 • RET_VAL:= MW80 // LADDER为要读出数据的模 块输入映像区的起始地址,必须用十六进制 // SFC的返回值,返回值在存储 字MW80中。执行时出现错误则返回故障代码
• SIEMENS 6RA70为全数字紧凑型整流器,可为变速直流驱动提 供电枢和励磁供电,具有精确的驱动控制功能和强大的通讯能力 (能支持PROFIBUS,USS等协议)。通过配备OMRON编码器可以 对轧机小车实施精确控制。
• OP3操作面板实现人一机对话,完成对各种参数的设定以及相 关参数的显示。 • 编码器和智能压力控制器将现场信号送入PLC相应模块,PLC根 据各信号执行各种指令,通过其终端模块发出的信号,使现场的 执行机构产生相应的动作
//上导盘轴向调整反转一拉出 //上导盘轴向调整右极限 //上导盘轴向调整正转一进入 //上导盘纵向锁紧压力下限 //上导盘随动 //上导盘横向锁紧压力下限 //上导盘轴向拉出 //上导盘轴向调整正转一进入 //上导盘轴向调整左极限 //上导盘轴向调整反转一拉出 //上导盘横向锁紧压力下限 //上导盘随动
S7-300PLC的工程应用
刘美俊
S7-300 PLC在钢铁生产线中的应用
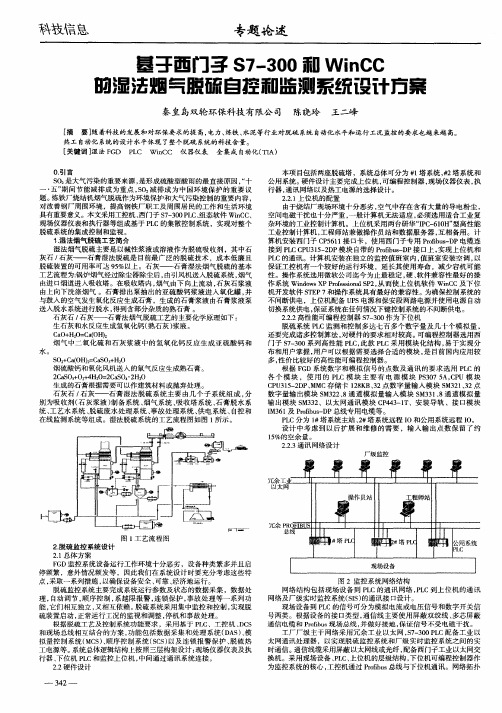
某钢铁公司铁水预处理脱硫工艺主要包括粉料储存系统、供气系 统、喷吹系统和除尘系统。其中粉料储存系统主要是将脱硫剂粉 料从料仓送出并经旋转给料器进入分配罐,供气系统主要对作为 工作气源和载体气源的氮气进行预处理,除尘系统对铁水喷吹过 程中产生的烟尘进行处理排放,整个工艺的关键是喷吹系统,如 图所示。 •系统主要由分配罐、喷抢和防溅罩三部分组成。分配罐的功能是 向喷枪管道提供具有一定压力的粉气混合流体,即铁水脱硫剂粉 料和氮气;喷枪的功能是按工艺要求将粉气混合流体喷送到不同 深度要求的铁水中,使脱硫剂在上浮过程中与铁水充分接触,脱 去铁水中的硫。防溅罩的功能则是降低喷吹过程中产生铁水飞溅 到铁水罐外的可能性
基于西门子S7-300和WinCC的湿法烟气脱硫自控和监测系统设计方案
由于烧结厂现场环境 十分 恶劣 , 空气中存在含有大量的导电粉尘 , 空 间电磁干扰也十分严重 , 般计算 机无 法适应 , 一 必须选用适合工业复 杂环境的工业控制计算机 。上位机采用两台研华“ C 60 ” I 一 1 H 型高性能 P 工业控制计算机 , 师站兼做操作 员站 和数据服务器 , 工程 互相备用。计 算机安装西门子 C 5 1 接 口卡 , P 61 使用西 门子专 用 Po b sD r u~ P电缆连 i f 接 到 P CC U 1— DP模块 自带 的 Po bs D L P 352 rf u— P接 口上 , i 实现上位机和
C O H0 C (H) a + 2= aO 2 烟气 中二 氧化硫 和石灰 浆液 中的氢氧化 钙反应 生成亚硫 酸钙 和 水。 S 2C ( 1 C S 3H2 O+ a 2 a O+ 0 OH = 烟硫酸钙和氧化风机送入的氧气 反应生成熟石膏 。
2 S + + H2 2 S ・ H2 Ca O3 02 4 0= Ca O4 2 0
行 器 , 讯 网 络 以及 热 工 电源 的选 择 设 计 。 通 221 位 机 的配 置 .. 上
热工 自动 化 系统 的设 计 水 平 体 现 了整 个 脱硫 系统 的科 技 含 量 。
[ 关键词 】 湿法 F D P C Wi C 仪器仪 表 G L n C
0 引 言 .
科技信息
专题论述
ห้องสมุดไป่ตู้
基于西门子 S — 0 7 3 0和 WiC nC 的湿 法烟 号膜硫 自控 和监 测 系 统 设 计 方案
秦皇岛双轮环保科技有限公司 陈晓玲 王二峰
[ 摘 要] 随着科技 的发展和对环保要求的提 高, 电力、 炼铁 、 水泥等行业对脱硫 系统 自 动化水平和运行工况监控 的要求也越来越 高。 全 集成 自  ̄ T A 动q ( I ) 本项 目包括两座脱硫塔 ,系统总体可分为 撑 塔 系统 , 塔系统和 l 公用 系统 。 硬件设计 主要完成上位机 , 可编程控制器 , 现场仪器仪表 , 执
西门子S7-300 PLC实现脱硫岛的自动控制
证 了锅炉 带负荷能 力及稳 定运行。 ( ) 艺 水 箱液 位 调 节 控 制 : 2 工 主机 的 工业 水 经过 滤器进 入 脱硫 岛的 工艺水箱 。
目 女 ( 准
+
,
{| m I n = r F邮 P 5
m F邮 I 一 n
+
普 啪F肺T 0 I 1
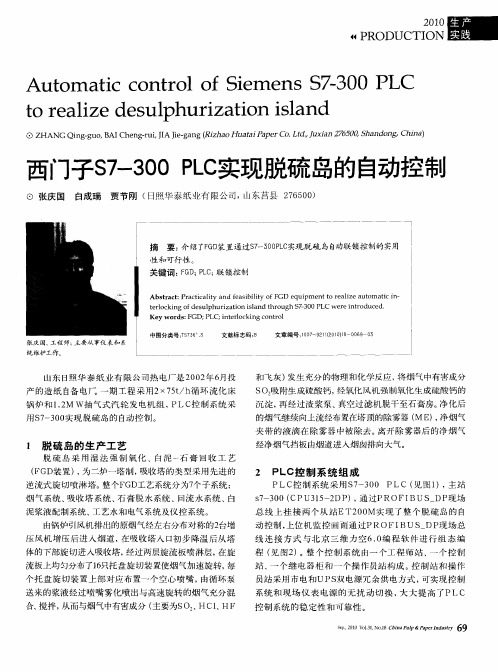
程 ( 图2 。 个控 制 系统 由一个工 程 师站 、 个 控制 见 ) 整 一 站、 个继 电器柜 和 一个操 作员站 构成 。 制站 和 操作 一 控
布置一个 空心喷 嘴 , 由循环 泵
员站 采用 市电和 UP 双 电源 冗余供 电方式 , S 可实现 控制 系统 和 现场 仪 表 电源的 无扰 动 切 换 , 大 提 高 了PLC 大 控 制 系统 的稳 定性和 可靠性 。
的 烟 气 夹 带 了大 量 含 有 浆 液 固 体 物 的 液 滴 , 不 除去将 沉 积在 吸收塔 下游 侧 设备 如 表面, 增加荷 重 , 剧 腐蚀 , 响加 热 器热 加 影 交换 而且 会污 染周 围环 境 。因此 在吸 收塔
21 s —3 0 件配 置 ( I . 7 0硬 表 ) 22 ¥ - 0 软 件组态 . 730 在“I S MATI Ma a e ” 源管理 器中建 立9 C n gr 资 个
功 ̄ F f 2 g C N 个数据块 , 如表2 。
控 对 象( 量值 ) 测 的差值 , 照PI 算 法计算 出控制 器的 按 D 输 出值 , 制执行 机构及 时调 整被控 对象 的变化 。 控
3 F 要 顺 序 逻 辑 控 制 GD主
F 主要 顺序逻辑 控制 采用S P 的F 1 GD TE 7 B4 功能块
进 行连 续控 制 , 1 制 器根 据 设定值 ( FB4 控 给定 值 ) 与被
S7-300在高炉冶炼中的应用

S7-300在高炉冶炼中的应用作者:王培玉来源:《科技资讯》 2011年第12期王培玉(徐州铁矿集团徐州第二钢铁有限公司江苏徐州 221138)摘要:本文介绍了高炉自动控制系统的组成,并详细介绍西门子S7-300在高炉生产自动控制中的应用。
关键词:S7-300;高炉自动化;炼铁中图分类号:TP2文献标识码:A文章编号:1672-3791(2011)04(c)-0000-001 绪论:作为炼铁工艺的新设备,高炉自动化控制系统对整个高炉生产过程而言具有极其重要的意义。
高效稳定的控制系统可以提高钢铁企业的产量,从而提高了经济效益并能保证整个冶炼过程的安全生产。
2 高炉自动控制系统组成:高炉生产连续性强`控制系统复杂,过程参数多,在生产过程中通过及时掌握各种过程参数的变化,正确分析高炉运行炉况,及时调整工艺参数,对促进高炉生产稳定,协调和优化整个控制系统具有积极作用。
高炉控制系统一般由高炉本体控制系统`上料控制系统`热风控制系统和煤气净化控制系统组成。
系统分为现场控制级与中控操作监控两部分,其中现场控制级由PLCS7-300主站构成,中控操作由一个工程师站和四个操作员站构成,集程序编制`过程动态控制`实时监控`历史数据存档`查阅等功能与一体。
2.1高炉本体控制系统:高炉本体控制系统包括高炉本体各层温度参数的采集,炉顶煤气压力`风压`风量及冷却水压力`流量的采集,炉顶均压阀组的调节,热风温度的采集及混风阀的调节等。
其控制系统基于Windows2000操作平台,借助于Wincc提供的功能强大的监视与控制组态软件,建立一个人性化的人机对话界面,它可以精确的监视和控制生产过程,并优化设备和企业的资源管理,动态的显示高炉本体工艺流程和生产过程参数,并实时监控记录,根据工艺要求显示高炉部分过程参数的实时趋势曲线和历史画面,提供给操作工长,以便了解设备的工作状况和分析高炉炉况,并采取相应的措施保证高炉生产的稳定`高产。
基于S7-300PLC的烧结脱硫消化器系统设计 汪苇榕
基于S7-300PLC的烧结脱硫消化器系统设计汪苇榕摘要:消化器在烧结脱硫生产工艺中有着至关重要的作用,本文主要介绍消化器工作原理、消化器系统的工艺结构、工艺流程及整改后的控制方式,达到提高产品质量、减低劳动强度的目的。
关键词:消化器;脱硫一.前言消化器应用于烧结半干法脱硫系统的石灰消化工序,采用三级消化,通过三级干粉消化器内的合理配水等多到工序将生石灰(CaO)消化成蓬松状的消石灰干粉(Ca(OH)2),其主要化学方程式为:CaO + H2O = Ca(OH)2。
消化器所产的消石灰干粉(Ca(OH)2)送入到脱硫吸收塔中与烟气中的二氧化硫反应产生亚硫酸钙(CaSO3)与水,实现烧结烟气脱硫效果,从而消除二氧化硫对空气的污染,其主要化学方程式为:Ca(OH)2+SO2=CaSO3+H2O。
我公司烧结半干法脱硫消化器系统以往存在配水水率波动大、产品品质一般,浪费各种生产资源。
在节能减排、高效生产的提倡下,对消化器的改造刻不容缓。
本系统以西门子S7-300PLC为核心控制单元,采用现场总线PROFIBUS-DP协议形式;电气系统设计重要的基本连锁关系,其余线号及逻辑处理在PLC系统内部完成,减少了相应的电气逻辑设备单元,优化控制方式及模式;重新计算给水、给料配比方程式,采用PID调节控制水泵变频器频率给定,实现给水给料完美调节方案,产出高质量消石灰干粉。
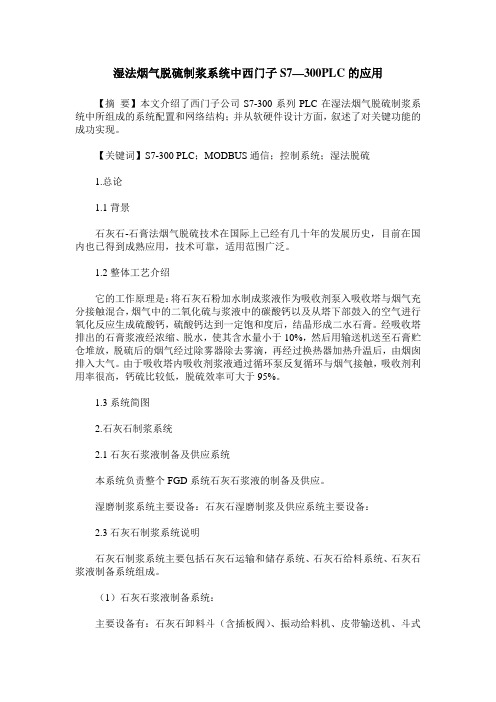
二、消化器系统工艺结构如图1为消化器工艺图,消化器主要分为两个系统:给水给料系统与消化系统。
给水给料系统:主要通过螺旋给料机、皮带秤将生石灰仓里面生石灰按设定量取出转运到消化器里面。
然后通过消化水泵按要求配比将消化水池水打到消化器里面。
主要设备包含:螺旋给料机、皮带秤、消化水泵、水流量计。
消化系统:主要将通过消化鼓风机将空气鼓入到消化器里面,然后三级消化器转动、二级消化器转动、一级消化器转动将送人的生石灰与水进行搅拌混匀反应,通过每级消化器的温度监控来判断消石灰(Ca(OH)2)生成的化学反应效果。
湿法烟气脱硫制浆系统中西门子S7—300PLC的应用
湿法烟气脱硫制浆系统中西门子S7—300PLC的应用【摘要】本文介绍了西门子公司S7-300系列PLC在湿法烟气脱硫制浆系统中所组成的系统配置和网络结构;并从软硬件设计方面,叙述了对关键功能的成功实现。
【关键词】S7-300 PLC;MODBUS通信;控制系统;湿法脱硫1.总论1.1背景石灰石-石膏法烟气脱硫技术在国际上已经有几十年的发展历史,目前在国内也已得到成熟应用,技术可靠,适用范围广泛。
1.2整体工艺介绍它的工作原理是:将石灰石粉加水制成浆液作为吸收剂泵入吸收塔与烟气充分接触混合,烟气中的二氧化硫与浆液中的碳酸钙以及从塔下部鼓入的空气进行氧化反应生成硫酸钙,硫酸钙达到一定饱和度后,结晶形成二水石膏。
经吸收塔排出的石膏浆液经浓缩、脱水,使其含水量小于10%,然后用输送机送至石膏贮仓堆放,脱硫后的烟气经过除雾器除去雾滴,再经过换热器加热升温后,由烟囱排入大气。
由于吸收塔内吸收剂浆液通过循环泵反复循环与烟气接触,吸收剂利用率很高,钙硫比较低,脱硫效率可大于95%。
1.3系统简图2.石灰石制浆系统2.1石灰石浆液制备及供应系统本系统负责整个FGD系统石灰石浆液的制备及供应。
湿磨制浆系统主要设备:石灰石湿磨制浆及供应系统主要设备:2.3石灰石制浆系统说明石灰石制浆系统主要包括石灰石运输和储存系统、石灰石给料系统、石灰石浆液制备系统组成。
(1)石灰石浆液制备系统:主要设备有:石灰石卸料斗(含插板阀)、振动给料机、皮带输送机、斗式提升机、石灰石贮仓、仓底插板门、仓底振动给料机、卸料间布袋除尘装置、石灰石贮仓布袋除尘器等设备。
控制方式:上料时按照逆石灰石输送方向,停机时按照顺石灰石输送方向。
注意:石灰石仓料位的控制。
(2)石灰石给料系统。
主要设备:称重给料机控制方式:石灰石通过储存仓进入给料机,通过输送带进入称重给料机。
当给料时称重给料机控制柜把运算后产生瞬时流量信号,PLC把瞬时流量信号作为测量值与预先设定的给料信号进行比例积分调节。
基于PLCS7-300烟气脱硫控制系统的设计

基于PLCS7-300烟气脱硫控制系统的设计第一篇:基于PLC S7-300烟气脱硫控制系统的设计基于PLC S7-300烟气脱硫控制系统的设计引言在现代生产再生胶的烟气脱硫技术中,存在干法、湿法两种脱硫方法;本文所涉及的这套控制系统是基于湿法中的双碱法脱硫技术而制作的。
山东菏泽东明石化6#、7#炉所使用的这套脱硫电气控制系统是由笔者自行设计的,设计这套控制系统的目的在于:(1)方便运行人员的操作,由于现场存在很多零碎的设备:渣浆泵、搅拌机、循环泵、控制阀、灰库等,运行人员要想做到有的放矢、从容不迫就需要一个灵活的操作空间;(2)plc控制系统的应用减少了这些零碎设备的事故发生率,减少了脱硫运行成本;(3)实时监控,方便存储记录,达到自动运行和手动相结合的效果。
脱硫工艺概述经过多年研究,国内外目前已开发出200种以上的so2控制技术。
这些技术可分为:(1)燃烧前脱硫(如洗煤,微生物脱硫);(2)燃烧中脱硫(工业型煤固硫、炉内喷钙);(3)燃烧后脱硫,即烟气脱硫(flue gas desulfurization,fgd)。
fgd法是目前世界上唯一大规模商业化应用的脱硫方式,是控制酸雨和二氧化硫污染最主要的技术手段。
目前,世界上燃煤电厂烟气脱硫工艺方法很多,这些方法的应用主要取决于锅炉容量、燃烧设备的类型、燃料的种类和含硫量的多少、脱硫效率、脱硫剂的供应条件及电厂的地理位置、副产品的利用等因素。
按脱硫的方式和产物的处理形式一般可分为湿法、干法和半干法三大类。
(1)湿法烟气脱硫技术(wfgd技术)常见的湿法烟气脱硫技术主要有石灰/石灰石—石膏法、双碱法(na-ca)、氧化镁法、海水脱硫法、磷铵肥法等。
第一代的fgd以石灰/石灰石湿法为代表,其装置主要安装在美国和日本。
在美国,大多数大中型燃煤锅炉所采用的fgd工艺均为湿法,湿法约占fgd总容量的92%。
在日本,烟气脱硫技术主要采用湿法和回收法,其中湿法石灰石-石膏法约占总容量的一半。
PLC在锅炉烟气脱硫控制中的作用研究
PLC在锅炉烟气脱硫控制中的作用研究【摘要】我国大气污染的主要污染源为二氧化硫,在技术迅速发展的新形势下,怎样有效的实现脱硫控制是现代企业生产不可或缺的一部分。
笔者分析了当前广泛使用的PLC在锅炉烟气脱硫控制技术,并就我国PLC在锅炉烟气脱硫控制的人才培养提出策略。
【关键词】PLC;锅炉烟气脱硫;人才一、引言经济增长让我国人们的生活水平快速提升,然而同时也造成我们周边生活环境持续恶化,政府和人民渐渐意识到环境破坏带来危害,由此提出了经济和环境需要协调发展的理念。
空气污染和我们的生活密切连词,由于它会直接导致人们整体死亡率升高,影响生态系统平衡,造成不可估量经济损失。
其中火电厂、钢铁厂锅炉燃烧所产生的废气是空气污染的最大源头。
我国能源主要是煤炭,燃煤产生的二氧化硫成了破坏我国空气质量的最主要原因。
所以,锅炉烟气脱硫是降低二氧化硫的关键环节。
锅炉烟气脱硫系统有着较强的复杂性,对于控制系统的要求是非常高的。
而目前利用PLC控制是一类较尖端,实用性强,应用日渐普及的一类脱硫设备。
该设备有着可靠性强、可承受恶劣的环境、易于操作、性价比高等有事,正被大量应用在锅炉烟气脱硫之中。
二、PLC脱硫控制系统组成(一)中央处理单元通常选用CPU226CN作为中央处理单元,具有24个数字量输入以及16个数字量输出,可扩展到248点数字量和35路模拟量。
S7-200CPU的指令功能强大,可以进行数字量逻辑控制、数据处理及闭环过程控制等。
(二)扩展模块数字量扩展模块包括:EM223CN,8输入DC24V/8继电器输出;EM221CN,8输入DC24V。
模拟量扩展模块:2个EM231CN,4路模拟量输入,12位分辨率;EM232CN,2路模拟量输出,12位分辨率。
(三)PLC控制系统功能PLC控制系统完成数据采集、模拟量控制以及顺序控制等功能。
1、数据采集功能上位机(工控机)安装了组态王KINGVIEW6.53监控软件,它与S7-200之间通过自由口通信方式建立连接,实现数据传输。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
烟 气 绝热 的饱 和温 度 之 间的 差 值 . 对 整 个 脱 硫 过 程 的 效 率 和 稳 定 性有 着 极 其 重 要 的作 用 . . 差值 越 少 . 蒸发的就越慢 . 存 在 液 相 的 时 间就 越 长 . 这样 才能 使 脱 硫 剂 和 烟 气 中 的 二 氧 化 硫 反 应 的 时 间加 长 , 提高脱硫的效率。 从 另一 面来 说 . 反 应 过 程 中 的 脱硫 剂 在 进 入 脱 硫 塔 的 时 候 必 须 保证 是 干燥 的 . 以 及 整 个 脱 硫 系统 的运 行 必 须 保 证 是 在 零 点 以上 . 否 则 就 会 导 致 系 统 粘 壁 出现 结 露 和 阻 塞 . . 对 整 个 工 程 系统 进 行 综 合 考 虑 . 差 值 的 温度 一定 要 控 制 在 l 0摄 氏度 左 右 系 统 使 用 下 面 的 方 案: 在 整个 系 统 的 控 制 过 程 中 . 依 据 锅 炉 的 负 荷 和 炯气 温 度 构 成 的 函数 曲线 以及 脱 硫 塔 人 口处 的 烟气 量 . 综 合 计 算 可 以 获 得 锅炉 烟 气 的热 量 . 与循 环 灰 的湿 水 量 和 降 温 所 用 的 喷 水 量的总和. 然 后 进行 计 算 最 终 得 到 吸热 量 . 最后 进 行 比较 . 它 们 之 间 的差 值 可 以 当作 喷 水 量 的 前 馈 信号 . 把脱硫塔的出 口 温 度 当作 微 量 调 节 的校 正信 号 系统 的 调 节 回路 的调 节 方 式 是串级调节 . 上级调节器是一个 温度调节器 . 下 级 的调 节 器 是 一 个控 制 喷 水量 的调 节器 . 当温 度 发生 改 变 的 时候 . 对 喷 水 阀 的开 度 进行 调节 来 控 制 喷水 量 使 用 1 o 0热 电 阻来 检 测 温 度并 且 还 要用 不 锈 钢 的保 护 套将 其 保 护起 来 .因为 它 在 信 号 响应 的时候 会 有 滞后 作 用 .所 以在 调 节 回路 中 增添 了微 分 环 节来 防 止负 荷 突变 . 进 而 实现 系 统动 态 响应 特性 的 改善
应 用 技 术
詈 ■ ■ ●蕾 皇 一 I
浅谈西 门子 S 7 — 3 0 0在钢铁脱硫工艺 中的应 用
张 建 飞
一
3 0 0可 编 程 控 制 器 的编 程 语 言 . 它 包 括 了 自动 项 目从 启 动 到 实施 、 最后 到测 试 以及 每 一个 过 程 所 需 要 的服 务 和 功 能
一
、
S T E P 7软件 的设计
S T E P 7软件 编程 的方 式 采 用 的是 结 构 化 . 将 控 制 系 统 划 分成功能相互独立的部分 . 然 后 再 通 过 相 应 的 控 制 功 能模 块 来进行编程 . 使 使 用 系 统 的组 织 块 O B I 把 这 些 分 成 块 的 功 能 块 和一 些 编 程 的 中断 功 能 联 系 到 一 起 . 组成一个整 体 . 进 而 来保 证 系统 能 够 可 靠 、 高效 地 运 行 通 过 使 用 这 样 的 编 程 结 构 . 最 大 的好 处 就 是 方 便 对 系统 进行 维 护 和 扩 展 . 可 以根 据 实 际 的 生 产 情 况 方 便 地 对 系 统 的 某 项 功 能 进 行 修 改 以及 删 除 也 可 以 随着 生 产 的 不 断 发 展 以及 功 能 的完 善 . 对 生 产 过 程 加 入 更多 的 功能 块 图 1 是 整个 脱硫 工 艺 的主 要控 制 框 图 在系统控制逻辑的设计过程中 . 我 们 应 该 充 分 考 虑 到 以 下几个方面的因素 : 1 . 这 个 脱 硫 系 统 在 启 动 与 停 机 的过 程 都 需 要 诸 多设 备 的参 与 .不 同 时 间 不 同位 置 对 设 备 的启 动 有 不 同 的要 求 比如 . Y‘ 广—奄 { 丽 在 系 统 脱 硫 系 统 启 动 而 > L 二: 的过 程 中 .在 开启 轴 流 式增 压 风机 之前 . 为 了避 免 出现 过 载 现 象 .就 对 轴 流 式 增 压 系统 动失 败信息 羔± 风 机 的进 风 阀进 行 关 ==]二二= 发送启 动成功信息 恢 复初 始 状 态 闭 .前 导 叶也 需 要 关 闭. 出 风 阀 需 要 打 开 、 增 压 风 机 启 动 的 时 候 .要 保 证 它 的 电 机 正 常 运 转 .并 要 在 一 分 钟 内 .打 开 增 压 风 N 机 的进 风 阀并 将 前 导 执行相应的故障 ± 叶 调 整 到 相 应 的 开 巾断动作 并报 警 系统停机并报警 度 .否 则 就 会 出 现 失 图 1 整 个脱 硫 工 艺 的 主 要 控 制框 图 速 的现 象 :在 启 动 以 及 关 闭循 环 系统 的 过 程时. 必 须 依 照规 定 的 时 间 和顺 序 进 行 操 作 . 否 则 就 会 出 现 故 障 。例 如 : 输 送 的 物料 被 阻 塞 . 传 动 电 机 出 现过 载 问题 等 根据系统这一情况 . 我 们 在 编程 的 时 候 . 应 该 将 启 动 系 统 的 这 一模 块 独 提 供方 便 2 . 系统 是根 据 出 现故 障后 . 对 系 统产 生 损害 程 度 大小 来 划 定故 障 的等 级 。 然后 对故 障进 行一 系 列 的处 理 . 处 理 包括 : 自动 检测 、 报 警 和处理 。当 系统 出现 问题 的时候 . 它能 够 自动对故 障 进行检 测并 确定它 的位 置 . 然 后对 故障 的等级 进行 确定 . 与此 同 时进行 声光 报警 如 果发生 的故 障严重影 响 到整 个系统 的安 全 时候 . 系统就 会按 照编程 所设 置的停 机程序 进行停 机 3 . 因 为在 脱 硫 过 程 中 使 用 的 是 新 : [ 艺. 我 们 应 该 对 系 统 的 可靠 性 以及 安 全 性 进行 考 虑 . . 对控 制 系 统 的设 计有 三 种 模 式: 第一 . 就地操作箱 手动控制模式 : 第二 . 远 程 自动 控 制 模 式; 第_ 二. 远 程 软 手 控 制模 式 。 系统 的 自动 模 式 能 够方 便 地 的 使 系 统进 行 启 动 和停 机 . 远 程 软 手模 式 能够 在 上 位 机 上 完 成 单 个设 备 的 电动 . 这 种 方 式 极 大地 方便 了调 试 这 一 过 程 的实 现。 在 系 统 正 常运 行 的状 况 下 . 可 以通 过 编程 . 在 原地 方 使 用 操 作箱 来完 成远 程 以 及就 地 切 换 . 可 以方 便 现 场 故 障 的维 修 和 处 理