利用槽角对托辊式皮带输送机纠偏
托辊防输送带跑偏的几种方法
输送带运行时,可能由于输送带拉力不足、物料偏心堆积、机架变形、托辊轴承缺陷、安装不对中、接头歪斜、输送带拉力分布不均等,引起输送带跑偏。
生产实践证明,机头、机尾不平行时输送带跑紧边不跑松边;安装不水平时,输送带跑高处不跑低处;安装下托辊不垂直时,输送带跑后不跑前。
安装防跑偏托辊是纠正皮带跑偏的一个重要措施。
以下是几种常用的防跑偏托辊的工作原理,可供选用防跑偏托辊时参考。
1调心托辊防输送带跑偏一般输送带跑偏范围不太大,可用槽形调偏托辊自动调整。
它的工作原理为:在活动的上横梁上有3个托辊和2个垂直的挡边轮,上横梁支承在下横梁上,并能以支点为中心,在一定角度内顺时针或逆时针转动。
当输送带跑偏到一定量时,输送带碰到某一侧的挡边轮(如右侧),使上横梁绕支点逆时针转动一定角度。
输送带给3个托辊与运动力方向一致的力F,F可分解为使辊子绕自己轴线转动的力Fr和使辊子轴向移动的力Fa。
上横梁对辊子的定位使辊子不能轴向移动,因而辊子作用给输送带的反力促使输送带复位。
调心托辊有几个缺点:一是给输送带的反力太小,转角在10°左右,调心效果不明显。
二是一旦输送带向中心位置移动后,与右挡边轮就脱离了接触,没有其他的力来使上横梁复位,如果此时引起跑偏的临时性因素已经消失,那么输送带将在Fa的反力作用下继续向左挡轮一侧移动,直至阻力等于Fa。
如果转动轴阻塞调心托辊就不再有纠偏作用了。
如果Fa过大,在另一个Fa的作用下输送带将再次向右挡边轮方向移动,开始一个新的循环,从而形成不稳定的“蛇行运动”。
输送带的蛇行运动使运动阻力增大,输送带边胶磨损加快。
三是如果输送带逆向运行,输送带在Fa的作用下将越跑越偏。
因此,挡边轮一定要装在运行方向机架后方。
2托辊向输送带运行方向前倾防输送带跑偏这种方法就是将两个侧托辊均向输送带运行方向前倾一个角度,这个角度一般取2°~3°。
跑偏时两侧托辊对输送带的阻力不同,该阻力垂直于输送带运行方向的分力不等,此分力为纠偏力,在此纠偏力的作用下输送带复位。
皮带输送机调心托辊纠偏原理和应用

皮带输送机调心托辊纠偏原理和应用调心托辊纠偏是通过调整托辊组的位置,使皮带自动回到中心位置的一种技术。
其基本原理是通过对托辊组的调整,改变托辊组对皮带的承力点位置,从而产生偏心力,使皮带自动纠正偏移。
具体原理如下:1.托辊组安装:按照一定的间距和倾角安装托辊组。
一般情况下,调心托辊组通常安装在皮带机的两端,并且离压紧装置近处的托辊比较短,以便于对皮带的调整。
2.调整托辊组位置:通过调整托辊组的位置,使其与输送皮带产生偏心作用力。
一般来说,如果皮带偏离左侧,则应将右侧的托辊组向右移动,以产生向左的偏心力,使皮带恢复到中心位置。
3.偏移力的作用:当托辊组发生偏心时,偏心力会使皮带产生一定的倾斜,进而引起皮带上的张力发生变化。
根据皮带的张力变化情况,通过调整托辊组的位置,使得偏心力能够使皮带产生反向偏移,并最终将皮带纠正到中心位置。
调心托辊纠偏技术的应用主要包括以下几个方面:1.皮带输送机:在长距离、大扬程和高速输送的皮带输送机上,为了确保输送效率和设备正常运行,调心托辊纠偏技术十分重要。
通过对托辊组的调整,可以有效降低皮带偏移概率,提高输送效率。
2.输送系统:在整个输送系统中,调心托辊纠偏技术可以应用于各种类型的输送设备,如直线输送机、斜向输送机、弯道输送机等。
通过对输送设备中的托辊组进行调整,可以有效减少偏移现象,确保物料顺利输送。
3.矿山行业:在矿山行业中,物料输送是必不可少的环节,并且通常存在长距离、大扬程的输送要求。
因此,调心托辊纠偏技术在该行业的应用非常广泛。
通过对托辊组的调整,可以降低偏移概率,保证物料的顺利输送。
4.冶金行业:在冶金行业中,调心托辊纠偏技术主要应用于物料的高温输送。
高温环境下,皮带易发生热变形,导致偏移。
通过对托辊组的调整,可以及时纠正皮带的偏移,提高输送效率,减少设备故障。
总之,调心托辊纠偏技术是一种对皮带输送机进行优化的方法。
通过适当调整托辊组的位置,可以有效地纠正皮带的偏移,提高输送效率和设备的运行稳定性,广泛应用于各个行业的物料输送中。
皮带输送机的纠偏装置

皮带式输送机因其自身显著的特点和优势而在我们国家的煤炭输送当中得到了广泛的应用,这主要就是因为皮带输送机具有输送距离长、容易实现连续输送且运行可靠安全等特点。
在长期的使用过程当中,相关方面的工作人员已经对皮带输送机在应用过程当中可能出现的安全问题进行了分析和研究并相应的制定出了堆煤、跑偏以及烟雾和温度等多种保护措施,但是发展到目前为止仍然存在安全事故的发生。
正是因为这样,我们在皮带式输送机当中安装和推广应用GVD防撕裂保护和KHJ沿线急停保护,将原有的切割磁力线感应速度保护装置改变为VCS测速装置,除此之外,我们还发现槽角的增大能够在很大程度上提高托辊式皮带输送机的纠偏性能和爬坡能力,槽角的增大对于皮带输送机的最大爬坡角的提高也有一定帮助,不仅如此,在实际的应用过程当中我们还发现槽角的增大能够适当降低皮带输送机所能够良好适应的转弯半径,真对于皮带输送机整机性能的提高无疑也是非常有意义的,因此本文当中我们也将重点就这样一个方面的问题展开详述。
当然,槽角也不能够无限度的增加,甚至于槽角在适当的范围内增大也还是存在着一定程度的不利因素的,这主要集中在动力和资金上面,槽角的增大直接导致的就是皮带运输机运输阻力的增大,相应的就会导致机架以及输送带等成本上的增加。
即便如此,我们综合性分析其利弊仍然认为,增大槽角在现代工业环境下仍然是非常有意义和必要的。
2 皮带保护装置设计的基本原理目前在煤炭企业当中应用较多的是托辊式皮带输送机,对于托辊式皮带输送机而言,如果其槽角过小的话,就会存在一系列不良的问题,主要就是在运输的过程当中容易出现掉渣的问题,大块的矸石容易在运输的过程当中直接从皮带上掉下来,正是因为这样,皮带保护装置对于皮带输送机而言就是非常之关键的。
下文当中我们主要是结合VCS测速保护、GVD防撕裂保护和KHJ沿线急停保护这样三个具体的方面来进行说明:VCS测速保护实际上就是在皮带输送机运行的过程当中,如果从动滚筒的转速持续低于正常转速的一半超过既定的时间以后,速度传感器就会将这样一个低速信号及时的传递到单片机上去来使其发出低速停车信号,通过这样一种方式来实现低速保护;GVD防撕裂保护则是指针对于皮带输送机的皮带发生撕裂故障的问题,在皮带发生撕裂状况之后,皮带上运输的物料就会洒落到防撕裂产传感器上去,防撕裂传感器只要感应到物体下落就会及时的将信息传递到单片机上去,同样的,单片机在接收到信号之后就会及时的对皮带输送机进行控制保证其及时停车,通过这样一种方式来实现防撕裂保护;KHJ沿线急停保护装置则是在沿线任一紧急停车开关被接通之后就会相应的采取停车保护。
托辊组在皮带输送机上的防跑偏机理

托辊组在皮带输送机上的防跑偏机理皮带输送机作为散装物料主要的输送设备,输送带的跑偏现象,是皮带输送机运行时最常见的问题之一。
经常发生跑偏事故,会影响输送带的使用寿命,严重的会发生停机事故或导致人员伤亡等事故。
输送带运行时出现的跑偏现象,主要是由于张力不足、输送带上物料重心不居中、机架制作安装时的变形、托辊轴承自身缺陷、输送带安装错位不居中、接头歪斜、张力分布不均衡等,都能引起输送带跑偏。
本文是根据多年现场实践,从使用者角度出发,利用力学原理分析来说明托辊组防输送带跑偏的机理。
实践证明,机头、机尾不平行时输送带跑偏紧边不跑松边;安装不水平时,跑高处不跑低处;安装下托辊不垂直时输送带跑后不跑前。
一般以托辊的稳定系数来衡量跑偏纠正能力。
在皮带输送机的设计过程中,常用的托辊有槽型托辊、前倾托辊、过渡托辊、缓冲托辊、调心托辊、平形托辊、V形前倾托辊、下调心托辊、螺旋托辊及吊挂托辊等。
现针对一些常用的,能起到跑偏调心作用的托辊进行跑偏机理分析,为今后在皮带输送机托辊选型中提供一定的基础理论。
1、调心托辊防跑偏机理如果输送带跑偏量不是很大,可以用槽型调心托辊自动调整。
槽型调心托辊纠偏机理如图1。
图1 调偏托辊防跑偏机理2、前倾托辊防跑偏机理前倾托辊就是将托辊组的两个侧托辊向输送带运行方向前倾一个角度,这个角度很小,一般在2°~3°。
前倾托辊组受力分析如图2。
图2 前倾托辊防跑偏机理前倾托辊组的纠偏力是由前倾托辊的两个侧托辊产生的纠偏力之差,数值比较小,为了纠偏能力效果好,尽量将所有上托辊前倾2°~3°,也可以间隔几组设置一组前倾托辊,这样布置的托辊组,阻力减少了很多,但纠偏效果会差一些。
3、V形下托辊防跑偏机理回程段输送带跑偏可以设置下调心托辊,其工作原理与上调心托辊相似。
另一种防跑偏的方法就是设置V形下托辊,其受力分析如图3。
图3 V形下托辊防跑偏机理4、螺旋侧托辊防跑偏机理螺旋托辊的设计也是防止跑偏的有效措施之一,其受力分析如图4。
皮带跑偏原因及纠正措施
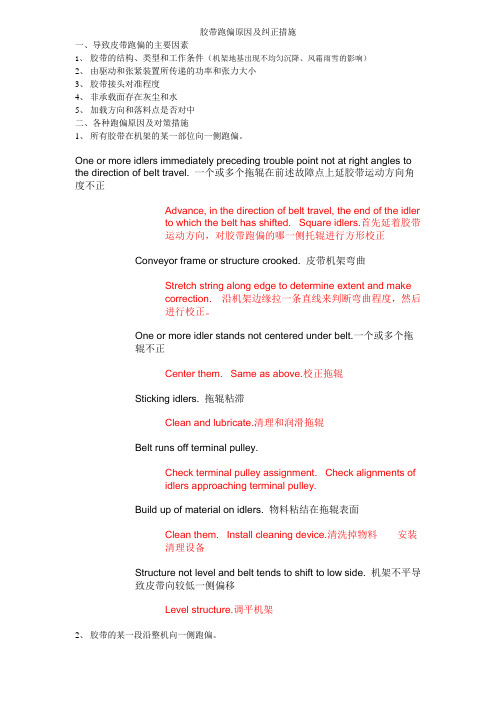
胶带跑偏原因及纠正措施一、导致皮带跑偏的主要因素1、胶带的结构、类型和工作条件(机架地基出现不均匀沉降、风霜雨雪的影响)2、由驱动和张紧装置所传递的功率和张力大小3、胶带接头对准程度4、非承载面存在灰尘和水5、加载方向和落料点是否对中二、各种跑偏原因及对策措施1、所有胶带在机架的某一部位向一侧跑偏。
One or more idlers immediately preceding trouble point not at right angles to the direction of belt travel.一个或多个拖辊在前述故障点上延胶带运动方向角度不正Advance, in the direction of belt travel, the end of the idlerto which the belt has shifted. Square idlers.首先延着胶带运动方向,对胶带跑偏的哪一侧托辊进行方形校正Conveyor frame or structure crooked.皮带机架弯曲Stretch string along edge to determine extent and makecorrection.沿机架边缘拉一条直线来判断弯曲程度,然后进行校正。
One or more idler stands not centered under belt.一个或多个拖辊不正Center them. Same as above.校正拖辊Sticking idlers.拖辊粘滞Clean and lubricate.清理和润滑拖辊Belt runs off terminal pulley.Check terminal pulley assignment. Check alignments ofidlers approaching terminal pulley.Build up of material on idlers.物料粘结在拖辊表面Clean them. Install cleaning device.清洗掉物料安装清理设备Structure not level and belt tends to shift to low side.机架不平导致皮带向较低一侧偏移Level structure.调平机架2、胶带的某一段沿整机向一侧跑偏。
皮带输送机皮带跑偏的调整方法

皮带输送机皮带跑偏的调整欧阳学文1 .调整承载托辊组皮带机的皮带在整个皮带输送机的中部跑偏时可调整托辊组的位置来调整跑偏;在制造时托辊组的两侧安装孔都加工成长孔,以便进行调整。
具体调整方法(见图1),具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
如图1所示皮带向上方向跑偏则托辊组的下位处应当向左移动,托辊组的上位处向右移动。
2.安装调心托辊组调心托辊组有多种类型如中间转轴式、四连杆式、立辊式等,其原理是采用阻挡或托辊在水平面内方向转动阻挡或产生横向推力使皮带自动向心达到调整皮带跑偏的目的。
一般在皮带输送机总长度较短时或皮带输送机双向运行时采用此方法比较合理,原因是较短皮带输送机更容易跑偏并且不容易调整。
而长皮带输送机最好不采用此方法,因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
3. 调整驱动滚筒与改向滚筒位置驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。
因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位置必须垂直于皮带输送机长度方向的中心线,若偏斜过大必然发生跑偏。
其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒刚好相反。
调整方法(见图2)。
经过反复调整直到皮带调到较理想的位置。
在调整驱动或改向滚筒前最好准确安装其位置.3 ]) A: Q" c1 {# Y0 V j& h% \& J 4. 张紧处的调整皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。
重锤张紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。
使用螺旋张紧或液压油缸张紧时,张紧滚筒的两个轴承座应当同时平移,以保证滚筒轴线与皮带纵向方向垂直。
具体的皮带跑偏的调整方法与滚筒处的调整类似。
调心托辊的纠偏原理和应用
调心托辊的纠偏原理和应用带式输送机由于制造、安装以及接头不正等因素的影响, 跑偏问题不可避免。
目前, 胶带跑偏的纠偏方法很多, 对于机身来说最常用和最有效的方式是采用调心托辊, 本文对调心托辊的调心原理和常用调心托辊的结构特点进行简单介绍。
1 调心托辊的调心原理由图1a 可以看出, 当托辊的中心线与胶带的中心线垂直时, 取胶带与托辊任一接触点M, 该点胶带的线速度V 与托辊的旋转速度V g 相等, 由于无相对滑动速度, 二者之间为静摩擦, 胶带给托辊的摩擦力F t 与托辊给胶带的摩擦反力F d 相平衡, F d 与胶带中心线夹角α= 0 , 因此当托辊的中心线与胶带的中心线垂直时, 胶带横向不受力, 胶带跑偏时托辊不能自动纠偏。
当托辊的中心线与胶带的中心线不垂直时(见图1b) , 即托辊前倾一定角度ε时, 取任一接触点M, 该点胶带的线速度为V , 托辊的旋转速度为V g , 由于托辊的中心线与胶带的中心线不垂直时, 产生相对滑动速度ΔV , 二者之间为动摩擦, 胶带给托辊的摩擦力F t 与相对滑动速度ΔV 方向一致, 托辊给胶带的摩擦反力F d 与相对滑动速度ΔV 方向相反; 由于F d 与胶带中心线存在一定角度α, 胶带具有横向力F h 和径向力F j , 托辊给胶带的横向纠偏力F h = F dsinα, 因此, 托辊前倾一定角度后胶带跑偏时具有纠偏能力, 调心托辊就是基于此设计、制造的。
2 调心托辊类型及结构特点综合TD75、DX、DT Ⅱ选型设计手册, 可以看出目前较常用的调心托辊主要有槽形调心托辊、锥形调心托辊和摩擦调心托辊。
211 槽形调心托辊图1 调心托辊的调心原理(a) 托辊中心线与胶带中心线垂直(b) 托辊中心线与胶带中心线不垂直见图2 , 槽形调心托辊主要依据TD75、DX 选型手册, 3 个槽形辊子和2 个小立辊安装在上横梁上, 下横梁连接在中间架上, 上下横梁通过回转轴连接在一起, 胶带跑偏时, 带动上横梁绕回转轴旋转一定角度ε, 此时调心托辊给胶带施加横向推力F h , 促使跑偏后的胶带自动回到原位, 实现跑偏胶带的自动纠偏, 确保胶带对中运行。
槽角对托辊式皮带输送机纠偏性能影响

N O L O G Y . A — N H U S … C I E … N C E . T E C H
堡 l & 1 l 煤 … 炭 …~ 科 技 ’
槽角对托辊式皮带输送机纠偏性能影响
逯 峰
( 皖 北煤 电集 团钱 营孜煤 矿 )
2 增大沿托辊径向输送带与托辊间的摩 碍跑偏的产生。 槽角越大, 跑偏后重心升高的 纠偏能力是衡量托辊机性能的主要指 标, 也是用户非常看重的方面。经过反复论 擦力 幅度越大, 纠正跑偏效果也就越明显。 5 减小上料偏载的影响 证及调查试验, 笔者认为增大槽角可以很大 当输送带跑偏时. 输送带和托辊间会产
,
- _ _ l _ l
2 0 1 3 年 第 3 期
损, 使滚筒粘结物料等。这些也是跑偏的诱
因。槽角增大后, 无论是从对跑偏抑制的影
对上料侧向冲击、 机架不直等因素引起
的跑偏, 力学上认为是胶带受到了一个水平
i t h
响还是从输送带截面变化的影响, 都会使撒
料白 勺 . 清况减少。 从而反过来减小了跑偏产生 的可能性
图 2 两种槽型截面示意图
能力。
3 . 增大跑偏后侧边拉力差 二、 结 语
在输送带两端靠近滚筒的展开段. 输送 由以上分析可知, 增大槽角后可以明显 带由平面状态逐渐过渡到空间状态, 于是输 改善托辊式皮带输送机的防偏、纠偏能力。 图 1 输送 带与机 架间力学关系示意图 送带由于不均匀形变而产生侧边拉力。 当输 另外, 还可以降低可适应的转弯半径 , 从而 送带向一侧跑偏时, 该侧侧边拉力会明显增 提高整机性能。 在传统托辊的情况下大幅度 假设水平侧向 力为N .它可以 分解为垂 强. 而另一侧侧边拉力相应减弱, 这种拉力 增大槽角是不可行的。 一般在槽角大于 6 0  ̄ 直皮带侧边的力N I 和平行于皮带侧边的力N 差会抑制输送带进一步跑偏并有帮助回正 以后, 宜采用多托辊, 使槽形过渡平缓。当 其中N ( - N . C O S  ̄ ) 是造成输送带跑偏的因 的 作用。槽角越大, 这种拉力差的增大幅度 然,槽角增大后也同时会带来一些不利因 素。 可见槽角的d的值越大, N 的值越小假 也越大, 从而防偏能力也越强。 素, 如: 机架及输送带的成本提高、 运行阻力 设其它外界条件相同, ≤ 9 0 o ) 。 也就是说, 槽 4 . 重心影响增大 有所增大等。 但出于一些特殊环境及现代工 角增大后。 会将更大部分的侧向力消耗在正 输送带跑偏后, 由 于物料偏移, 整体重心 业高效稳定的需要, 增大槽角仍不失其重要 压力上. 而正压力不会造成跑偏。 会升高。 而重心升高会引起势能增大, 从而阻 意义。 责任编辑: 潘 勇
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
利用槽角对托辊式皮带输送机纠偏
对于托辊机,纠偏是衡量其性能的主要指标,也是用户非常看重的方面。
传统的托辊式皮带输送机中,已经采取了一些纠偏的措施,如:托辊前倾、增设调心托辊、设置阻挡装置等等。
实际应用表明,以上几项措施并不能理想地防止皮带的跑偏。
经过反复的论证及调查试验,增大槽角可以很大程度地提高托辊式皮带输送机的纠偏能力。
1 、槽角增大后,会提高侧边抵抗能力,将更大部分的侧向力消耗在正压力上,而正压力是不会造成跑偏的,这样也就减少了输送带的跑偏。
2、槽角的增大,加大了沿托辊径向输送带与托辊间的摩擦力,从而也增强了对输送带滑动跑偏的抵抗能力。
3 、槽角越大,跑偏后侧边拉力差的增大幅度也越大,从而防偏的能力也越强。
4 、槽角越大,跑偏后重心升高的幅度越大,而重心的升高会引起势能的增大,从而阻碍跑偏的产生纠正跑偏的效果也就越明显。
5 、槽角可以减小上料偏载的影响,使重心不会偏离几何对称轴线,从而减小了跑偏的诱因。
6 、槽角增大后,输送带的跑偏便需要克服更大的能量消耗,从而使跑偏变得更加困难。
7 、槽角增大后,无论是从对跑偏抑制的影响还是从输送带截面变化的影响,都会使撒料的情况减少,从而反过来减小了跑偏产生的可能性。
由以上分析可知,增大槽角可以减少诱发跑偏的因素,增强对跑偏的抑制,从而增强了皮带输送机的防偏、纠偏能力。