cpk计算公式
cpk与合格率计算公式

cpk与合格率计算公式
CPK是衡量过程稳定性和性能的指标,是过程能力指数(Process Capability Index)之一,常用于衡量一个过程的质量水平是否符合
设计要求。
CPK的计算公式为:
CPK = MIN[(USL-μ)/3σ,(μ-LSL)/3σ]
其中,USL为上限规格,LSL为下限规格,μ为平均值,σ为标准差。
CPK的取值范围在0至1之间,CPK越大,表示过程稳定性和性能越高,过程的质量水平越符合设计要求。
合格率是指在一定时间内,产品或服务完全符合规定要求的比例。
合格率的计算公式为:
合格率 =(合格样本数÷ 总样本数)×100%
其中,合格样本数是指符合规定要求的样本数,总样本数是指所有检查的样本数。
合格率的取值范围在0至100%之间,合格率越高,表示产品或服务的质量水平越高。
CPK计算公式

CPK 名词解释及方程式组成结构:CPK=CP *(1 - K )U :设计目标数设计上、下限: 设计上限: 平均数+ 3σ 设计下限:平均数- 3σ控制上、下限:图纸的控制要求尺寸,如 100±0.25 ,则尺寸控制上限为100.25,控制下限为99.75。
X–(AVERAGF): 平均数(每组数据总和的平均值)CPK 方程式: *(1 -)控制上限 - 控制下限设计上限- 设计下限 设计最大值+设计最小值2-平均数(控制上限 - 控制下限)/ 2测量最大值+平均数2K : 方程式:μ – 平均数(设计上限 - 设计下限)/2控制上限 - 控制下限 设计上限 - 设计下限CP : 方程式: (Xi-X -)2∑Nσ:西格玛 方程式: μ: 方程式:R :客户所需求的σ倍数 N :数据组内的数据个数 ∑ :求合数CPK 计算例题某产品其中一项尺寸控制要求为100mm ±0.25mm ,取10pcs 产品进行测量,数据分别为:NO 1 2 3 4 5 6 7 8 9 10 规格尺寸 100±0.25 100±0.25 100±0.25 100±0.25 100±0.25 100±0.25 100±0.25 100±0.25 100±0.25 100±0.25 实测尺寸100.21100.25100.20100.19100.18100.17100.16100.18100.19100.23该项尺寸控制上限为100.25mm ,控制下限为99.75。
=(100.21+100.25+100.20+100.19+100.18+100.17+100.16+100.18+100.19+100.23)/10 = 100.196= = 0.02615339366 ≈ 0.026CP = (100.25-99.75)/ [ 100.196+3*0.026 – (100.196-3*0.026) ] = 0.5 / 0.156 = 3.20512820512 ≈ 3.205K = (100.205-100.196) / [ (0.078- (-0.078)/2 ] =0.009/0.078 = 0.115CPK = 3.025*(1-0.115) =3.025*0.885 = 2.677σ=10(100.196-100.21)2+(100.196-100.25)2+(100.196-100.20)2+(100.196-100.19)2+(100.196-100.18)2+(100.196-100.17)2+(100.196-100.16)2+(100.196-100.18)2+(100.196-100.19)2+(100.196-100.23)2100.00684μ= (100-25+100.16)/ 2 = 100.205。
CPK值计算公式讲解
13
谢谢观赏!
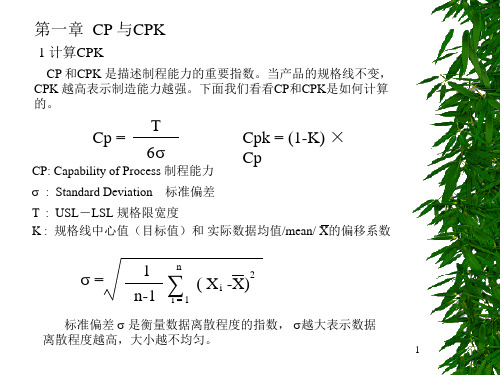
第一章 CP 与CPK
1 计算CPK
CP 和CPK 是描述制程能力的重要指数。当产品的规格线不变, CPK 越高表示制造能力越强。下面我们看看CP和CPK是如何计算 的。
T Cp =
6
CP: Capability of Process 制程能力
Cpk = (1-K) × Cp
: Standard Deviation 标准偏差
T : USL-LSL 规格限宽度
K : 规格线中心值(目标值)和 实际数据均值/mean/ X的偏移系数
=
∑ 1
n-1
n
( X i -X)2
i=1
标准偏差 是衡量数据离散程度的指数, 越大表示数据
离散程度越高,大小越不均匀。
1
2× K= X
计算CPK的顺序:
M- T
USL+LSL M=
2
计算平均值X和
6
2.1 让帮助文件告诉我们
FIRST: 寻找帮助,点击术语表
SECOND:点击你想知道的术语
小框框里的英文 就是名词解释
THIRD:点击这里 会有计算公式哦^o^
7
2.2 This is
yes
8
第二章 如何判读QI软件图
1 数据的分布
数据大体可以分为两种类型:计量型measure、计数型count。其 中计量型数据大部分服从正态分布 。通俗讲正态分布是指中间多两 边少的分布形式。讲个最简单的例子,我们现在统计全国青少年的 身高,发现70%的人在170cm左右,超过190cm的很少,同样小于 150cm的也很少,我们就说身高的分布情况符合正态分布。
= 6.831 同样’=STDEV(A1:F4)’可以计算它们的标准偏差。
CPK公式计算详解
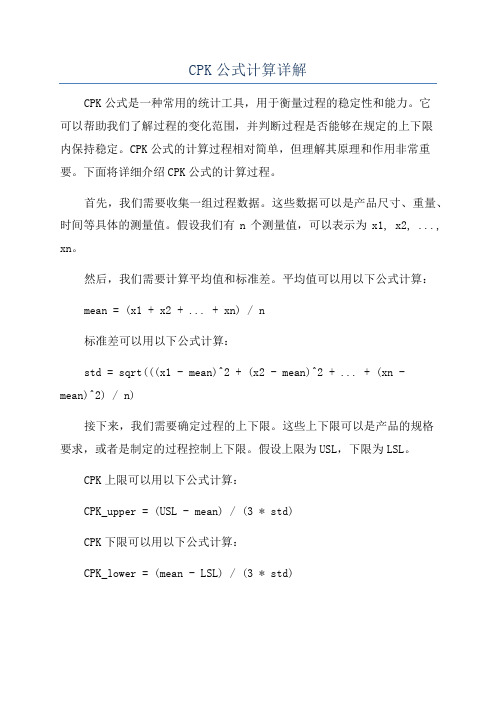
CPK公式计算详解CPK公式是一种常用的统计工具,用于衡量过程的稳定性和能力。
它可以帮助我们了解过程的变化范围,并判断过程是否能够在规定的上下限内保持稳定。
CPK公式的计算过程相对简单,但理解其原理和作用非常重要。
下面将详细介绍CPK公式的计算过程。
首先,我们需要收集一组过程数据。
这些数据可以是产品尺寸、重量、时间等具体的测量值。
假设我们有n个测量值,可以表示为x1, x2, ..., xn。
然后,我们需要计算平均值和标准差。
平均值可以用以下公式计算:mean = (x1 + x2 + ... + xn) / n标准差可以用以下公式计算:std = sqrt(((x1 - mean)^2 + (x2 - mean)^2 + ... + (xn - mean)^2) / n)接下来,我们需要确定过程的上下限。
这些上下限可以是产品的规格要求,或者是制定的过程控制上下限。
假设上限为USL,下限为LSL。
CPK上限可以用以下公式计算:CPK_upper = (USL - mean) / (3 * std)CPK下限可以用以下公式计算:CPK_lower = (mean - LSL) / (3 * std)计算出CPK上限和CPK下限后,我们可以得到CPK值。
CPK值取CPK上限和CPK下限中较小的一个,表示过程向上限或下限的最大偏差。
CPK值越接近1,说明过程的稳定性和能力越好。
CPK = min(CPK_upper, CPK_lower)除了CPK值,我们还可以计算CPU和CPL值。
CPU代表过程上限的偏差能力,计算公式为:CPU = (USL - mean) / (3 * std)CPL代表过程下限的偏差能力,计算公式为:CPL = (mean - LSL) / (3 * std)CPU和CPL值分别衡量了过程在上限和下限方向的偏差能力。
这些值用于帮助我们更全面地了解过程的稳定性和能力。
需要注意的是,CPK公式假设了过程数据近似服从正态分布。
cpk计算公式

可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(U). 规格公差T=规格上限-规格下限;规格中心值U=(规格上限+规格下限)/2 这里就要用到你的20了,规格中心值U=20;依据公式:Ca=(X-U)/(T/2) ,计算出制程准确度:Ca值(X为所有取样数据的平均值)依据公式:Cp =T/6σ ,计算出制程精密度:Cp值依据公式:Cpk=Cp(1-|Ca|) ,计算出制程能力指数:Cpk值Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)A++级Cpk≥ 特优可考虑成本的降低A+ 级>Cpk ≥ 优应当保持之A 级>Cpk ≥ 良能力良好,状态稳定,但应尽力提升为A+级B 级>Cpk ≥ 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级C 级>Cpk ≥ 差制程不良较多,必须提升其能力D 级>Cpk 不可接受其能力太差,应考虑重新整改设计制程。
标准偏差的理论计算公式设对真值为X的某量进行一组等精度测量, 其测得值为l1、l2、……l n。
令测得值l与该量真值X之差为真差占σ, 则有σ1 = l i−Xσ2 = l2−X……σn = l n−X我们定义标准偏差(也称标准差)σ为(1)由于真值X都是不可知的, 因此真差σ占也就无法求得, 故式只有理论意义而无实用价值。
标准偏差σ的常用估计—贝塞尔公式由于真值是不可知的, 在实际应用中, 我们常用n次测量的算术平均值来代表真值。
理论上也证明, 随着测量次数的增多, 算术平均值最接近真值, 当时, 算术平均值就是真值。
于是我们用测得值l i与算术平均值之差——剩余误差(也叫残差)V i来代替真差σ , 即设一组等精度测量值为l1、l2、……l n则……通过数学推导可得真差σ与剩余误差V的关系为将上式代入式(1)有(2)式(2)就是著名的贝塞尔公式(Bessel)。
过程能力CPK的计算方法
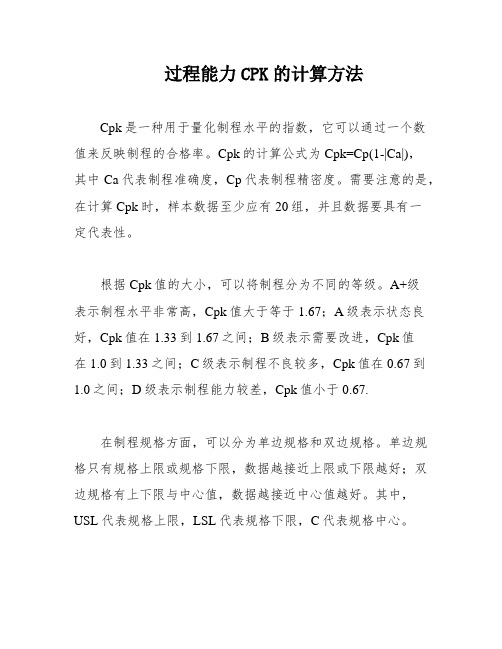
过程能力CPK的计算方法
Cpk是一种用于量化制程水平的指数,它可以通过一个数
值来反映制程的合格率。
Cpk的计算公式为Cpk=Cp(1-|Ca|),
其中Ca代表制程准确度,Cp代表制程精密度。
需要注意的是,在计算Cpk时,样本数据至少应有20组,并且数据要具有一
定代表性。
根据Cpk值的大小,可以将制程分为不同的等级。
A+级
表示制程水平非常高,Cpk值大于等于1.67;A级表示状态良好,Cpk值在1.33到1.67之间;B级表示需要改进,Cpk值
在1.0到1.33之间;C级表示制程不良较多,Cpk值在0.67到1.0之间;D级表示制程能力较差,Cpk值小于0.67.
在制程规格方面,可以分为单边规格和双边规格。
单边规格只有规格上限或规格下限,数据越接近上限或下限越好;双边规格有上下限与中心值,数据越接近中心值越好。
其中,USL代表规格上限,LSL代表规格下限,C代表规格中心。
制程准确度Ca用于衡量“实际平均值”与“规格中心值”的一致性。
对于单边规格,不存在规格中心,因此也就不存在Ca;对于双边规格,Ca的等级评定和处理原则与Cp类似。
制程精密度Cp衡量的是“规格公差宽度”与“制程变异宽度”之比例。
对于只有规格上限和规格中心的规格、只有规格下限和规格中心的规格以及双边规格,Cp的等级评定和处理原则也有所不同。
总之,Cpk是一个非常重要的制程能力指数,可以帮助企业量化制程水平,进而采取相应的措施来提升制程能力。
如果需要计算Cpk值,可以使用免费的CPK计算工具。
cpk计算公式
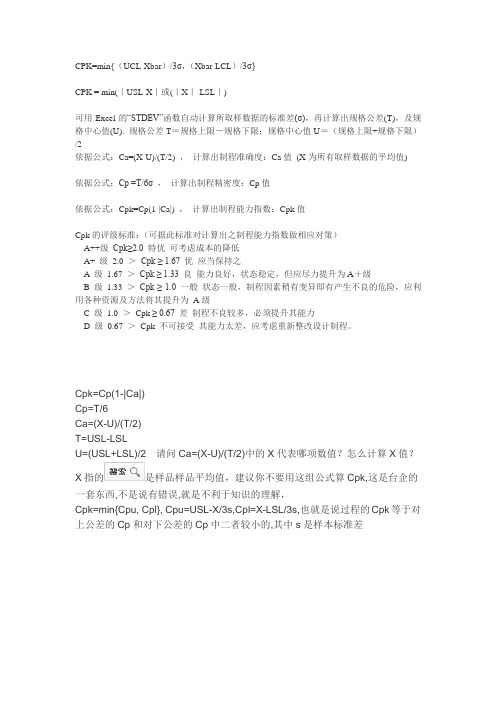
CPK=min{(UCL-Xbar)/3σ,(Xbar-LCL)/3σ}CPK = min(|USL-X|或(|X|-LSL|)可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(U). 规格公差T=规格上限-规格下限;规格中心值U=(规格上限+规格下限)/2依据公式:Ca=(X-U)/(T/2) ,计算出制程准确度:Ca值(X为所有取样数据的平均值)依据公式:Cp =T/6σ ,计算出制程精密度:Cp值依据公式:Cpk=Cp(1-|Ca|) ,计算出制程能力指数:Cpk值Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)A++级Cpk≥2.0 特优可考虑成本的降低A+ 级2.0 >Cpk ≥ 1.67 优应当保持之A 级1.67 >Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级B 级1.33 >Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级C 级1.0 >Cpk ≥ 0.67 差制程不良较多,必须提升其能力D 级0.67 >Cpk 不可接受其能力太差,应考虑重新整改设计制程。
Cpk=Cp(1-|Ca|)Cp=T/6Ca=(X-U)/(T/2)T=USL-LSLU=(USL+LSL)/2 请问Ca=(X-U)/(T/2)中的X代表哪项数值?怎么计算X值?X指的是样品样品平均值,建议你不要用这组公式算Cpk,这是台企的一套东西,不是说有错误,就是不利于知识的理解,Cpk=min{Cpu, Cpl}, Cpu=USL-X/3s,Cpl=X-LSL/3s,也就是说过程的Cpk等于对上公差的Cp和对下公差的Cp中二者较小的,其中s是样本标准差过程能力指数Cp与Cpk计算公式摘要:过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。
CPK计算公式
11 醉翁亭记
1.反复朗读并背诵课文,培养文言语感。
2.结合注释疏通文义,了解文本内容,掌握文本写作思路。
3.把握文章的艺术特色,理解虚词在文中的作用。
4.体会作者的思想感情,理解作者的政治理想。一、导入新课范仲淹因参与改革被贬,于庆历六年写下《岳阳楼记》,寄托自己“先天下之忧而忧,后天下之乐而乐”的政治理想。实际上,这次改革,受到贬谪的除了范仲淹和滕子京之外,还有范仲淹改革的另一位支持者——北宋大文学家、史学家欧
阳修。他于庆历五年被贬谪到滁州,也就是今天的安徽省滁州市。也是在此期间,欧阳修在滁州留下了不逊于《岳阳楼记》的千古名篇——《醉翁亭记》。接下来就让我们一起来学习这篇课文吧!【教学提示】结合前文教学,有利于学生把握本文写作背景,进而加深学生对作品含义的理解。二、教学新
课目标导学一:认识作者,了解作品背景作者简介:欧阳修(1007—1072),字永叔,自号醉翁,晚年又号“六一居士”。吉州永丰(今属江西)人,因吉州原属庐陵郡,因此他又以“庐陵欧阳修”自居。谥号文忠,世称欧阳文忠公。北宋政治家、文学家、史学家,与韩愈、柳宗元、王安石、苏洵、苏轼、
“太守宴”,溪深鱼肥,泉香酒洌,美味佳肴,应有尽有;“众宾欢”,投壶下棋,觥筹交错,说说笑笑,无拘无束。如此勾画了游人之乐。4.作者为什么要在第三段写游人之乐?明确:写滁人之游,描绘出一幅太平祥和的百姓游乐图。游乐场景映在太守的眼里,便多了一层政治清明的意味。太守在
游人之乐中酒酣而醉,此醉是为山水之乐而醉,更是为能与百姓同乐而醉。体现太守与百姓关系融洽,“政通人和”才能有这样的乐。5.第四段主要写了什么?明确:写宴会散、众人归的情景。目标导学五:深入解读,把握作者思想感情思考探究:作者以一个“乐”字贯穿全篇,却有两个句子别出深
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CPK=min{(UCL-Xbar)/3σ,(Xbar-LCL)/3σ}
CPK = min(|USL-X|或(|X|-LSL|)
可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(U). 规格公差T=规格上限-规格下限;规格中心值U=(规格上限+规格下限)/2
依据公式:Ca=(X-U)/(T/2) ,计算出制程准确度:Ca值(X为所有取样数据的平均值)
依据公式:Cp =T/6σ ,计算出制程精密度:Cp值
依据公式:Cpk=Cp(1-|Ca|) ,计算出制程能力指数:Cpk值
Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)
A++级Cpk≥2.0 特优可考虑成本的降低
A+ 级2.0 >Cpk ≥ 1.67 优应当保持之
A 级1.67 >Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级
B 级1.33 >Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级
C 级1.0 >Cpk ≥ 0.67 差制程不良较多,必须提升其能力
D 级0.67 >Cpk 不可接受其能力太差,应考虑重新整改设计制程。
Cpk=Cp(1-|Ca|)
Cp=T/6
Ca=(X-U)/(T/2)
T=USL-LSL
U=(USL+LSL)/2 请问Ca=(X-U)/(T/2)中的X代表哪项数值?怎么计算X值?
X指的是样品样品平均值,建议你不要用这组公式算Cpk,这是台企的一套东西,不是说有错误,就是不利于知识的理解,
Cpk=min{Cpu, Cpl}, Cpu=USL-X/3s,Cpl=X-LSL/3s,也就是说过程的Cpk等于对上公差的Cp和对下公差的Cp中二者较小的,其中s是样本标准差
过程能力指数Cp与Cpk计算公式
摘要:过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。
过程能力概述
过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。
当过程处于稳态时,产品的质量特性值有99.73%散布在区间[μ-3σ,μ+3σ],(其中μ为产品特性值的总体均值,σ为产品特性值总体标准差)也即几乎全部产品特性值都落在6σ的范围内﹔因此,通常用6σ表示过程能力,它的值越小越好。
过程能力指数Cp的定义及计算
过程能力指数Cp是表征过程固有的波动状态,即技朮水平。
它是在过程的平均值μ与目标值M重合的情形,如下图所示:
过程处于统计控制状态时,过程能力指数Cp可用下式表示:
Cp = (USL-LSL)/6σ
而规格中心为M=(USL+LSL)/2,因此σ越小,过程能力指数越大,表明加工质量越高,但这时对设备及操作人员的要求也高,加工成本越大,所以对Cp值的选择应该根据技朮与经济的综合分析来决定。
一般要求过程能力指数Cp≧1,但根据6Sigma过程能力要求Cp ≧2,即在短期内的过程能力指数Cp ≧2。
例:某车床加工轴的规格为50±0.01mm,在某段时间内测得σ =0.0025,求车床加工的过程能力指数。
Cp = (USL-LSL)/6σ
=0.02/ (6*0.0025)
=1.33
过程能力指数Cpk的定义及计算
上面我们讨论了Cp,即过程输出的平均值与目标值重合的情形,事实上目标值与平均值重合情形较为少见;因此,引进一个偏移度K 的概述,即过程平均值μ与目标值M的偏离过程,如下图所示:
K=|M-μ|/(T/2) = 2|M-μ|/T (其中T=USL-LSL)
Cpk= (1-K)*Cp= (1-2|M-μ|/T)*T/6σ
=T/6σ-|M-μ|/3σ
从公式可知:
Cpk=Cp-|M-μ|/3σ,即Cp-Cpk=|M-μ|/3σ
尽量使Cp=Cpk,|M-μ|/3σ是我们的改善机会。
例:某车床加工轴的规格为50±0.01mm,在某段时间内测得平均值μ=49.995,σ=0.0025,求车床加工的过程能力指数。
Cpk =T/6σ- |M-μ|/3σ
=0.02/ (6*0.0025)-|50-49.995|/ (3*0.0025)
=1.33-0.667
=0.676
以上介绍了Ca与Cpk的计算公式等内容,在这也推荐一款工序能力CPK计算工具给大家(免费的),方便大家平时在做过程能力指数分析时用:。