QC工程图21U11
合集下载
QC工程图
2pcs首件检查表 巡线日报表
3
A
焊锡
首件检查表 温度计录表 巡线日报表 首件检查表 巡线日报表 样品校对记录表 首件检查表 P管制图 巡线日报表
4
组合
助焊剂比重 胶.CORE.TAPE料号 铁夹.刀片 胶的有效期 测试频率.范围 测试脚位 样品校对 不良品区分 胶的料号.有效期 胶的位置.胶量 烤箱温度 烘烤温度 印章方向 印章不良 胶袋
目视
5Leabharlann A测试(一)6
点胶 烘烤
量温器
7
喷印 烘烤
烤箱 喷印机
温度记录表 首件检查表 巡线日报表 烘烤时间记录
文件类别 支援文件
工序 特性 等级 流程 管制项目
QC工程表
文件编号 YJ309-0001
查检频率
版本版次 A1
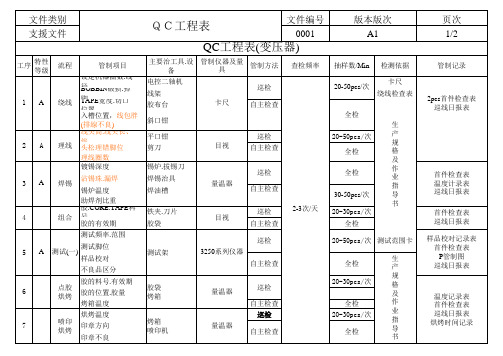
抽样数/Min 20-50pcs/次 检测依据 卡尺 绕线检查表
页次 1/2
管制记录
QC工程表(变压器)
主要治工具.设备管制仪器及量具 管制方法 巡检 卡尺 自主检查 全检 巡检 目视 自主检查 巡检 量温器 自主检查 巡检 自主检查 巡检 测试架 3250系列仪器 自主检查 胶袋 烤箱 巡检 自主检查 巡检 量温器 自主检查 全检 20-30pcs/次 全检 20-30pcs/次 全检 2-3次/天 20-50pcs/次 全检 全检 30-50pcs/次 20-30pcs/次 全检 20-50pcs/次 测试范围卡 生 产 规 格 及 作 业 指 导 书 生 产 规 格 及 作 业 指 导 书 设定机器圈数.线径 电控二轴机 BOBBIN破损.掉脚 1 A 绕线 线架 TAPE宽度.切口位置 胶布台 入槽位置,线包胖 斜口钳 (排線不良) 线头高.线头长、线 平口钳 2 A 理线 头松理错脚位 理线圈数 镀锡深度 沾锡珠.漏焊 锡炉温度 剪刀 锡炉.拔锡刀 焊锡治具 焊油槽
QC工程图

序号 No.
工程名称 Process
QC 工程图 (QC Flow Chart)
●:重点工站 “S":产品安全相关特殊特 REV
性Key station"S": Special characteristics related to product safety ▲:产品质量有关的特殊特性Special characteristics related to product quality ★:过程有关特殊特性Special characteristics related to process CPK:制程能力Process capability; △:增加或变更项目Add or change items 注:客户有要求时须加注客户标示Note: Customer's mark shall be added when customer has requirements
变更说明 Change
日期 Date
编号 No.
发行日期 Issue date
料 号 P/N
REV 第 页 Page: 共 页Total Page:
品名 Part name
核准 Approval
审核Review
会签Countersign 经办Maker
加工地方 Place
厂内 厂外 Insi Outsi
de de
标准规范 Standard
机械设备 名称NO. Device name No.
规格 Spec.
重点管理项目 Key management item
担当部门 Acting Dept.
测 定Measurement
频度Frequency
工具Tool/ 方法Method
工程名称 Process
QC 工程图 (QC Flow Chart)
●:重点工站 “S":产品安全相关特殊特 REV
性Key station"S": Special characteristics related to product safety ▲:产品质量有关的特殊特性Special characteristics related to product quality ★:过程有关特殊特性Special characteristics related to process CPK:制程能力Process capability; △:增加或变更项目Add or change items 注:客户有要求时须加注客户标示Note: Customer's mark shall be added when customer has requirements
变更说明 Change
日期 Date
编号 No.
发行日期 Issue date
料 号 P/N
REV 第 页 Page: 共 页Total Page:
品名 Part name
核准 Approval
审核Review
会签Countersign 经办Maker
加工地方 Place
厂内 厂外 Insi Outsi
de de
标准规范 Standard
机械设备 名称NO. Device name No.
规格 Spec.
重点管理项目 Key management item
担当部门 Acting Dept.
测 定Measurement
频度Frequency
工具Tool/ 方法Method
QC工程图21U11
全数
.
元件盒 烙铁 烙铁架 静电环 焊锡丝 元件盒 烙铁 烙铁架 静电环 焊锡丝 剪钳 元件盒 自制制具 静电环
5
分板
目视
.
2H/次
巡检员
巡检表 元件盒 自制制具 静电环 剪钳
目视
全数
.
.
作业员
.
6
放入制具 焊二极管 外观:规格.无破损.脏污. 高度:11.5mm土0.5 焊发光二 方向:根据PCB板丝印方向 7 极管 位置:D5,D6,D7,D8. 焊点及温度:无虚焊.连 焊.漏焊.320土20℃ 加工部位
4h/次 力矩测 技术员 试仪
作业工序 修订经历(发行:第一版)
检查工序
版次
改正日
修订内容
确认
摄像头(夜视 )
文件編號 品质工 May 26,2005 程部 制定日期 实施日 管理状况 May 27,2005 第 4 页 共 5 页
QC工程图 QC工程图
部门 AEC工程部 工序流程图 产品编号 NO 工序名称
全数
.
.
QC
QC日报表
.
2H/次
巡检员
巡检表
全数
.
.
作业员
静电环 黄胶瓶 巡检表 电脑 音频延长线 不良标贴 圆珠笔 周转箱
11
连接音频线 测试咪头 12 音频测试 12 设备驱动检查 画面检查 SENSOR坏点检查 电流检查 外观:破损,污脏油污, 无声音,音小,杂音不允许
目视
.
2H/次
巡检员
测定
目视
全数
.
.
作业员
.
元件盒 静电环
22
装入PCBA板 装上后盖 打螺丝固定 外观:后盖掉漆,偏色不允 装后盖 位置:扭划伤外壳.扭不紧 23 漏扭螺钉均为不良. 目视 取出组件 力矩:1.9土0.2Kgfcm. 测定 元件盒 电批 静电环
QC工程图
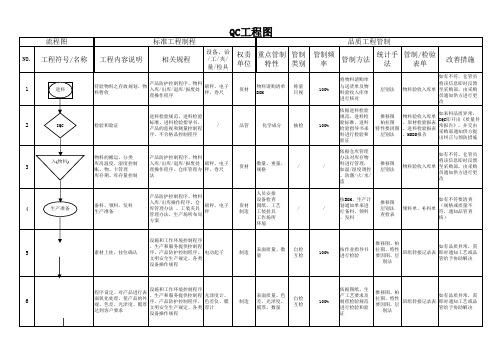
品名、规格/ 型号、数量
自检
100%
按产品出货通 知、物料入库/ 出库/退库/报 废处理操作程 序、仓库管理 办法及相关规 程进行发货作 业
推移图、柏 拉图、特性 要因图、层 别法
ቤተ መጻሕፍቲ ባይዱ装箱清单、发货 报表、库存日报 如有品质异常,需即 表、发货通知单 时通知品管给予协助 、成品出库单、 解决 携物(携货)出 门条
如有不符,制造返 工;如严重不合格或 已通知未改善者,则 开具《质量异常报告 》
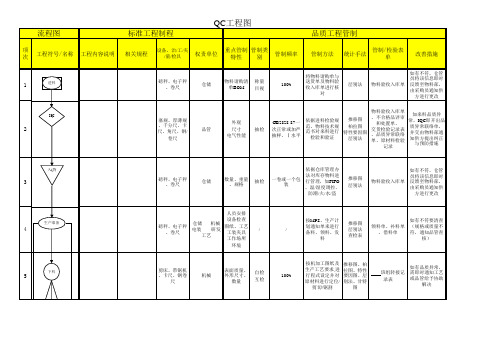
23
发货
产品防护控制程序、物料 入库/出库/退库/报废处 理操作程序, FIFO(先进先出)、搬运 机动叉车 仓库管理办法、生产和服 、产品类别及数量管制 手拖车 务提供控制程序产品防护 控制程序,文明安全生产 规定
资材
品管
表面质量、色 差、光泽度、 膜厚、数量、 工艺流程
首末 件:1Pcs/ 次,巡 首检 检:5Pcs/2Hs 巡检 , 移转 移转检 检:10%以 上,附带6S 检查
依据图纸、生 产工艺要求及 制程检验规范 进行检验和验 证
推移图、柏 拉图、特性 要因图、层 别法
如有不符,通知技术 首件检验单、巡 人员调机或修模;如 回检验记录、返 严重不合格或已通知 工返修单、品质 未改善者,则开具《 异常联络单 质量异常报告》
制造
表面质量、色 差、光泽度、 膜厚、数量
自检 互检
100%
按作业指导书 进行检验
柏拉图
如有品质异常,需即 班组转接记录表 时通知工艺或品管给 予协助解决
7
IPQC
设备参数设定确认 色差检测 膜厚检测 光泽度检测 外观检验
产品的监视和测量控制程 序、不合格品控制程序、 光泽度计、 纠正和预防措施控制程序 色差仪、膜 、制程检验规范、标识和 厚计 可追溯性控制程序
QC工程图
12
表面 处理
IPQC( 4)
13
电镀
14
IPQC( 5)
15
装配
16
拉丝机、喷砂
机、校平机、 塞规、厚薄规 、千分尺、量
尺、角尺
自检 互检
100%
按机加工图纸及 推移图、柏
生产工艺要求,进 拉图、特性
行程式设定并对 要因图、层
原材料进行定位/ 别法、甘特
校平/拉丝/喷砂
图
屑
班组转接记 录表
如有品质异常, 需即时通知工艺 或品管给予协助
解决
塞规、厚薄规 、千分尺、卡 尺、角尺、卷
尺
品管
表面质量、 形位尺寸
首检 巡检 定位检
首检:1Pcs/次; 巡检:5Pcs/2Hs, 附带6S检查; 定 位检:50%以上
依据机加工图纸 、生产工艺要求 及制程检验规范 (机加工)进行检验
别法
首件检验单、机 加工零部件巡回 检验记录、返工 返修单、品质异 常联络单、不合 格品评审和处置
单
如有不符,通知 机械部校机或修 模;如严重不合 格或已通知未改 善者,则开具品 质异常联络单或 组织MRB会议
钻床
卡
尺
风枪
刮刀
机械
表面质量、 形位尺寸、
数量
自检 互检
100%
按机加工图纸及 推移图、柏
料
推移图 层别法 查检表
领料单、补料单 、借料单
如有不符要清查 (规格或质量不 符,通知品管查
核)
100%
按机加工图纸及 推移图、柏
生产工艺要求,进 拉图、特性
行程式设定并对 要因图、层
原材料进行定位/ 别法、甘特
剪切/锯割
QC工程图(电子产品完整版)

1.核对BOM 和E合性3.标 准准确, 无误。4. 是否漏判
和误判
1.新产品成ECN变 更
2、产品新制作或 更改;3.生产全 过程;4.每两小
时
《IPQC巡检记录》 《车间温湿度记录表》
技术员
、工艺 工程师 、品质
工程师 主管
1.发生异常需立即检讨或停 线
工程师
报主管处理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求
和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
1.维修完的产品清洁干 净, 无残留物、起泡、 发黄2.做好静电防护和
通风
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主管
15
OQC检验
、IPQC
显示器、卡尺
12
IPQC检查
检查制程过程是否符 合工艺标准要求
1.按检查指令和BOM要求
显示屏、主机
、无线天线、 4G卡、鼠标、
不良标签 合格标签
1.生产数量记录 2.生产品质状况
目视
《IPQC检 验规范》
1.2小时
音响
《IPQC巡检记录》
IPQC
主管
1.2H内不良发生3PCS以上报 告技术员调试。2.连续3PCS 不良应停线稽核,并及时汇
BOM表, 客户其它
要求
液晶屏、按键
板、主板、转
接板、屏线、
BOM表,
1
IQC检验
客户物料的领用,接 收、存放,自购物料
的接收、存放
符合BOM表、规格书、采 购单、要求
转接线、安装 框架、锁屏条 、挡板、防尘
QC 工程图(模版)
產品料號
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
QC工程图(正式版)

相关记录
异常处理/发送处理 备注
通知钢化主控调整参 数,纠正不良品再次发 生。 《纠正预防措施报告》 《品质异常报告》
检测数量
检测次数
批量≥30件: 检验频率: 首件确认:10件 关键工序20分 批量≤30件: 钟/次 随机抽检 样板全检
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 水切主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
编制:李小锋
第1页,共4页
广东省佛山市怡天玻璃制品有限公司
QC 工程图
适用范围: 适用区分:
公司内部通用 □ 样板制作 □ 量产试作 ▲准备工作 □ 量产
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 开介主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
3
◎
磨边工序
磨边
中工车间
单边磨边机 双边磨边机
钢卷尺 目测 半径规
规格 外观
《磨边作业指导书》 《流程卡》 《公司质量检验标准》
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 喷油主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
编制:李小锋
第2页,共4页
广东省佛山市怡天玻璃制品有限公司
QC 工程图
适用范围: 适用区分:
公司内部通用 □ 样板制作 □ 量产试作 ▲准备工作 □ 量产
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
16
装入前盖 卡入活动架底版
17
外观:破损,污脏油污. 前盖色斑,油污.严重 划伤不允.灯孔小、有批锋 目视 17 装前面盖 不允许 及活动架 扭镜头处无螺纹不允 底版 目视
全数
.
.
作业员
.
元件盒 手套 静电环
. .
2H/次
巡检员
巡检表
打螺丝固定底版
外观:螺丝打滑牙,未打紧, 滑丝,漏打螺丝不允许 位置:上夹板螺丝孔 目视 18 锁活动架 力矩:1.9土0.2Kgfcm. 底版 测定
30
30
检验FCC贴纸 检查胶袋,扎线 全数 . . 作业员 .
周转箱 作业手套
31
折说明书 32 外观:无破裂,少字 方向:折好后封面朝外。
目视
.
2H/次
巡检员
巡检表
目视 折说明书
全数
.
.
作业员
.
周转箱 作业手套
32
打开光盘袋 装入光盘 33 装光盘 外观:光盘无刮花,光盘袋 无破损 方向.位置:统一 目视 全数 . . 作业员 . 周转箱 作业手套
抽查 测定 目视
. . .
2h/次 4h/次 2H/次
.
巡查
巡检表
9
正面检验 反面检验
技术员 温度检查 表 巡检员 巡检表 静电环 剪钳 不良标贴 圆珠笔
1
打黄胶 平放桌面
外观:焊点不能有虚焊,连 焊短路;元器件不能有漏件, 浮件,错件,反向,烫伤, 目视 10 QC检验 变形;四个二极管高度应 一致;USB线不能有反向,, 短路,各物料应同BOM一致目视 外观:黄胶不宜过多 位置:USB线焊接处 打黄胶 目视 11
全数
.
.
作业员
.
电批 元件盒 静电环
.
4h/次 力矩测 技术员 试仪
点检表
18
装底夹板 装六角车件 装入弹簧 外观:破损.残缺.断裂.划 伤.色差.油斑.不允许. 装六角 方向:不允许装反向(弹簧)装测定 车件 不到位.装偏歪均不允许. 尖嘴钳 元件盒 全数 . . 作业员
19
19
锁上下夹板 20
目视 外观:螺丝打滑牙,未打紧, 滑丝,漏打螺丝不允许 锁上下 力矩:1.9土0.2Kgfcm. 测定 夹板 测定
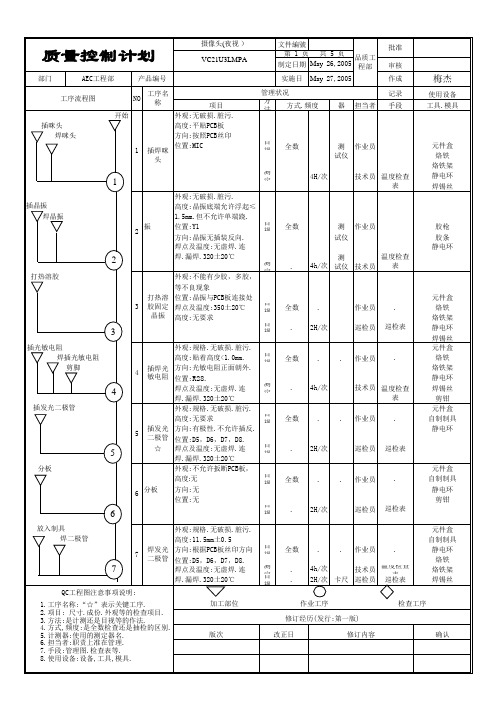
质量控制计划
部门 AEC工程部 工序流程图 开始 插咪头 焊咪头 1 插焊咪头 产品编号 NO 工序名称
摄像头(夜视 ) VC21U3LMPA
文件編號 第 1 页 共 5 页 品质工 制定日期 May 26,2005 程部 实施日 管理状况 May 27,2005
批准 审核 作成 记录
梅杰
使用设备 工具.模具
QC工程图
部门 AEC工程部 工序流程图 产品编号 NO 工序名称
批准 审核 作成 记录 手段
VC21U3LMPA
梅杰
使用设备 工具.模具
项目
方法
方式.频度
撕掉保护摸 贴在底版上
外观:破损.残缺.断裂.划 贴底夹板 伤.浮起.粘不牢均不允许. 双面胶 方向.位置:贴装反向.装不 目视 27 到位置.歪斜.浮起等不良.
全数
.
.
QC
QC日报表
.
2H/次
巡检员
巡检表
全数
.
.
作业员
静电环 黄胶瓶 巡检表 电脑 音频延长线 不良标贴 圆珠笔 周转箱
11
连接音频线 测试咪头 12 音频测试 12 设备驱动检查 画面检查 SENSOR坏点检查 电流检查 外观:破损,污脏油污, 无声音,音小,杂音不允许
目视
.
2H/次
巡检员
测定
全数
.
.
QC
QC日报表
13
检查铁模
14
目视 外观:破损,污脏油污, 不认设备不允许. 电性能 花屏,黑屏,白屏,死机, 13 测试 不允许 测定 电流大不允许 目视 外观:破损,污脏油污不允. 刮花,偏色不允许 14 检查铁模 灯孔小、有批锋不允许 目视 扭镜头处无螺纹不允 目视 加工部位
.
2H/次
修订经历(发行:第一版) 版次 改正日 修订内容 确认
摄像头(夜视 )
文件編號 品质工 制定日期 May 26,2005 程部 实施日 管理状况 May 27,2005 计测器 担当者 第 2页 共 5 页
QC工程图
部门 AEC工程部 工序流程图 产品编号 NO 工序名称
批准 审核 作成 记录 手段
项目 外观:无破损.脏污. 高度:平贴PCB板 方向:按照PCB丝印 位置:MIC
方法
方式.频度
计测器 担当者
手段
目视
全数
温度测 作业员 试仪 4H/次 技术员 温度检查 表
1
插晶振 焊晶振
测定 外观:无破损.脏污. 高度:晶振底端允许浮起≤ 1.5mm.但不允许单端跷. 插焊晶振 位置:Y1 目视 2 方向:晶振无插装反向. 焊点及温度:无虚焊.连 焊.漏焊.320土20℃ 测定 外观:不能有少胶,多胶, 等不良现象 位置:晶振与PCB板连接处 打热溶胶 3 焊点及温度:350土20℃ 目视 固定晶振 高度:无要求 目视 外观:规格.无破损.脏污. 高度:贴着高度<1.0mm. 插焊光敏 方向:光敏电阻正面朝外. 4 电阻 位置:R28. 焊点及温度:无虚焊.连 焊.漏焊.320土20℃ 外观:规格.无破损.脏污. 高度:无要求 插发光二 方向:有极性.不允许插反. 5 极管 位置:D5,D6,D7,D8. ☆ 焊点及温度:无虚焊.连 焊.漏焊.320土20℃ 外观:不允许扳断PCB板, 高度:无 分板 方向:无 6 位置:无
元件盒 烙铁 烙铁架 静电环 焊锡丝
全数
温度测 作业员 试仪 温度检查 温度测 表 4h/次 试仪 技术员
胶枪 胶条 静电环
2
打热溶胶
.
全数 .
. 2H/次
作业员 巡检员
. 巡检表
3
插光敏电阻 焊插光敏电阻 剪脚
目视
全数
.
.
作业员
.
4
插发光二极管
测定
.
4h/次
技术员 温度检查 表 . 作业员 .
目视
全数
.
元件盒 烙铁 烙铁架 静电环 焊锡丝 元件盒 烙铁 烙铁架 静电环 焊锡丝 剪钳 元件盒 自制制具 静电环
5
分板
目视
.
2H/次
巡检员
巡检表 元件盒 自制制具 静电环 剪钳
目视
全数
.
.
作业员
.
6
放入制具 焊二极管 外观:规格.无破损.脏污. 高度:11.5mm土0.5 焊发光二 方向:根据PCB板丝印方向 7 极管 位置:D5,D6,D7,D8. 焊点及温度:无虚焊.连 焊.漏焊.320土20℃ 加工部位
巡检员
巡检表 电脑 USB线延长线 不良标贴 圆珠笔 周转箱 静电环 不良标贴
全数 .
. 抽查 2H/次
.
QC 巡检员
QC日报表 巡检表
全数 .
. 2H/次 作业工序
.
作业员 巡检员
. 巡检表 检查工序
QC工程图注意事项说明: 1.工序名称:“ ”表示关键工序. 2.项目: 尺寸.成份.外观等的检查项目. 3.方法:是计测还是目视等的作法. 4.方式,频度:是全数检查还是抽检的区别. 5.计测器:使用的测定器名. 6.担当者:职责上准在管理. 7.手段:管理图.检查表等. 8.使用设备:设备,工具,模具.
全数
.
.
作业员
.
27
贴序列号纸 贴FCC贴纸 目视 外观:破损.残缺.断裂.划 贴FCC贴 伤.浮起.粘不牢均不允许. 28 纸.序列号方向.位置:贴装反向.贴不 目视 到位置.歪斜.浮起等不良. 目视 外观:干燥剂包装破损不允 29 从顶部套入胶袋 从底部套入胶袋 扎铁扎线 夹干燥剂 目视 全数 . . 作业员 . . 2H/次 巡检员 巡检表
4h/次 力矩测 技术员 试仪
作业工序 修订经历(发行:第一版)
检查工序
版次
改正日
修订内容
确认
摄像头(夜视 )
文件編號 品质工 制定日期 May 26,2005 程部 实施日 管理状况 May 27,2005 计测器 担当者 第 4 页 共 5 页
QC工程图
部门 AEC工程部 工序流程图 产品编号 NO 工序名称
目视
全数
.
.
作业员
.
元件盒 静电环
22
装入PCBA板 装上后盖 打螺丝固定 外观:后盖掉漆,偏色不允 力矩:1.9土0.2Kgfcm. 测定 元件盒 电批 静电环
全数 .
.
.
作业员
. 点检表
23
外观,位置:打错位置,多打 少打不允许 24 打阻尼油 目视 取出组件 全数
VC21U3LMPA
梅杰
使用设备 工具.模具 尖嘴钳
项目 外观:弹片无弹力不允
方法
方式.频度
装入弹片 用尖嘴钳压紧弹片 15 装弹片 目视 全数 . . 作业员 .
15
贴上夹板胶垫 贴底夹板胶垫 16 外观:严重掉皮,无粘性,尺 贴胶垫 寸大或小均不允许 方向:不允许装反向.装不 目视 到位置.歪斜.浮起等不良. 目视 元件盒 全数 . . 2H/次 . 作业员 巡检员 . 巡检表
外观:破损,污脏油污, 不认设备不允许. 花屏,黑屏,白屏,死机, 目视 不允许 不能调焦不允许 目视 加工部位
全数
. 抽查 2H/次 作业工序
.
作业员
.
电脑 USB线延长线 不良标贴 圆珠笔 周转箱
.
巡检员
巡检表 检查工序
修订经历(发行:第一版) 版次 改正日 修订内容 确认