POM 泰科纳 Hostaform C9021K 物性表
日本宝理 POM特性与牌号命名规则

夺钢® POM (DURACON)夺钢® POM (DURACON)牌号特性一览表分类牌号颜色特性UL94M25-44CF2001/CD3068 高粘度 HB M90-44CF2001/CD3068 标准HB M140-44CF2001高流动性·短成型周期 HB M270-44CF2001/CD3068 高流动性·短成型周期 HB M450-44CF2001 超高流动性·短成型周期 HB M90FC CF2001 标准 -HP25XCF2001 高粘度 HB HP270X CF2001 高流动性 HB HP90X CF2001 标准 HB 抗蠕变性CP15X CF2001 HB M25-45CF2001 高粘度 HB M90-45CF2001/CD9100/CD9300 标准HB M270-45CF2001 高流动性 HB 标准高刚性 耐候性LU-02CF2001 亜光, 耐候性 HB AW-01CF2001 高滑动性, 特殊润滑剂 HB AW-09CF2001 高滑动性, 特殊润滑剂,高粘度 HB JW-03CF2001高滑动性 HB NW-02CF2001/CD3501 高滑动性 HB LW-02CF2001/CD3501 高滑动性 HB SW-01CF2001/CD3501 高滑动性HB SW-22CF2001 HB SW-41CF2001 HB TW-31CF2001 HB TW-51CF2001 HB VW-09CF2001 高粘度 HB MS-02CD9000 二硫化钼增强 HB OL-10CD9000 含油,耐摩擦磨耗 HB WW-09CF2001高滑动性, 高粘度 相当于 HB YF-10CF2001/CD3501 HB YF-20CF2001 HB YF-5CF2001 HB TR-5CF2001无机物增强·高刚性·低翘曲 HB TR-20CF2001/CD3501 HB TR-10D CF2001 无机物增强·高刚性·低翘曲 HB KT-20CF2001 无机物增强·高刚性·耐摩擦磨耗 HB GH-10CF3500 玻纤10%增强 HB GH-10L CF3500 高流动性 HB GH-20CF3500 玻纤20%增强 HB GH-20L CF3500高流动性 HB GH-25CF3500/CD3501 玻纤25%增强HB GH-25D CF3500/CD3501 玻纤25%增强·高流动性 HB GB-25RCF3500/CD3501GB25% 增强, 低翘曲HB滑动性 高刚性, 低翘曲 PTFE矿物质增强型玻璃纤维增强低翘曲SF-10CF2001 高耐冲击·柔韧性 HB SF-15CF2001 HB SF-20CF2001高耐冲击·柔韧性HB TF-20CF2001 / CF2002 -TF-30CF2002 / CF2003 -柔韧性SX-35CF2001 质软·消音HB CH-10CD3501 CF10%增强, 耐磨耗性 HB CH-15CD3501 CF15% 增强, 耐磨耗性 -CH-20CD3501 CF20% 增强, 耐磨耗性HB EB-08CF2001 -EB-10CF2001 -ES-5CF2001 -EW-02CF2001 -M25LV CF2001高粘度 HB M90LV CF2001/CD3069 标准HB M270LV CF2001/CD3069 高流动性, 短成型周期 HB M90-45LV CF2001/CD3068 耐候性 HB M270-45LV CF2001 耐候性 HB LU-02LVCF2001 亜光, 耐候性 -SF-15LV CF2001高耐冲击, 柔韧性 -TF-10LV CF2003 / CF2004 韧性 -AW-01LV CF2001/CD3501 滑动性HB NW-02LV CF2001/CD3501 HB PW-01LV CF2001/CD3501 HB防静电高耐冲击·柔韧性导电性低VOCSW-01LV CF2001 滑动性 HB TR-20LV CF2001 无机物增强 HB GH-25LVCF3500 玻纤25%增强 HB FP15X CF2001 熔融挤出 HB M25-34CF2001 一般挤压用 HB H140-54C CF2001 高强度,耐燃料 -H140DR MCB1041D 用于柴油 -M270-07K30681 黑色MB-M90-07K30682 黑色MB(LV等级用) 请看UL链接 M90-07K30680 黑色MB 请看UL链接 M90-71CF2001 耐热性 HB MC-01A Colored 相当于 HB MC-01B Colored 相当于 HB MC-01C Colored 相当于 HB RB-10CF2001 防霉MB -SL-20CF2001硅油MB -WR-01CF2001/CD3068 耐氯化水-M270-57WK2001 高流动性·短成型周期 HB M90-57WK2001标准HB注:*color-CFxxxx:Natural,CDxxxx:Black食品接触用途・饮用水安全多国认证金属色调外观 挤出成型特殊TEPCON® POMTEPCON® POM牌号特性一览表分类牌号颜色特性UL94M270 NATCF2001 高流动性·短成型周期 HB M450 NAT CF2001 超高流动性·短成型周期 HB M90 BK CD3068标准, 黑色 HB M90 NATCF2001/CF2001M 标准 HB 其他 M90-07CD3068 黑色MB -标准M90-10CF2001标准HB注:*color-CFxxxx:Natural,CDxxxx:BlackDURACON® TEPCON® POM牌号命名规则标准➀ 前缀:➁ 粘度:➂ 特性:➃ 特性:EX-食品接触25-高粘2.544-标准 LV-低VOCGH-玻纤增强90-中粘945-耐候EW-碳黑140-中粘1471-耐热JW-高性能润滑270-低粘27LP-激光标记TR-矿物填充450-低粘4510-10%填充YF-PTFE耐磨15-15%填充QL-PTFE含油耐磨20-20%填充EB-碳黑25-25%填充NW-高性能润滑SW-无油润滑LU-消光耐候TW-矿物润滑GB-玻珠增强LW-高性能润滑HP-高刚性CP-抗蠕变ES-碳黑MS-二硫化钼耐磨SF-高耐冲柔韧TF-高耐冲柔韧KT-矿物填充AW-特殊PE润滑CH-碳纤导电SX-消声柔韧。
POM C9021 Ticona

POM C9021 美国泰科纳Ticona POM C9021 特性:抗氧化、刚性,高;耐化学性。
POM C9021 用途:家电、汽车、电子、工程配件资料由琨正塑胶提供客服热线 TeL 1353-86-686-08POM C9021物性表性能项目测试条件测试方法数值/描述单位机械性能拉伸强度(引张强度)ASTMD638/ISO527kg/cm²(MPa)[Lb/in2]断裂伸长率ASTMD638/ISO527%拉伸模量ASTMD638/ISO527413000 kg/cm²(MPa)[Lb/in2]拉伸屈服伸长率(延伸率)ASTMD638/ISO527%拉伸断裂伸长率(延伸率)ASTMD638/ISO527%弯曲模量(弯曲弹性率)ASTMD790/ISO178kg/cm²(MPa)[Lb/in2]弯曲强度ASTMD790/ISO178392000 kg/cm²(MPa)[Lb/in2]洛氏硬度ASTM D785IZOD 缺口冲击强度1/4"23℃ASTMD256/ISO179kg·cm/cm(J/M)ft·lb/in1/4"-30℃ASTMD256/ISO179kg·cm/cm(J/M)ft·lb/in1/8" 23℃ASTMD256/ISO179kg·cm/cm(J/M)ft·lb/in1/8" -30℃ASTMD256/ISO179kg·cm/cm(J/M)ft·lb/inCharpy 冲击强度23℃ (缺口)ASTMD256/ISO179kg·cm/cm(J/M)ft·lb/in-30℃(缺口)ASTMD256/ISO179kg·cm/cm(J/M)ft·lb/in23℃(无缺口)ASTMD256/ISO179kg·cm/cm(J/M)ft·lb/in-30℃(无缺口)ASTMD256/ISO179kg·cm/cm(J/M)ft·lb/in物性性能比重(密度)ASTMD792/ISO11831.41成型收缩率ASTM D955 %熔融指数(流动系数)200℃/5kgASTMD1238/ISO1133g/10min220℃/10kgASTMD1238/ISO1133g/10min吸水率23℃/24HASTMD570/ISO 62%热性能热变形温度退火ASTMD648/ISO 75℃(℉)未退火ASTMD648/ISO 75℃(℉)维卡软化点ASTMD1525/ISOR306302 F ℃(℉)熔点- ℃(℉)燃烧性(率)UL94线性膨ASTM mm/mm.℃胀系数D696/ISO11359电气性能介电常数100HZASTMD150/IEC602501MHZASTMD150/IEC60250体积电阻率ASTMD257/IEC60093Ω.cm表面电阻率ASTMD257/IEC60093Ω耐电弧性ASTMD495/IEC60112加工条件干燥条件加工温度射嘴℃料筒前段℃料筒中段℃料筒后段℃熔体温度℃模具温度℃压力注塑压力Mpa保压压力Mpa背压Mpa 螺杆转速rpm其他备注颜色特性抗氧化、刚性,高;耐化学性用途家电、汽车、电子、工程配件。
Hostaform C9021 物性表

HOSTAFORM C 9021 | POM | UnfilledDescriptionChemical abbreviation according to ISO 1043-1: POMMolding compound ISO 9988-POM-K, M-GNR, 03-002POM copolymerStandard-Injection molding type with high rigidity, hardness andtoughness; good chemical resistance to solvents, fuel and strongalkalis as well as good hydrolysis resistance; high resistance tothermal and oxidative degradation.Fulfils EG-directive 2002/72/EU as well as the recommendationXXXIII for consumer goods of the BgVV, corresponding toFDA-regulation for food contact.UL-registration for all colours and a thickness more than 1.5 mm asUL 94 HB, temperature index UL 746 B electrical 110 °C, mechanical90 °C.Burning rate ISO 3795 and FMVSS 302 < 75 mm/min for a thickness morethan 1 mm.Ranges of applications: automotive engineering, precisionengineering, electric and electronical industry, domesticappliances.FDA = Food and Drug Administration (USA)BgVV = Bundesinstitut f r gesundheitlichen Verbraucherschutz undVeterin rmedizinFMVSS = Federal Motor Vehicle Safety Standard (USA)UL = Underwriters Laboratories (USA)Physical properties Value Unit Test Standard Density1410 kg/m³ISO 1183Melt volume rate (MVR)8 cm³/10min ISO 1133 MVR test temperature190°C ISO 1133MVR test load 2.16 kg ISO 1133Water absorption (23°C-sat)0.65 %ISO 62Humidity absorption (23°C/50%RH)0.2 %ISO 62Mechanical properties Value Unit Test Standard Tensile modulus (1mm/min)2850 MPa ISO 527-2/1A Tensile stress at yield (50mm/min)64 MPa ISO 527-2/1A Tensile strain at yield (50mm/min)9 %ISO 527-2/1A Nominal strain at break (50mm/min)30 %ISO 527-2/1A Tensile creep modulus (1h)2500 MPa ISO 899-1 Tensile creep modulus (1000h)1300 MPa ISO 899-1 Charpy impact strength @ 23°C180P kJ/m²ISO 179/1eU Charpy impact strength @ -30°C160 kJ/m²ISO 179/1eU Charpy notched impact strength @ 23°C 6.5 kJ/m²ISO 179/1eA Charpy notched impact strength @ -30°C6 kJ/m²ISO 179/1eAThermal properties Value Unit Test Standard Melting temperature (10°C/min)166°C ISO 11357-1,-2,-3 DTUL @ 1.8 MPa104°C ISO 75-1/-2Vicat softening temperature B50 (50°C/h 50N)150°C ISO 306Coeff.of linear therm. expansion (parallel) 1.1 E-4/°C ISO 11359-2 Coeff.of linear therm. expansion (normal) 1.1 E-4/°C ISO 11359-2Flammability @1.6mm nom. thickn.HB class UL94 thickness tested (1.6) 1.5 mm UL94UL recognition (1.6)UL-UL94 Flammability at thickness h HB class UL94 thickness tested (h)3 mm UL94UL recognition (h)UL-UL94Electrical properties Value Unit Test Standard Relative permittivity -100 Hz4-IEC 60250 Relative permittivity -1 MHz4-IEC 60250 Dissipation factor -100 Hz20 E-4IEC 60250 Dissipation factor -1 MHz50 E-4IEC 60250 Volume resistivity1E12 Ohm*m IEC 60093 Surface resistivity1E14 Ohm IEC 60093 Electric strength35 kV/mm IEC 60243-1 Comparative tracking index CTI600-IEC 60112Test specimen production Value Unit Test Standard Processing conditions acc. ISO9988-Internal Injection molding melt temperature195°C ISO 294 Injection molding mold temperature85°C ISO 294 Injection molding flow front velocity200 mm/s ISO 294 Injection molding hold pressure90 MPa ISO 294Rheological Calculation properties Value Unit Test Standard Density of melt1200 kg/m³Internal Thermal conductivity of melt0.155 W/(m K)Internal Specific heat capacity of melt2210 J/(kg K)InternalEff. thermal diffusivity 4.85E-8 m²/s Internal Ejection temperature165°C Internal MULTI-POINT DATAOther ProcessingFilm ExtrusionStandard injection moulding machines with three phase (15 to 25 D) plasticating screws will fit.Melt temperature 190-230 °CMould temperature 60-120 °COther ExtrusionStandard extruders with grooved feed zone and short compressionscrews (minimum 25 D) will fit.Melt temperature 180-190 °CProfile ExtrusionStandard extruders with grooved feed zone and short compressionscrews (minimum 25 D) will fit.Melt temperature 180-190 °CSheet ExtrusionStandard extruders with grooved feed zone and short compressionscrews (minimum 25 D) will fit.Melt temperature 180-190 °CBlow MoldingStandard extruders with grooved feed zone and short compressionscrews (minimum 25 D) will fit.Melt temperature 180-190 °CDisclaimerNOTICE TO USERS: Values shown are based on testing of laboratory test specimens and represent data that fall within the standard range of properties for natural material. These values alone do not represent a sufficient basis for any part design and are not intended for use in establishing maximum, minimum, or ranges of values for specification purposes. Colorants or other additives may cause significant variations in data values.Properties of molded parts can be influenced by a wide variety of factors including, but not limited to, material selection, additives, part design, processing conditions and environmental exposure. Any determination of the suitability of a particular material and part design for any use contemplated by the users and the manner of such use is the sole responsibility of the users, who must assure themselves that the material as subsequently processed meets the needs of their particular product or use.To the best of our knowledge, the information contained in this publication is accurate; however, we do not assume any liability whatsoever for the accuracy and completeness of such information. The information contained in this publication should not be construed as a promise or guarantee of specific properties of our products. It is the sole responsibility of the users to investigate whether any existing patents are infringed by the use of the materials mentioned in this publication.Moreover, there is a need to reduce human exposure to many materials to the lowest practical limits in view of possible adverse effects. To the extent that any hazards may have been mentioned in this publication, we neither suggest nor guarantee that such hazards are the only ones that exist. We recommend that persons intending to rely on any recommendation or to use any equipment, processing technique or material mentioned in this publication should satisfy themselves that they can meet all applicable safety and health standards.We strongly recommend that users seek and adhere to the manufacturer’s current instructions for handling each material they use, and entrust the handling of such material to adequately trained personnel only. Please call the telephone numbers listed listed (+49 (0) 69 30516299 for Europe and +1 908 598-4169 for the Americas) for additional technical information. Call Customer Services for the appropriate Materials Safety Data Sheets (MSDS) before attempting to process our products.The products mentioned herein are not intended for use in medical or dental implants.。
Hostaform C 9021 GV1 30 物性表

5400 兆帕
公 1.00E +12 欧姆厘米
1.00E +14 欧姆 4.3
@频率 1.00E +6 赫兹
英语 方法
0.0578 磅/³ ISO
0.0488 磅/³ 0.90% 英语
1183
ISO 62 方法
19600 PSI 5mm/min
3 - 4 小时
0.15%
大
注射压力 保压压力 背压 螺杆转速
热加工温度 描述属性 注塑成型 注射速度 熔体体积流动速率 (MVR),厘米³/ 10 分钟 MVR 测试负载,公斤 MVR 试验温度,℃
60.0 - 120 兆帕 60.0 - 120 兆帕
<= 2.00 兆帕 70 RPM 的
@直径 55.0 毫米的
拉伸模量
9.20 GPA
弯曲模量 剪切模量 简支梁冲击缺口
简支梁冲击,缺口
拉伸蠕变模量,1 小时 拉伸蠕变模量,1000 小 时
电气性能 体积电阻率 表面电阻 介电常数
7.80 GPA 0.286 GPA 温度 160°C 3.00 焦耳/平方厘米
3.50 焦耳/平方厘米 @温度 30.0°C
0.800 J /平方厘米
3 - 4 小时 0.15%
4.3 IEC 60250
@频率 100 Hz
1020 千伏/
IEC
60243-1
0.0030 IEC 60250
@频率 100 Hz
0.0060 IEC 60250
@频率 1.00E +6 赫兹
600 V IEC 60112
英语
方法
PC料物性基本档案

≧125
≧125
长期耐热温度UL (Recognition Temperature)
℃
>110
>110
可燃性UL94 (Flammability)
V-2
V-2
熔点(Melt Point)
℃
透光率3mm (Light Transmittar)
%
85~89
85~89
吸水率(Water Absorption)
PC料物性基性檔
级别
项目单位
HF1110级别
普通级别
密度(Density)
g/c㎡
1.2
1.2
熔融指数(Melt Flow Index)
g/10c㎡
20~25
9.0~12
拉伸强度(Tensile Strength)
㎏/c㎡
620~650
630~680
弯曲强度(Flexural Strength)
㎏/c㎡
5﹑透明性﹑耐候性佳,可長期戶外使用;
6﹑尺寸穩定,優良的耐蠕變性能;
7﹑優良的耐燃燒性能.
900~950
900~950
弯曲模数(Flexural Modulus)
㎏/c㎡
22000~25000
22000~25000
IZOD冲击强度1/8″(IZON Impact Strength)
㎏=㎝/㎝
75~100
80~115
热变形温度1.8MP(Heat Deflection Temperatre)
23度,24hrs
0.15~0.20
0.20~0.23
23度,饱和值
0.35
0.35
体积固有阻抗(Volume Resistity)
泰科纳POM M25物性表
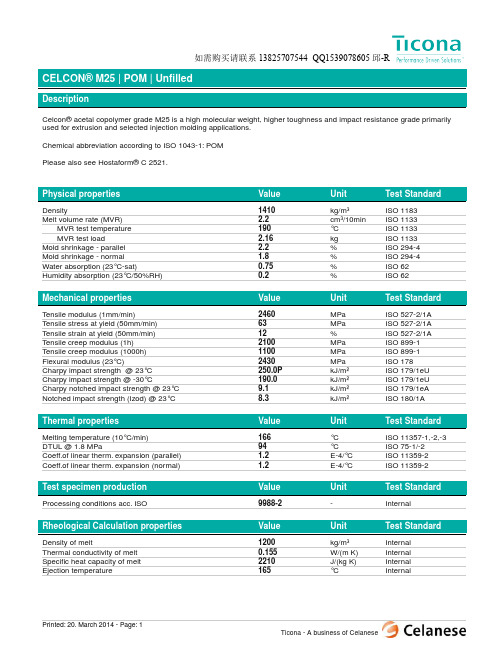
Celcon® acetal copolymer grade M25 is a high molecular weight, higher toughness and impact resistance grade primarily used for extrusion and selected injection molding applications.Chemical abbreviation according to ISO 1043-1: POM Please also see Hostaform® C 2521.Density1410kg/m³ISO 1183Melt volume rate (MVR) 2.2cm³/10min ISO 1133 MVR test temperature 190°C ISO 1133 MVR test load2.16kg ISO 1133Mold shrinkage - parallel 2.2%ISO 294-4Mold shrinkage - normal 1.8%ISO 294-4Water absorption (23°C-sat)0.75%ISO 62Humidity absorption (23°C/50%RH)0.2%ISO 62T ensile modulus (1mm/min)2460MPa ISO 527-2/1A T ensile stress at yield (50mm/min)63MPa ISO 527-2/1A T ensile strain at yield (50mm/min)12%ISO 527-2/1A T ensile creep modulus (1h)2100MPa ISO 899-1T ensile creep modulus (1000h)1100MPa ISO 899-1Flexural modulus (23°C)2430MPa ISO 178Charpy impact strength @ 23°C 250.0P kJ/m²ISO 179/1eU Charpy impact strength @ -30°C190.0kJ/m²ISO 179/1eU Charpy notched impact strength @ 23°C 9.1kJ/m²ISO 179/1eA Notched impact strength (Izod) @ 23°C8.3kJ/m²ISO 180/1AMelting temperature (10°C/min)166°C ISO 11357-1,-2,-3DTUL @ 1.8 MPa94°C ISO 75-1/-2Coeff.of linear therm. expansion (parallel) 1.2E-4/°C ISO 11359-2Coeff.of linear therm. expansion (normal)1.2E-4/°CISO 11359-2Processing conditions acc. ISO9988-2-InternalDensity of melt1200kg/m³Internal Thermal conductivity of melt 0.155W/(m K)Internal Specific heat capacity of melt 2210J/(kg K)Internal Ejection temperature165°CInternal如需购买请联系138********邱-RQQ1539078605Pre Drying:Drying is not normally required. If material has come in contact with moisture through improper storage or handling or through regrind use, drying may be necessary to prevent splay and odor problems.Drying time: 3 hDrying temperature: 80 - 100 °CTemperature:Manifold Mold Melt Nozzle Zone4Zone3Zone2Zone1 min (°C)18080180190190180180170 max (°C)200120200200200190190180Pressure:Inj press Hold press Back pressuremin (bar)6006000max (bar)120012005Speed:Injection speed: slowStandard reciprocating screw injection molding machines with a high compression screw (minimum 3:1 and preferably 4:1) and low back pressure (0.35 Mpa/50 PSI) are favored. Using a low compression screw (I.E. general purpose 2:1 compression ratio) can result in unmelted particles and poor melt homogeneity. Using a high back pressure to make up for a low compression ratio may lead to excessive shear heating and deterioration of the material.Melt T emperature: Preferred range 182-199 C (360-390 F). Melt temperature should never exceed 230 C (450 F).Mold Surface T emperature: Preferred range 82-93 C (180-200 F) especially with wall thickness less than 1.5 mm (0.060 in.). May require mold temperature as high as 120 C (250 F) to reproduce mold surface or to assure minimal molded in stress. Wall thickness greater than 3mm (1/8 in.) may use a cooler (65 C/150 F) mold surface temperature and wall thickness over6mm (1/4 in.) may use a cold mold surface down to 25 C (80 F). In general, mold surface temperatures lower than 82 C (180 F) may hinder weld line formation and produce a hazy surface or a surface with flow lines, pits and other included defects that can hinder part performance.Standard extruders with a length to diameter ratio of at least 20:1 are recommended. The screw should be a high compression ratio of at least 3:1 and preferably 4:1 to assure good melting and melt homogeneity. The design should be approximately 35% each for feed and metering sections with the remaining 30% as the transition zone.Melt temperature: 160-220 C (320-430 F)Standard extruders with a length to diameter ratio of at least 20:1 are recommended. The screw should be a high compression ratio of at least 3:1 and preferably 4:1 to assure good melting and uniform melt homogeneity. The design should be approximately 35% each for the feed and metering sections with the remaining 30% as transition zone.Melt temperature 180-220 C (355-430F)Standard extruders with a length to diameter ratio of at least 20:1 are recommended. The screw should be a high compression ratio of at least 3:1 and preferably 4:1 to assure good melting and melt homogeneity. The design should be approximately 35% each for feed and metering sections with the remaining 30% as the transition zone.Melt temperature: 180-220 C (360-430 F).Standard extruders with a length to diameter ratio of at least 20:1 are recommended. The screw should be a high compression ratio (at least 3:1 and preferably 4:1) to assure good melting and uniform melt homogeneity. The screw design should be approximately 35% each for the feed and metering sections with the remaining 30% as the transition zone.Melt temperature 180-190 C (355-375 F).Consult product information services.。
SUSTARIN C ESD 90物性

聚甲醛(POM)共聚物 MERTL Kunststoffe GmbH
Technical Data
如需要购买请联系13825707544
产品说明 SUSTARIN® C ESD 90是一种聚甲醛(POM)共聚物产品,。 它,在欧洲有供货。
特性包括: • 阻燃/额定火焰 • 静电保护 • 抗静电
额定值 单位制 1500 MPa 42.0 MPa 20 %
额定值 单位制 5.0 kJ/m²
额定值 单位制 76
80.0 MPa 额定值 单位制
106 °C
-50.0 到 85.0 °C < 140 °C 165 °C 1.7E-4 cm/cm/°C 额定值 单位制
1.0E+9 到 1.0E+11 ohm 1.0E+9 到 1.0E+12 ohm·cm
总体
材料状态
• 已商用:当前有效
添加剂 特性 外观 树脂ID (ISO 1043)
• 抗静电性 • 静电放电保护 • 米黄色 • POM
• 抗静电性 • 自然色
物理性能 密度 吸水率 (平衡, 23°C, 50% RH)
机械性能 拉伸模量 拉伸应力 (屈服) 拉伸应变 (断裂)
冲击性能 简支梁缺口冲击强度
硬度 支撐硬度 (邵氏 ) 球压硬度
热性能 热变形温度 (1.8 MPa, 未退火) 最高连续使用温度 -- 3 -- 4 熔融温度 线形膨胀系数 - 流动 (20 到 60°C)
电气性能 表面电阻率 体积电阻率
可燃性 UL 阻燃等级 3.00 mm 6.00 mm
额定值 单位制 1.34 g/cm³ 0.20 %
ISO 11357-3
瑞典模具钢

X13T6W(236)电渣重溶模具材料详细介绍:X13T6W(236H)电渣重溶模具钢材详细介绍:MEK4/DIN1.8523高耐磨塑胶模具钢详细介绍:高温热作模具用合金BC-3详细介绍:高温热作模具用合金BC-3材料介绍热挤压材料BC-3是一种新型特种合金材料,适应于800℃以上应用的热加工领域。
具有良好的稳定性和耐磨性及红硬性,同时具有优良的抗急冷急热和抗高温氧化性能,在温度650℃时具有良好的综合性能,是一种理想的热挤压材料。
现用于制作有色金属铜及铜金合金的挤压。
其使用寿命比一般热作模具钢可提高五到十倍,并且挤制的产品表面质量好,尺寸精确度高,而且使用寿命长,应用到铜加工行业已有多年的历史。
一、新型特种钢BC-3热挤压材料的主要性能1、机械性能2、持久性能3、蠕变和疲劳性能4抗氧化数据5、长期时效性能热挤压模具是有色金属挤压生产中使用的关键工具,热挤压模具的使用寿命和质量,极大影响着挤压制品的质量、挤压制品表面质量不好,尺寸精度差,因而需要频繁更换模具,生产效率太低,产品成品率低,磨具消耗量大。
我们开发研制的BC-3合金材料已经解决了铜及压的多种难题。
几年来,已经在全国铜挤压领域肿,去得了显著的经济效益和社会效益并充分显示了这种新型材料的显著优越性。
1、提高生产效率BC-3材料使用寿命长。
使用寿命是H13钢的5-10倍,可以为企业减少大量热停修模的时间。
2、提高产品质量BC-3的红硬性高,耐磨性好。
使用中不变形,不氧化,表面光滑不沾铜。
所挤制的产品表面质量好,尺寸精确度高,为拉伸工序和定尺控制提供了良好条件。
消除了使用热作钢模具时的粘铜、划伤等现象。
3、提高产品成品率使用BC-3材料挤压出的铜材表面光洁,成品率高。
4、减低模具费用热挤压生产中,挤压模消耗量大,占生产的比重也高,使用BC-3材料是热作钢模具使用寿命的5-10倍,并且减少大量的模具机加工费用。
其经济效益和社会效益显著。
为实现热挤压产品高产、优质、低耗提供了保证,为有色金属加工业的可持续发展创造了良好的条件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
POM泰科纳Hostaform®C9021K物性表
产品提供久隆塑胶原料TEL134********
聚甲醛(POM)共聚物,Chalk Filler,注塑级,可电镀,抗磨损性能,良好的耐化学性溶剂,抗燃料,耐强碱,以及良好的抗水解性,高耐热。
熔体体积流动速度,MVR7.5cm³/10min ISO1133
温度190°C ISO1133
载荷2.16kg ISO1133
模塑收缩率,平行 2.0%ISO294-4,2577
模塑收缩率,垂直 1.8%ISO294-4,2577
拉伸模量3000MPa ISO527-1/-2
屈服应力60MPa ISO527-1/-2
屈服伸长率8%ISO527-1/-2
名义断裂伸长率22%ISO527-1/-2
拉伸蠕变模量,1h2500MPa ISO899-1
拉伸蠕变模量,1000h1400MPa ISO899-1
无缺口简支梁冲击强度,+23°C100kJ/m²ISO179/1eU
无缺口简支梁冲击强度,-30°C100kJ/m²ISO179/1eU
简支梁缺口冲击强度,+23°C5kJ/m²ISO179/1eA
简支梁缺口冲击强度,-30°C5kJ/m²ISO179/1eA
熔融温度,10°C/min166°C ISO11357-1/-3
热变形温度, 1.80MPa100°C ISO75-1/-2
维卡软化温度,50°C/h50N150°C ISO306
线性热膨胀系数,平行110E-6/K ISO11359-1/-2
1.5mm名义厚度时的燃烧性HB class IEC60695-11-10
测试用试样的厚度 1.6mm IEC60695-11-10
相对介电常数.,100Hz 4.2-IEC60250相对介电常数.,1MHz 4.2-IEC60250介质损耗因子,100Hz25E-4IEC60250介质损耗因子,1MHz60E-4IEC60250
体积电阻率1E12Ohm*m IEC60093
表面电阻率1E14Ohm IEC60093
介电强度35kV/mm IEC60243-1
相对漏电起痕指数600-IEC60112
吸水性0.65%类似ISO62
吸湿性0.2%类似ISO62
密度1440kg/m³ISO1183
ISO试样制备条件.9990-ISO....-2
注塑,熔体温度205°C ISO294
注塑,模具温度90°C ISO10724
注塑,注射速度200mm/s ISO294
注塑,保压压力90MPa ISO294。