钎焊预备工艺规程
钎焊工艺规程和钎焊工艺评定报告
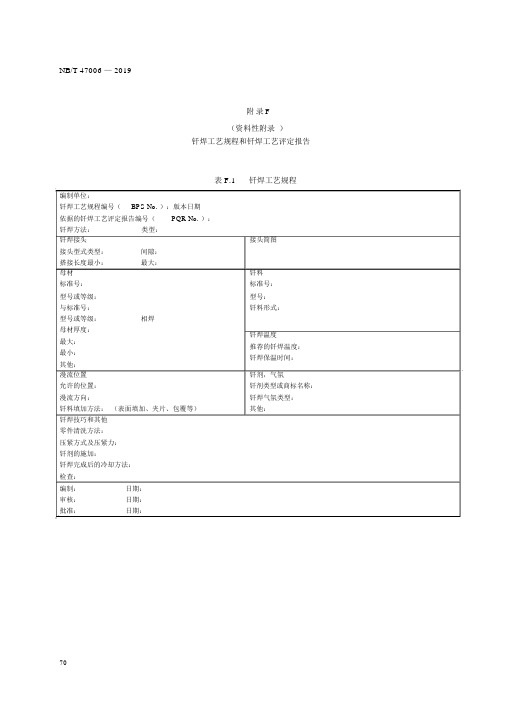
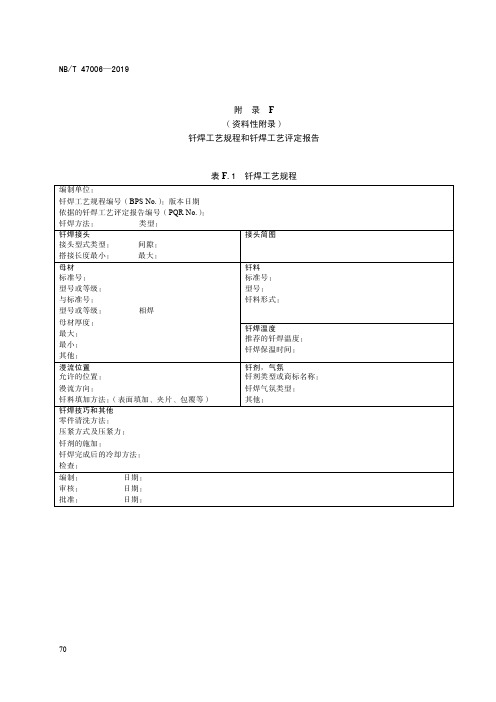
NB/T 47006 — 2019附录F(资料性附录)钎焊工艺规程和钎焊工艺评定报告表 F.1钎焊工艺规程编制单位:钎焊工艺规程编号(BPS No. ):版本日期依据的钎焊工艺评定报告编号(PQR No. ):钎焊方法:类型:钎焊接头接头简图接头型式类型:间隙:搭接长度最小:最大:母材钎料标准号:标准号:型号或等级:型号:与标准号:钎料形式:型号或等级:相焊母材厚度:钎焊温度最大:推荐的钎焊温度:最小:钎焊保温时间:其他:漫流位置钎剂,气氛允许的位置:钎剂类型或商标名称:漫流方向:钎焊气氛类型:钎料填加方法:(表面填加、夹片、包覆等)其他:钎焊技巧和其他零件清洗方法:压紧方式及压紧力:钎剂的施加:钎焊完成后的冷却方法:检查:编制:日期:审核:日期:批准:日期:70NB/T 47006 —2019表 F.2钎焊工艺评定报告(PQR )编制单位:钎焊工艺规程编号(BPS No. ):钎焊工艺评定报告编号(PQR No. ):使用的钎焊方法:试件钎焊的日期:母材母材标准号:与母材标准号:母材型号或等级:与母材型号或等级:母材厚度:与母材厚度:钎料钎料标准号:型号:钎料产品形式:接头搭接长度:接头类型:接头间隙:钎焊温度钎焊温度范围:保温时间:钎剂、气氛钎剂类型或商标名称:气氛类型:漫流位置漫流的位置:漫流方向:钎后炉内冷却方法:钎焊技巧和其他零件清洗方法:压紧方式及压紧力:钎剂的施加方法:其他:拉伸试验试验报告编号:试样编号宽度厚度面积极限总载荷极限应力失效位置剥离或切片试验试验报告编号:类型结果类型结果其他试验试验报告编号:钎焊工姓名:钎焊工代号:试样评价者(公司名称):编制:日期:审核:日期:批准:日期:71。
炉中钎焊的一般工艺流程
炉中铝钎焊的一般工艺流程1.工件的表面准备为了确保形成均匀优质钎焊接头,焊前必须清除工件表面的油污、氧化物;为了改善某些材料的钎焊性或增加钎料对母材的润湿能力等常需在母材表面镀覆金属。
(1)清除油污常用有机溶剂去除油污,如酒精、汽油、三氯乙烯、四氯化碳等。
大批量生产常在有机溶剂蒸汽中脱脂。
在浴槽中清洗时可采用机械搅拌或超声波振动以提高清洗作用。
脱脂后须用水清洗并烘干。
(2)清除氧化物零件表面氧化物的清除按材料、生产条件和批量,可在机械法、化学浸蚀法和电化学浸蚀法等方法中选择。
经化学浸蚀或电化学浸蚀后还须进行光亮处理或中和处理,随后用水清洗并干燥。
a. 适合批量生产的机械清除方法有砂轮、金属刷、喷砂等方法。
b. 化学浸蚀清除表面氧化物始于批量生产,生产率高。
浸蚀液的选择取决于母材及其表面氧化物的性质状态。
铝及铝合金可选用(10%NaOH,余量水或10%H2SO4,余量水)的浸蚀液成分。
c. 电化学浸蚀同样适用于大批量生产及须快速清除氧化物的情况,大多用于不锈钢和碳钢的清除氧化物工艺。
(3)母材表面镀覆金属在母材表面镀覆金属主要是为了改善钎料的钎焊性;增加钎料对母材的润湿能力;作为预置钎料层以简化装配提高生产率。
2.预置钎剂和阻流剂有些焊接方法需要预先放置钎剂和阻流剂。
预置的钎剂多为软膏式液体,以确保均匀涂覆在工件的待接两表面上。
粘度小的钎剂可以采用浸沾、手工喷涂或自动喷洒。
粘度大的钎剂将其加热到50~600C,不用稀释便能降低其粘度,热的钎剂其表面张力降低,易粘于金属。
用于气体钎剂的炉中钎焊和火焰钎焊,以及使用自钎剂钎料的钎焊,无须预置钎料。
真空钎焊也不需钎剂。
阻流剂是钎焊时用来阻止钎料泛流的一种辅助材料。
在气体保护炉中钎焊和真空炉中钎焊时用的最广。
阻流剂主要是由稳定的氧化物(如氧化铝、氧化钛、氧化镁等)与适当的粘结剂组成。
焊前把糊状阻流剂涂覆在不需要钎焊的母材表面上。
由于钎剂不润湿这些物质,故能阻止其流动。
钎焊工艺过程控制

钎焊工艺过程控制一、材料1.钎料:高硅铝焊条4047(含硅11.0~13.0%,近似熔化范围577~582℃)。
2.钎剂:钾氟铝酸盐(不需清洗,无腐蚀性)熔化范围550~575℃,PH值5~6。
3.基材:3A21(LF21),K70A等,典型熔化温度620~630℃,(纯铝660.2℃)。
二、钎焊三个过程1.零件预热加热,钎剂干燥——钎剂熔化——钎料熔化——(钎剂冷却)。
2.三个温度过程:a.出现黄色火焰:件的表面受热比中心快,表面出现氧化。
b.钎剂熔化的第一瞬间,钎剂由白转向透明,(接头处约565℃)。
c.钎料开始变形,并开始熔化3.三过程的注意事项a.钎剂干燥过程,火焰加热由弱到强,由厚到薄,不宜直热加热钎剂,以免件温度未到钎剂先熔化,火焰均匀移动加热,使焊缝部位均匀加热,尤其出现黄色火焰时不能老对着一个部位,加快移动。
b.剂熔化后由白转为透明这过程中就直热加热焊缝接头处和钎料,直到钎料熔化流入焊缝。
当钎料熔化流入焊缝后,应及时移开火焰,使焊缝冷却三、常见缺陷1.过热烧蚀:加热过程中,火焰直接加热某个地方达到表面氧化,严重的出现凸凹不平甚至于烧熔烧穿。
2.过烧溶蚀:钎焊熔化后,继续加热,钎料溶蚀基材(钎料溶解基材使其熔点降低)。
一般出现在钎料边沿形成溶坑3.虚焊:件不清洁或钎剂钎料先熔化,件湿度未达到。
4.气孔、夹渣:件不清洁,焊缝间隙不合适,钎料不易填满或加热不均匀局部温度低,或过热分解产生氧化物,气体进入钎料(钎缝)5.焊瘤:钎剂过多或缝过大漏料,形成外部或内部的焊瘤。
温度过高钎料与基材发生化学反应。
6.裂纹:过热、溶蚀(钎料渗入基材),过早移动工件(未充分冷却)。
材料缺陷热应力大,应采用尽可能低一点温度焊热。
7.表面不良:火焰氧气过多易氧化,氧不纯或太少表面发黑。
8.缺料不饱满:焊缝过大、漏料、料不足焊条太细。
局部不清洁焊不上。
钎焊使用工艺规范
安徽江淮摩丁空调企业标准钎焊使用工艺标准1范围本标准了钎焊通用技术、工艺标准要求、试验方法及检验规那么。
本标准适用于空调器产品制冷系统的钎焊,其它产品可参照执行。
本标准取代了原2003版的?钎焊使用工艺标准?。
2引用标准以下标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用以下标准最新版本的可能性。
GB/T8619-1988钎缝强度试验方法QJ/MK01.003逐批检查计数抽样程序及抽样表进货检验QJ/MK02.001房间空气调节器QJ/MK05.002热交换器QJ/MK05.004连接管和配管用铜管QJ/MK05.005热交换器用铜管毛细管用铜管QJ/MK05.009钎料技术条件气体助焊剂3钎焊用材料的技术要求3.1配管用铜管应符合QJ/MK0的。
3.2热交换器用铜管应符合QJ/MK05.005的。
3.3毛细管用铜管应符合的。
3.4钎焊用焊料应符合QJ/MK05.009的。
3.5钎焊用助焊剂应符合的。
4钎焊工艺讲明钎焊是三大焊接方法(熔焊、压焊、钎焊)中的一种。
钎焊是采纳比焊件金属熔点低的金属作钎料,将焊件和钎料加热到高于钎料、低于焊件熔化温度,利用液态钎料润湿焊件金属,填充接头间隙并与母材金属相互扩散实现连接焊件的一种方法。
按其所用的热源不同,钎焊可分为:火焰钎焊、感应钎焊、烙铁钎焊、电阻钎焊及炉中钎焊等。
空调制冷系统中钎焊采纳火焰钎焊的方法,其通用性大、工艺过程较为简单,但火焰钎焊手工操作加热温度和时刻难以把握,因此要求操作人员具备熟练的操作技巧。
4.1钎焊原理钎焊是利用液态钎料填满钎焊金属结合面的间隙而形成牢固接头的焊接方法。
其工艺过程必须具备两个全然条件。
4.1.1液态钎料能润湿钎焊金属并能致密的填满全部间隙;4.1.2液态钎料与钎焊金属进行必要的物理、化学反响到达良好的金属间结合。
4.2液态钎料的填缝原理钎焊时,液态钎料是靠毛细作用在钎缝间流淌的,这种液态钎料对母材金属的浸润和附着的能力称之为润湿性。
钎焊工艺规程和钎焊工艺评定报告
剥离或切片试验试验报告编号: 类型
结果
其他试验试验报告编号:
钎焊工姓名:
钎焊工代号:
试样评价者(公司名称):
编制:
日期:
审核:
日期:
批准:
日期:
类型
结果
71
70
表 F.2 钎焊工艺评定报告(PQR)
编制单位:
钎焊工艺规程编号(BPS No.):
钎焊工艺评定报告编号(PQR No.):
使用的钎焊方法:
试件钎焊的日期:
母材
母材标准号:
母材型号或等级:
母材厚度:
钎料
钎料标准号:
型号:
接头
搭接长度:
接头类型:
钎焊温度
钎焊温度范围:
钎剂、气氛
钎剂类型或商标名称:
相焊
母材厚度:
最大:
最小:
其他:
漫流位置
允许的位置:
漫流方向:
钎料填加方法:(表面填加、夹片、包覆等)
钎焊技巧和其他
零件清洗方法:
压紧方式及压紧力:
钎剂的施加:
钎焊完成后的冷却方法:
检查:
编制:
日期:
审核:
日期:
批准:
日期:
钎焊工艺规程
接头简图
钎料 标准号: 型号: 钎料形式:
钎焊温度 推荐的钎焊温度: 钎焊保温时间: 钎剂,气氛 钎剂类型或商标名称: 钎焊气氛类型: 其他:
NB/T 47006—2019
附录F (资料性附录) 钎焊工艺规程和钎焊工艺评定报告
表 F.1
编制单位:
钎焊工艺规程编号(BPS No.):版本日期
依据的钎焊工艺评定报告编号(PQR No.):
钎焊操作规程

钎焊操作规程钎焊操作规程一、钎焊工艺概述钎焊是一种通过熔融填料来连接金属材料的焊接方法。
它具有焊缝牢固、可靠性高的特点,适用于连接各种金属材料,广泛应用于工业领域。
本操作规程旨在规范钎焊操作,确保安全和焊接质量。
二、操作前准备1.检查焊接设备的电缆、电源线是否良好,焊机是否正常工作。
2.准备焊接材料,包括焊丝、药芯、熔剂等,并对焊丝进行质量检查。
3.清理工作区域,确保干净整洁,并保证操作区域通风良好。
三、组织钎焊操作1.根据需要将焊件进行预热,预热温度根据焊接材料和厚度确定。
2.将焊件进行装夹,确保焊接位置固定。
3.选择适当的焊接方法,如火焊、气焊等,并进行调试。
四、钎焊操作1.根据焊接方法和要求,选择合适的焊接熔剂和焊丝。
2.焊丝应在烘干炉中烘烤,确保焊丝表面干燥,避免气孔和夹杂物的产生。
3.将焊丝固定在焊枪上,并充分预热焊丝。
4.将焊丝与预热焊件表面接触,施加适当的压力,使焊丝与焊件密合。
5.调整焊接火焰大小和焊接速度,控制好焊接温度和焊缝的宽度。
6.焊接完成后,关闭焊机和气源,清理焊接区域。
五、操作注意事项1.操作人员应具备相关的焊接技能和经验,严格遵守操作规程。
2.操作时要戴好防护眼镜、手套、工作服等个人防护装备。
3.操作时要注意防火安全,保持操作区域清洁,避免火花飞溅和熔剂溅射。
4.操作结束后,要及时清理焊接区域,保持设备和场地的整洁。
六、常见问题及处理方法1.焊接温度不足或时间过短,焊缝牢固度差,应增加焊接温度和时间。
2.焊丝质量差,表面有氧化物,应更换焊丝或进行清洗处理。
3.焊接熔剂涂布不均匀,应重新涂布或换用质量更好的熔剂。
4.焊接产生气孔,可能是焊件表面存在油污或氧化物,应做好焊前准备工作。
七、操作结束1.结束时进行焊缝质量检查,检查焊缝是否完整、牢固,并核实焊接质量符合要求。
2.关闭焊机和气源,清理操作区域,归位设备和工具。
3.及时记录操作情况和焊接质量,以便后续参考和分析。
钎焊预备工艺规程
Location:pBPS No.:钎焊方法:夹具和固定装置:Brazing process:Jig and fixture details:接头类型:钎焊工姓名:Joint type:Brazer,s name:钎焊设备钎焊工的证书号:Brazing equipment:Brazer,s reference No.:母材规格(mm):钎焊前的清洁方法:Parent metal size(mm):Method of pre-braze cleaning:母材质保书:钎焊后的清洁方法:Base metal specification:Method of post-braze cleaning:钎料类型和材质书:焊剂类型和材质书:Brazing filler metal type, specification:Flux type,form, specification:钎料供给的方法:焊剂供给的方法:Brazing filler metal,point of application:Flux,foint of application:钎焊工艺参数【Brazing details】:Temperature measurement:Heating gases(types and pressures):钎焊前预热:喷嘴的尺寸和数量:Preheat before brazing:Nozzle/burner size and number:钎焊后热处理:感应器类型和位置:Post-braze heat treatment:Induction coil type and position:时间、温度、方法:电极类型和材质:T im e、tem perature、m ethod:Electrode design and material:加热和冷却速度:炉子的类型和真空压力:Heating and cooling rates:Fumace type and vacuum pressure:制造商:Manufacture:。
钎焊基础工艺规范
钎焊基础工艺规范第一节、钎焊基本概念概述目前国内外的焊接方法主要可以分为三大类即熔化焊、压力焊、钎焊。
钎焊是空调器管路件焊接的主要焊接方法。
1.1什么叫钎焊采用熔点比母材(被焊接件)熔点低的填充材料(称为钎料或焊料),在低于母材熔点、高于钎料熔点的温度下,利用熔化后的液态钎料在母材表面润湿、铺展或在母材的装配间隙中填缝,与母材相互溶解与扩散而实现零部件之间的连接方法。
通俗的讲,钎焊就是利用液态钎料填满钎焊金属结合面而形成的牢固接头的焊接方法。
其焊工工艺过程必须具备两个基本条件;⑴、液态钎料能润湿钎焊金属并致密的填满全部间隙;⑵、液态钎料与钎焊金属进行必要的物理、化学反应达到良好的金属间结合。
1.2钎焊的种类:1.3软钎焊与硬钎焊软钎焊:焊条熔化温度在450℃以下的为软钎焊; 硬钎焊:焊条熔化温度在450℃以上的为硬钎焊;钎焊硬钎焊电阻钎焊炉中钎焊高频焊机钎焊 自动焊接机火焰钎焊手工火焰钎焊美国AWS焊接协会根据钎料的熔化温度将钎焊分为两种,钎料在450℃以上才能熔化的称之为硬钎焊,钎料在450℃以下即可熔化的称之为软钎焊。
第二节、铜管管口加工及焊点的装配一、管口的装配方式及装配注意事项1、铜管管口加工方式简介钎焊铜管的主要管口加工方式有镦口、压口、缩口、扩口、内定位点、外定位点等,如图2-1各类管口加工①②③④⑤1-镦口 2-压口 3-缩口 4-扩口 5-内定位点图2-1 各类管口加工外观在钎焊铜管前必须要保证管口的装配间隙及装配深度,如装配间隙过大、倾斜、插入深度不足、插入深度较深等装配不良现象都会影响我们的焊接焊点质量。
2、铜管管口装配简介根据钎料的流动特性试验表明:当装配间隙在0.05mm-0.15mm时(单边间隙),钎料才能在缝隙中充分的润湿、铺展在缝隙内与管壁相互的溶解与扩散,因此必须要保证管口的单边装配缝隙在0.05mm-0.15mm,若大于0.05mm-0.15mm时钎料将会直接流入管口内部,不能与管壁起到相互的溶解与扩散,从而造成全堵塞、半堵塞或虚焊现象,若小于0.05mm-0.15mm时钎料在缝隙内将难于流动与扩散,管口在装配时也难以装配。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Location:pBPS No.:
钎焊方法:夹具和固定装置:
Brazing process:Jig and fixture details:
接头类型:钎焊工姓名:
Joint type:Brazer,s name:
钎焊设备钎焊工的证书号:
Brazing equipment:Brazer,s reference No.:
母材规格(mm):钎焊前的清洁方法:
Parent metal size(mm):Method of pre-braze cleaning:
母材质保书:钎焊后的清洁方法:
Base metal specification:Method of post-braze cleaning:
钎料类型和材质书:焊剂类型和材质书:
Brazing filler metal type, specification:Flux type,form, specification:
钎料供给的方法:焊剂供给的方法:
Brazing filler metal,point of application:Flux,foint of application:
钎焊工艺参数【Brazing details】:
Temperature measurement:Heating gases(types and pressures):钎焊前预热:喷嘴的尺寸和数量:
Preheat before brazing:Nozzle/burner size and number:钎焊后热处理:感应器类型和位置:
Post-braze heat treatment:Induction coil type and position:时间、温度、方法:电极类型和材质:
T im e、tem perature、m ethod:Electrode design and material:加热和冷却速度:炉子的类型和真空压力:Heating and cooling rates:Fumace type and vacuum pressure:制造商:
Manufacture:。