粉末渗锌涂层螺纹钢筋-先知邦
ASTM_A1059_热扩散锌涂层标准2009_2_5

热扩散涂层(Thermo-Diffusion Coating—TDC)ASTM标准A1059/A1059M-08:钢铁紧固件、五金器具和其他产品的锌合金热扩散涂层标准规范天津市先知邦渗锌金属制品有限公司2009年2月钢铁紧固件、五金器具和其他产品的锌合金热扩散涂层标准规范1本标准规范的发布采用规定的A1059/A 1059M编号名称;紧随编号名称后的数字是开始使用年代、或在修订版本中为最后修改年代。
在圆括号内的数字表示最后正式批准的年代。
上标(ε)表示对最后修订或正式批准版本的一种编辑修订版。
1、范围1.1 本规范包括热扩散涂层(T hermo-Diffusion Coating—TDC)加工方法制备锌防护涂层(在以下文中简称为涂层)的一般要求,该涂层适用于各种由碳钢制造的产品,不仅包括锻造铁、烧结粉末钢铁和各种钢及不锈合金构件,而且还包括低和高拉伸性能构件。
热扩散涂层采用将构件包埋在锌合金粉末中在升高到一定温度后保持一段时间的方法制备,这样将在锌/铁之间产生一种冶金扩散作用。
随后还可以在涂层表面进行其它加工处理,例如,钝化、表面涂层或涂装处理等。
1.2 本规范适用的单位制可以是英-磅单位(用A1059),也可以是国际(SI)单位(用A1059M)。
英-磅和国际(SI)单位制之间并不必须是精确等效的。
在本规范的适当文本处,用括号中的数值表示国际(SI)单位。
每一种单位制系统必须独立使用,相互之间不应有任何数据换算与结合。
当采用国际单位制(SI)时,全部试验和检测都必须采用适当的与国际(米)单位制等效的试验或检测方法;而当采用英-磅单位制时应采用上述相同的处理方式。
1.3 本规范不承诺说明了全部的安全事项,如果有仅限于本规范的使用范围。
建立合适的安全和健康操作规程并确定本规范的适用性是用户的责任。
2、参考标准文献2.1 ASTM标准2:A 90/A 90M 钢铁构件上锌或锌合金涂层的涂层重量(质量)试验方法;A 385 提供高质量锌涂层(热浸镀锌)的操作规程;A 700 钢产品货运的装载、标志和包装的操作规程;A 902 与金属涂层钢铁产品有关的术语;B 487 采用金相显微镜检测法测量金属和氧化物涂层厚度的试验方法;D 521 锌粉化学分析试验方法;D 6386 钢铁产品锌涂层(热浸镀锌)和五金器具表面涂装的预处理操作规程;E 376 采用磁性或涡流检测法测量涂层厚度的操作规程;F 1789 F16机械紧固件的术语;F 2329 应用于碳和合金钢螺钉、螺丝钉、垫圈、螺帽和特殊螺纹紧固件的锌涂层、热浸镀锌层的详细要求规范F 2674 应用于碳和合金钢螺钉、螺丝钉、垫圈、螺帽和特殊螺纹紧固件的锌涂层、热浸镀锌层的详细要求规范[米单位制]。
锌铝涂镀涂料

锌铝涂镀涂料
.产品组成
本产品由树脂、超细片状锌粉浆、铝粉浆、溶剂和助剂构成。
2.产品特性
本产品是本公司根据金属重防腐市场需求,结合达克罗涂料、锌基涂镀冷膜镀锌涂料的优点,经长时间科研攻关自行研发而成。
2.1本产品添加的片状锌粉和铝粉平均厚度100纳米,平均直径小于10微米,干膜金属含量大于70%,等效锌含量大于90%(等体积锌粉替换铝粉计算)。
2.2本产品涂层导静电,电极电位为-980mv,对钢构件具有阴极保护作用。
由于
采用超薄超细片状锌铝粉阻碍了气体、液体的渗入路径,为钢构件提供良好的屏蔽保护。
2.3由于改性环氧树脂和片状金属粉的综合作用,使本涂料与钢构表面有良好的
结合力,可直接涂装在冷轧板材表面。
2.4由于片状锌铝粉的热传导作用,本产品的导热率要远优于其它防腐涂料。
2.5本品仅用其1/3或1/2的厚度即可达到同类涂料的防腐效果,可有效地节能、
省工、省料,降低综合成本
3.产品性能数据。
Interzinc22系列产品说明书

Interzinc22系列产品之一。
这是一种双组分的,具有快速覆涂,快干性的溶剂型无机硅酸盐富锌底漆,干膜中含锌粉重量比不小于65%,符合SSPC Paint 20的Level 3级要求。
锌粉符合ASTM D520,Type II类型标准产品说明这种锌粉底漆可与多种高性能涂料体系和面漆配套使用,可用于新建结构及维修保养项目,使用范围包括桥梁、储罐、管道、钢结构。
作为快速固化底漆,可用于多种气候条件。
设计用途绿灰色哑光63%干膜厚50-75微米 (2-3密耳) 相当于 湿膜厚79-119微米 (3.2-4.8密耳)在75微米干膜厚度和所述体积固体份的情况下,8.40 平方米/公升在 3 密耳干膜厚度和所述体积固体份的情况下,337 平方英尺/美制加仑允许适当的损耗系数适用于无气喷涂, 空气喷涂涂装数据INTERZINC 2265颜色光泽体积固体份典型厚度理论涂布率实际涂布率施工方法干燥时间温度表干硬干最小最大¹ 参见国际油漆公司工业防护漆部门的《定义与略缩语》上述的干燥时间是在上述温度和相对湿度为55%的条件下测量而得。
其中5°C下的干燥时间是在相对湿度为60%的条件下测量而得。
在复涂之前,通过ASTM D4752MEK擦拭试验检验漆膜耐受等级达到4级。
复涂详情请参见产品特性章节。
推荐面漆重涂间隔5°C (41°F) 30 分钟 3 小时18 小时 无限制¹15°C (59°F) 20 分钟90 分钟9 小时 无限制¹25°C (77°F) 10 分钟60 分钟 4.5 小时 无限制¹40°C (104°F)5 分钟30 分钟90 分钟无限制¹A组份 13°C (55°F); B组份 不适用, 混合后 13°C (55°F)2.15 千克/升 (17.9 磅/加仑)法规符合性数据闪点(典型)产品重量挥发性有机化合物关于更多详细资料,请见关于“产品特性”的章节4.08 磅/加仑 (490 克/升) 美国环境保护局第24号方法249 克/公斤欧共体溶剂排放指令含量1999年第13号委员会指令第1 页,共 4页资料来源4459发行日期:2019/10/30Protective Coatings所有待涂漆表面均应清洁、干燥、没有污染物。
防止钢筋锈蚀的混凝土涂层方法

防止钢筋锈蚀的混凝土涂层方法一、引言钢筋锈蚀是混凝土结构中最常见的问题之一。
当钢筋发生锈蚀时,会导致钢筋体积膨胀,从而破坏混凝土结构的完整性和稳定性。
为了防止钢筋锈蚀,可以采用混凝土涂层方法。
本文将详细介绍防止钢筋锈蚀的混凝土涂层方法。
二、混凝土涂层的种类1.热浸镀锌涂层热浸镀锌涂层是将钢筋浸泡在熔融的锌中,使锌与钢筋发生化学反应,形成一层锌合金涂层。
热浸镀锌涂层具有优异的防腐能力,但涂层的厚度不易控制,且成本较高。
2.喷涂涂层喷涂涂层是将特殊的防腐涂料通过喷涂设备喷涂在钢筋表面。
喷涂涂层具有良好的防腐性能和涂层均匀性,但涂层的附着力和使用寿命受到环境和涂料质量的影响。
3.环氧涂层环氧涂层是将环氧树脂涂料涂覆在钢筋表面,经过烘干、固化等工艺处理后形成一层坚硬的涂层。
环氧涂层具有良好的耐腐蚀性、耐磨性和抗紫外线性能,但对涂层的质量要求较高。
4.混凝土涂层混凝土涂层是将混凝土涂料涂覆在钢筋表面,可以形成一层坚硬的涂层,具有较好的防腐性能和抗风化性能。
混凝土涂层价格较为实惠,但涂层的厚度不易控制。
三、混凝土涂层的施工方法1.表面处理在施工混凝土涂层之前,需要对钢筋表面进行处理,以保证涂层的附着力。
处理方法包括喷砂、钢丝刷、机械抛光等。
2.涂料选择在选择混凝土涂料时,应根据不同的环境和使用条件来选择合适的涂料。
一般情况下,选择耐酸碱、耐磨损、耐风化的混凝土涂料。
3.涂层施工在施工混凝土涂层时,应注意以下几点:(1)涂层的厚度应符合设计要求,一般不应小于0.5mm。
(2)在涂层初干前应避免外力干扰,以免影响涂层的平整度和附着力。
(3)涂层的干燥时间和固化时间应符合涂料生产厂家的要求。
四、混凝土涂层的检验方法在施工混凝土涂层后,应进行涂层的质量检验。
常用的检验方法包括以下几种:1.外观检查外观检查是检查涂层表面平整度、无气泡、无裂纹、无麻点等缺陷。
2.涂层厚度检查涂层厚度检查是检查涂层是否符合设计要求。
3.附着力检查附着力检查是检查涂层是否牢固地附着在钢筋表面。
热扩散渗锌标准_2005_12_12

粉末渗锌欧洲标准EN 13811:铁制品的锌扩散涂层详细规范天津市先知邦钢铁防腐工程有限公司2005年12月粉末渗锌铁制品的锌扩散涂层详细规范本欧洲标准由欧洲标准化委员会(Committee for European Normalization—CEN)于2003年2月20日批准。
欧洲标准化委员会成员国要求必须遵守欧洲标准化委员会/欧洲电子技术标准化委员会(CEN/CENELEC)的内部管理规则,其中规定了在不进行任何修改的前提下将本标准作为国家标准的要求。
在向欧洲标准化管理中心或任何欧洲标准化委员会成员申请后,可以获得与国家标准有关的最新资料列表和参考文献目录。
本欧洲标准具有三种官方版本(英语、法语、德语)。
在欧洲标准化委员会成员认可并向欧洲标准化管理中心通报后,其它任何语言的翻译版本具有与原官方版本同样的地位。
欧洲标准化委员会成员由奥地利、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、匈牙利、冰岛、爱尔兰、意大利、卢森堡、马耳他、荷兰、挪威、葡萄牙、斯洛伐克、西班牙、瑞士、瑞典和英国的国家标准委员会成员组成。
CEN欧洲标准化委员会2003年4月目录前言1 范围 (3)2 标准参考文献 (3)3 术语和定义 (3)4 一般要求 (4)4.1 锌粉 (4)4.2 需要用户提供的信息 (4)5 取样 (5)6 涂层要求 (5)6.1 厚度 (5)6.2 试验方法 (5)6.2.1 概述 (5)6.2.2 参考面积 (6)6.2.3 磁性测试厚度方法 (6)6.2.4 重量测试厚度方法 (6)7 合格证明书 (6)附件A (标准化的) 用户需要给渗锌生产商提供的信息 (7)A.1 主要信息 (7)A.2 附加信息 (7)附件B (有关信息) 涂层厚度的确定 (7)B.1 概述 (7)B.2 金相显微镜截面检测方法 (7)B.3 从单位面积质量计算厚度方法(参考方法) (7)附件C (有关信息) 基本知识 (8)C.1 粉末渗锌过程 (8)C.2 基本材料 (8)C.3 构件外观 (8)C.4 附着强度 (8)C.5 后处理 (8)C.6 涂层厚度 (9)C.7 对螺纹紧固件的附加间隙要求 (9)前言本文件EN 13811:2003由欧洲标准化委员会中“金属和其它无机涂层”专业委员会第262技术组预备,其秘书处设在英国标准协会。
表面处理代码
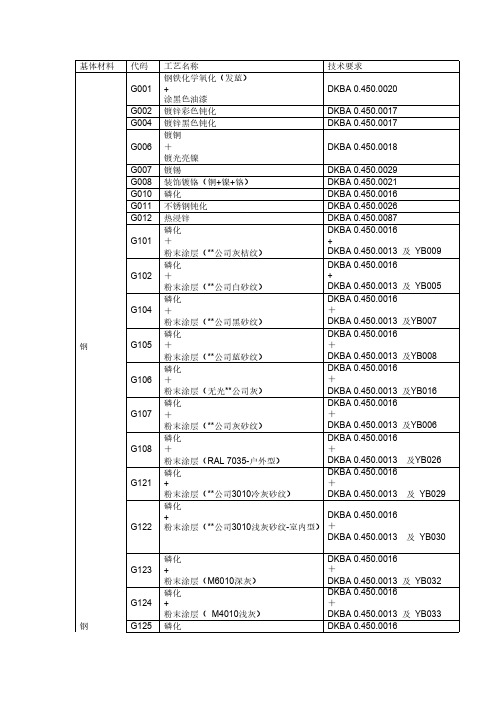
DKBA 0.450.0016 + DKBA 0.450.0014 及 YB014
DKBA 0.450.0016 + DKBA 0.450.0014及 YB017
DKBA 0.450.0087 + DKBA 0.450.0013 及YB026
DKBA 0.450.0016 + DKBA 0.450.0013 及 YB045
DKBA 0.450.0017 + DKBA 0.450.0013 及YB026
DKBA 0.450.0016 + DKBA 0.450.0014 及 YB001
工艺名称 + 底漆 + 面漆(PDSN 黑洒点) 磷化 + 底漆 + 面漆(平光**公司白) 磷化 + 底漆 + 面漆(平光**公司灰) 磷化 + 底漆 + 面漆(平光**公司黑) 磷化 + 底漆 + 面漆(平光**公司蓝) 磷化 + 底漆 + 闪银色面漆 磷化 + 底漆 + 珍珠灰色面漆 磷化 + 底漆 + 墨绿色面漆 磷化 + 粉末涂层(深蓝色) 磷化 + 底漆 + 浅金银面漆 磷化 +
DKBA 0.450.0016 + DKBA 0.450.0013 及 YB032 DKBA 0.450.0016 + DKBA 0.450.0013 及 YB033 DKBA 0.450.0016
及 YB030
基体材料 钢
代码 G127 G128 G129 G130 G133
工艺名称
+ 粉末涂层( NB7547)
技术要求
+ DKBA 0.450.0013 及 YB034
DKBA 0.450.0016
+ DKBA 0.450.0013 及 YB036
DKBA 0.450.0087
+
DKBA 0.450.0016 + DKBA 0.450.0013 及 YB038
环氧树脂涂层钢筋的功用和用处

环氧树脂涂层钢筋的功用和用处
一直不知道环氧树脂涂层钢筋到底为何物,在查资料之前总是会错误的认为这是一种包裹着角质的那种钢筋材料。
其实不然,下面小编就为您详细介绍一下。
其实该物品是在工厂出产条件下,选用静电喷涂办法,将环氧树脂涂料喷涂在通常带助钢筋和通常光圆钢筋的外表出产的一种具有涂层的钢筋,涂层厚度通常在0.18mm-0.30mm。
这样更有利于钢筋的耐腐蚀性。
选用这种涂层钢筋是处理钢筋和预应力钢筋腐蚀疑问的重要措施,在工程设计阶段就选用本身具有防腐能力的涂层钢筋,文章来自能够改变被迫修理或者重建等不必要的麻烦,也有效保障了钢筋和建筑物的使用寿命。
正是由于有着这样油量的防腐功能,环氧树脂涂层钢筋产物才被广泛应用于铁路、公路、石化、桥梁、高层建筑地下室、地下车库、核电站、海港、码头、塘坝及污水处理池、化工等职业需防腐的地方。
涂层钢筋当时大多应用于钢筋混凝土布局,施工技能并不杂乱。
例如当时高速铁路为处理传递信号的有效性,保证高速铁路的安全运转,这就需要路基上的轨道板中的钢筋具有绝缘性。
环氧树脂涂层钢筋就是能这样一种满意高速铁路这项需求的材料,因而涂层钢筋又新增了一个更为广阔和有意义的市场。
文章来自。
螺栓的表面处理新工艺

螺栓的表面处理新工艺作者:王惠泽来源:会员提供浏览次数:1048次发布日期:2005-04-22机械镀锌过的零部件,表面看来和热镀一样现在常用的螺栓表面处理工艺主要有电镀和热镀。
电镀后,工件表面光华平整,但是因为镀层比较薄,所以防腐蚀的时间会比较短。
而热镀锌则解决了电镀不耐腐蚀的缺点,但是在罗纹,盲孔等处难免产生锌瘤,以至表面不是很漂亮,有时影响螺栓和螺母的配合,螺钉的尾槽基本上会全被封死。
那么有没有比较好的工艺能够解决相关的技术问题呢?当然有!渗锌和机械镀锌的表面处理技术就能很好的解决了这个问题。
下面我们来说说这两种工艺的工艺和技术特点吧。
渗锌:将钢铁制件和渗剂按一定比例装入滚动(或旋转)炉罐中,加热滚动炉罐,实现“动态”下的扩散渗锌,在钢铁制件表面形成锌铁合金层。
锌铁合金的电极电位高于铁低于锌,从而达到牺牲阳极保护阴极的防腐作用。
纳米复合粉末渗锌技术为目前国际及国内最新科研成果,该技术利用纳米粉末特殊的热学性能及化学性能,从而获得比传统粉末渗锌更优异的耐腐蚀性、耐磨性、抗高温氧化性,保持材料力学性能不变,提高涂装结合力等特性。
技术标准 XZB-S,Q/SJ-04-1996,符合或优于国际标准化组织标准ISO3768-1976(E);英国《钢铁渗锌制件》标准BS4921-1988(E);中华人民共和国机械行业《钢铁粉末渗锌》标准JB5067-1999。
质量特点 1、外观平整、光滑,无锌瘤、毛刺; 2、厚度可控制,在10-110μm内,其误差≤±10%; 3、耐腐蚀性优,可保证10-15年不锈蚀(50-70μm) 4、硬度强、耐磨性好,运输、装配、拆卸、使用,不易磨损、擦伤、脱落; 5、厚度均匀一致,包括螺纹、盲孔、转角部位; 6、无氢脆,无温度危害,保持材料力学性能不变; 7、涂装性能好,结合力达到国际标准一级。
应用范围通信器材、电力金具;铁路、地铁、隧道管件、螺栓;建筑钢结构,公路护栏等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
渗锌螺纹钢,渗锌螺纹钢价格,
可以加工六米渗锌螺纹
1 简介
渗锌防腐蚀技术采用原子渗透扩张原理,通过将渗锌剂与钢铁制件置于渗锌炉中加热到一定的温度,使活性锌原子由表及里地扩散进入钢铁制件内部,同时铁原子由里向外扩散,使得钢铁制件表面形成一层锌/铁金属间化合物,也就是渗锌层。
渗锌层由不同比的锌/铁化合物相组成,主要包括δ(FeZn7)和ζ(FeZn13)相,当处理温度较低,处理温度较长时,会出现少量η相。
2 渗锌与其它锌防腐蚀层技术的性能比较
渗锌处理能够大幅度地提高钢铁材料的耐腐蚀性能。
这主要归功于渗锌处理所获得的渗锌层。
渗锌层这种锌/铁金属间化合物,亦称为锌/铁合金,其电极电位低于铁但又高于锌,作为牺牲阳极防护,它既可保护钢铁又不像纯锌那样牺牲得太快,所以具有更好的防腐效果。
渗锌层对大气腐蚀、海水腐蚀、流动水腐蚀、高温腐蚀具有良好的耐腐蚀性能,在工业大气、海水中耐腐蚀性能优于不锈钢,在流动水中的耐腐蚀性能比电镀和热镀锌好很多,在含H2S的高温气流中,热镀锌的最高使用温度只能达到300℃,而渗锌制件的最高使用温度可达到500℃
4 渗锌产品的其它优点
4.1 厚度可控
粉末渗锌层厚度一般在10um~160um之间,其厚度可进行控制,且渗层均匀,螺纹件经渗锌后,不需要再攻丝即可满足配合要求。
4.2 渗锌层可直接涂漆,实现复合防护
电镀锌和热镀锌层与漆膜结合力不好,漆膜易于起皮剥落,而粉末渗锌层可直接涂漆,渗锌层结合力为一级,与漆膜结合良好。
这样不仅便于施工,而且这种渗锌层+涂料的复合防护层的耐腐蚀性能大大地优于单一的电镀锌或热镀锌或渗锌层。
4.3 渗锌层硬度高、耐磨性、抗擦伤性能好
渗锌层是由锌/铁金属间化合物组成,表面硬度可达到
Hv250~400,而热镀锌、电镀锌表面为纯锌,镀层硬度仅为Hv70左右。
所以渗锌层的耐磨、抗擦伤性能优于电镀锌和热镀锌。
4.4 渗锌处理温度低,不影响材料的机械性能
渗锌处理的温度比热镀锌温度低100~280 ℃,这样可避免一些高强度件,如弹簧等因热镀锌处理温度过高而造成机械性能下降的问题。
4.5 渗锌不存在氢脆危害
渗锌处理是在400℃左右的温度下进行的,在此温度下,吸入基体的氢原子已扩散出钢基体,所以粉末渗锌无氢脆的危害。
4.6 工艺过程没有环境污染
热浸镀锌有锌废料和锌蒸汽等;电镀锌有“三废”排放污染更严重;达克罗涂层由于存在六价铬“Cr6+”对环境产生严重污染,目前国外已限制克罗涂层的应用。
渗锌技术则没有环境污染。
4.7 渗锌处理原材料消耗低于热镀锌
热镀锌的锌消耗量为80~120公斤/吨产品,而且存在锌锅的腐蚀问题,一般热镀锌锅的使用寿命只有1~3月。
粉末渗锌处理锌耗量仅为20~40公斤/吨产品,同时由于其设备及工艺技术与热镀锌有本质的不同,所以不存在锌锅腐蚀这一热镀锌长期无法解决的问题。
4.8 渗锌层的综合性能优势
在实际应用中,不仅仅是单纯的环境介质对材料的腐蚀,往往伴随着磨损或擦伤、雨水、海水的冲刷等等,这些都会使电镀、热镀锌层受到某种程度的破坏,而降低其防腐性能。
渗锌层具有较高硬度和耐腐蚀性,该性能与其防腐蚀性能综合发挥作用,将使渗锌层在实际应用中的防护更显优势。
另外,由于渗锌层均匀
与基体融为一体,不存在薄弱环节与裂纹,所以不会发生局部脱落先被腐蚀的现象。
5 渗锌技术的应用
渗锌防腐蚀技术主要用在紧固件、连接件等,如轴、杆状零件,薄壁冲压成型件,铸件与厚壁构件,铰接连接件与焊接件,管子及管道接头与连接件等。
具体用途有:
5.1 室外钢结构
电力输变电铁塔、通讯铁塔、电视发射塔、高速公路护栏、桥梁等各种室外钢结构及其紧固件均可进行渗锌处理。
5.2 电力线路金具
电力输变电线路金具如绝缘子等,其铸铁材料含硅最高,只能用渗锌减少产生圣德林效应,降低成本提高产品质量。
5.3 水暖气具建筑五金
水暖设施中粗管、水龙头、弯管、三通、暖气片、高层建筑水暖管,压力较高,采用渗锌制件,在流动水中耐腐蚀性能远远优于热镀锌和电镀制件。
另外,建筑螺纹钢、型钢、脚手架、卡头,均可用渗锌处理。
5.4 汽车、工程机械等零件
汽车、拖拉机、推土机、压路机等机械产品中,其紧固件、销、套、弹簧及高强度零件经渗锌后,其防腐性能和机械性能都能提高。
5.5 粉末冶金制品
粉末冶金制品孔隙率较高,采用电镀工艺比较麻烦,预先必须进行一道封孔处理,采用渗锌处理,不必预先封孔,而且防护性能好。
5.6 其他
粉末渗锌在许多领域内均可得到广泛的应用。
如电缆埋管、接头,矿用液压支柱、链条、射钉、自攻螺钉、锁具以及化工、海洋、冶金、火力发电等工程中的耐腐蚀,耐高温零部件等。
6 渗锌技术的经济效益和社会效益巨大
渗锌产品在耐腐蚀、耐磨耗等方面具有优越的性能,可以为显著提高构件的使用寿命,从而大大减少腐蚀损失和更换费用。
在铁路交通领域,每年都要大量的人力为道钉浇油。
据统计,全国7万公里铁路每年用于道钉浇油的维护费用为40880万元。
而如果采用渗锌道钉,30年免维护,仅此一项就可为国家节省122亿元。
在水利行业中,在码头、南水北调、三峡工程截止闸、船闸、跨海大桥、水电站采用渗锌螺纹钢与混凝土浇铸作基础,其安全期可由50年延长为100~200年;在建筑行业,钢型框架式建筑采用渗锌型钢表面涂以有机涂料,其安全期由50年延长为100~200年,基础及结构混凝土用渗锌螺纹钢浇铸,安全期由50年延长为100~200年;
在电力行业,每座铁塔至少有几十吨、上百吨钢材须防腐,如采用渗锌钢材可防锈蚀30~50年,表面再涂以有机涂料,可延长防锈蚀期100~200年;
在船舶行业,舾装设备、起重设备均须防腐处理,我国远洋轮3000余艘,地方船舶2万艘以上,若采用渗锌技术,将节约大量的财力人力;
在其他领域,汽车、拖拉机、推土机、螺丝紧固件、销、套、弹簧等高强度件、矿山液压支柱、链系、射钉、锁具、化工、石油管道、海洋、冶金中均可采用渗锌产品。
渗锌技术虽然主要用在紧固件、结构件等小型构件上,但却是
一项“小鱼能挑起大浪”的技术,是一项能在资源节约型、环境友好型社会中能为国民经济带来巨大好处,能为国民经济作出巨大贡献的技术。