纳米复合粉末渗锌与热浸镀锌工艺比较分析改
粉末渗锌工艺介绍(简要)

渗锌表面处理工艺及应用介绍一、介绍渗锌的基本概念1.渗锌是用热扩散方法在钢铁表面获得锌铁合金层的表面保护工艺。
渗锌获得的表面渗层完全是由锌铁合金层组成,而热镀锌层则是由纯锌层(η相)和锌铁合金层组成。
2.渗锌分类:根据所采用的设备和工艺不同,渗锌可分为固体渗锌(即粉末渗锌)、真空渗锌、镀扩散渗锌和气体渗锌等几种。
3.粉末渗锌的原理:将渗锌剂与钢铁制件,共置于渗炉中,加热到400℃左右,活性锌原子则由钢铁制件的表面向内部渗透,同时铁原子则由内向外扩散,在制件表层形成了一个均匀的锌—铁化合物即渗锌层。
技术原理:属于化学热处理工艺。
国外,在欧洲的一些国家在1940年推广并实现了工业化生产,1970年后欧洲的工业发达国家得到普遍推广应用。
在我国20世纪60年代开展研究,90年代开始应用。
二、粉末渗锌工艺过程将钢铁构件、锌粉及惰性冲击介质混合填充在密封的不锈钢容器中,并将容器放置在热处理炉中,在旋转容器下加热到350~450℃并保温一段时间,利用金属原子的热扩散作用,在构件表面形成Zn/Fe合金保护涂层。
工业化粉末渗锌过程是在不断滚动状态下进行加热处理,粉末混合物与工件之间的机械摩擦、冲击作用,不仅有利于新鲜扩散渗剂与被处理界面的紧密接触,而且使得被加热介质温度场均匀化,并有效促进冶金扩散化学反应。
目前的工业化粉末渗锌涂层不需要惰性气体或低真空的加热环境,一般在大气环境下的密封容器中就可实现热扩散涂层处理,因而热处理设备简单、成本低,非常适合于复杂形状钢铁构件的大批量加工处理。
工业化粉末渗锌技术是指包括前处理、加热渗锌及后处理等完整的一种热扩散涂层加工工艺过程。
三、粉末渗锌工艺特点粉末渗锌热扩散涂层与传统镀锌工艺比较,具有以下优势和特性:1.涂层厚度均匀性好1)粉末渗锌涂层厚度只取决于加热温度与保温时间,与构件的形状和不同位置基本无关。
一般厚度在15~130μm。
2)热浸镀锌涂层厚度一般在15~130μm,构件平面与边角镀层厚度有明显差别,均匀性差,不易控制。
粉末渗锌工艺介绍
渗锌表面处理工艺及应用介绍一、介绍渗锌的基本概念1.渗锌是用热扩散方法在钢铁表面获得锌铁合金层的表面保护工艺。
渗锌获得的表面渗层完全是由锌铁合金层组成,而热镀锌层则是由纯锌层(η相)和锌铁合金层组成。
2.渗锌分类:根据所采用的设备和工艺不同,渗锌可分为固体渗锌(即粉末渗锌)、真空渗锌、镀扩散渗锌和气体渗锌等几种。
3.粉末渗锌的原理:将渗锌剂与钢铁制件,共置于渗炉中,加热到400℃左右,活性锌原子则由钢铁制件的表面向内部渗透,同时铁原子则由内向外扩散,在制件表层形成了一个均匀的锌—铁化合物即渗锌层。
技术原理:属于化学热处理工艺。
国外,在欧洲的一些国家在1940年推广并实现了工业化生产,1970年后欧洲的工业发达国家得到普遍推广应用。
在我国20世纪60年代开展研究,90年代开始应用。
二、粉末渗锌工艺过程将钢铁构件、锌粉及惰性冲击介质混合填充在密封的不锈钢容器中,并将容器放置在热处理炉中,在旋转容器下加热到350~450℃并保温一段时间,利用金属原子的热扩散作用,在构件表面形成Zn/Fe合金保护涂层。
工业化粉末渗锌过程是在不断滚动状态下进行加热处理,粉末混合物与工件之间的机械摩擦、冲击作用,不仅有利于新鲜扩散渗剂与被处理界面的紧密接触,而且使得被加热介质温度场均匀化,并有效促进冶金扩散化学反应。
目前的工业化粉末渗锌涂层不需要惰性气体或低真空的加热环境,一般在大气环境下的密封容器中就可实现热扩散涂层处理,因而热处理设备简单、成本低,非常适合于复杂形状钢铁构件的大批量加工处理。
工业化粉末渗锌技术是指包括前处理、加热渗锌及后处理等完整的一种热扩散涂层加工工艺过程。
三、粉末渗锌工艺特点粉末渗锌热扩散涂层与传统镀锌工艺比较,具有以下优势和特性:1.涂层厚度均匀性好1)粉末渗锌涂层厚度只取决于加热温度与保温时间,与构件的形状和不同位置基本无关。
一般厚度在15~130μm。
2)热浸镀锌涂层厚度一般在15~130μm,构件平面与边角镀层厚度有明显差别,均匀性差,不易控制。
电镀锌、热喷锌、热浸锌的介绍

电镀锌、热喷锌、热浸锌的介绍一、电镀锌1、电镀锌原理电镀锌就是利用电解,在制件表面形成均匀、致密、结合良好的金属或合金沉积层的过程。
2、电镀锌的性能特点:1、锌镀层较厚,结晶细致、均匀且无孔隙,抗腐蚀性良好;2、电镀所得锌层较纯,在酸、碱等雾气中腐蚀较慢,能有效保护钢基体;3、锌镀层经铬酸钝化后形成白色、彩色、军绿色等,美观大方,具有一定的装饰性;4、由于锌镀层具有良好的延展性,因此可进行冷冲、轧制、折弯等各种成型而不损坏镀层。
二、热浸锌1、热浸锌的特点:热浸锌是非常优良的一种。
它是在锌呈液体的状态下,经过了相当复杂的物理、化学作用之后,在钢铁上不仅镀上较厚的纯锌层,而且还生成一种锌一铁合金层。
这种镀法,不仅具备了电镀锌的耐腐蚀特点,而且由于具有锌铁合金层。
还具有电镀锌所无法相比拟的强耐蚀性。
因此这种镀法特别适用于各种强酸、碱雾气等强腐蚀环境中。
2、热浸锌的原理:热镀锌层是锌在高温液态下,分三个步骤形成的:1、铁基表面被锌液溶解形成锌—铁合金相层;2、合金层中的锌离子进一步向基体扩散形成锌铁互溶层;3、合金层表面包络着锌层。
3、性能特点:1、具有较厚的致密的纯锌层覆盖在钢铁表面上,它可以避免钢铁基体与任何的腐蚀溶液的接触,保护钢基体免受腐蚀。
在一般大气中,锌层表面形成一层很薄而密实的氧化锌层表面,它很难溶于水,故对钢基体起着一定保护作用。
如果氧化锌与大气中其它成分生成不溶性锌盐后,则防蚀作用更理想。
2、具有铁—锌合金层,结合致密,在海洋性盐雾大气及工业性大气中表现特有抗腐蚀性;3、由于结合牢固,锌—铁互溶,具有很强的耐磨性;4、由于锌具有良好的延展性,其合金层与钢基附着牢固,因此热镀件可进行冷冲、轧制、拉丝、弯曲等各种成型而不损坏镀层;5、钢结构件热镀锌后,相当于一次退火处理,能有效改善钢基体的机械性能,消除钢件成型焊接时的应力,有利于对钢结构件进行车削加工。
6、热镀锌后的件表面光亮美观。
7、纯锌层是热镀锌中最富有塑性的一层镀锌层,其性质基本接近于纯锌,具有延展性,所以它富于挠性。
粉末渗锌工艺

粉末渗锌工艺
腐蚀是指材料因环境作用引起的自发性质的破坏,不仅明显地缩短材料的使用寿命,造成资源、材料和间接能源的巨大浪费,还会带来人员伤亡、环境污染、资源浪费等。
由于金属锌具有耐腐蚀好、熔点低、易于涂覆以及“牺牲”阳极电化学保护作用的特点,因而采用锌作为保护涂层材料时目前应用最广泛的防腐方法。
常见的有电镀锌、热浸镀锌等,新的工艺是粉末渗锌。
粉末渗锌是将工件和渗锌剂放入渗锌箱中在380-400℃一定转速下旋转,实现“动态”下的渗锌,渗锌层能达到比较均匀的厚度。
渗锌炉在工作过程中不断转动,使得渗剂与工作均匀接触并不断碰撞,起到机械助渗作用,加快了热扩散过程,并且渗锌层的厚度随保温温度的升高、保温时间延长而增加。
粉末渗锌有两个防腐机理:
1、作为阻挡层可将钢基体与周围的环境隔开,使之免遭辐射;
2、在潮湿或者海洋环境下,渗锌层作为牺牲阳极材料对钢基体起到电化学保护作用。
与电镀锌、热浸镀锌等传统涂层方法相比,粉末渗锌层具有许多优点。
粉末渗锌涂层的厚度可以人为控制且比较均匀,对紧固件的旋合影响很小;无氢脆缺陷;冶金结合渗锌层的结合力较好,一般用机械力很难将涂层去掉;可适用于中小型零件,生产批量要求不大的中型结构件,铸铁件,粉末冶金件等。
此外,涂层硬度较高,耐磨损和抗划伤能力强,实验表明显微硬度可达到250-420HV。
渗锌工艺过程没有环境污染,锌利用率高,有效地节约原料。
目前,粉末渗锌已向纳米化,添加稀土添加剂方向发展,可以获得更好的效果。
总之,在各种锌涂层方法防腐中,粉末渗锌技术已逐渐为人们所熟知并掌握,并成为一种高质量、高性能、高效益的钢铁工件表面防腐处理技术。
纳米复合粉末渗锌与热浸镀锌工艺比较分析改
纳米复合粉末渗锌与热浸镀锌工艺比较分析天津市先知邦钢铁防腐工程有限公司2010年8月一、引言钢铁构件的腐蚀与防护对国民经济的可持续发展具有重要的经济和社会意义。
由于金属锌做钢铁构件的防腐材料,具有耐腐蚀性好、黏附性强、熔点低、易于涂覆以及“牺牲”阳极的电化学保护作用等特点,因而采用锌作为保护涂层材料是目前应用最广泛的工艺方法。
据有关资料统计,世界上金属锌总产量的70﹪用于镀锌,在我国约65﹪的锌产量用于镀锌防腐工程。
目前已开发了多种镀锌防腐工艺:如电镀锌(包括电镀、离子镀或离子注入等)、冷镀锌(包括机械镀、化学镀、涂刷镀等)和热镀锌(包括热浸镀锌、热喷涂镀锌)工艺等。
本报告对热浸镀锌与纳米复合粉末渗锌工艺的特点进行了详细比较分析,为工程实际中合理选择与应用这两种工艺提供重要依据。
二、纳米复合粉末渗锌与热浸镀锌工艺特点比较传统粉末渗锌工艺是采用微米级的工业锌粉来实现渗锌过程的,而纳米复合粉末渗锌工艺利用纳米粉末特殊的热学性能及化学活性,对传统粉末渗锌工艺进行,降低渗锌过程加热温度、缩短保温时间并提高渗锌效率,可以获得防腐蚀、抗高温氧化、涂装及力学等综合性能更为优异的渗锌合金层。
热浸镀是目前工程实际中常用的镀锌工艺之一,与热浸镀锌比较纳米复合粉末渗锌主要有以下优势和独特性:(1)、渗锌层厚度尺寸大、均匀型好且可以准确控制。
镀层厚度是衡量其耐腐蚀性能的重要指标。
粉末渗锌层厚度只取决于规范加热温度和持续时间,与构件的形状和不同位置无关。
当处理形状比较复杂的构件时,渗锌层具有突出的优点,无论螺纹、内壁或凹槽等部位,通过控制规范即可获得在20-110um之间变化渗层,且渗层的厚度几乎相同;而热浸镀锌层厚度在15-110um,构件平面和边角渗层厚度有明显差别,厚度均匀性差。
(2)、渗锌层硬度高,耐磨损和抗划伤能力强。
试验表明纳米复合粉末镀层显微硬度最高可达586.7Hm、外层硬度可达279.7 Hm;而热浸镀层表面为纯锌,锌层硬度一般为75-88Hv。
国内工程碳钢紧固件表面处理技术标准
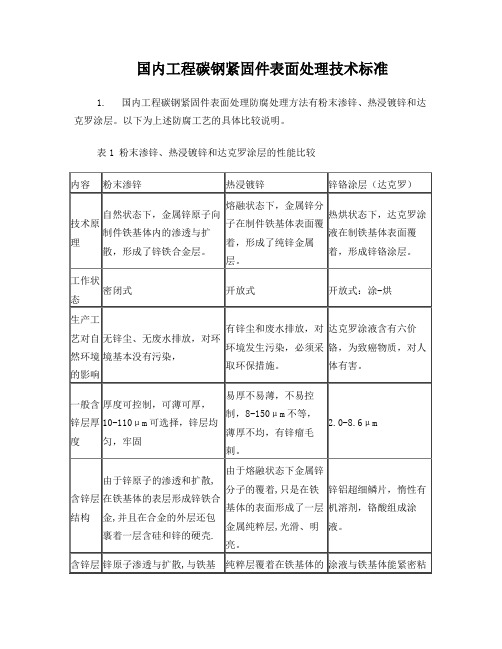
达克罗不存在氢脆问题,如不考虑六价铬的环保问题和涂层易破坏问题,它实际上最适用于高防腐要求的高强度紧固件。达克罗处理的价格较热镀锌和粉末渗锌的高。
3.总结
由以上可知,工程紧固件采用粉末渗锌表面处理方式效果最好。
由于导电性能差,硬度低,容易划伤,经不起碰撞,不能用于导电零件及强度较大的钢铁制件。
含锌层耐磨性能
比原铁基体提高50%,耐磨性能良好,渗层不易被擦损。
表层耐磨性能差,镀锌层极易脱落。
表层耐磨性能差,容易脱落。
含锌层抗腐蚀性能
中性盐雾试验最多1500小时,外层硅锌硬壳具有抗酸硷性。
中性盐雾试验最多800小时,镀锌层极易被酸硷腐蚀。
综合使用性能
抗腐蚀、抗磨损和抗擦伤,而且不易脱落,综合使用性能好。
单纯抗腐蚀、不耐磨损和碰撞,极易脱落,综合使用性能差。
单纯抗腐蚀、不耐磨损、碰撞脱落情况略好于热浸镀锌,综合使用性能差。
2.紧固件表面处理的选择
2.1粉末渗锌
渗锌为锌粉固态冶金热扩散涂层。其均匀性好,螺纹、盲孔内都能获得均匀层。镀层厚度为10~110μm,误差可控制在10%,螺纹件经渗锌后,不需要再攻丝即可满足配合要求。它与基体的结合强度在锌涂层中(电镀锌、热浸锌、达克罗)是最好的。其加工过程无污染,最环保,渗锌温度在350℃~450℃,不影响紧固件构件机械性能。
中性盐雾试验最高1000小时
在潮湿环境下的抗氧化性能
无锈蚀发生。
较短时间内发生锈蚀现象。
较短时间内发生锈蚀点现象。
复合防护性能
渗锌层外可以直接涂漆或其它工业涂料,实现复合防护,漆腊与合金外硅锌硬壳结合良好,可大幅度提高耐腐蚀性能。
纯锌层光滑,不易外涂漆膜实现复合防护;即使可以涂漆,结合力不好,漆膜容易剥落。
粉末渗锌

3、应用领域1、粉末渗锌基本原理粉末渗锌基本原理是利用加热状态下金属原子的渗透扩散作用,在温度低于AC1和基体金属没有相变的条件下,将金属锌渗入钢铁材料紧固件表面,形成不同Zn-Fe比例的合金保护层(简称渗层或涂层)。
粉末渗锌表面合金化的主要目的是改善和提高钢铁材料紧固件表面的抗腐蚀、抗表面氧化及耐磨损性能等。
粉末渗锌防腐蚀涂层技术是在传统粉末渗锌工艺的基础上,利用添加复合材料(CeO2、粉末渗锌La2O3、LaF3等)渗锌剂所具有的特殊热学性能(表面性能高、活性大、金属原子扩散过程温度低)和化学性能(扩散速率高,可实现金属材料的固态扩散连接结合)等特性,而研发的可实现机械化生产并能提高产品性能的全面升级技术;同时可实现多元复合(锌、铝、镉、铬、氧化物等共渗)粉末热扩散涂层防腐技术。
粉末渗锌共有五层FeZn7+Zn、FeZn7、Fe11Zn40富锌层、Zn在Fe中的固溶体和钢材基体组成。
若加上表面达克罗涂覆封闭耐盐雾试验时间可达1000 h以上。
2、粉末渗锌工艺特点①涂层厚度均匀性好且可以准确控制。
涂层厚度只取决于工艺过程,与紧固件的形状和不同位置无关。
对形状、复杂的紧固件如内螺纹、盲孔、内壁或凹槽等,通过控制规范即可获得在20~110μm之间变化渗层,其厚度几乎相同。
②涂层硬度高,耐磨损和抗划伤能力强。
粉末渗锌涂层锌铁合金的显微硬度一般为220~420HV0.2,是目前锌涂层中最硬的。
③涂层与基体金属的结合强度高。
渗锌涂层为扩散锌铁合金,涂层很难剥落掉,只有用化学方法才能去掉。
涂层与母材的界面拉伸强度600~700MPa;表面层拉伸强度为300~350MPa。
④涂层耐腐蚀性强。
尤其是适合海洋大气、恶劣的工业大气等多种环境,耐腐蚀性优于热浸镀锌、电镀锌。
可抵抗小于1000℃的高温氧化腐蚀。
⑤涂层涂覆性能好。
渗锌涂层与各种油漆和高分子涂层材料之间具有很好的附着强度。
⑥渗锌涂层无本之木氢脆的危害。
加工温度低,不影响紧固件构件机械性能。
粉末渗锌工艺介绍(简要)

渗锌表面处理工艺及应用介绍一、介绍渗锌的基本概念1.渗锌是用热扩散方法在钢铁表面获得锌铁合金层的表面保护工艺。
渗锌获得的表面渗层完全是由锌铁合金层组成,而热镀锌层则是由纯锌层(n相)和锌铁合金层组成。
2.渗锌分类:根据所采用的设备和工艺不同,渗锌可分为固体渗锌(即粉末渗锌)、真空渗锌、镀扩散渗锌和气体渗锌等几种。
3.粉末渗锌的原理:将渗锌剂与钢铁制件,共置于渗炉中,加热到400°C 左右,活性锌原子则由钢铁制件的表面向内部渗透,同时铁原子则由内向外扩散,在制件表层形成了一个均匀的锌—铁化合物即渗锌层。
技术原理:属于化学热处理工艺。
国外,在欧洲的一些国家在1940 年推广并实现了工业化生产,1970 年后欧洲的工业发达国家得到普遍推广应用。
在我国20 世纪60 年代开展研究,90 年代开始应用。
二、粉末渗锌工艺过程将钢铁构件、锌粉及惰性冲击介质混合填充在密封的不锈钢容器中,并将容器放置在热处理炉中,在旋转容器下加热到350~450C并保温一段时间,利用金属原子的热扩散作用,在构件表面形成Zn/Fe 合金保护涂层。
工业化粉末渗锌过程是在不断滚动状态下进行加热处理,粉末混合物与工件之间的机械摩擦、冲击作用,不仅有利于新鲜扩散渗剂与被处理界面的紧密接触,而且使得被加热介质温度场均匀化,并有效促进冶金扩散化学反应。
目前的工业化粉末渗锌涂层不需要惰性气体或低真空的加热环境,一般在大气环境下的密封容器中就可实现热扩散涂层处理,因而热处理设备简单、成本低,非常适合于复杂形状钢铁构件的大批量加工处理。
工业化粉末渗锌技术是指包括前处理、加热渗锌及后处理等完整的一种热扩散涂层加工工艺过程s 5 渗锌后处理5 5.1灣锌后可选用抛光、钝化、磷化、有机涂层等后处理,以改善渗锌制件的外观或进持提高滓 锌层的耐腐蚀性能"£5.2高强皮钢制件渗锌后用化学抛光、钝化、磷化作为后处理时,是否需要进行消除氢缺处理和 兴用何种除氢脆热处理工艺条件.由供需双方协商。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
纳米复合粉末渗锌与热浸镀锌工艺比较分析天津市先知邦钢铁防腐工程有限公司2010年8月一、引言钢铁构件的腐蚀与防护对国民经济的可持续发展具有重要的经济和社会意义。
由于金属锌做钢铁构件的防腐材料,具有耐腐蚀性好、黏附性强、熔点低、易于涂覆以及“牺牲”阳极的电化学保护作用等特点,因而采用锌作为保护涂层材料是目前应用最广泛的工艺方法。
据有关资料统计,世界上金属锌总产量的70﹪用于镀锌,在我国约65﹪的锌产量用于镀锌防腐工程。
目前已开发了多种镀锌防腐工艺:如电镀锌(包括电镀、离子镀或离子注入等)、冷镀锌(包括机械镀、化学镀、涂刷镀等)和热镀锌(包括热浸镀锌、热喷涂镀锌)工艺等。
本报告对热浸镀锌与纳米复合粉末渗锌工艺的特点进行了详细比较分析,为工程实际中合理选择与应用这两种工艺提供重要依据。
二、纳米复合粉末渗锌与热浸镀锌工艺特点比较传统粉末渗锌工艺是采用微米级的工业锌粉来实现渗锌过程的,而纳米复合粉末渗锌工艺利用纳米粉末特殊的热学性能及化学活性,对传统粉末渗锌工艺进行,降低渗锌过程加热温度、缩短保温时间并提高渗锌效率,可以获得防腐蚀、抗高温氧化、涂装及力学等综合性能更为优异的渗锌合金层。
热浸镀是目前工程实际中常用的镀锌工艺之一,与热浸镀锌比较纳米复合粉末渗锌主要有以下优势和独特性:(1)、渗锌层厚度尺寸大、均匀型好且可以准确控制。
镀层厚度是衡量其耐腐蚀性能的重要指标。
粉末渗锌层厚度只取决于规范加热温度和持续时间,与构件的形状和不同位置无关。
当处理形状比较复杂的构件时,渗锌层具有突出的优点,无论螺纹、内壁或凹槽等部位,通过控制规范即可获得在20-110um之间变化渗层,且渗层的厚度几乎相同;而热浸镀锌层厚度在15-110um,构件平面和边角渗层厚度有明显差别,厚度均匀性差。
(2)、渗锌层硬度高,耐磨损和抗划伤能力强。
试验表明纳米复合粉末镀层显微硬度最高可达586.7Hm、外层硬度可达279.7 Hm;而热浸镀层表面为纯锌,锌层硬度一般为75-88Hv。
硬度越高表明镀层耐磨损性能越好、抵抗表面划伤能力也越强。
(3)、渗锌层与基体金属的结合强度高。
纳米复合粉末渗锌层为扩散冶金结合,当镀层厚度≤85um时渗层与基材有很高的结合强度;而热浸镀层虽为冶金结合但由于加热时间短,其结合强度低于粉末渗锌层。
(4)、渗锌层耐腐蚀性强。
粉末渗锌层为铁-锌合金组织,渗锌层与铁的电位差低于锌与铁的电位差。
因而作为阳极性保护层,渗锌层具有更好的保护效果。
实验表明在海洋大气、恶劣的工业大气等多种环境下,渗锌层的耐蚀性优于热浸镀锌和不锈钢。
在同一种工业大气中,不锈钢腐蚀600天表面就会出现锈点,而粉末渗锌构件表面在1600多天后其表面仍不会出现锈迹。
(5)、渗锌层涂覆性能好。
粉末渗锌层均匀与油漆和高分子涂层材料之间具有很好附着强度,其复合涂层的耐腐蚀性优于热浸镀锌层。
(6)、纳米复合渗锌过程温度低,不影响构件机械性能,没有氢脆现象。
渗锌处理的温度比热镀锌低100-280℃,此温度下吸入钢基体的氢原子已扩散逸出。
因此在应用中没有清脆的危害,也能避免弹簧等一些高强度件因处理温度高造成机械性能下降的局限性。
(7)、锌粉消耗量低,节省原材料。
热浸镀锌由于新蒸汽、锌灰、产生的锌渣及锌液飞溅、锌瘤毛刺等造成较多锌原料浪费;而粉末渗锌在密封容器中进行,所加锌粉可根据构建表面积和镀层厚度准确控制,耗锌量明显低于上述镀锌工艺。
试验统计表明,粉末渗锌工艺耗锌量是热浸镀锌的60﹪。
(8)、生产过程无污染,劳动条件好。
纳米复合粉末渗锌技术为固体渗锌,没有锌蒸气产生,构件与渗剂在密闭的容器中进行渗透和分离,生产过程以电力或油燃料作为主要能源,对周围环境没有污染,而热浸镀锌过程释放的锌蒸气对大气环境有很明显污染,操作人员容易产生锌蒸气中毒和高温锌液灼伤的事故。
(9)、生产设备相对简单,使用维修成本较低。
除前后处理外,粉末渗锌设备主要是加热保温炉,通常以电力或有燃料作为主要能源。
设备具有控制简单、使用寿命长和维修量小等特点。
三、粉末渗锌层与热浸镀锌层综合性能比较通过试验对渗层的耐腐蚀性、抗磨损特性、抗高温氧化及力学性能等进行了研究。
有关具体的试验结果如下。
(1)、渗层的物理性能实验表明在合理的渗锌工艺下,渗锌层与基体之间为扩散冶金结合,因而具有良好的结合强度,在各种弯曲和冲击载荷作用下,渗层不会起皱和脱落。
渗锌层为铁-锌合金,其硬度高于电镀锌、热镀锌和热喷涂锌,具有良好的耐磨损性。
由于扩散冶金反应,在构件表面的拐角和凹槽部位都会形成厚度均匀的渗层组织结构。
(2)、渗层耐腐蚀性能试验纳米复合粉末渗层具有良好的耐腐蚀性能和厚度均匀性。
中性盐雾试验和渗层均匀性检测的硫酸铜试验结果如表1和2所示。
渗锌层性能明显高于热镀锌试样和有关国家标准规定的使用性能要求。
表1 粉末渗锌层中性盐雾试验结果注:天津市先知邦钢铁防腐工程有限公司的检验报告对渗锌的有关螺母和螺柱进行了渗层均匀性硫酸铜试验,其结果均超过国家标准GB5958对产品性能的规定值,如表2所示。
表2 粉末渗锌层硫酸铜试验结果对渗锌层的耐海水腐蚀和抗高温流动水腐蚀进行试验研究,试验结果分别见表3、4所示。
模拟海水浸泡加速腐蚀试验在30%NaCl水溶液中进行(一般海水为3%NaCl);流动水冲刷试验条件为:pH=7.2,水温60℃,冲刷腐蚀3500h。
对公司原来的粉末渗锌(S1渗剂)与纳米复合粉末渗锌(S5渗剂)的耐腐蚀性能进行了对比试验,试验在3%硫酸(H2SO4)溶液和3%的盐酸(HCL)溶液中进行,试验结果如表5和6所示。
表3 粉末渗锌层在30%NaCl水溶液中加速腐蚀试验表4 粉末渗锌层抗流动水冲刷腐蚀试验注:流动水温度为60℃,pH=7.2,参考文献[1]试验条件。
表5 S1和S5渗剂渗层在3%硫酸(H2SO4)腐蚀液中腐蚀速率表6 S1和S5渗剂渗层在3%盐酸(HCL)腐蚀液中腐蚀速率由上述结果可看出,粉末渗锌层耐腐蚀性能明显高于热浸镀锌层。
(3)、渗层硬度和耐磨损性能试验表明粉末渗层具有良好的硬度和耐磨损性能。
硬度试验结果如表7所示,Q235钢渗层和热浸镀锌的标准圆环磨损试验结果如表8所示。
表7 粉末渗层硬度试验比较表8 粉末渗锌标准圆环磨损试验注:标准试样外径D=32mm ,内径d=15mm ,厚度t=5mm 。
(4)、渗锌过程对母材力学性能的影响粉末渗锌加热最高温度为350-450℃范围,保温时间一般为40-150min ,加热温度低于钢材的相变温度,不会影响母材的抗拉强度σb 和屈服应力σs 。
试验结果如表9所示,试样为Q235钢经渗锌后加工成Φ10的标准拉伸试样,在材料万能拉伸试验机上进行。
表9 粉末渗锌工艺对Q235钢力学性能的影响表10 粉末渗锌对材料力学性能的影响注:天津市先知邦钢铁防腐工程有限公司的检验报告(5)、渗锌层抗高温氧化性试验表明,渗锌层具有较高的抗高温氧化能力,在600℃炉中保温4小时,渗层表面完好无变化;在900℃炉中保温2.5小时,外表仍完整。
而普通钢构件在600℃表面已全部氧化,螺栓螺母紧固件将完全烧死很难拆开,经渗锌后不会出现烧死现象。
四、分析结论许多研究表明,渗锌扩散层与热浸镀锌比较具有一系列优良的性能。
渗锌层良好的综合性能是由其本身的物理冶金特征所确定的。
由于扩散冶金结合,渗锌层与基体的结合强度明显比较高,而在渗层中随着铁-锌合金中锌浓度的变化,使其性能也逐渐改变;铁-锌渗层是阳极覆盖层,比被保护钢铁的电位负、且电位差值较低,因而在腐蚀介质中具有更有效的保护作用。
即使在渗层局部损坏的情况下,渗层与基体形成的电解偶也能有效保护基体金属不腐蚀。
另外,渗锌层为致密的完全没有空隙的冶金层,具有很高的硬度和抗磨损特性,这种均匀的渗层也会对基体性能起到良好的保护作用。
在大气环境、酸性工业气氛、中性和微碱性(pH=6-12)等各种介质中,渗锌层均具有良好的耐腐蚀性能。
这主要是由于在锌表面形成的一层致密的ZnCO3.3Zn(OH)3保护膜,这种保护膜与渗层结合牢固并且是很难溶解的腐蚀产物,它阻挡了腐蚀剂与金属的接触,阻止了腐蚀的进一步发生。
因而,粉末渗锌层具有更高的耐腐蚀寿命。
五、结论与热浸镀锌比较,纳米复合粉末渗锌利用了纳米粉末特殊的热血性能(由于颗粒细小导致比表面能高、活性大,实现金属原子扩散过程的温度较低)及化学活性(随颗粒比表面提高,扩散速大幅度上升),可以获得硬度较高、耐腐蚀性能、抗高温氧化性能及力学等综合性能更为优异的渗锌防护层。
参考文献[1](苏)利亚霍维奇主编,孙一唐等译,金属和合金的化学热处理手册,上海科技出版社,1986.[2]顾国成、吴文森编著,钢铁材料的防蚀涂层,科学出版社,1987.[3]卢燕平、于福洲合编,渗镀,机械工业出版社,1985.[4]郭庆珍、吴怀隶,钢铁制件防锈蚀新技术-粉末镀锌,矿冶,Vo1.4,No.2,1995.[5]李雁翔,粉镀(渗)锌技术及工业应用,有色冶炼,No1,1998.[6]吴勇、李春燕、李立群、刘邦贵,船舰零部件真空渗锌的性能及应用研究,热加工工艺,No2,2002.[7]胡世菊、张建军、石海芳,电弧喷锌与粉末渗锌工件的耐腐蚀性对比,辽宁工程技术大学学报,Vo1.18,No4,1999.。