高分子材料成型加工原理0 绪论
高分子材料成型加工

高分子材料成型加工简介高分子材料成型加工是指通过加热、挤压、拉伸等工艺将高分子材料转变成所需形状和尺寸的过程。
高分子材料广泛应用于各个领域,如塑料制品、橡胶制品、纤维材料等。
本文将介绍高分子材料成型加工的基本原理、常用的加工方法以及在实际应用中的注意事项。
基本原理高分子材料成型加工是利用高分子材料的可塑性进行加工的过程。
高分子材料的可塑性是指在一定的温度和压力下,可以被加工成各种形状的性质。
其基本原理可以归纳为以下几点:1.熔融:高分子材料在一定的温度范围内可以被熔化成流体状态,使得材料更易于流动和变形。
2.成型:将熔融的高分子材料注入到模具中,通过模具的形状和尺寸限制,使得熔融材料在冷却后得到所需的形状和尺寸。
3.冷却固化:熔融材料在模具中冷却后逐渐固化成固体,成为最终的成型品。
常用的加工方法注塑成型注塑成型是一种常用的高分子材料成型加工方法,适用于制造各种塑料制品。
其基本流程包括:1.材料准备:选择合适的塑料颗粒作为原料,将其加入注塑机的进料口中。
2.加热熔融:注塑机将原料加热、熔融,并将熔融的塑料材料注入到模具中。
3.冷却固化:模具中的熔融塑料材料在冷却后逐渐固化成固体,形成最终的成型品。
4.取出成品:将固化的成型品从模具中取出,并进行后续加工,如修整边缘、打磨表面等。
挤出成型挤出成型是另一种常用的高分子材料成型加工方法,适用于制造各种管材、板材等长型产品。
其基本流程包括:1.材料准备:将高分子材料以颗粒形式加入到挤出机的料斗中。
2.加热熔融:挤出机将颗粒状的高分子材料加热、熔融,并通过螺杆将熔融的材料挤出。
3.模具成型:挤出的熔融材料通过模具的形状和尺寸限制,被冷却成所需的形状和尺寸。
4.冷却固化:在模具中冷却后,熔融材料逐渐固化成固体,形成最终的成型品。
5.切割成品:挤出机会根据需要将成型品切割成所需的长度,以便后续使用。
除了注塑成型和挤出成型,还有许多其他的高分子材料成型加工方法,如压延成型、注射拉伸成型等,根据材料和产品的需求选择合适的加工方法。
高分子材料成型加工-第1讲

化学功能材料
物理化学功能材料 生物功能材料
特殊功能材料
33
物理功能高分子材料
具有传递、转换或储存物质、 能力和信息作用的高分子材料。
绝缘高分子材料(间位芳纶绝缘纸) 导电高分子材料(聚苯胺、聚吡咯) 高分子光学材料(荧光材料) 相变储能材料 液晶高分子材料
磁性高分子材料
……
带导电纤维的宇航手套 34
化学功能高分子材料
以高分子链为骨架连接具有化学活性大基 团构成。
离子交换树脂
高分子催化剂 高分子载体
……
35
物理化学功能高分子材料
高分子分离膜
“ 形象地说,膜就是一道具 有选择性渗透功能的壁障,将
混合液体或者气体分隔为两
相,以此达到特定成分分离的 效果 。”
• 橡胶:以高分子化合物为基本成份的高弹性高分子材料
• 涂料:应用于物体表面并能结成坚韧保护膜的物质的总称 • 胶粘剂:能把各种材料粘合在一起的物质
7
3. 高分子材料在国民经济中的地位和作用
(1)高分子材料在国民经济中具有重要的战略地位
大力发展节能环保、新一代信息技术、生物、高端装备制
造、新能源、新材料、新能源汽车等战略性新兴产业。
造纸
高热稳定性 耐热纤维 (≦350 ℃)
高热稳定性 无机纤维
碳化硅纤维:纺丝-碳化 玻璃纤维 氧化铝纤维:溶胶-凝胶法-碳化
31
高性能高分子材料制品
32
高分子材料科学的发展趋势 二、新功能化
功能高分子材料:
与常规高分子材料相比具有明显不同的物理化学
性质,并具有某些特殊功能的高分子材料。 物理功能材料
正在发展,且具有通用高分子材料所不具备的优异性能和 应用前景。用量少,专一性、附加价值高 。 主要包括:智能型高分子材料、生物分离用高分子材料、 医疗用高分子材料、医药高分子材料等
高分子材料成型加工
高分子材料成型加工高分子材料是一类具有高分子量的聚合物材料,其在现代工业中具有广泛的应用。
高分子材料的成型加工是指将高分子原料通过一系列加工工艺,制作成所需的成品制品的过程。
本文将从高分子材料成型加工的基本原理、常见加工方法以及发展趋势等方面进行探讨。
首先,高分子材料成型加工的基本原理是利用高分子材料的可塑性和流动性,在一定的温度、压力和时间条件下,通过加工设备对高分子原料进行加工成型。
在这个过程中,高分子材料会经历熔融、流动、固化等阶段,最终形成所需的成品制品。
这一基本原理适用于各种高分子材料的成型加工过程,如塑料制品、橡胶制品、纤维制品等。
其次,高分子材料成型加工的常见方法包括注塑成型、挤出成型、吹塑成型、压延成型等。
注塑成型是将高分子原料加热熔融后,通过注射机将熔融的高分子材料注入到模具中,经过一定的冷却固化后,得到所需的成品制品。
挤出成型是将高分子原料加热熔融后,通过挤出机将熔融的高分子材料挤出成型,常用于生产管材、板材等制品。
吹塑成型是将高分子原料加热熔融后,通过吹塑机将熔融的高分子材料吹塑成型,常用于生产塑料瓶、塑料容器等制品。
压延成型是将高分子原料加热熔融后,通过压延机将熔融的高分子材料压延成型,常用于生产薄膜、片材等制品。
此外,随着科技的进步和工艺的改进,高分子材料成型加工也在不断发展和完善。
传统的成型加工方法逐渐向数字化、智能化方向发展,加工设备和工艺控制技术不断更新换代,使得高分子材料成型加工的效率和质量得到了显著提升。
同时,新型的成型加工技术和材料也不断涌现,如3D打印技术在高分子材料成型加工领域的应用,生物可降解高分子材料的开发和应用等,为高分子材料成型加工带来了新的发展机遇和挑战。
综上所述,高分子材料成型加工是利用高分子材料的可塑性和流动性,在一定的条件下,通过一系列加工工艺将高分子原料加工成所需的成品制品的过程。
其常见方法包括注塑成型、挤出成型、吹塑成型、压延成型等。
高分子成型加工原理 第一章绪论

二、塑料和塑料制品生产的发展
1、世界塑料生产的年增长率: 70年代以前:12~15%
70年代以后:4~5%
80年代:有一定增长,发展中国家较快
2、我国塑料年增长率:
1983年:1100kt 1993年:5200kt 从世界各国的第12位升至第5 位 不完全是原有制品数量的单纯增加,主要是应范围的日益 增大。
型?分别说明其特点。 2.成型工厂对生产设备的布置有几种类型? 3.塑料制品都应用到那些方面? 4.如何生产出一种新制品?
1.1 塑料成型加工及其重要性
一、塑料的发展史
人类社会的进步是与材料的使用密切相关的。从石器时 代、铜器时代和铁器时代发展到今天,材料有四大类:木材、 水泥、钢铁、塑料。20世纪,塑料成为一类迅速发展起来的 新材料。 早在19世纪以前,人们就已经利用沥青、松香、琥 珀、虫胶等天然树脂。 1868年将天然纤维素硝化,用樟脑作增塑剂制成了 世界上第一个塑料品种,称为赛璐珞,从此开始了人类使用 塑料的历史。
3创新时期20世纪50年代中期大批高性能的塑料问世尖端技术的发展对塑料制品的性能性能重现性和尺寸精度等提出了更高的要4近期发展趋势由单一型技术向组合型技术发展由向特殊条件下的成型技术发展常规条件下的成型技术由基本上不改变塑料原有性能的保质成型加工技术向赋予塑料新性能的变质型成型加工技术发展
第一章 绪论
1909年出现了第一种用人工合成的塑料-酚醛塑料。 1920年又一种人工合成塑料-氨基塑料(苯胺甲醛塑料)诞 生了。这两种塑料当时为推动电气工业和仪器制造工业的发展 起了积极作用。 20世纪20、30年代,相继出现了醇酸树脂、聚氯乙烯、丙 烯酸酯类、聚苯乙烯和聚酰胺等塑料。
从40年代至今,随着科学技术和工业的发展,石油资源的 广泛开发利用,塑料工业获得迅速发展。品种上又出现了聚乙 烯、聚丙烯、不饱和聚酯、氟塑料、环氧树脂、聚甲醛、聚碳 酸酯、聚酰亚胺等等。
第2章 高分子材料成型原理

第2章
聚合物流体的普适切变流动曲线
流动曲线可划分为三个流动区:
高分子材料成型原理
§2.1 高分子材料的加工性能——流变性能
第二流动区,也称假塑性区或非牛顿区。 • 解释:中等剪切速率时,分子链取向程度逐渐增大,分子热运动影 响逐渐减小,流体粘度逐渐降低;另外,随剪切速率增大,超分子 群体尺寸减小,流动阻力减小,粘度下降;同样,大分子链的物理
图2-6 各类型流体的流动曲线 图2-2 流动曲线
第2章
聚合物流体的类型及特点
高分子材料成型原理
§2.1 高分子材料的加工性能——流变性能
4. 膨胀性流体 当悬浮液处于静态时,体系中由固体粒子 构成的空间最小,其中液体可以充满这些空隙 中。当施加于这一体系的τ不大时,即γ较小 时,液体可在移动的固体粒子间充当润滑剂, 因此,表观粘度不高。但当 τ逐渐增高时,粒 子间碰撞机会增多,流动阻力增加,并且固体 粒子的紧密堆砌被破坏,整个体系就出现膨胀 现象。液体不再能充满所有空隙,润滑作用受 到限制,表观粘度就随着τ的增长而增大。
拉伸流动
聚合物加工过程中受到拉应力作用引起的流动。如初生纤维离开喷丝板时 或用吹塑法或拉幅法生产薄膜时的流动主要是拉伸流动。一个平面两个质点间
距离的拉长。
剪切流动模型
第2章
高分子材料成型原理
§2.1 高分子材料的加工性能——流变性能
拉伸流动
剪切流动
第2章
流体静压力
高分子材料成型原理
§2.1 高分子材料的加工性能——流变性能
一定, t↗, τ↗ 。如石膏水溶液。 • 震凝性流体:
第2章
聚合物流体的类型及特点
高分子材料成型原理
§2.1 高分子材料的加工性能——流变性能
高分子材料成型加工原理

⾼分⼦材料成型加⼯原理第⼀章绪论1.按所属成型加⼯阶段划分,塑料成型加⼯可分为⼏种类型?分别说明其特点。
(1)⼀次成型技术⼀次成型技术,是指能将塑料原材料转变成有⼀定形状和尺⼨制品或半制品的各种⼯艺操作⽅法。
⽬前⽣产上⼴泛采⽤的挤塑、注塑、压延、压制、浇铸和涂覆等。
(2)⼆次成型技术⼆次成型技术,是指既能改变⼀次成型所得塑料半制品(如型材和坯件等)的形状和尺⼨,⼜不会使其整体性受到破坏的各种⼯艺操作⽅法。
⽬前⽣产上采⽤的只有双轴拉伸成型、中空吹塑成型和热成型等少数⼏种⼆次成型技术。
(3)⼆次加⼯技术这是⼀类在保持⼀次成型或⼆次成型产物硬固状态不变的条件下,为改变其形状、尺⼨和表观性质所进⾏的各种⼯艺操作⽅法。
也称作“后加⼯技术”。
⼤致可分为机械加⼯、连接加⼯和修饰加⼯三类⽅法。
2.成型⼯⼚对⽣产设备的布置有⼏种类型?(1)过程集中制⽣产设备集中;宜于品种多、产量⼩、变化快的制品;衔接⽣产⼯序时所需的运输设备多、费时、费⼯、不易连续化。
(2)产品集中制⼀种产品⽣产过程配套;宜于单⼀、量⼤、永久性强的制品、连续性强;物料运输⽅便,易实现机械化和⾃动化,成本降低。
3.塑料制品都应⽤到那些⽅⾯?(1)农牧、渔业(2)包装(3)交通运输(4)电⽓⼯业(5)化学⼯业(6)仪表⼯业(7)建筑⼯业(8)航空⼯业(9)国防与尖端⼯业(10)家具(11)体育⽤品和⽇⽤百货4.如何⽣产出⼀种新制品?(1)熟悉该种制品在物理、机械、热、电及化学性能等⽅⾯所应具备的指标;(2)根据要求,选定合适的塑料,从⽽决定成型⽅法;(3)成本估算;(4)试制并确定⽣产⼯艺规程、不断完善。
第⼆章塑料成型的理论基础1.什么是聚合物的结晶和取向?它们有何不同?研究结晶和取向对⾼分⼦材料加⼯有何实际意义?2.请说出晶态与⾮晶态聚合物的熔融加⼯温度范围,并讨论两者作为材料的耐热性好坏。
晶态聚合物:Tm——Td;⾮晶态聚合物:Tf——Td。
对于作为塑料使⽤的⾼聚物来说,在不结晶或结晶度低时最⾼使⽤温度是Tg,当结晶度达到40%以上时,晶区互相连接,形成贯穿整个材料的连接相,因此在Tg以上仍不会软化,其最⾼使⽤温度可提⾼到结晶熔点。
高分子材料加工原理
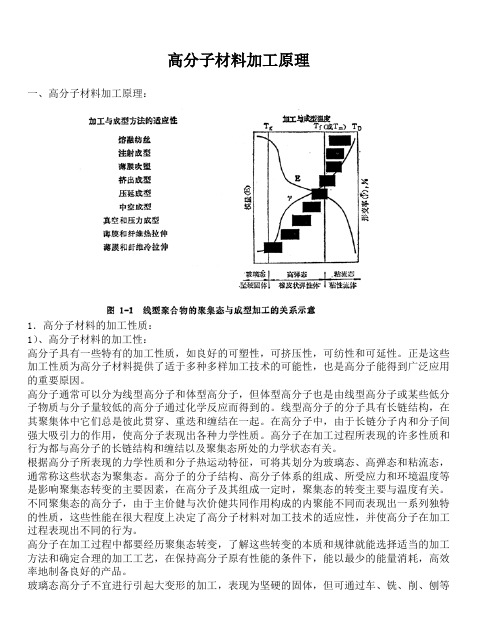
高分子材料加工原理一、高分子材料加工原理:1.高分子材料的加工性质:1)、高分子材料的加工性:高分子具有一些特有的加工性质,如良好的可塑性,可挤压性,可纺性和可延性。
正是这些加工性质为高分子材料提供了适于多种多样加工技术的可能性,也是高分子能得到广泛应用的重要原因。
高分子通常可以分为线型高分子和体型高分子,但体型高分子也是由线型高分子或某些低分子物质与分子量较低的高分子通过化学反应而得到的。
线型高分子的分子具有长链结构,在其聚集体中它们总是彼此贯穿、重迭和缠结在一起。
在高分子中,由于长链分子内和分子间强大吸引力的作用,使高分子表现出各种力学性质。
高分子在加工过程所表现的许多性质和行为都与高分子的长链结构和缠结以及聚集态所处的力学状态有关。
根据高分子所表现的力学性质和分子热运动特征,可将其划分为玻璃态、高弹态和粘流态,通常称这些状态为聚集态。
高分子的分子结构、高分子体系的组成、所受应力和环境温度等是影响聚集态转变的主要因素,在高分子及其组成一定时,聚集态的转变主要与温度有关。
不同聚集态的高分子,由于主价健与次价健共同作用构成的内聚能不同而表现出一系列独特的性质,这些性能在很大程度上决定了高分子材料对加工技术的适应性,并使高分子在加工过程表现出不同的行为。
高分子在加工过程中都要经历聚集态转变,了解这些转变的本质和规律就能选择适当的加工方法和确定合理的加工工艺,在保持高分子原有性能的条件下,能以最少的能量消耗,高效率地制备良好的产品。
玻璃态高分子不宜进行引起大变形的加工,表现为坚硬的固体,但可通过车、铣、削、刨等进行加工。
在玻璃化温度Tg以下的某一温度,材料受力容易发生断裂破坏,这一温度称为脆化温度,它是材料使用的下限温度。
在Tg以上的高弹态,高分子的模量减少很多,形变能力显著加大。
在Tg-Tf温度区靠近Tf,由于高分子的粘性很大,可进行某些材料的真空成型、压力成型、压延和弯曲成型等。
把制品温度迅速冷却到Tg以下温度是这类加工过程的关键。
高分子材料成型加工题库精华
⾼分⼦材料成型加⼯题库精华⾼分⼦材料成型加⼯设备习题第⼀章绪论⼀、简答题1、在现代聚合物成型加⼯⼯业中,影响聚合物制品⽣产的三⼤重要因素是什么?2、聚合物成型机械的定义及分类?3、聚合物加⼯设备发展的主要趋势和特点?第⼆章⾼分⼦材料混合及设备⼀、填空题1、预处理设备包括_________、_________以及________。
2、常见的筛析⽅法________、________和_______。
3、三辊研磨机主要⽤于_________的研磨。
4、密炼机可按转⼦转速分成_________、_________和_________。
5、⾼速捏合机的主要部件包括_________、_________、_________和_________。
6、增⼤开炼机的_________或减⼩_________都会使速度梯度增加,提⾼物料的剪切塑化效果。
7、开炼机的主要部件包括________、_________、_________、_________和_________。
8、密炼机的主要部件包括________、________、_______、_______和________。
9、密炼机常⽤转⼦的基本类型包括____ __、_____和________。
10、开炼机的混炼功率应是________和________之和。
⼆、简答题1、预热和⼲燥的⽬的是什么?有哪些⽅式?2、研磨机分为哪⼏类?各包括哪些常⽤设备?3、哪些机械通常⽤于塑料的初混合?哪些机械通常⽤于混炼?4、说出三辊研磨机的⼯作原理5、开炼机的⼯作原理16、满⾜开炼机正常⼯作必须的两个条件是什么?7、椭圆形转⼦密炼机的⼯作原理第三章挤出成型设备⼀、选择题1、挤出机的螺杆分为()A.加料段、熔融段、均化段B.加料段、融化段、挤出段C.熔融段、均化段、挤出段D.融化段、熔融段、挤出段2、熔体在挤出机螺杆的均化段的流动有四种形式,分别为()A.正流、负流、横流、竖流B.正流、逆流、横流、漏流C.正流、负流、横流、漏流D.正流、逆流、横流、竖流3、下列关于挤出成型基本概念错误的是()A.挤出的型材具有恒定的断⾯形状B.螺杆式挤出成型⼯艺过程是间歇成型C.挤出成型亦称挤塑或挤出模塑D.挤出成型既可成型热塑性塑料,⼜可成型部分热固性塑料4、螺杆的作⽤不包括()A.输送物料B.传热塑化物料C.计量物料D.混合均化物料5、为提⾼物料输送能⼒,常采取的措施不包括()A.冷却螺杆,使螺杆的温度略低于料筒B.提⾼螺杆的转速C.在料筒内壁开设纵向沟槽D.升⾼料筒的温度6、增⼤螺杆的长径⽐不可以达到的⽬的()A.改善塑料的温度分布B.降低挤出机的功率消耗C.减少挤出时的逆流和漏流D.使物料混合更均匀7、下列关于压缩⽐的说法不正确的是()A.粉料的压缩⽐应⼤于粒状塑料的压缩⽐B.薄壁制品的压缩⽐应⼩于厚壁制品的压缩⽐C.压缩⽐太⼤,螺杆本⾝的机械强度下降2D.压缩⽐的获得最常⽤的⽅法是等距变深螺槽8、下列关于螺杆螺旋⾓说法不正确的是()A.螺旋⾓增⼤,挤出机的⽣产能⼒下降B.螺旋⾓等于30度的适合细粉状料C.最常⽤的螺旋⾓度是17.7度D.螺旋⾓等于15度的适合⽅块料9、下列关于螺杆结构参数说法不正确的是()A.螺棱宽太⼩会使漏流增加,导致产量降低B.螺棱宽太打会增加螺棱上的动⼒消耗,有局部过热的危险C.螺杆与料筒的间隙减⼩,不利于物料的熔融和混合D.螺杆与料筒的间隙太⼩,易引起物料出现热⼒学降解10、下列关于加料段的说法错误的是()A.加料段的作⽤是加热和输送物料B.加料段物料始终保持固体状态C.加料段通常采⽤等深变距的螺杆D.挤出结晶性塑料加料段要长11、下列关于压缩段的说法错误的是()A.压缩段的作⽤是压缩与剪切作⽤B.压缩段物料全部是粘流状态C.压缩段⼀般采⽤等距变深的螺杆D.⽆定形塑料的压缩段⽐较长12、结晶性塑料⼀般采⽤螺杆()A.渐变形螺杆B.突变形螺杆C.波纹型螺杆D.屏障形螺杆13、为提⾼螺杆存在的熔融效率低、塑化混合不均匀等缺点,常采⽤的措施不包括()A.采⽤⾼效螺杆B.加⼤螺杆的长径⽐C.减⼩均化段螺槽深度D.提⾼螺杆的转速14、挤出成型的⼯艺流程是()A.原料的准备、挤出物定型与冷却、挤出成型、⼲燥、预热、制品的牵引与卷取B.原料的准备、挤出物定型与冷却、⼲燥、预热、挤出成型、制品的牵引与卷取C.原料的准备、预热、⼲燥、挤出成型、挤出物定型与冷却、制品的牵引与卷取D.原料的准备、挤出物定型与冷却、制品的牵引与卷取、挤出成型、预热、⼲燥15、对挤出⽣产率影响不⼤的是()A.正流B.逆流C.横流D.漏流16、下列关于温度与挤出成型关系的说法正确的是()A.温度升⾼,制品形状稳定性好,所以应该尽量采⽤⾼温挤出B.温度降低,物料粘度降低,有利于塑化,,所以应该采⽤低温挤出3C.温度太低,制品收缩增⼤,所以应该尽量采⽤⾼温挤出D.温度太⾼,制品发黄,出现⽓泡,所以应该降低挤出温度17、挤出成型过程中,制品横截⾯是靠哪个部件得到的?()A.机头B.⼝模C.料筒D.分流梭18、挤出成型模具被称为()A.牵引装置B.挤出成型零部件C.⼝模D.挤出机机头19、辅机的组成部分⼀般不包括()A.定型装置B.卷取装置C.加热装置D.牵引装置20、软管的⽣产过程与硬管不同之处在于()A.定径⽅式不⼀样B.冷却⽅式不⼀样C.成型主机不⼀样D.挤出⼝模不⼀样21、⼤⼝径管多采⽤的定径⽅法为()A.外压定径法B.内压定径法C.真空定径法D.蒸汽辅助定径22、管材的截⾯尺⼨与下列哪个因素⽆关()A.机头⼝模B.定径套直径C.牵引速度D.冷却⽔温度23、下列关于吹膜挤出吹胀⽐说法不正确的是()A.吹胀⽐是⽤来衡量吹胀的程度B.吹胀⽐是管坯吹胀后的管膜的直径与挤出机螺杆的直径的⽐值C.吹胀⽐的⼤⼩表⽰挤出管坯直径的变化D.吹胀⽐表明了粘流态下⼤分⼦受到横向拉伸作⽤⼒的⼤⼩24、下列关于薄膜的吹胀与牵引下列说法错误的是()A.⽣产不同折径不同厚度的薄膜,可以通过调整吹胀⽐和牵引⽐来控制B.吹胀⽐太⼤,横向强度太低C.吹胀⽐太⼩,膜管不稳定D.牵引⽐太⼩,膜管容易被拉断25、板材挤出成型的辅机连接顺序正确的是()A.三辊压光机、冷却导辊、切边装置、牵引装置、切割装置4B.三辊压光机、冷却导辊、切割装置、切边装置、牵引装置C.冷却导辊、切割装置、三辊压光机、切边装置、牵引装置、D.冷却导辊、切边装置、牵引装置、三辊压光机、切割装置26、关于板材挤出三辊压光机的说法,下列错误的是()A.压光机的作⽤是将挤出的板材压光和降温B.压光机的滚筒对尺⼨精度与光洁度没有要求C.压光机滚筒间隙可以调整D.压光机与机头的距离应尽量靠近27、关于三辊压光机温度的控制,下列说法正确的是()A.上辊温度最⾼B.中辊温度最⾼C.下辊温度最⾼D.三辊温度⼀致28、⼝模应有⼀定长度的平直部分的原因是()A.保证物料的稳定以及消除熔接痕B.增⼤料流的压⼒C.节约材料,降低成本D.制造⼯艺的要求29、下列不属于机头的设计原则的是()A.內腔呈流线型B.机头压⼒⼤⼩分布均匀C.⾜够的压缩⽐D.正确的断⾯形状30、下列不属于新型⾼效螺杆的是()A.屏障形螺杆B.销钉型螺杆C.波纹螺杆D.突变型螺杆⼆、填空题1、挤出机主机主要由、传动系统、、等组成。