AS 3678-1996 Structural Steel
AS NZS 3678-1996 Structural steel - Hot-rolled plates, floorplates and slabs

(ii) EN 10163: 1991, Delivery requirements for surface condition of hot-rolled steel plates, wide flats and sections, Part 1: General requirements and Part 2: Plates and wide flats.
LICENCE
for
AS/NZS 3678:1996 Structural steel - Hot-rolled plates, floorplates and slabs
Licensee: Date:
yuntao sun 23 Mar 2006
Click here for full conditions of Licence
© Copyright
STANDARDS AUSTRALIA / STANDARDS NEW ZEALAND
Users of Standards are reminded that copyright subsists in all Standards Australia and Standards New Zealand publications and software. Except where the Copyright Act allows and except where provided for below no publications or software produced by Standards Australia or Standards New Zealand may be reproduced, stored in a retrieval system in any form or transmitted by any means without prior permission in writing from Standards Australia or Standards New Zealand. Permission may be conditional on an appropriate royalty payment. Australian requests for permission and information on commercial software royalties should be directed to the head office of Standards Australia. New Zealand requests should be directed to Standards New Zealand. Up to 10 percent of the technical content pages of a Standard may be copied for use exclusively in-house by purchasers of the Standard without payment of a royalty or advice to Standards Australia or Standards New Zealand. Inclusion of copyright material in computer software programs is also permitted without royalty payment provided such programs are used exclusively in-house by the creators of the programs. Care should be taken to ensure that material used is from the current edition of the Standard and that it is updated whenever the Standard is amended or revised. The number and date of the Standard should therefore be clearly identified. The use of material in print form or in computer software programs to be used commercially, with or without payment, or in commercial contracts is subject to the payment of a royalty. This policy may be varied by Standards Australia or Standards New Zealand at any time.
AS3678-400与AS3678-450钢板材质分析

AS3678-450
450
450
450
420
400
—
—
520
16
9、AS3678-400,AS3678-450钢板应用领域
AS3678-400,AS3678-450钢板主要用于一般制造,结构构件,高层建筑,桥梁,储罐,等离子切割。
5、AS3678-400,AS3678-450钢板具有良好的延展性
6、AS3678-400,AS3678-450钢板交货状态:热轧,控轧,TMCP,正火轧制,正火(如果规则中未提供,则为可选)
7、AS3678钢板化学成分:
成分数值均为最大值
化学成分
C
Si
Mn
P
S
Al
Ti
Cu
Ni
Cr
Mo
AS3678-250
1.7
0.04
0.03
0.1
0.04
0.4
0.5
0.3
0.35
AS3678-450
0.22
0.55
1.7
0.04
0.03
0.1
0.04
0.6
0.5
0.3
0.35
8、AS3678钢板力学性能:
牌号
不同厚度(mm)对应的屈服强度(MPa)
抗拉强度(MPa)
伸长率A%
≤8
8-12
12-20
20-32
32-50
AS3678-250 AS3678-300 AS3678-350 AS3678-400 AS3678-450
1、AS3678-400,AS3678-450是结构碳钢板,舞阳钢厂可以生产,主要用于需要中低强度碳钢板的建筑,例如楼板和桥梁建筑等。
AS3678-250与AS3678-350钢板材质分析

AS3678-250与AS3678-3501、AS3678-250钢板AS3678-250执行标准:AS-NZS2、AS3678-250 对应国内Q235B。
as是澳大利亚编号,3678碳素结构钢,250含碳量0.22。
3、AS3678-250和AS3678-350钢板化学成分(最大值)牌号C Si Mn P S Al Ti Cu Ni Cr MoAS3678-2500.220.55 1.70.040.040.10.040.40.50.80.1AS3678-3500.220.55 1.70.040.0350.10.040.40.50.30.35AS3678-250碳当量CE=0.45AS3678-350碳当量CE=0.484、AS3678-250力学性能AS3678-250屈服≥230,抗拉≥410,A≥17%AS3678-350力学性能如下:最小值厚度屈服抗拉延伸率8~12mm3604502012~20mm3504502020~80mm3404502080~200mm33045020AS3678-250屈服≥230,抗拉≥410,A≥17%附:Q235B由Q+数字+质量等级符号+脱氧方法符号组成。
它的钢号冠以“Q”,代表钢材的屈服点,后面的数字表示屈服点数值,单位是MPa例如Q235表示屈服点(σs)为235 MPa 的碳素结构钢。
必要时钢号后面可标出表示质量等级和脱氧方法的符号。
质量等级符号分别为A、B、C、D。
脱氧方法符号:F表示沸腾钢;b表示半镇静钢;Z表示镇静钢;TZ表示特殊镇静钢,镇静钢可不标符号,即Z和TZ都可不标。
例如Q235-AF表示A级沸腾钢。
AS3678:1996

AS3678:1996澳大利亚/新西兰标准○R结构钢—热轧板,波纹板及厚板3 定义3.7 波纹板热轧钢产品,平整,在同一表面上已正则区间方式轧制凸纹图案,宽度大于或等于900mm, 标定厚度大于或等于4.50mm。
边缘修整或未修整。
3.16 厚板轧制半成品或连续铸造产品,矩形截面,厚度大于100mm,宽厚比例不小于4:1。
4 命名4.1 概述所有等级依据第4.2条,4.3条或4.4条规定的程序命名。
所有命名包括澳大利亚/新西兰标准编号,如,AS/NZS 3678。
等级带有WR 前缀,表示高出非合金等级,具有增强的防大气腐蚀性。
4.2 机械测试等级机械测试碳及碳-锰等级和低合金(风化-耐候性)等级,命名规则如下:示例:AS/NZS 3678-250AS/NZS 3678-WR 350其中AS/NZS 3678 = 本标准编号250,350 = 屈服强度标定最小值WR = 耐侯性4.3 其它性能除4.2条外,钢材等级命名指明如下机械测试:(a)厚度方向拉伸性能材料确保最小厚度方向拉伸性能,用后缀“Z”表示。
示例:AS/NZS 3678-250Z(b)冲击性能材料规定冲击性能最小值,以后缀“L”表示材料经冲击测试,后缀后带有测试温度在0 °C及以下。
示例:AS/NZS 3678-WR 350 L0AS/NZS 3678-350L154.4 分析等级分析等级命名包含一个由字母数字构成的五位数,如下:(a)第一个字母,表示脱氧过程,如下所示:(i)A= 镇静铝(ii)K= 镇静硅,有或无铝添加成分(b)一个四位数的系列命名,头二位数表示钢材类型,如下:(i)10XX………………………… 普通碳钢(ii)15XX………………………… 碳锰钢示例:AS/NZS 3678-A 10064.5 改良符号改良符号加在第4.4条规定的命名中。
前缀“X”表示化学成分的与相应AISI-SAE等级的主要偏差。
示例:AS/NZS 3678- XK 10165 化学成分5.1 概述化学分析抽样方法依据AS 1213。
钢材标准英文版数据中英文对照
GB/T 20887.42010 GB/T 20887.52010
2011-6-1
2011-6-1 2008-3-1 2008-4-1 2009-5-1 2010-4-1 2010-4-1 2010-4-1
GB/T 21074-2007 针管用不锈钢精密冷轧钢带 GB/T 21237-2007 石油天然气输送管用宽厚钢板 GB/T 22518-2008 容栅数显标尺 GB/T 24180-2009 冷轧电镀铬钢板及钢带 GB/T 24181-2009 金刚石焊接锯片基体用钢 GB/T 24186-2009 工程机械用高强度耐磨钢板 GB 24510-2009 GB 24511-2009 GB/T 247-2008 低温压力容器用9%Ni钢板
钢材标准英文版数据中英文对照 由北京博诚行标图书有限责任公司提供
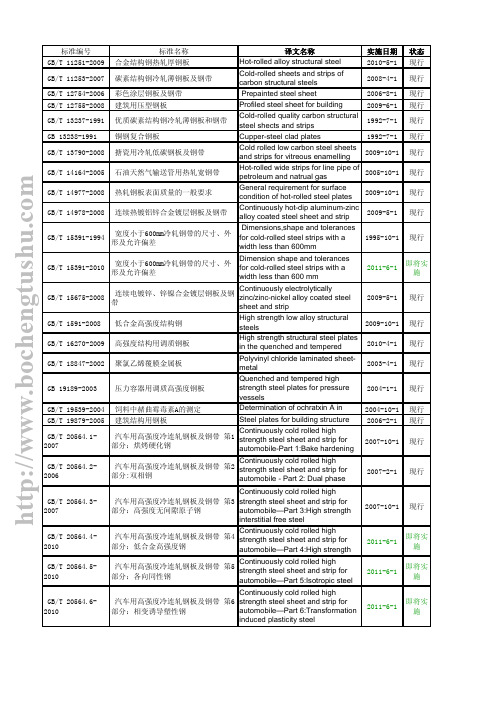
标准编号
标准名称
GB/T 11251-2009 合金结构钢热轧厚钢板 GB/T 11253-2007 碳素结构钢冷轧薄钢板及钢带 GB/T 12754-2006 彩色涂层钢板及钢带 GB/T 12755-2008 建筑用压型钢板 GB/T 13237-1991 优质碳素结构钢冷轧薄钢板和钢带 GB 13238-1991 铜钢复合钢板
9%Nickel steel plates for pressure vessels with specified low 2010-6-1 temperature properties Stainless steel plate,sheet and strip 承压设备用不锈钢钢板及钢带 2010-6-1 for pressure equipments General rule of package mark and 钢板和钢带包装、标志及质量证明书 certification for steel plates (sheets) 2009-10-1 的一般规定 and strips 2011-6-1 2011-6-1 2009-5-1 2009-5-1 2006-1-1 2008-3-1 1991-1-1 2002-2-1 2010-5-1
AS3678-350澳标钢板成分性能及对应国标材质

AS3678-350澳标钢板成分性能及对应国标材质
一、AS3678-350是什么钢板?
AS3678-350澳大利亚的牌号,属于低合金高强度钢板执行AS-NZS标准,其标准下有7个质量等级标准,分别是:AS3678-200;AS3678-250;AS3678-300;AS3678-350;AS3678-400;AS3678-450;AS3678-WR350。
以上这些澳标的牌号用的较多的是AS3678-350和AS3678-400。
下面主要介绍下AS3678-350钢板的成分和性能。
二、AS3678-350目前为止做的比较多的厂家是舞阳钢铁,已成功为用户提供万余吨正品钢板,钢板的化学成分分析如下
注:(1)所列等级容许运用改善硫化物的炼钢技术。
(2)Cr+Ni+Mo的最大值应不跨过1.00%
(3)限定值一同适用于酸溶铝和全铝。
(4)碳当量CE以实践熔炼成分或制品成分数值,并按如下公式核算:CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
(5)Ni+V≤0.030%
(6)V≤0.10%,Ni+V+Ti≤0.15%
三、AS3678-350钢板的力学性能介绍
四、用途
AS3678系列的钢板属于澳标的低合金结构钢板,AS3678-350钢板中的350是钢板的屈服强度,对应国标GB/T1591-2018标准中的Q355C/D钢板,主要用于需要中低强度碳钢板的建筑,例如楼板和桥梁建筑等。
AS3678系列的钢板交货状态:热轧,正火,控扎等,用户可根据自己需求选择合适的交货状态,也可根据要求订扎满足要求的探伤等。
AS3678钢板尺寸厚度:8-300mm,宽度:1200-3800mm,长度4000-16000mm。
AS-NZS 3678-2011

AS/NZS 3678:2011Australian/New Zealand Standard ™Structural steel—Hot-rolled plates, floorplates and slabsAS/NZS 3678:2011AS/NZS 3678:2011This Joint Australian/New Zealand Stand ard was prepared by Joint Technical Committee BD-023, Structural Steel. It was approved on behalf of the Council of Stand ard s Australia on 17 December 2010 and on behalf of the Council of Standards New Zealand on 17 December 2010.This Standard was published on 21 February 2011.The following are represented on Committee BD-023:AustroadsAustralian Chamber of Commerce and IndustryAustralian Industry GroupAustralian Steel AssociationAustralian Steel InstituteBureau of Steel Manufacturers of AustraliaBusiness New ZealandSteel Construction New ZealandThe University of New South WalesThe University of SydneyKeeping Standards up-to-dateStand ard s are living d ocuments which reflect progress in science, technology and systems. To maintain their currency, all Stand ard s are period ically reviewed, and new ed itions are published. Between ed itions, amend ments may be issued. Stand ard s may also be withd rawn. It is important that read ers assure themselves they are using a current Stand ard, which should includ e any amend ments which may have been published since the Standard was purchased.Detailed information about joint Australian/New Zealand Standards can be found by visiting the Stand ard s Web Shop at .au or Stand ard s New Zealand web site at www.stand ard and looking up the relevant Stand ard in the on-line catalogue.For more frequent listings or notification of revisions, amen d ments an d withd rawals, Stand ard s Australia and Stand ard s New Zealand offer a number of upd ate options. For information about these services, users should contact their respective national Standards organization.We also welcome suggestions for improvement in our Stand ard s, and especially encourage read ers to notify us immed iately of any apparent inaccuracies or ambiguities. Please ad d ress your comments to the Chief Executive of eitherStand ard s Australia or Stand ard s New Zealand at the ad d ress shown on the back cover.This Standard was issued in draft form for comment as DR 07233. --` ` ` ` ` , , ` ` ` , , , ` ` ` , , , ` , , , ` ` , ` -` -` , , ` , , ` , ` , , ` ---AS/NZS 3678:2011Australian/New Zealand Standard ™Structural steel—Hot-rolled plates, floorplates and slabsCOPYRIGHT© Standards Australia Limited/Standards New ZealandAll rights are reserved. No part of this work may be reproduced or copied in any form or by any means, electronic or mechanical, including photocopying, without the written permission of the publisher, unless otherwise permitted under the Copyright Act 1968 (Australia) or the Copyright Act 1994 (New Zealand).Jointly published by SAI Global Limited under licence from Standards Australia Limited, GPO Box 476, Sydney, NSW 2001 and by Standards New Zealand, Private Bag 2439, Wellington 6140 Originated in Australia as part of AS A1—1925. Previous and first joint edition AS/NZS 3678:1996.Third edition 2011.AS/NZS 3678:2011 2PREFACEThis Standard was prepared by the J oint Standards Australia/Standards New Zealand Committee BD-023, Structural Steel, to supersede AS/NZS 3678:1996.The objective of this Standard is to specify requirements for hot-rolled plates, floorplates and slabs for general structural and engineering applications.This edition incorporates the following changes:(a)R eH and R m have been added to Table 9.(b)Steel making manufacturing process has been included.(c)Layout and clause numbering have been changed.(d)Referenced Standards have been updated.Statements expressed in mandatory terms in notes to tables are deemed to be requirements of this Standard.The terms ‘normative’ and ‘informative’ have been used in this Standard to define the application of the appendix to which they apply. A ‘normative’ appendix is an integral part of a Standard, whereas an ‘informative’ appendix is only for information and guidance.3 AS/NZS 3678:2011CONTENTSPage1 SCOPE........................................................................................................................4 2 NORMATIVE REFERENCES....................................................................................4 3 DEFINITIONS............................................................................................................5 4 NOTATION ................................................................................................................7 5 DESIGNATION..........................................................................................................8 6 MANUFACTURING PROCESS.................................................................................9 7 CHEMICAL COMPOSITION...................................................................................10 8 MANUFACTURING TOLERANCES......................................................................13 9 FREEDOM FROM DEFECTS..................................................................................13 10 TESTING..................................................................................................................16 11 MECHANICAL PROPERTIES.................................................................................18 12 IDENTIFICATION AND CERTIFICATION............................................................21 13 ROUNDING OF NUMBERS (23)14SAMPLING AND TESTING TO DEMONSTRATE PRODUCT CONFORMITY (23)APPENDICESA PURCHASING GUIDELINES..................................................................................24B PRODUCT CONFORMITY......................................................................................26C COLD-BENDING AND HOT-FORMING OF PLATE DURING FABRICATION..31 D STEEL FOR SEISMIC AND FRACTURE CRITICAL APPLICATIONS(NEW ZEALAND ONLY)........................................................................................32 BIBLIOGRAPHY .. (34)--`````,,```,,,```,,,`,,,``,`-`-`,,`,,`,`,,`---AS/NZS 3678:2011 4STANDARDS AUSTRALIA/STANDARDS NEW ZEALANDAustralian/New Zealand StandardStructural steel—Hot-rolled plates, floorplates and slabs1 SCOPEThis Standard specifies requirements for the production and supply of hot-rolled structural steel plates and floorplates for carbon and carbon-manganese mechanically-tested steels, fully-killed analysis-only steels, and low-alloy (weathering) mechanically-tested steels.This Standard also specifies requirements for the production and supply of wide slabs as fully-killed analysis-only steel.For general structural and engineering applications, all grades specified in this Standard are suitable for—(a)welding in accordance with AS/NZS 1554; or(b)riveting and bolting as specified in AS/NZS 4600, AS 3990, AS 4100and NZS 3404.1.This Standard does not cover the following:(i) Structural steel—Hot-rolled bars and sections (AS/NZS 3679.1), and weldedI sections (AS/NZS 3679.2).(ii) Steel plates for pressure equipment (AS 1548).(iii) Structural steel hollow sections (AS/NZS 1163).(iv) Hot-rolled steel flat products (AS 1594).(v) Structural and pressure vessel steel—Quenched and tempered plate (AS 3597).Means for demonstrating compliance with this Standard are specified in Appendix B.NOTES:1Guidelines to purchasers on requirements that should be specified by the purchaser and those that should or may be agreed on at the time of enquiry and ordering are given in Appendix A.2Guidelines on cold-bending and hot-forming of plate during fabrication are given in Appendix C.2 NORMATIVE REFERENCESThe following are the normative documents referenced in this Standard.NOTE: References for information purposes are included in the Bibliography.AS1365 Tolerances for flat-rolled steel products1391 Metallic materials—Tensile testing at ambient temperature1544 Methods for impact tests on metals1544.2 Part 2: Charpy V-notch1733 Methods for the determination of grain size in metals2706 Numerical values—Rounding and interpretation of limiting valuesequipment—Steelwork3990 Mechanicalstructures4100 SteelAS/NZS 3678:2011 5AS/NZS1050 Methods for the analysis of iron and steel1050.1 Part 1: Sampling iron and steel for chemical analysiswelding1554 Structuralsteel1554.1 Part 1: Welding of steel structures1554.2 Part 2: Stud welding (steel studs to steel)4600 Cold-formed steel structures4855 Welding consumables—Covered electrodes for manual metal arc welding of non-alloy and fine grain steels—ClassificationISO2566 Steel—Conversion of elongation values2566-1 Part 1: Carbon and low alloy steels7966 Acceptance control chartsNZS3404 SteelStandardstructures3404.1 Part 1: Materials, fabrication and constructionAISISAE J403 Chemical composition of carbon steels3 DEFINITIONSFor the purpose of this Standard, the definitions below apply.3.1 Analysis3.1.1 Cast analysisChemical analysis determined from test samples taken from the ladle, tundish or mouldduring casting.3.1.2 Product analysisChemical analysis determined from a test sample of the finished product.3.2 BatchThe tonnage of products to be accepted or rejected together, the basis of the tests to becarried out on sample products in accordance with the product conformity requirements(test unit).3.3 CanTo imply a capability or possibility and refers to the ability of the user of the Standard, orto a possibility that is available or that might occur.3.4 CrackNarrow line of fracture on the surface.3.5 DefectsSurface discontinuity including cracks, shell and seams with a depth or area, or both,greater than a specified limiting value.3.6 Edge conditions3.6.1 Trimmed edgeEdge produced by the removal of material by mechanical means or gas cutting—alsoreferred to as sheared, slit or thermal-cut edge.AS/NZS 3678:2011 63.6.2 Untrimmed edgeEdge produced by the rolling between horizontal rolls, with or without vertical edging rolls—also referred to as mill, universal or rolled edge.3.7 Fine grained steelsSteels which have an austenitic grain size of number 6 or finer when tested in accordance with AS 1733. Generally, steels are considered fine grained without the need for testing when the total aluminium content is greater than 0.020%, or when niobium ≥0.01%, titanium ≥0.01% or vanadium ≥0.02% are deliberately added as carbonitride formers.NOTE: AS 1733 includes various recognized methods for grain size determination, including the McQuaid–Ehn method, and appropriate etching techniques.3.8 FloorplateHot-rolled product supplied flat, having a rolled raised pattern at regular intervals on one surface, with width greater than or equal to 900 mm, with a nominal thickness greater than or equal to 4.50 mm. Edges are either trimmed or untrimmed.3.9 ImperfectionSurface discontinuity other than cracks, shell and seams with a depth or area, or both, less than or equal to a specified limiting value.3.10 Longitudinal directionDirection of the greatest extension of the steel during rolling (X direction).3.11 ManufacturerThe business operating the hot rolling process producing the steel product.3.12 MayIndicates the existence of an option.3.13 NormalizedSteel produced by heating to a suitable temperature above the transformation range (typically 870°C to 930°C) and then cooling in air to a temperature substantially below the transformation range.3.14 PlateHot-rolled product supplied flat, with a width greater than or equal to 900 mm, with nominal thickness greater than or equal to 4.50 mm. Edges are either trimmed or untrimmed.3.15 SeamsSeams are caused when imperfections in the semi-finished product are elongated andextended during rolling.3.16 ShallIndicates that a statement is mandatory.3.17 ShellOverlapping material partially connected with the base material.3.18 ShouldIndicates a recommendation. --` ` ` ` ` , , ` ` ` , , , ` ` ` , , , ` , , , ` ` , ` -` -` , , ` , , ` , ` , , ` ---7AS/NZS 3678:20113.19 SlabA semi-finished rolled or continuously-cast product with a rectangular cross-section, withthickness greater than 100 mm and a width-to-thickness ratio of not less than 4:1.3.20 TestingChemical analysis tests and mechanical tests as specified in Clauses 7 and 10, respectively.3.21 Test piecePiece prepared for testing, made from a test specimen by a mechanical operation.3.22 Test samplePortion of material or product, or a group of items selected from a test batch or group by asampling procedure.3.23 Test specimenPortion or a single item taken from the test sample for the purpose of applying a particulartest.3.24 Through-thickness directionDirection perpendicular to the plate surface (Z direction).3.25 Transverse directionDirection at right angles to the direction of the greatest extension of the steel during rolling(Y direction).4 NOTATIONThe symbols used in this Standard are listed in Table 1.TABLE 1NOTATIONSymbol Unit Descriptiona mm measurement of perpendicular diametersb mm measurement of perpendicular diametersd mm diameter of the test pieceJ J absorbedenergyL o mm gaugelengthS mm2cross-sectional area after fractureS o mm2 ori gi nalcross-secti onalareat mm nomi nalthi cknessZ % percentage reduction of the cross-sectional area after fractureR eH MPa Upper yield stressR eL MPa Lower yield stressR p0.2MPa Proof stress, 0.2% plastic extension. (0.2% proof stress)R t0.5MPa Proof stress, 0.5% total extension. (0.5% total extension)R m MPa Tensi lestrength NOTE: 1 MPa = 1 N/mm2--` ` ` ` ` , , ` ` ` , , , ` ` ` , , , ` , , , ` ` , ` -` -` , , ` , , ` , ` , , ` ---AS/NZS 3678:2011 85 DESIGNATION5.1 GeneralAll grades shall be designated in accordance with the procedures specified in Clause 5.2 or Clause 5.4, as applicable. Additional modifications may be designated with the procedures specified in Clause 5.3, Clause 5.5 or Clause 5.6 as applicable. All designations shall include the number of this Australian/New Zealand Standard, i.e., AS/NZS 3678.Grades designated with a WR prefix, offer enhanced atmospheric corrosion resistance over unalloyed grades.5.2 Mechanically tested gradesMechanically tested carbon and carbon-manganese grades and low alloy (weathering) grades shall be designated as follows:Examples: AS/NZS 3678-250AS/NZS3678-WR350whereAS/NZS 3678 =number of this Standard250, 350 =grade designationWR =weather-resistantGrades to these designations shall meet the requirements for impact designation ‘None’ in Table 10.5.3 Additional propertiesIn addition to Clause 5.2, the grade designation for the steel may also indicate mechanical testing in accordance with the following:(a)Through-thickness tensile properties Where material has a specified minimumthrough-thickness tensile properties, this is indicated by the suffix ‘Z’ indicating thatthe material has been through thickness tested. This suffix is followed by the value ofthe guaranteed minimum reduction in area (see Clause 11.3).Example: AS/NZS3678-250Z25(b)Impact properties Where material has specified minimum impact properties, this isindicated by the quality suffix ‘L’ or ‘Y’ indicating that the material has been impact tested and the minimum energy requirement. The suffix is followed by the value of a temperature equal to the actual impact test temperature that is at or below 0°C.Examples: AS/NZS 3678-WR350L0AS/NZS3678-350L20AS/NZS3678-350Y40NOTE: A grade designated at one impact test temperature is suitable for use at all higher impact test temperatures.(c)Any combination of these additional properties is valid.Example: AS/NZS3678-350Y40Z35(a)For New Zealand only, a seismic grade designation suffix S0 is available(see Appendix D).Example: AS/NZS3678-350S0 --` ` ` ` ` , , ` ` ` , , , ` ` ` , , , ` , , , ` ` , ` -` -` , , ` , , ` , ` , , ` ---9AS/NZS 3678:20115.4 Analysis gradesThe designation for analysis grades shall consist of a five-digit alphanumeric system inaccordance with the following:(a)First character, a letter indicating deoxidation practice, as follows:(i) A = aluminium killed.(ii)K = silicon killed, with or without aluminium additions.(b) A four-digit series designation whereby the first two digits indicate the type of steel,as follows:(i)10xx....................................................................................plain carbon steels.(ii)15xx..........................................................................carbon-manganese steels.The last two digits indicate the approximate mean of the specified carbon range basedon corresponding AISI-SAE J403 grade.3678-A1006Example: AS/NZS5.5 Modification symbolModification symbols may be added to the grade designation specified in Clause 5.3(a).The prefix letter ‘X’ shall be used to indicate a major deviation in chemical composition ofany grade from the corresponding AISI-SAE J403 grade.3678-XK1016Example: AS/NZS5.6 Fine grained steelsA fine-grained modification symbol may be added to the grade designations specified inClauses 5.2 and 5.3(d).The suffix letter ‘FG’ shall be used to indicate that the material was produced using a finegrained steelmaking practice (Appendix A).Examples:AS/NZS 3678-250FG3678-K1016FGAS/NZSNOTE: Fine grained steelmaking practice is a steelmaking practice that is intended to producekilled steel that is capable of meeting the requirements for fine austenitic grain size after postrolling reheating. This may have no effect on the grain size of the as rolled steel. Typically usedto control the austenite grain size when the as rolled steel is subsequently reheated in thenormalizing temperature range (see Clause 11.4).6 MANUFACTURING PROCESS6.1 Steelmaking processThe steelmaking process shall be at the discretion of the manufacturer with the exclusion ofthe open hearth process. The steelmaking process shall be shown on test certificates andinspection documentation.6.2 Delivery conditionUnless otherwise agreed at the time of enquiry and ordering, the delivery condition is at themanufacturer’s discretion (see Appendix A). The delivery condition shall be shown on testcertificates or inspection documentation.AS/NZS 3678:2011 107 CHEMICAL COMPOSITION7.1 GeneralThe method of sampling for chemical analysis shall be in accordance with AS/NZS 1050.1.Chemical composition shall be determined in accordance with AS/NZS 1050.1 or other procedures which achieve the same, or better, degree of accuracy.7.2 Cast analysisA cast analysis of the steel shall be made from each cast to determine the proportions of thespecified elements. In cases where it is impracticable to obtain samples from the liquid steel, analysis on test samples taken in accordance with AS/NZS 1050.1 may be reported as cast analysis.The cast analysis of the steel shall conform to the limits given in Tables 2 and 3 for the appropriate grade.Inspection documents reporting cast analysis shall indicate values for all elements necessary to establish compliance with the appropriate grade.7.3 Product analysisThe chemical analysis of the finished product is not a mandatory requirement of this Standard. If the steel is subjected to a product analysis, the analysis shall conform to the limits given in Table 2, Table 3 or Table 4, as appropriate.7.4 Residual elementsElements not given in Table 2 or Table 3 for the appropriate grade shall not be intentionally added to the steel without the agreement of the purchaser.--`````,,```,,,```,,,`,,,``,`-`-`,,`,,`,`,,`---COPYRIGHT 11 AS/NZS 3678:2011TABLE 2CHEMICAL COMPOSITION—MECHANICAL PROPERTY GRADES Cast or product analysis%C Si Mn P S Cr (see Note 2)Ni (see Note 2)Cu (see Note 2) Mo (see Note 2)Al (see Note 3)Ti Micro-alloying elements CE(see Note 4)Grade designation (see Notes 1, 7 and 8)Max. Min. Max. Max. Max. Max. Min.Max. Max. Min. Max. Max. Max. Max. Max. Max.200 0.15 — 0.35 0.60 0.030 0.030 — 0.25 0.50 — 0.40 0.10 0.100 0.040 (see Note 5)0.25 250 0.22 — 0.55 1.70 0.040 0.030 — 0.25 0.50 — 0.40 0.10 0.100 0.040 (see Note 5)0.44 300 0.22 — 0.55 1.70 0.040 0.030 — 0.25 0.50 — 0.40 0.10 0.100 0.040 (see Note 5)0.44 350 0.22 — 0.55 1.70 0.040 0.030 — 0.25 0.50 — 0.40 0.35 0.100 0.040 (see Note 6)0.48400 0.22 — 0.55 1.70 0.040 0.030 — 0.25 0.50 — 0.40 0.35 0.100 0.040 (see Note 6)0.48450 0.22 — 0.55 1.80 0.040 0.030 — 0.25 0.50 — 0.60 0.35 0.100 0.040 (see Note 6)0.48 W R350 0.14 0.15 0.75 1.70 0.160 0.030 0.35 1.05 0.55 0.15 0.50 0.10 0.100 0.040 (see Note 6)— — = no specified limitNOTES:1 The use of sulphide modification steelmaking techniques (such as Ca addition) is permitted for listed grades.2 Except for grades 450, 450Lxx, 450Yxx, WR350 and WR350L0, a Cr + Ni + Cu + Mo = 1.00% maximum applies.3 Limits specified are for both acid soluble and total aluminium.4 Carbon equivalent (CE) is calculated from the following equation based on actual cast or product analysis:15CuNi 5V Mo Cr 6Mn C CE ++++++=5 Niobium plus vanadium: 0.06% maximum. Niobium: 0.020% maximum. Vanadium: 0.050% maximum.6 Vanadium: 0.10% maximum. Niobium plus vanadium plus titanium: 0.15% maximum.7 Where a grade is ordered as fine grained steelmaking practice (Appendix A) see Clause 3.7 for minimum limits.8 Chemical composition requirements are the same for all impact tested and through thickness tensile tested variants, see Clause 5.3.--`````,,```,,,```,,,`,,,``,`-`-`,,`,,`,`,,`---COPYRIGHT12 AS/NZS 3678:2011 TABLE 3CHEMICAL COMPOSITION—ANALYSIS GRADES Cast analysis%C Si Mn P S Cr Ni Cu A1(see Notes 2 and 3) TiGrade (see Notes 1 and 3)Min. Max. Max. Min. Max. Max. Max. Max. Max. Max. Max. Max.A1006 — 0.08 0.03 — 0.40 0.040 0.030 (see Note 4) (see Note 4) (see Note 4) 0.100 0.040 A1010 0.08 0.13 0.03 0.30 0.60 0.040 0.030 (see Note 4) (see Note 4) (see Note 4) 0.100 0.040 K1042 0.39 0.47 0.50 0.60 0.90 0.040 0.040 (see Note 4) (see Note 4) (see Note 4) 0.100 0.040 XK1016 0.12 0.18 0.50 0.80 1.20 0.040 0.040 (see Note 4) (see Note 4) (see Note 4) 0.100 0.040 XK1515 0.12 0.18 0.50 1.20 1.50 0.040 0.040 (see Note 4) (see Note 4) (see Note 4) 0.100 0.040 — = no specified limitNOTES:1 The use of sulphide modification steelmaking techniques (such as Ca addition) is permitted for listed grades.2 Limits specified are for both acid soluble and total aluminium.3 Where a grade is ordered as fine grained steelmaking practice (Appendix A) see Clause 3.7 for minimum limits.4 The following elements may be present to the limits stated, subject to a total content of 1.00%:(a) Copper: 0.40%.(b) Nickel: 0.50%.(c) Chromium: 0.25%.(d) Molybdenum: 0.10%.--`````,,```,,,```,,,`,,,``,`-`-`,,`,,`,`,,`---13 AS/NZS 3678:2011TABLE 4PRODUCT ANALYSIS TOLERANCES FOR GRADESGIVEN IN TABLE 3 Tolerance % ElementLimit or maximum of specified range % Under minimum limit Over maximum limit Carbon≤0.25 >0.25 ≤0.50 0.03 0.03 0.03 0.04 Silicon ≤0.05 >0.05≤0.50 —— 0.01 0.05Manganese — 0.10 0.10Phosphorus — — 0.010Sulfur — — 0.010— = no specified limit8 MANUFACTURING TOLERANCESPlates, floorplates and slabs supplied in accordance with this Standard shall comply withthe dimensional tolerances specified in AS 1365.9 FREEDOM FROM DEFECTS9.1 GeneralDiscontinuities visible to the naked eye and discontinuities of steelmaking and rollingorigin are covered by this Clause. This Clause may also be applied to discontinuitiesoriginating during processing and despatching of product.If the purchaser needs to be sure that all discontinuities visible to the naked eye have beenidentified, assessed and where necessary repaired before delivery, products shall be ordereddescaled.If the product is not ordered descaled, some of the discontinuities may be covered by scaleand not visible to the naked eye.The surface condition shall comply with Clauses 9.2 and 9.3.The remaining thickness of the affected area under discontinuities and of repaired groundareas may be less than the minimum thickness as specified in AS 1365.Repair by chipping or grinding, or both, followed by welding is permitted in compliancewith Clause 9.3.9.2 Requirements9.2.1 GeneralPlates may have surface discontinuities, which are divided into categories depending ontheir nature, depth and number as specified in Clauses 9.2.2 and 9.2.3.9.2.2 ImperfectionsThe following imperfections shall be considered:(a) Discontinuities other than cracks, shell and seams (see Clause 9.2.3(c)) not exceedingthe limits given in Table 5, are regarded as being inherent to the manufacturingprocess and are permissible irrespective of their number.AS/NZS 3678:2011 14A surface area with a remaining thickness under the discontinuities less than theminimum thickness as specified in AS 1365, is permissible with a maximum of 15%of the inspected surface.(b)Discontinuities other than cracks, shell and seams (see Clause 9.2.3(c)) with a depthexceeding the limits given in Table 5 but not exceeding the limits given in Table 6and of which the sum of the affected areas does not exceed 5% of the inspectedsurface, may be left unrepaired.A surface area with a remaining thickness under the discontinuities less than theminimum thickness as specified in AS 1365, is permissible with a maximum of 2% ofthe inspected surface.NOTES:1Cracks are due mainly to material stresses which often develop during the cooling of the feed stock.2There is a preponderance of non-metallic inclusions or scale, or both, among the shell.TABLE 5MAXIMUM PERMISSIBLE DEPTH OFIMPERFECTIONS < 5% OF INSPECTED AREANominal thickness of theproduct (t)mm Maximum permissible depth of imperfectionsmm3 ≤t < 8 8 ≤t < 25 25 ≤t < 40 0.2 0.3 0.440 ≤t < 80 80 ≤t < 150 150 ≤t≤ 2500.50.60.9 TABLE 6MAXIMUM PERMISSIBLE DEPTH OF IMPERFECTIONSNominal thickness of theproduct (t)mm Maximum permissible depth of imperfectionsmm3 ≤t < 8 8 ≤t < 25 25 ≤t < 40 0.4 0.5 0.640 ≤t < 80 80 ≤t < 150 150 ≤t≤ 250 0.80.91.29.2.3 DefectsThe following defects shall be considered:(a)Discontinuities with a depth exceeding the limits given in Table 5 but not exceedingthe limits given in Table 6, and with an affected surface area of more than 5% of the inspected surface shall be repaired.(b)Discontinuities with a depth exceeding the limits given in Table 6 shall be repairedirrespective of their number. --` ` ` ` ` , , ` ` ` , , , ` ` ` , , , ` , , , ` ` , ` -` -` , , ` , , ` , ` , , ` ---15AS/NZS 3678:2011(c)Discontinuities such as cracks, shell and seams which are in general deep and sharp,and therefore impair the use of the products, shall be repaired irrespective of theirdepth and number.9.3 Repair procedures9.3.1 GrindingThe manufacturer shall be allowed to repair the entire surface by grinding to the minimumthickness as specified in AS 1365.If a discontinuity has to be repaired, it shall be removed completely by grinding to its fulldepth. The ground areas shall have a smooth transition to the surrounding surface of theproduct.Grinding of defects shall be carried out subject to the following conditions:(a)The maximum permissible depth of ground areas below the minimum thickness asspecified in AS 1365 is given in Table 7.(b)For ground areas with a thickness under the minimum permissible thickness, asspecified in AS 1365, the sum of all ground areas below the minimum permissiblethickness on one side of the product shall be less than or equal to 2% of the surfacearea under inspection.(c)For the remaining thickness of two ground areas lying opposite to each other on bothsides of the product, Item (a) of this Clause applies.TABLE 7GRINDING ALLOWANCES FOR PLATESNominal thickness of the product (t)mm Permitted grinding depth allowances below the minimum thickness asspecified in AS 1365mm3 ≤t < 8 8 ≤t < 15 15 ≤t < 25 0.3 0.4 0.525 ≤t < 40 40 ≤t < 60 60 ≤t < 80 0.81.0 1.580 ≤t≤ 250 2.09.3.2 WeldingRepair by welding is at the discretion of the manufacturer unless agreed at the time of enquiry and ordering.The following conditions apply for the repair by welding of defects that cannot be repaired by grinding as specified in Clause 9.3.1:(a)Defects shall be completely eliminated before any weld repair is commenced. Thisprocedure shall not reduce the thickness of the product to less than 80% of its nominal thickness.(b)Prior to weld-repair of edges of flat products, the depth of the groove measured fromthe edge inward, shall not exceed the nominal thickness of the product or 30 mm, whichever is the lesser value.(c)Welding used in the repair of surface defects shall be performed in accordance withAS/NZS 1554.1, using low-hydrogen consumables complying with AS/NZS 4855. --` ` ` ` ` , , ` ` ` , , , ` ` ` , , , ` , , , ` ` , ` -` -` , , ` , , ` , ` , , ` ---。
钢材替换应用设计指南

目录第5章设计建议.............................................................................................................. - 2 -5.1 1级可替代钢材设计建议.................................................................................. - 2 -5.1.1 1级结构钢............................................................................................... - 2 -5.1.2 1级普通螺栓连接................................................................................... - 3 -5.1.3 1级高强度连接螺栓............................................................................... - 4 -A.4 Certified Australian/New Zealand steel materials(澳大利亚/新西兰标准) . - 6 -A.4.1 Certified Australian/New Zealand steel plates ........................................ - 6 -A.4.2 Certified Australian/New Zealand hot rolled sections ............................. - 6 -A.4.3 Certified Australian/New Zealand hollow sections ................................. - 6 -A.4.4 Certified Australian/New Zealand steel for cold forming ....................... - 7 -A.4.5 Certified Australian/New Zealand non-preloaded bolting assemblies .... - 7 -A.4.6 Certified Australian/New Zealand preloaded bolting assemblies ............ - 7 -A.4.7 Certified Australian/New Zealand welding consumables ....................... - 8 -A.4.8 Certified Australian/New Zealand profiled steel sheets .......................... - 8 -A.4.9 Certified Australian/New Zealand shear stud connectors ........................ - 8 -A.5 已认证中国钢材目录........................................................................................ - 9 -A.5.1 已认证的中国钢板................................................................................. - 9 -A.5.2 已认证的中国热轧型钢....................................................................... - 10 -A.5.3 已认证的中国空心型钢....................................................................... - 10 -A.5.4 已认证的用于冷成型的中国钢材 ....................................................... - 11 -A.5.5 已认证的中国普通螺栓....................................................................... - 11 -A.5.6 已认证的中国高强度螺栓................................................................... - 12 -A.5.7 已认证的中国焊材............................................................................... - 12 -A.5.8 已认证的中国压型钢板....................................................................... - 12 -A.5.9 已认证的中国抗剪连接件................................................................... - 12 -C.4 Australian/New Zealand standards for reference(澳大利亚/新西兰标准). - 13 -C.4.1 Australian/New Zealand standards on design of steel structures ........... - 13 -C.4.2 Australian/New Zealand standards on steel materials ........................... - 13 -C.4.3 Australian/New Zealand standards on manufacturing tolerances .......... - 13 -C.4.4 Australian/New Zealand standards on bolting assemblies .................... - 13 -C.4.5 Australian/New Zealand standards on welding consumables ................ - 13 -C.4.6 Australian/New Zealand standards on profiled steel sheets .................. - 14 -C.4.7 Australian/New Zealand standards on shear stud connectors ................ - 14 -C.5 中国标准.......................................................................................................... - 14 -C.5.1 中国钢结构设计标准 ........................................................................... - 14 -C.5.2 中国钢材标准 ....................................................................................... - 14 -C.5.3 中国钢材公差标准 ............................................................................... - 14 -C.5.4 中国螺栓及配件标准 ........................................................................... - 15 -C.5.5 中国焊材标准 ....................................................................................... - 15 -C.5.6 中国压型钢板材料标准 ....................................................................... - 16 -C.5.7 中国栓钉连接件标准 ........................................................................... - 16 -第5章 设计建议本章涵盖了应用三种不同级别可替代钢材按BS5950规范进行设计时的设计建议,可替代钢材分级的定义见本指南的4.3.1节、4.3.2节和4.3.3节。