模具温度控制方法
注塑产品粘前模怎么调模温【干货技巧】
加工塑胶注塑过程中,制品在开模时整体粘在前模(定模)的模腔内而导致无法顺利脱模,这种现象称为塑品粘前模。
在注塑生产过程中经常会发生注塑件粘前模这种问题,这个问题的解决也十分地麻烦。
一旦发生注塑件粘前模,不仅需要花费人力、物力将注塑件从前模中取出,而且会直接影响到注塑生产的效率。
所以学会调粘前模摸温十分重要,跟大家好好说说这个方法:注塑产品粘前模调模温的方法:1、检查模具内塑料温度:注塑模具内的温度各点不均匀,也和注射周期中的时间点有关。
模温机的作用就是保持温度恒定在2min和2max之间,也就是说防止温度差在生产过程或间隙上下波动;2、控制流体温度是最常用的方法,且控制精度可以满足大多数情况要求。
使用这种控制方法,显示在控制器的温度和模具温度并不一致;模具的温度波动相当大,因为影响模具的热因素没有直接测量和补偿这些因素包括注射周期的改变,注射速度,熔化温度和室温;3、进行联合控制,温度传感器在模具中的位置极其重要,放置温度传感器时,必须考虑形状、结构及冷却通道的位置。
4.注塑加工需要温度调节系统来达到产品温度的要求。
温度调节系统根据不同的情况可以分为冷却系统和加热系统两种。
一般情况下,注塑到模具内的塑料温度为200度左右,而注塑件成型后从模具型腔中取出时的温度在60度以下。
5.热塑性塑料在注塑成型后,必须对模具进行有效的冷却,使得塑料的热量快速的传递给模具,从而使得注塑件冷却后能够尽快的脱模。
6.对于那些熔融塑料黏度较低、流动性较好的塑料,如聚乙烯、尼龙和聚苯乙烯等,如果注塑件的边壁比较薄,则模具可以进行自然冷却。
如果注塑加工模具的边壁比较的厚,则需要人工进行冷却,使得注塑件能尽快的定型,提高生产效率。
7.注塑模具每一阶段的温度是需要注塑人员监控的,模具温度过高或不匀会导致塑件变形,模具温度太低容易产生熔接痕,要熟练掌握加热和冷却系统对模具调节温度的方法。
只有做到严格控制,才能使得注塑加工的过程中顺利进行,生产出合格的产品。
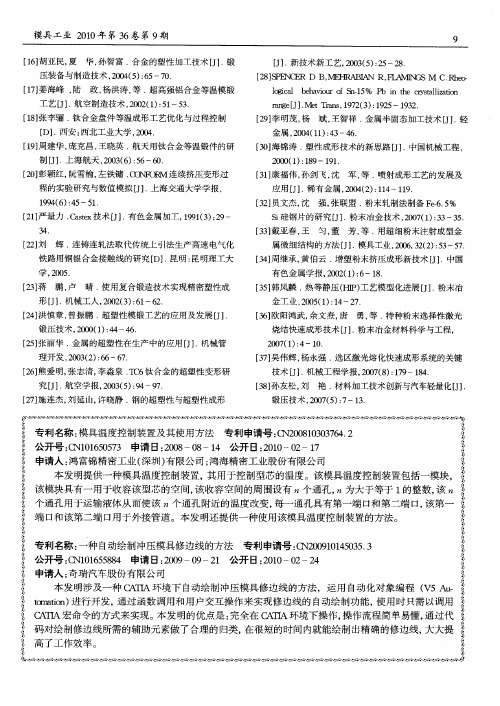
压铸模温度控制方法
Die Temperature 模具温度
-Too Low 太低 Cold shots冷纹 Short shots填充不饱满 Porosity孔穴 Excessive contraction过度收缩
-Too High 太高
Hot tearing热裂 Warping弯翘 Blisters表面气孔 Porosity孔穴 Flashing飞边 Ejection problems顶出问题
Die temperature starts at ambient 从室温开始加热 Increase to operating temperature 加热至操作温度 Four methods available四种方式 Warm-up shots打料加热 Gas heating气体加热 Oil heating油加热 Electric heating电热
Die Temperature Range模温笵围 Range模温笵围
Optimum适当
Temperature温度 Temperature温度
Upper Limit 上限 Lower Limit 下限
Ambient环境
Die模具
Metal金属
Die Pre Heating模具预热 Heating模具预热
Die Temperature Control Options for Die Casting 压铸模温度控制方法
G. L. Wilson
Die Casting Seminar, Shenzhen, 2004
Die Temperature模具温度 Temperature模具温度
Significant process variable 重要的工艺参数 Effects casting quality 影响铸件质量 Effects production rate 影响生产效率 Effects casting cost 影响铸件成本
模具温度的控制
模 具温度 的控 制
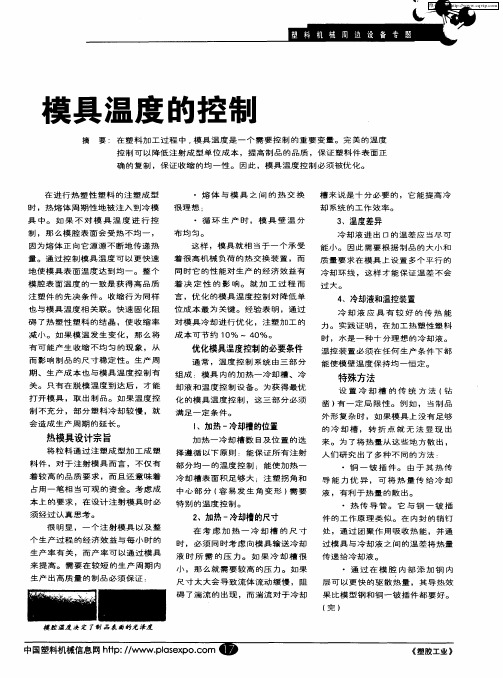
摘 要 :在 塑 料 加 工 过 程 中 , 具 温度 是 一 个 需 要 控 制 的 重 要 变 量 。 完 美 的温 度 模 控 制 可 以 降低 注 射成 型 单 位 成 本 ,提 高 制 品 的 品质 ,保 证 塑 料 件 表 面 正
模 腔 表 面 温 度 的一 致 是 获 得 高 品质
注 塑 件 的 先 决 条件 。 收 缩 行 为 同 样
也 与模 具 温 度 相 关联 。 快 速 固 化 阻
4 、冷却液和温控装置
冷 却 液 应 具 有 较 好 的 传 热 能 力 。 实 践 证 明 ,在 g T . 塑 性塑 料 n  ̄ 时 ,水 是 一 种 十 分 理 想 的 冷 却 液 。
铜 一 铍 插 件 。 由 于 其 热 传
导 能 力 优 异 , 可 将 热 量 传 给 冷 却
液 ,有 利 于 热 量 的 散 出。
・
热 传 导 管。 它 与铜 一 铍 插
2 、加热 一冷却槽的尺寸
在 考 虑 加 热 一 冷 却 槽 的 尺 寸 时 ,必 须 同 时考 虑 向模 具 输 送 冷 却 液 时 所 需 的 压 力 。 如 果 冷 却 槽 很 小 ,那 么就 需 要 较 高 的压 力 。 如 果 尺 寸 太 大 会 导 致 流 体 流 动 缓 慢 , 阻 碍 了湍 流 的 出现 ,而 湍 流 对 于 冷 却
布均 匀。 这 样 ,模 具 就 相 当 于 一 个 承 受 着 很 高 机 械 负荷 的 热 交 换 装 置 ,而 同 时 它 的性 能 对 生 产 的经 济 效 益 有 着 决 定 性 的 影 响 。 就 加 工 过 程 而 言 ,优 化 的模 具 温 度 控 制 对 降 低 单 位 成 本 最 为 关 键 。 经 验 表 明 ,通 过
模温机操作规程
模温机操作规程引言概述:模温机是一种用于控制模具温度的设备,广泛应用于塑料加工、注塑成型、橡胶制品等行业。
正确操作模温机可以提高生产效率、保证产品质量、延长设备寿命。
本文将详细介绍模温机的操作规程,包括开机准备、设定温度、操作注意事项、关机维护等内容。
一、开机准备1.1 清洁检查:在开机前,应检查模温机的外部是否有杂物,清除可能影响设备正常运行的障碍物。
同时,检查冷却水管道是否畅通,确保冷却系统正常工作。
1.2 电源连接:将模温机的电源线正确接入电源插座,并检查电源线是否有损坏或者短路情况。
确保电源连接坚固可靠,避免电器故障引起安全事故。
1.3 导热介质添加:根据生产需要,选择适当的导热介质,并将其加入模温机的导热介质箱中。
注意导热介质的质量和纯度,避免杂质对设备和产品的影响。
二、设定温度2.1 温度设定:根据生产工艺要求,合理设定模温机的温度。
可以通过模温机面板上的温度调节器进行设定,或者通过连接的计算机软件进行远程设定。
确保设定温度准确无误。
2.2 温度控制:设定温度后,模温机将自动启动加热或者冷却系统,控制模具温度在设定范围内。
在温度控制过程中,应注意观察温度变化情况,及时调整设定值或者操作参数,保持温度稳定。
2.3 温度监测:使用温度传感器等设备对模具温度进行实时监测,确保温度控制的准确性。
如发现温度异常或者超出设定范围,应及时采取措施进行调整或者修复,避免影响产品质量。
三、操作注意事项3.1 安全操作:在操作模温机时,应穿戴好个人防护装备,如安全帽、防护眼镜、防护手套等。
避免因操作不当导致的人身伤害或者设备故障。
3.2 温度调整:在调整模温机温度时,应缓慢调整,避免温度快速变化对模具和产品产生不利影响。
同时,应注意温度调整的平稳性和连续性,避免温度波动过大。
3.3 维护保养:定期对模温机进行维护保养,包括清洁设备、检查电路、润滑部件等。
及时处理设备故障,避免故障扩大和影响生产。
四、关机维护4.1 温度降低:在关机前,应将模温机温度逐渐降低,避免蓦地降温对设备和产品产生不利影响。
模具温度控制系统设计资料

模具温度控制系统设计资料1. 简介模具温度控制系统是用于模具加工过程中对模具温度进行精确控制的系统。
它可以确保模具在加工过程中保持恒定的温度,从而提高加工精度和产品质量。
本文将详细介绍模具温度控制系统的设计原理、组成结构以及工作原理。
2. 设计原理模具温度控制系统的设计原理主要基于模具加工过程中的热传导原理。
通过控制模具表面的温度,可以控制模具内部的温度分布,从而实现模具加工过程中的温度控制。
设计原理的主要步骤如下: 1. 在模具表面安装温度传感器,用于实时监测模具表面的温度。
2. 通过传感器将温度信号传输给控制器。
3. 控制器根据设定的温度值和实时温度值进行比较,计算需要施加的热量。
4. 通过控制系统控制加热或冷却设备,实现模具温度的精确控制。
5. 控制器不断监测温度信号,根据实时温度值调整加热或冷却设备的工作状态,保持模具温度的稳定。
3. 组成结构模具温度控制系统的主要组成结构包括温度传感器、控制器、加热或冷却设备以及控制系统。
3.1 温度传感器温度传感器用于实时监测模具表面的温度,并将温度信号传输给控制器。
常用的温度传感器有热电偶、热敏电阻和红外线传感器等。
温度传感器需要具有高精度、快速响应和耐高温等特点,以确保模具温度的准确控制。
控制器是模具温度控制系统的核心部件,负责接收温度信号、计算热量需求并控制加热或冷却设备。
控制器根据设定的温度值和实时温度值进行比较,通过控制系统控制加热或冷却设备的工作状态,从而实现模具温度的精确控制。
控制器通常采用微处理器或PLC等控制芯片,具有高精度、可靠性和稳定性。
3.3 加热或冷却设备加热或冷却设备用于向模具施加热量或冷却量,以实现模具温度的控制。
常用的加热设备有电热管、加热棒和电热板等,常用的冷却设备有冷却水系统和风扇散热系统等。
根据模具的具体需求,可以选择合适的加热或冷却设备。
控制系统是模具温度控制系统的核心部分,包括传感器、控制器和加热或冷却设备之间的数据传输、协调和控制。
模具温度控制装置及其使用方法
[ 1严量力 . at 2] C s x技术 [】 有色金 属加工 , 9 13 :9 e J. 19 ( ) 2 —
3. 4
[2 刘 2】
辉 . 连铸连 轧法取 代传统上 引法 生产高速 电气化
属 微细结 构的方法 [】 模具工业 ,06 3 ( )5 —5 . J. 20 ,2 2 Βιβλιοθήκη 3 7 [8孙友松, 3] 刘
艳. 材料加工技术创新与汽车轻量化【 . J 】
锻 压技术 ,0 7 5 : —1 . 2 o ( )7 3
k ia b h vo r o a1  ̄ cl e a iu fS -5% P n te cytlzt n b i h rsal ai i o
r1 [】Me Tas 17 ( )1 2 —13 . d ' J . t rn ,92 3 :9 5 9 2 .  ̄e
[9李 明茂 , 2】 杨
模 具 工 业 21 年 第 3 第 9期 00 6卷
[6 胡亚 民, 1】 夏 华, 孙智 富 . 合金 的塑性 加工技术 [】 锻 J. [】 新技术 新工艺 ,0 3 5 :5 8 J. 2 0 ( ) 2 —2 .
[8 2] 衄
9
压装 备与制 造技术 , 0()6 — 0 2 45 :5 7 . 0 [7姜 海峰 , 1] 陆 政, 杨洪 涛 , . 等 超高强 铝合 金等温模 锻 工艺 【] 航 空制造技术 ,02 1 :l 3 J. 20()5 一5. [ ] 李骊 . 合金盘件 等温成 形工 艺优化与 过程控 制 1张 8 钛 [ 】 西安 : D. 西北工 业大学 ,04 20 .
[6欧 阳鸿 武, 文焘 , 31 余 唐
20 ( )4 0 0 7 1 : —1 .
压铸模具温度控制.

材料工程学院材料成型教研室
向其他地方通水。
材料工程学院材料成型教研室
铝合金铸件铸造技术 (3)模温机
对模具进行加热保证模具工作温度。
材料工程学院材料成型教研室
铝合金铸件铸造技术
(4)压铸模具温度测量 1) 表面温度测量 使用表面温度测量压铸模具表面温度,有接触式和非接触式。 2)内部温度测量 一般使用热电偶测量。模具上钻孔深度取决于要进行温度测量的
铝合金铸件铸造技术 (2)压铸模具工作温度控制
一般采用循环冷却液进行模具冷却,也可采用压缩空气冷却。 1)空气冷却
材料工程学院材料成型教研室
பைடு நூலகம்
铝合金铸件铸造技术
2)水冷却 将水直接通入压铸模具中的冷却管道中的冷却管道对压铸模具进
行冷却。 注意事项: a.冷却水温度不宜过低(30℃以上); b.最好使用软水; c.作业初期,只向直浇道、分流锥等部位通水,等模具温度上升在
铝合金铸件铸造技术
压铸模具温度控制 (1)压铸模具预热 在压铸模具达到一定温度后,压铸生产才能正常进行。 生产中广泛采用模温机和燃气装置预热模具。 注意事项: 1)预热要均匀; 2)型芯温度要达到生产时的使用温度; 3)预热后模具要进行清理及润滑; 4)外部加热时,尽量用小火。
材料工程学院材料成型教研室
模具温度调节系统

模具温度调节系统引言模具温度调节系统是一种用于保持模具表面温度恒定的系统。
在模具制造和加工过程中,模具温度的稳定性对于产品的质量和生产效率起着重要的影响。
本文将介绍模具温度调节系统的原理、结构和工作原理,并探讨其在模具制造和加工领域中的应用。
1. 模具温度调节系统的原理模具温度调节系统的核心原理是通过控制冷却介质(通常是水或油)的流动来调节模具的温度。
系统通常由以下几个主要部件组成:•温度传感器:用于检测模具表面的温度。
•控制器:根据温度传感器的信号调节冷却介质的流量和温度,以达到所需的模具温度。
•冷却介质循环系统:用于将冷却介质(水或油)循环输送到模具表面,吸收模具的热量并带走。
2. 模具温度调节系统的结构模具温度调节系统通常由以下几个部分组成:2.1 温度传感器温度传感器是模具温度调节系统的关键元件之一。
它通常安装在模具表面,并通过测量表面温度来提供反馈信号给控制器。
常用的温度传感器包括热电偶和热敏电阻等。
2.2 控制器控制器是模具温度调节系统的中枢部件,负责接收温度传感器的信号并根据设定的温度参数调节冷却介质的流量和温度。
控制器通常具有显示屏和控制按钮,用于设定和调整模具的温度。
2.3 冷却介质循环系统冷却介质循环系统是模具温度调节系统的核心组成部分。
它通常包括冷却介质的储罐、泵和管道等。
冷却介质从储罐中抽取,并通过泵和管道输送到模具表面,吸收模具的热量并带走。
之后,冷却介质经过冷却装置(通常是冷却塔或冷却器)进行冷却后再次回到储罐中进行循环使用。
2.4 其他部件模具温度调节系统还可能包括一些辅助部件,如过滤器、阀门和流量计等。
这些部件用于确保冷却介质的质量和稳定性,以及对冷却介质的流量进行控制和监测。
3. 模具温度调节系统的工作原理模具温度调节系统的工作原理可以简述为以下几个步骤:1.温度传感器监测模具表面的温度,并将信号传递给控制器。
2.控制器根据设定的温度参数和温度传感器的信号,调节冷却介质的流量和温度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具温度控制方法
模具温度对胶件的成型质量、成型效率有着较大的影响。
在温度较高的模具里,熔融胶料的流动性较好,有利于胶料充填型腔,获取高质量的胶件外观表面,但会使胶料固化时间变长,顶出时易变形,对结晶性胶料而言,更有利于结晶过程进行,避免存放及使用中胶件尺寸发生变化;在温度较低的模具里,熔融胶料难于充满型腔,导致内应力增加,表面无光泽,产生银纹、熔接痕等缺陷。
不同的胶料具有不同的加工工艺性,并且各种胶件的表面要求和结构不同,为了在最有效的时间内生产出符合质量要求的胶件,这就要求模具保持一定的温度,模温越稳定,生产出的胶件在尺寸形状、胶件外观质量等方面的要求就越一致。
因此,除了模具制造方面的因素外,模温是控制胶件质量高低的重要因素,模具设计时应充分考虑模具温度的控制方法。
1 模具温度控制的原则和方式
1.1 模具温度控制的原则
为了保证在最有效的时间内生产出高外观质量要求、尺寸稳定、变形小的胶件,设计时应清楚了解模具温度控制的基本原则。
(1)不同胶料要求不同的模具温度。
参见10.1.3节
(2)不同表面质量、不同结构的模具要求不同的模具温度,这就要求在设计温控系统时具有针对性。
(3)前模的温度高于后模的温度,一般情况下温度差为20~30º左右。
(4)有火花纹要求的前模温度比一般光面要求的前模温度高。
当前模须通热水或热油时,一般温度差为40º左右。
(5)当实际的模具温度不能达到要求模温时,应对模具进行升温。
因此模具设计时,应充分考虑胶料带入模具的热量能否满足模温要求。
(6)由胶料带入模具的热量除通过热辐射、热传导的方式消耗外,绝大部分的热量需由循环的传热介质带出模外。
铍铜等易传热件中的热量也不例外。
(7)模温应均衡,不能有局部过热、过冷。
1.2 模具温度的控制方式
模具温度一般通过调节传热介质的温度,增设隔热板、加热棒的方法来控制。
传热介质一般采用水、油等,它的通道常被称作冷却水道。
降低模温,一般采用前模通“机水”(20ºC左右)、后模通“冻水”(4ºC左右)来实现。
当传热介质的通道即冷却水道无法通过某些部位时,应采用传热效率较高的材料(如铍铜等,模具材料的传热系数详见《塑料模具技术手册》第219页),将热量传递到传热介质中去,如图10.1.1,或者采用“热管”进行局部冷却。
升高模温,一般采用在冷却水道中通入热水、热油(热水机加热)来实现。
当模温要求较高时,为防止热传导对热量的损失,模具面板上应增加隔热板。
热流道模具中,流道板温度要求较高,须由加热棒加热,为避免流道板的热量传至前模,导致前模冷却困难,设计时应尽量减少其与前模的接触面。
1.3 常用胶料的注射温度与模具温度
下表为胶件表面质量无特殊要求(即一般光面)时常用的胶料注射温度、模具温度,模具温
2 冷却系统设计
2.1 冷却系统设计原则
(1)冷却水道的孔壁至型腔表面的距离应尽可能相等,一般取15~25mm,如图10.2.1所示。
(2)冷却水道数量尽可能多,而且要便于加工。
一般水道直径选用Æ6.0,Æ8.0,Æ10.0,两平行水道间距取40~60mm,如图10.2.1所示。
(3)所有成型零部件均要求通冷却水道,除非无位置。
热量聚集的部位强化冷却,如电池兜、喇叭位、厚胶位、浇口处等。
A板,B板,水口板,浇口部分则视情况定。
(4)降低入水口与出水口的温差。
入水,出水温差会影响模具冷却的均匀性,故设计时应标明入水,出水方向,模具制作时要求在模坯上标明。
.运水流程不应过长,防止造成出入水温差过大。
(5)尽量减少冷却水道中“死水”(不参与流动的介质)的存在。
(6)冷却水道应避免设在可预见的胶件熔接痕处。
(7)保证冷却水道的最小边距(即水孔周边的最小钢位厚度),要求当水道长度小于150mm时,边间距大于3mm;当水道长度大于150mm时,边间距大于5mm。
(8)冷却水道连接时要由“O”型胶密封,密封应可靠无漏水。
密封结构参见10.2.2。
(9)对冷却水道布置有困难的部位应采取其它冷却方式,如铍铜、热管等
(10)合理确定冷却水接头位置,避免影响模具安装、固定。
2.2 “O”型密封圈的密封结构
常用“O”型密封圈结构如图10.2.3所示。
可参见第十五章15.5节。
常用密封结构如图10.2.4所示。
常用装配技术要求参见列表:
单位:mm
2.3 冷却实例
(1)浅模腔冷却。
前模如图10.2.5所示,后模如图10.2.6所示。
(2)深模腔冷却。
如图10.2.7所示。
(3)较小的高、长型芯冷却。
图10.2.8采用斜向交叉冷却水道;10.2.9采用套管形式的冷却水道。
(4)无法加工冷却水道的部位采用易导热材料传出热量。
如图10.2.10所示
(5)哈夫模冷却。
如图10.2.11所示。
哈夫块上开设冷却水道,模坯上开设出水、入水管道的避空槽。
(6)成型顶块冷却。
如图10.2.12所示。
在顶块的出水、入水管道的接口处开设避空槽,避空槽的大小应满足引水管在顶块顶出时的运动空间。