MnZn铁氧体磁心烧结裂纹成因浅探
MnZn功率铁氧体发展趋势探讨(201107)
MnZn功率铁氧体发展趋势探讨海宁市联丰磁业有限公司严剑峰李永劬郭凤鸣摘要介绍了MnZn功率铁氧体材料及其制备工艺的近况和发展趋势。
1 前言软磁铁氧体材料的发明与实用化,至今已有70多年。
由于它具有高磁导率、高电阻率、低损耗、易于加工成各种形状以及主要原材料成本相对价格较低等优点,因而可以用它制作成各种电子变压器、开关电源、逆变器、滤波器、扼流圈、电感器、电子镇流器等,广泛应用于家用电器、计算机、手机、通信、办公自动化、显示器、远程监控、电磁兼容、绿色照明、环保节能等领域。
软磁铁氧体的应用领域还在不断扩展,目前在汽车电子、新能源领域又获得了大量应用。
软磁铁氧体是现代信息产业中最重要的基础功能材料之一,与国家经济和人民的日常生活息息相关。
最近几十年来软磁铁氧体始终保持着快速发展的势头,其中MnZn铁氧体约占软磁铁氧体总产量的70%左右, 而MnZn功率铁氧体占MnZn铁氧体总产量的70%左右,所以国内外各个铁氧体公司非常重视对MnZn功率铁氧体材料的研究,投入了大量人力、物力、财力在这个领域中。
目前国内MnZn功率铁氧体的发展已从热衷于新材料开发延伸到重视生产工艺研究和生产设备开发。
2MnZn功率铁氧体材料发展趋势探讨2.1 低损耗材料的发展趋势降低损耗,这一技术趋势一直是功率铁氧体材料几十年来的主要发展特征。
综合半导体和电子线路技术的发展状态,几十年来开关电源的工作频率普遍在20~300kHz左右。
针对这一需求,日本TDK公司陆续推出了具有代表性的PC30、PC40、PC44、PC47等低损耗材料,这些材料的典型特征是不断降低功率损耗(f=100kHz,B=200mT)。
我司也相继推出了NH2A、NH2B、NH2C低损耗材料,更低损耗的NH2G材料(相当于TDK的PC47)在试验室中已开发成功,目前正在生产中试。
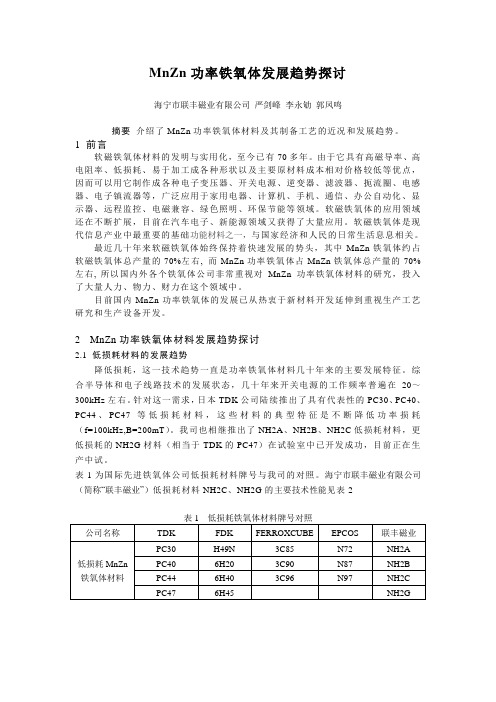
表1为国际先进铁氧体公司低损耗材料牌号与我司的对照。
海宁市联丰磁业有限公司(简称“联丰磁业”)低损耗材料NH2C、NH2G的主要技术性能见表22.2 宽温低损耗材料的发展趋势自从TDK在2003年率先推出了宽温低损耗材料—PC95,揭开了宽温应用领域节能时代的序幕,国内外都掀起了研究宽温低损耗材料的热潮。
MNZN功率铁氧体开裂现象浅析

摘要:mnzn功率铁氧体磁芯制造生产过程产生的开裂有多种形式存在,生产过程的变化产生了不同的开裂,并且前后关联影响。
通过对粉料物理参数、模具设计、和烧结曲线以及装烧方式上进行调整,解决mnzn功率铁氧体磁芯不同的开裂现象。
关键词:mnzn功率铁氧体粉料模具烧结曲线开裂中图分类号:o436.4铁氧体产品由于其电磁性能,在家电、通讯、汽车电子等其他领域得到广泛应用,主要应用到变压器、电感器等。
铁氧体磁性的开裂是不仅使机械强度变差,也导致电性能恶化,甚至应用时磁芯断裂,是磁性行业中的重缺陷,成为生产重点管控的项目。
对mnzn功率铁氧体开裂,经过多年摸索和实验,并在大生产中得到有效验证,总结出一套实际有效的经验模式。
主要对成型、烧结两部分进行讨论。
一. 成型开裂成型是一个粉料、模具结合的过程,重点对粉料、模具设计进行讨论。
1.粉料:粉料的物理参数控制是影响成型压制状况主要因素。
粉料颗粒主要在含水量、粘度、松装密度以及颗粒粗细分布比例上进行控制,出现变化,都能影响到成型导致毛坯起层开裂。
1.1 含水量偏低易导致开裂,合理含水量、pva胶含量不仅可对粉料和模具内腔之间有润滑作用,同时也增加颗粒结合力提高毛坯硬度,保证顺利成型的同时减少上下加压产生内部起层开裂。
当然,偏高的含水量会导致毛坯产生粘模影响产品外观,含水量一般控制在0.45%~1.10%之间(可根据季节变化、产品结构进行调整)。
如ib71、ib86(外长≥70 mm,厚度≥10mm)等超大型产品,为顺利成型同时兼顾烧结排水开裂,在控制相对低含水量的同时,可以加入煤油(煤油在成型时既可加大粉料结合力,又在入窑烧结前挥发掉)。
通过批量生产对比验证,此法对超大型产品的开裂有明显的控制效果。
1.2 偏高的粘度对压制成型有效果但易在烧结排胶时开裂,偏低的粘度除不利于成型以外,在造粒过程容易产生更多的细粉,影响颗粒分布。
一般地,粉料粘度我们控制在可以通过加入分散剂和加入pva来控制粘度,范围在13±4mps。
软磁铁氧体磁芯在烧结过程中的开裂控制

软磁铁氧体磁芯在烧结过程中的开裂控制摘要:本文论述了磁芯在烧结过程中出现开裂的原因及其控制方法。
关键词:磁芯开裂烧结控制1 引言磁性材料作为在国民经济各个领域不可缺少的功能材料,其产量和使用量成为衡量一个国家经济和信息技术发展程度的标志之一,特别是软磁材料,随着电子设备向轻薄短小、集成化、智能化和多功能化方向发展,各种软磁铁氧体磁芯发展迅猛。
软磁铁氧体中,目前需求最多就是功率铁氧体和高磁导率铁氧体,功率铁氧体主要用于各种小型化的开关电源(如AC-DC,DC-DC变换器)及显示器回扫变压器,高磁导率铁氧体主要用于宽带变压器,脉冲变压器和抗电磁波干扰器件等。
软磁铁氧体磁芯生产工序多,生产周期长,产品质量给每个工序的质量息息相关,任何一个工序的质量问题都有造成后续产品的质量等级降低和报废,其中烧结过程中的产品开裂问题是关键的一环,如果控制不好,就会导致烧结产品大批次的开裂,由此引起的废品损失是相当惊人的。
图1示出了软磁铁氧体磁芯生产工艺流程简图。
2 软磁铁氧体磁芯烧结开裂控制针对软磁铁氧体材料的基本属性,从软磁铁氧体产品的制备工艺入手,找出诱发产品开裂因素,经大量实验表明,烧结产品开裂有以下四方面原因造成,一为粉体制备工艺的预烧(RK)工序;二为喷雾造粒(SD)工序粉体参数的质量控制;三为坯件成型工艺参数的质量控制;四为烧结产品的质量控制。
2.1 预烧工序的质量控制预烧(RK)工序是粉料制备中的关键工序,它是经混合后的Fe2O3、MnO、ZnO原料在一定温度下进行预烧结后使其初步形成MnFe2O4和ZnFe2O4的全过程。
同时预烧温度,抽排气状况、预烧时间、进料量大小、回转窑转速、预烧粉料的出口温度等因素直接关系到预烧料得氧化程度,若预烧料氧化不充分,会使下道工序的成型坯件在最终烧结过程中带来两个问题。
(1)由于坯件各部分收缩不均匀,从而产生内部应力不断增大,应力集中的部位产生裂纹。
(2)如果预烧温度过低,在最终烧结过程中,由于温度的急剧升高,使得坯件重新氧化,产生热膨胀效应,会使产品产生裂纹。
偏转磁芯烧结裂纹探索

偏转磁芯烧结裂纹探索摘要:运用偏转磁芯的升温与排胶理论,对偏转磁芯烧结用推板窑炉内的气流状况进行了分析,对偏转磁芯烧结温度曲线进行了定量讨论,对常见烧结竖裂产生的原因进行了分析,并提出了由于窑炉烧结产生的裂纹的解决办法。
关键词:偏转磁芯升温与排胶烧结裂纹1.前言偏转磁芯由于形状复杂,尺寸较大,在烧结过程中,竖裂是经常出现的现象,也是影响产品合格率提高的主要因素,因此研究探索竖裂的机理十分重要,同时,我们只有掌握这些原理,才能在烧结出现竖裂时,有针对性地进行调节,避免不必要的损失。
2.窑内气流和气氛的均匀性气流是流体的一种,它具有易流动性,也具有粘滞性,还有惯性和压缩性。
气体在窑内流动时,受到阻力有两种:一种是由于气体本身的粘滞性及其与窑内壁、推板、承烧座、坯件构成的气流边界间的摩擦产生的阻力称为摩擦阻力或沿程阻力;另一种是气流经过窑壁某些部分(凹凸部分)、承烧座、坯件时,由于流速方向和大小的变化产生涡流而造成的,这种阻力只发生在局部地方,称为局部阻力。
双推板烧结窑垂直于推进方向的截面如图1所示。
窑腔内坯件和窑顶之间的空间、坯件和窑左右侧面之间的空间以及两列推板上的坯件的边沿与窑膛中心之间的空气均为气流的主通道。
从冷却段至烧结段的气流大部分都沿此边界流动,然后从升温段排出。
图2是烧结段进气、排气孔部分沿推进方向的局部截面的流线示意图,图中可以看出两个相邻的承烧板上坯件之间的空间经过坯件上部的气流造成了沿程阻力致使期间气流形成漩涡。
从坯件顶部至窑顶气流的速度分布见图3.两列推板及承烧座所装的坯件靠窑腔中心的边沿构成的通道中,从推板结合部的推板面至窑顶的气流分布如图4所示。
由于气流边界的沿程阻力的影响,主通道内的气流在同一截面都呈不均匀分布。
图1 垂直于推进方向的截面图图2 沿推进方向的局部截面的流线图在烧结偏转磁芯元件的双推道烧结窑内,在其推进方向上要满足三条工艺曲线:温度曲线、气氛(含氧量)曲线和压强曲线。
锰锌铁氧体介绍
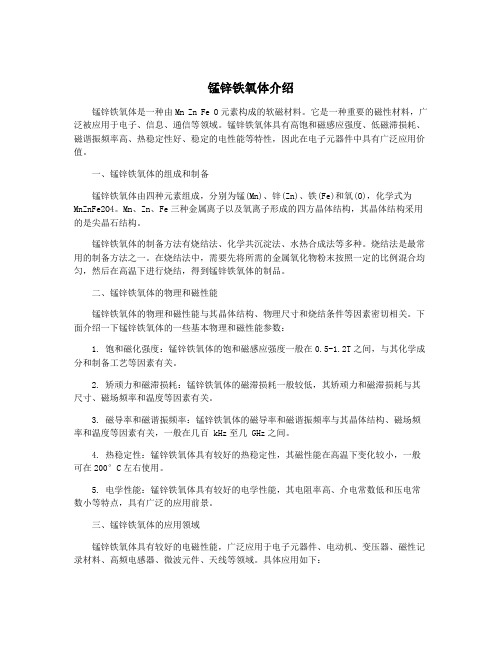
锰锌铁氧体介绍锰锌铁氧体是一种由Mn Zn Fe O元素构成的软磁材料。
它是一种重要的磁性材料,广泛被应用于电子、信息、通信等领域。
锰锌铁氧体具有高饱和磁感应强度、低磁滞损耗、磁谐振频率高、热稳定性好、稳定的电性能等特性,因此在电子元器件中具有广泛应用价值。
一、锰锌铁氧体的组成和制备锰锌铁氧体由四种元素组成,分别为锰(Mn)、锌(Zn)、铁(Fe)和氧(O),化学式为MnZnFe2O4。
Mn、Zn、Fe三种金属离子以及氧离子形成的四方晶体结构,其晶体结构采用的是尖晶石结构。
锰锌铁氧体的制备方法有烧结法、化学共沉淀法、水热合成法等多种。
烧结法是最常用的制备方法之一。
在烧结法中,需要先将所需的金属氧化物粉末按照一定的比例混合均匀,然后在高温下进行烧结,得到锰锌铁氧体的制品。
二、锰锌铁氧体的物理和磁性能锰锌铁氧体的物理和磁性能与其晶体结构、物理尺寸和烧结条件等因素密切相关。
下面介绍一下锰锌铁氧体的一些基本物理和磁性能参数:1. 饱和磁化强度:锰锌铁氧体的饱和磁感应强度一般在0.5-1.2T之间,与其化学成分和制备工艺等因素有关。
2. 矫顽力和磁滞损耗:锰锌铁氧体的磁滞损耗一般较低,其矫顽力和磁滞损耗与其尺寸、磁场频率和温度等因素有关。
3. 磁导率和磁谐振频率:锰锌铁氧体的磁导率和磁谐振频率与其晶体结构、磁场频率和温度等因素有关,一般在几百 kHz至几 GHz之间。
4. 热稳定性:锰锌铁氧体具有较好的热稳定性,其磁性能在高温下变化较小,一般可在200°C左右使用。
5. 电学性能:锰锌铁氧体具有较好的电学性能,其电阻率高、介电常数低和压电常数小等特点,具有广泛的应用前景。
三、锰锌铁氧体的应用领域锰锌铁氧体具有较好的电磁性能,广泛应用于电子元器件、电动机、变压器、磁性记录材料、高频电感器、微波元件、天线等领域。
具体应用如下:1. 电子元器件:锰锌铁氧体可用于磁盘马达、电源滤波器、线圈等电子元器件中,其高频特性和高温特性表现良好。
锰锌铁氧体磁芯的制备方法与工艺研究
锰锌铁氧体磁芯的制备方法与工艺研究摘要:本研究对锰锌铁氧体磁芯的制备方法与工艺进行了详细的探讨。
首先,介绍了锰锌铁氧体磁芯的三种主要制备方法:传统固相法、溶胶-凝胶法和液相共沉淀法。
每种方法的原理、步骤和优缺点均进行了深入的分析。
其次,针对锰锌铁氧体磁芯的工艺优化进行了研究,探讨了微观结构的控制、烧结温度与时间的影响,以及添加剂与掺杂对性能的影响。
通过对这些关键工艺参数的优化,旨在提高锰锌铁氧体磁芯的性能和应用价值。
关键词:锰锌铁氧体、制备方法、工艺优化、烧结温度、添加剂、掺杂。
前言:锰锌铁氧体是一种重要的软磁材料,因其良好的磁性能、高的饱和磁感应强度和低的磁滞损耗,广泛应用于电子、通信、电力等领域。
尽管其已有数十年的研究历史,但随着现代电子技术的发展,对其性能的要求也在不断提高。
因此,对锰锌铁氧体磁芯的制备方法和工艺进行优化,提高其性能,仍然具有重要的研究价值和实际意义。
本文旨在综合探讨锰锌铁氧体磁芯的制备技术和工艺优化方法,为实际应用提供理论支持和技术指导。
一、锰锌铁氧体磁芯的制备方法锰锌铁氧体(Mn-Zn ferrite)是一种具有高初磁导率、低磁滞损耗和高饱和磁感应强度的材料。
由于其优越的磁性能,它在电源、变压器、感应器等电子元件中找到了广泛的应用。
为了满足不同应用的需求,研究人员已经开发出多种制备锰锌铁氧体的方法。
这些方法在原料、设备、工艺和最终产物的性能上都存在差异。
1.1 传统固相法制备固相法是生产锰锌铁氧体的最早和最常用的方法。
它依赖于粉体冶金技术,涉及将粉末状的金属氧化物混合、研磨和烧结。
在固相法中,首要的步骤是选择合适的原料。
常用的原料包括氧化锰(MnO)、氧化锌(ZnO)和氧化铁(Fe2O3)。
这些原料的纯度、粒度和均匀性对最终产物的性能有直接的影响。
因此,对原料进行适当的预处理和筛选是至关重要的。
接下来的步骤是混合和研磨。
在这个阶段,上述的原料被混合在一起,然后经过机械研磨,以确保混合物的均匀性。
脉冲电流烧结纳米晶MnZn铁氧体块材的机理和特性的开题报告

脉冲电流烧结纳米晶MnZn铁氧体块材的机理和特性的开题报告1. 研究背景和意义MnZn铁氧体作为一种重要的磁性材料,在电子、通信、医疗等领域有着广泛的应用。
近年来,随着纳米科技的发展,研究人员发现,纳米晶MnZn铁氧体具有更优异的磁性能,如高磁导率、低损耗、高饱和磁感应等。
传统的MnZn铁氧体制备方法主要有烧结和化学共沉淀方法。
烧结方法虽然具有制备成本低、制备规模大等优点,但由于其热处理温度高,易引起晶界生长和晶粒长大,导致磁性能下降。
化学共沉淀方法制备的纳米晶MnZn铁氧体样品磁性能较好,但其制备成本高、制备规模小,且其磁性能难以稳定化。
因此,研究一种新型的制备方法,制备具有高磁性能的MnZn铁氧体块材,具有重要的现实意义和应用前景。
2. 研究目的和内容本研究的主要目的是探究脉冲电流烧结方法在制备纳米晶MnZn铁氧体块材中的机理和特性。
研究内容包括:(1)设计脉冲电流烧结实验装置,制备不同烧结温度下的MnZn铁氧体块材。
(2)通过 X 射线衍射、透射电镜等手段对样品的晶体结构、晶粒尺寸等进行表征。
(3)研究样品的磁性能,包括饱和磁感应强度、剩磁、矫顽力等。
(4)分析脉冲电流烧结方法制备纳米晶MnZn铁氧体块材的机理,探究其磁性能优异的原因。
3. 研究方法和步骤(1)实验方案设计:设计脉冲电流烧结实验装置,确定实验材料和烧结温度等参数。
(2)实验材料制备:合成MnZn铁氧体样品粉末,制备块材样品。
(3)样品测试:使用 X 射线衍射、透射电镜等测试手段对样品进行结构表征;使用霍尔磁场测试仪、磁性测试仪等测试手段对样品的磁性能进行测试。
(4)数据分析:对实验结果进行统计分析,探究脉冲电流烧结方法制备纳米晶MnZn铁氧体块材的机理和磁性能优异的原因。
4. 研究预期成果本研究主要预期达到以下成果:(1)设计并制备出具有高品质和可控性的纳米晶MnZn铁氧体块材。
(2)探究脉冲电流烧结方法制备纳米晶MnZn铁氧体块材的机理,找到制备优异磁性样品的制备条件。
MnZn铁氧体磁芯成型工艺技术
粉末在模具中受压向下运动时,由于侧压 力的存在,粉末与模壁之间产生摩擦力,其 大小与摩擦系数和侧压力的大小有关.
单向压制
双向压制
压制成型工艺
二、压制过程中力的分析
2.保压的作用
(1)压力传递充分,进而有利于生坯中各部分 的密度均匀化;
(2)粉末间孔隙中的空气有足够的时间逸出;
(3)给粉末颗粒的相互啮合与变形以充分的时 间,实现生坯的密度和强度的提高。
压制成型的基础知识
三、压制设备 1.按照压力形式分类:
a.液压机(油压)---简单的手动式\大吨位; b.机械式压机---TPA\旋转压机; c.以上两种(包括气压)结合---16T\20T\50T; 2.按照自动化程度分类: a. 通用式(手动式)压机; b.半自动式压机; c.高效全自动压机; 3.全自动压机按压制方式分类的分类: a.TPA压机;德国DORST公司 b.旋转压机;日本-台湾
二、双向压制方式的分类 2.凹模浮动压制方式
---下模固定,由上模和凹模的动作形成压力并完成压制动作. 特点:
动作比较复杂,产品的密度一致性由上模和凹模的行程来调节, 具有 顶压(二次压)装置,产品的密度调节范围大,产品的脱模行程相对可调 节较小有预加载功能,对粉料的要求相对较低,常见于全自动TPA系列 压机的压制方式;
无预加 载脱模
有预加 载脱模
压制成型工艺
三、压制力的计算和设备吨位选择 1.压制力的计算
在粉末成型中,压制力主要由产品的横截面积与材料平均抗压系数决定. F=nA§ n----一模n件; A----生坯的横截面积;§----材料的平均抗压系数,主要取 决于材料的种类\生坯的密度\颗粒料的物理性能等; 2.5t/cm2-3.5t/cm2 2.设备吨位选择 例:计算一模二件EP13产品的压制力并选择成型设备(旋转压机); 解:A=(14.98*10.38)/100=1.56cm2; §取3.0t/cm2; 则: F=2*A §=2*1.56cm2* 3.0t/cm2=9.36t 设备吨位选择:T= F*(1.25~1.30)=11.7t~12.2t<15t;可选择R400.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 3 气 氛 .
铁氧 体 在 15。 0 0C左 右 易 被 氧 化 而 析 出 另 相 如 J 3 一
Mn O 。该 相 为 正方 结构 , Mn铁氧 体 ( 心 立 方 ) 。 与 面 不
能 固溶 , 引起 品格 畸 变 , 不仅 对磁 性 能 影 响很 大 , 且 由 而 于氧 化首 先发 生 在 坯 体 表 面 , 面 被 氧 化 为 另相 , 内 表 与
合 理 的降 温制 度能 有效 避 免各种 开 裂现 象 。
图 5
过 度 氧 化 的 Mn Zn铁 氧 体 表 面 裂 纹
综 上所 述 , 烧结 裂 纹是 影 响铁 氧体 磁 心 合 格 率 的一
个 重要 因素 。 在生坯 没 有任 何 问题 的前 提 下 , 料 的波 粉 动、 烧结 制 度 、 结气 氛 、 品规 格 大 小 、 坯 方 法 等 都 烧 产 排 会 影 响裂纹 的 产 生 。 产 品 出现 裂 纹 时 , 综 合 考 虑 , 应 积
到正常 水平 。 由于 固相反 应 的特 殊 性 , 坯体 表 面 首 先急 剧地 氧 化收 缩 , 而坯 体 内还 未 能 进 行 , 种 不 均 匀 的 收 这 缩往 往会 在坯 体 表 面造 成 裂 纹 。 因此 根 据 实 际 生产 状 况 , 整 窑炉 升温 段气氛 , 证 适 当 的氧 分压 , 消 除烧 调 保 是
进行 检 测排 除 , 以保证 产 品 的质 量 。
l0 2 0
l0 0 0
58 0 0
6 0 0
赠
4 0 0
2 0 0
O
图 1 升 温 开 裂 的典 型 断 面
0
2 0
4 0
6 0
8 0
l0 0
时间 () h
1 1 升 温 曲线 .
图 2 典 型 Mn n铁 氧 体 磁 心 烧 结 温 度 曲 线 Z
反应 放 出的热 量 使 坯 体 温 度 进 ~ 步 升高 。 如 果 排 胶 段
升温 速 率过 快 ( 2 0。 h , 导致 在 短 时 间 内坯体 温 如 0 C/ ) 则 度急 剧 升 高 , VA 快 速 分 解 排 出 , 而 导 致 坯 体 的 开 P 从 裂 。根 据 实践 经验 , 国产 1 9 7 9开始 排 出的温 度约 为 2 0 0 ℃, 约在 2 0℃左 右 时排 胶 量 达 到最 大 。依 此特 点 , 7 如
排 出及 毛坯 密度 等有 很大 关 系。
对缓 慢 、 合理 的升温 速率 , 选 择在 2 0 2 0。 或 3 ~ 4 C时保 温
}
一
定 时 间 ( l ) 使坯 体 有较 小 的 温升 , 而 消 除 由此 如 , h 从
原 因导致 的裂 纹 。有 时 由于 坯 体 本 身 的气 孔 及 排 胶 段 未排 尽气 体会 形 成一 些 潜在 的 , 法通 过 肉眼 察觉 的裂 无 纹, 这种 裂纹 要 通 过 性 能 测 试 、 击及 强 度 测 试 等 方 法 敲
果 2 0℃~3 0℃升 温速 率过 快 , 0 O 温度 很快 达 到 2 0。 7 C,
1 升 温 开 裂
升 温过 程造 成 的裂纹 , 其典 型 的 断面 为粗 糙 的 凸 凹 不 平的 颗粒 状 ( 图 1 , 是 因为 裂纹 的形 成 在 铁 氧 体 见 )这
P VA 过 快分 解 而 产 生 大 量 热 量 , 成 坯 体 温 度 急 剧 升 造
Re e r h o i e i a k fM nZn f r ie Co e s a c n S ntrng Cr c s o e r t r s
W e Xio 。 g S a n i i s a e t i Ap l n e . L i a d n ( h n x n h n Elc rc J p i c sCo , TD, h n x , a y n , 1 0 0 a S a n i Xin a g 7 2 0 )
极 采取 措施 加 以消 除 。
参 考 文 献
图 3 降 温 开 裂 典 型 断 面
在 烧 结过 程 中 , 不合 理 的升 温 或 降温 速 率 均 可导 致 产 品 开裂 。通 常 坯 体 内含 有 一 定 数 量 的水 分 和 P VA, 在 升温 阶段 需要 由 坯 体 内排 出。 在 升 温 阶 段 , VA 受 P
图 2显示 的是 在烧 结 一种 尺 寸较 大 的环 形 磁 心 ( 单 重 6 0g 时 采 用 的烧结 温 度 曲线和 气 氛 曲线 , 过 针对 6 ) 经 性 的优 化设 计 烧结 工 艺 , 磁心 未 出现裂 纹 缺 陷。 该
.
T her a o i e i r ks w e e a alz d,a c di O ou xp re e, s m e s l i s pr os d e s nsofsnt rng c ac r n y e nd ac or ng t r e e inc o o uton op e
部 有 不 同的 晶格 常数 。 这种 差异 会 在 相界 处 产 生 应 力 , 在冷 却过 程 中 , 力 超 过 了材 料 的弹 性 极 限 , 会 导 致 应 就 产 品 表面 出现 裂纹 。 对 于尺 寸较 大 的产 品 , 种 现 象 尤 这
由于坯体 在 升 温排 胶 段 会 发 生 P VA 的 氧 化 排 出 ,
高, 而坯 体温 度 的升 高 又导 致 P VA 更 快 的排 出 , 最终 使
坯体 开 裂 。解 决方 法 是 选 择 排胶 速 率 适 中的 温 度 区 间 ( 2 0 2 0。 , 据 毛坯 的 尺 寸 、 积 , 定 一 个 相 如 3 ~ 4 C) 根 体 制
固相 反 应 完 成 之 前 , 温过 程磁 心 开 裂 与 P 升 VA 的分 解
1 2 坯 体 密 度 不 均 匀 .
陶 瓷 Cr i e mc a s
・ 7 2 ・
铁氧 体形 成 后在 降 温过 程 中易 被 氧化 , 控 制不 好 若
此时 的氧 分压 , 品则 可 能 因过 度 氧 化 而 开 裂 。如 Mn 产
由于不合 理 的模 具设 计 、 制方 法 或者 由于 较 差 的 压
这需 要 周围气 氛 保 持 一定 的氧 分压 。如 果 窑 炉 内部 气 流不 畅 等 造 成 坯 体 周 围 氧 分 压 过 低 , VA 分 解 变 缓 。 P 同时 , 此阶 段坯 体 内 部 发 生 固 相 反 应 , 需 要 有一 定 在 亦 的氧 分压 , VA 的氧化 分 解 消耗 了大 量 氧气 , 铁 氧体 P 使 的氧 化 收缩 受阻 , 但是 随 着 P VA 分 解完 毕 , 分 压 恢 复 氧
Absr c The pr ucng r e sofM nZn fr ie c r si o e c plx,t r c sa i p t nt f c o e d t ua iy p o e s t a t: od i p oc s e rt o e s m r om e he c a k i n m or a a t r la o q lt r blm
图 4 过 度 氧 化 的 Mn n铁 氧 体 断 面 Z
2 降 温 开 裂
降温过 程 中产 生 的裂 纹 断 面光 滑 , 粒 细 小 ( 图 晶 见
3 。 降温过 程 中产 品尺 寸 随温 度 下 降而 收 缩 , 且 因气 ) 并
氛 的 不 同在产 品 内部 发生 不 同程 度 的氧 化 。 因此 , 制定
粉料 工 艺特性 ( 如流 动性 、 度分 布 等 ) 有可 能 造 成坯 粒 均
体 各部分 密 度 的差异 , 种差 异 导致 在 烧 结 时坯 体 各 部 这 分 收缩 不 同。 由此造 成 的坯体 收缩 差异 过 大 , 过 了铁 超 氧体 所 能容 忍 的弹性 限度 , 会 使坯 体 在 密度 梯 度 较 大 则 的部 位 开裂 , 对这种 情 况 , 过 改 进模 具 设 计 、 制 方 针 通 压
析 , 根 据 生 产 实践 经 验 提 出 了 一 些 解 决 办 法 。 并
关 键 词 Mn n 氧体 Z铁
烧结
裂纹
文 章 编号 :0 2 8 2 2 1 ) 8 0 6 0 1 0 —2 7 (0 10 —0 2 — 2
中 图分 类 号 : TM2 7 文 献 标 识 码 : 7 A
.
Ke wo d M n e rt Si e i g; a k y r s: Zn f r ie; nt rn Cr c s
因为铁 氧体 磁 心在 烧结 过 程 中伴 随 着 粘合 剂 、 分 水 的排 出 以及 固相 反 应 , 密 度 会 发 生 很 大 变化 , 当 的 其 不
热氧 化 分解 为 C 和 H。 此过 程为 吸 氧 的放 热过 程 , O O,
* 作 者 简 介 : 晓 东 (9 5 , 科 , 程 师 ; 要 从 事 M n n铁 氧 体 的 烧 结 工 艺 研 究 。E—malwex o@ 1 6 c r 尉 1 8 一) 本 工 主 Z i : id z 2 . o n
科技篇( 生产应用) 04 8 上) 21 年0 月( 1
烧 结制 度会 使 毛 坯 在 烧 结过 程 中 因为 这 种 密 度 的变 化
而 开裂 。 另外 固相 反应 时 的气体 排 出、 度 的氧 化 或 者 过 还 原均 是造 成烧 结 裂纹 的 因素 , 因此 制定 合 理 的 烧结 制 度是 解 决烧 结过 程 中裂纹 产 生 的关键 。
・
2 ・ 6
陶 瓷 Cr i e mc a s
科技篇( 生产应用) 01 8 上) 21 年0 月(
M 铁 氧 体 磁 nn Z 心 烧 结 裂 纹 成 因浅 探